You might also like
- SDV SDocument12 pagesSDV SElinton De Jesus SarmientoNo ratings yet
- Dahua AI Network Video Recorder User's Manual V1.0.7 PDFDocument419 pagesDahua AI Network Video Recorder User's Manual V1.0.7 PDFMahmoud KhalafNo ratings yet
- Pip Adg006-2002Document12 pagesPip Adg006-2002d-fbuser-93320248No ratings yet
- Paraphrase Bài Tập Ieltstutor.meDocument6 pagesParaphrase Bài Tập Ieltstutor.meTUTOR IELTS100% (1)
- Boiler EstimateDocument40 pagesBoiler EstimatesurendramaharjanNo ratings yet
- Engineering Art Rev1Document42 pagesEngineering Art Rev1Mahesh KumarNo ratings yet
- Group Code Description UOM Existing RevisedDocument1 pageGroup Code Description UOM Existing RevisedDEEPAKNo ratings yet
- ISO 5845-2 1995 Simplified Representation Assemblx With FastenersDocument13 pagesISO 5845-2 1995 Simplified Representation Assemblx With FastenersMargin SorinNo ratings yet
- 3000 FittingsDocument4 pages3000 FittingsAbbas RizviNo ratings yet
- MTO Generator Box CutDocument29 pagesMTO Generator Box Cutrony 2222No ratings yet
- WIND LOADING ANALYSIS - Wall Components and Cladding: Input DataDocument15 pagesWIND LOADING ANALYSIS - Wall Components and Cladding: Input DataMartin VenichNo ratings yet
- Api Standard S - 920201 PDFDocument38 pagesApi Standard S - 920201 PDFbumiherarihlatuNo ratings yet
- IOC/M&I/ELECT/E/18/2012 Electrical Motor Operated Valve Actuator & Master Station Rev.-0 Page 21 of 27Document6 pagesIOC/M&I/ELECT/E/18/2012 Electrical Motor Operated Valve Actuator & Master Station Rev.-0 Page 21 of 27Anonymous fLgaidVBhzNo ratings yet
- Piping engineering work and cost codesDocument1 pagePiping engineering work and cost codeskamlNo ratings yet
- My Load Summary Form - BusDocument4 pagesMy Load Summary Form - Busmr_badihiNo ratings yet
- Mediciones y PruebasDocument59 pagesMediciones y PruebasAnonymous zTUWsMNo ratings yet
- MODELS 10M - 19B 7000F: Vertical Turbine Fire PumpsDocument56 pagesMODELS 10M - 19B 7000F: Vertical Turbine Fire PumpsSojin NathNo ratings yet
- MACAPPB Standard System Components. Continuous Vibration, PDFDocument21 pagesMACAPPB Standard System Components. Continuous Vibration, PDFmika cabelloNo ratings yet
- Pip Adg001 Specification For Developing Practices: Work ProcessesDocument21 pagesPip Adg001 Specification For Developing Practices: Work ProcessesJohn BuntalesNo ratings yet
- 100 Introduction To Fire PreventionDocument22 pages100 Introduction To Fire PreventionSHAILENDRANo ratings yet
- CTBEST PVM 100 Engineering PrinciplesDocument29 pagesCTBEST PVM 100 Engineering PrinciplesrzepedacNo ratings yet
- SWECs External 15 June 2020Document230 pagesSWECs External 15 June 2020Hamzah ZakiNo ratings yet
- Iso 3040-2009Document9 pagesIso 3040-2009Ching HungNo ratings yet
- MODEL 2800: Horizontal Split-Case PumpsDocument28 pagesMODEL 2800: Horizontal Split-Case PumpsCarlos_MKTRNo ratings yet
- 800 Surge Pressure: Calculating Maximum Surge Pressure in PipelinesDocument7 pages800 Surge Pressure: Calculating Maximum Surge Pressure in PipelinesThiruThirunavukkarasuNo ratings yet
- Tender Specs - ROSOV (CH 7 (B) )Document17 pagesTender Specs - ROSOV (CH 7 (B) )Sharath KrishnanNo ratings yet
- EstimateDocument5 pagesEstimateAnonymous 1gbsuaafddNo ratings yet
- Corrosion ControlDocument40 pagesCorrosion ControlHerlys PereiraNo ratings yet
- Manpower Supply For Gas TurbineDocument3 pagesManpower Supply For Gas TurbinePrashanta NaikNo ratings yet
- PIPE+STUB-IN Rev1Document4 pagesPIPE+STUB-IN Rev1genergiaNo ratings yet
- Construction Rate Analysis and Cost EstimationDocument26 pagesConstruction Rate Analysis and Cost Estimationprince_23_21No ratings yet
- DESCON Engineering Limited: Cost Centers List Civil WorksDocument11 pagesDESCON Engineering Limited: Cost Centers List Civil Worksasif iqbalNo ratings yet
- Oman Tank Terminal Company (Ottco) : Project: Ras Markaz Crude Oil Park Project (Phase 1)Document13 pagesOman Tank Terminal Company (Ottco) : Project: Ras Markaz Crude Oil Park Project (Phase 1)ANIL PLAMOOTTILNo ratings yet
- 01LK0F01Document4 pages01LK0F01raobabar21No ratings yet
- DRIAPPH Miscellaneous DataDocument3 pagesDRIAPPH Miscellaneous Datamika cabelloNo ratings yet
- CR EstimateDocument307 pagesCR EstimateGani AnosaNo ratings yet
- 3.0 Ball 10.0 5.1: Beafort: Knots M / SecDocument14 pages3.0 Ball 10.0 5.1: Beafort: Knots M / SeccxcxcxcxzNo ratings yet
- Piping Manhour Estimate TemplateDocument4 pagesPiping Manhour Estimate TemplatemdsaleemullaNo ratings yet
- Cutting SpeedDocument5 pagesCutting SpeedsandigricNo ratings yet
- Epc Relokasi Flare BPP Ii & New Flare HCC RDMP Ru V BalikpapanDocument26 pagesEpc Relokasi Flare BPP Ii & New Flare HCC RDMP Ru V BalikpapanIsaalexNo ratings yet
- Manhour MastersDocument60 pagesManhour MastersMeetNo ratings yet
- 300 Prevention Through Inspection and MaintenanceDocument20 pages300 Prevention Through Inspection and MaintenanceSHAILENDRANo ratings yet
- S 000 1630 0004 - A Procedure For Subcontractor ReportingDocument10 pagesS 000 1630 0004 - A Procedure For Subcontractor ReportinghunghoanglongNo ratings yet
- Flange Design Mmcobc 3.3 2010Document3 pagesFlange Design Mmcobc 3.3 2010bakellyNo ratings yet
- World Country Codes of All KindDocument43 pagesWorld Country Codes of All Kindramki695766No ratings yet
- Eod Clearance of Ammunition Storage Area Explosions Task Planning MatrixDocument16 pagesEod Clearance of Ammunition Storage Area Explosions Task Planning Matrixmanaribrahim1988No ratings yet
- Pipe Standash Byp PomDocument96 pagesPipe Standash Byp Pomallouche_abdNo ratings yet
- SpecificationData LMDocument839 pagesSpecificationData LMruben quedo salazarNo ratings yet
- PIP CVS02100 Site Preparation, Excavation, and Backfill SpecificationDocument19 pagesPIP CVS02100 Site Preparation, Excavation, and Backfill SpecificationkleidervinNo ratings yet
- Investors' Perceptions of Investment AvenuesDocument5 pagesInvestors' Perceptions of Investment AvenuesVineet GargNo ratings yet
- ISA Control Valve Data Sheet GuideDocument1 pageISA Control Valve Data Sheet GuidechandruhbkkNo ratings yet
- Data Sheet E-H ActuatorDocument2 pagesData Sheet E-H ActuatorSrikant SuruNo ratings yet
- Piping Manhours WeightDocument25 pagesPiping Manhours WeightShabeer Kiblaalam100% (1)
- Execution Plan Piping Prefabrication Works: REV 33000667-TCM-DH2-CO-PLN-00010 4078-LZ-PL-9000000052Document16 pagesExecution Plan Piping Prefabrication Works: REV 33000667-TCM-DH2-CO-PLN-00010 4078-LZ-PL-9000000052tomas budrysNo ratings yet
- FM130036 - EnC 18 - Stairway SpecificationDocument20 pagesFM130036 - EnC 18 - Stairway Specificationayman ammar100% (1)
- 1100 Manual Tank GaugingDocument35 pages1100 Manual Tank GaugingmilecsaNo ratings yet
- Is 4049 Part 1Document7 pagesIs 4049 Part 1Otavio123No ratings yet
- Ductile Cast IronDocument30 pagesDuctile Cast IrontribleprinceNo ratings yet
- Technical Specs Externally Finned TubesDocument4 pagesTechnical Specs Externally Finned Tubesyulianus_srNo ratings yet
- Is 2062Document13 pagesIs 2062Sourav Hait57% (7)
- Is 1537Document22 pagesIs 1537Otavio123No ratings yet
- Is 803Document98 pagesIs 803Anish PillaiNo ratings yet
- Is 9137Document44 pagesIs 9137Otavio123100% (1)
- Is 1536Document26 pagesIs 1536Otavio123100% (1)
- Is 4049 Part 1Document7 pagesIs 4049 Part 1Otavio123No ratings yet
- Is 3589Document22 pagesIs 3589Otavio123100% (1)
- Is 3114Document15 pagesIs 3114Otavio123No ratings yet
- Is 5120Document52 pagesIs 5120Otavio123No ratings yet
- Is 1367 Part 8Document24 pagesIs 1367 Part 8Otavio1230% (2)
- Is 1367 Part 5Document11 pagesIs 1367 Part 5Otavio123No ratings yet
- Is 1367 Part 7Document3 pagesIs 1367 Part 7Otavio1230% (1)
- Is 1367 Part 1Document3 pagesIs 1367 Part 1Otavio123100% (1)
- An Holistic Approach To Product SelectionDocument11 pagesAn Holistic Approach To Product SelectionOtavio123No ratings yet
- Design of Mechanical GripperDocument64 pagesDesign of Mechanical GripperOtavio12367% (3)
- BEL Placement Paper 2Document21 pagesBEL Placement Paper 2Saikiran RaghuNo ratings yet
- The Future of Smart Cities and RegionsDocument20 pagesThe Future of Smart Cities and RegionsChristianNo ratings yet
- Human Plus Machine A New Era of Automation in ManufacturingDocument8 pagesHuman Plus Machine A New Era of Automation in ManufacturingDuarte CRosaNo ratings yet
- Dsd-060 Earthquake Shutdown Unit: DescriptionDocument2 pagesDsd-060 Earthquake Shutdown Unit: Descriptionmuhammad arifNo ratings yet
- Advanced Excel FormulasDocument25 pagesAdvanced Excel Formulasskmohit singhalNo ratings yet
- Counter List HuaweiDocument14 pagesCounter List Huaweiwedewe02No ratings yet
- Hughes Brothers PDFDocument52 pagesHughes Brothers PDFJavier MaldonadoNo ratings yet
- 4c - Expanded - RevisedDocument132 pages4c - Expanded - RevisedMartín Serena75% (4)
- Brake Pedals and ValveDocument4 pagesBrake Pedals and Valveala17No ratings yet
- Engineering Data, Summary of Productivity 2022Document2 pagesEngineering Data, Summary of Productivity 2022Listya AnggrainiNo ratings yet
- Teaching Methodology (Handout)Document1 pageTeaching Methodology (Handout)Sharjeel Ahmed KhanNo ratings yet
- 176Document3 pages176Karthik AmigoNo ratings yet
- Nazneen Wahab CVDocument5 pagesNazneen Wahab CVRavi MittalNo ratings yet
- Strategic Information Systems Planning: Course OverviewDocument18 pagesStrategic Information Systems Planning: Course OverviewEmmy W. RosyidiNo ratings yet
- YEZ-Conical Brake MotorDocument3 pagesYEZ-Conical Brake MotorMech MallNo ratings yet
- Manufacturing Egg Trays from Waste PaperDocument17 pagesManufacturing Egg Trays from Waste Paperravibarora86% (7)
- Eurox Cross Flow ScrubberDocument8 pagesEurox Cross Flow ScrubberRobin LayogNo ratings yet
- 1 Project ManagementDocument14 pages1 Project Managementyaswanth119No ratings yet
- Plumbing Practical Problems QuizDocument5 pagesPlumbing Practical Problems QuizLoren ViejayNo ratings yet
- Julia Warner 2018Document1 pageJulia Warner 2018Julia WarnerNo ratings yet
- SIS - Plano Hidráulico de Motoniveladora 140H CATDocument9 pagesSIS - Plano Hidráulico de Motoniveladora 140H CATRoy Huaripata100% (1)
- Geometric Design of Highways for EngineersDocument39 pagesGeometric Design of Highways for EngineersZeleke TaimuNo ratings yet
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Document5 pagesLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNo ratings yet
- Slurry Flo BrochureDocument4 pagesSlurry Flo BrochureChristian Andres Campa HernandezNo ratings yet
- Conveyor Chain GuideDocument59 pagesConveyor Chain GuideajaykrishnaaNo ratings yet
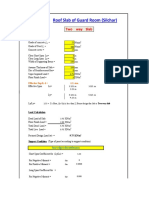
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- Designing The Marketing Channels 13Document13 pagesDesigning The Marketing Channels 13Gajender SinghNo ratings yet
- Volvo 850 GLT Owners Manual 1993Document176 pagesVolvo 850 GLT Owners Manual 1993jpaulorosado2186No ratings yet
- Mechanical Engineer Resume - Digambar BhangeDocument3 pagesMechanical Engineer Resume - Digambar BhangeTOP DHAMAKANo ratings yet
- 38.11 Cum Total Qty of 4 Nos. Culvests 38.11x4 152.43 CumDocument14 pages38.11 Cum Total Qty of 4 Nos. Culvests 38.11x4 152.43 CumMandeep SinghNo ratings yet
- SPP 40 Series Sponsored BE MTech Projects CollegewiseDocument145 pagesSPP 40 Series Sponsored BE MTech Projects CollegewiseVinay KumarNo ratings yet