You might also like
- Astm A435 2012 PDFDocument2 pagesAstm A435 2012 PDFJavier Ricardo Romero Bohorquez33% (3)
- QW 423.1 InterpretationDocument1 pageQW 423.1 InterpretationZaheed ManooNo ratings yet
- Assessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015Document31 pagesAssessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015امين100% (1)
- Astm A131Document5 pagesAstm A13109122912680100% (5)
- Tubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex WeldsDocument5 pagesTubular TYK Fabrication and Inspection: It Is Important To Plan Ahead For These Complex Weldsluz82No ratings yet
- Aws D1.1-D1.1M-2015Document1 pageAws D1.1-D1.1M-2015huasNo ratings yet
- Astm A131Document7 pagesAstm A131Técnico XXXNo ratings yet
- En Iso 15653Document1 pageEn Iso 15653Hoang20% (5)
- Astm A995 A995m 13 2013 PDFDocument4 pagesAstm A995 A995m 13 2013 PDFdelta lab sangli0% (1)
- AWS D1.1 qualification requirementsDocument2 pagesAWS D1.1 qualification requirementsArul Edwin VijayNo ratings yet
- Extracted Pages From Design Guide 21 - Welded Connections - A Primer For EngineersDocument2 pagesExtracted Pages From Design Guide 21 - Welded Connections - A Primer For EngineersAnonymous 7MdZQn1No ratings yet
- EGW Welding Wire Guide for 490MPa SteelDocument2 pagesEGW Welding Wire Guide for 490MPa SteelpratishgnairNo ratings yet
- Guide To ASME Code VIII Division 1 Pressure VesselsDocument16 pagesGuide To ASME Code VIII Division 1 Pressure VesselsSaâd Eddine Atif0% (1)
- A498Document3 pagesA498rgi178No ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Painting DFT Rules-SSPC-PA-2Document16 pagesPainting DFT Rules-SSPC-PA-2Michael AlbuquerqueNo ratings yet
- Astm A312 PDFDocument12 pagesAstm A312 PDFGustavo Freitas100% (1)
- Astm E110Document2 pagesAstm E110nandorg27No ratings yet
- Astm b829Document6 pagesAstm b829Tze Wen100% (1)
- PQR use for welding different material gradesDocument1 pagePQR use for welding different material gradeslaz_kNo ratings yet
- Sa 961 PDFDocument10 pagesSa 961 PDFaruntpeNo ratings yet
- Astm A860Document5 pagesAstm A860Marcelo ColomboNo ratings yet
- A 516 - A 516M - 17Document4 pagesA 516 - A 516M - 17picottNo ratings yet
- ASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesDocument3 pagesASTM A435-A435M-17 Standard Specification For Straight-Beam Ultrasonic Examination of Steel PlatesRaul SebastiamNo ratings yet
- SCWI Re-Exam PKGDocument4 pagesSCWI Re-Exam PKGKishorsing RajputNo ratings yet
- Norsok Standard M-122: Rev. 1, June 2003Document18 pagesNorsok Standard M-122: Rev. 1, June 2003BlainNo ratings yet
- Asme Section II A Sa-263Document8 pagesAsme Section II A Sa-263Anonymous GhPzn1xNo ratings yet
- Girth Welding of API 5L X70 and X80 Sour Service PipesDocument8 pagesGirth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xNo ratings yet
- Astm A 388 PDFDocument9 pagesAstm A 388 PDFVarun DevNo ratings yet
- BS en 10225 - 2009Document81 pagesBS en 10225 - 2009Md Azahary100% (3)
- Sa 36 PDFDocument7 pagesSa 36 PDFMarceloNo ratings yet
- Astm A770 PDFDocument5 pagesAstm A770 PDFCristian OtivoNo ratings yet
- Astm - E165 LP PDFDocument20 pagesAstm - E165 LP PDFjkdeNo ratings yet
- ASTM A36-A36M-97ae1Document3 pagesASTM A36-A36M-97ae1NadhiraNo ratings yet
- Esab Storage HandlingDocument4 pagesEsab Storage HandlingTasmanijskaNema100% (1)
- AWS D1.1 - 1M - 2015 NotesDocument44 pagesAWS D1.1 - 1M - 2015 NotesAnonymous nNNOyV50% (4)
- JIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFDocument31 pagesJIS Z 2320-1-2007 Non-Destructive Testing - Magnetic Particle Testing - Part 1 General Principles-6 PDFNguyễn Hữu BằngNo ratings yet
- API 2H50 Data Sheet 2012 04 02Document2 pagesAPI 2H50 Data Sheet 2012 04 02alvaedison00No ratings yet
- Aws Welder Qualification Requirments Tyk JointsDocument2 pagesAws Welder Qualification Requirments Tyk JointsPrashant RaneNo ratings yet
- Astm A143a143m.20Document4 pagesAstm A143a143m.20safak kahramanNo ratings yet
- Plates - API-2W Grade 50Document2 pagesPlates - API-2W Grade 50eduardoNo ratings yet
- WPS & Materials Applicable MatrixDocument5 pagesWPS & Materials Applicable Matrixundeath123100% (1)
- AWS D15.2 - 2003 Rec. Practicas Soldadura RielesDocument50 pagesAWS D15.2 - 2003 Rec. Practicas Soldadura RielesmguilarNo ratings yet
- A859A859M-04 (Reapproved 2014) PDFDocument5 pagesA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNo ratings yet
- Exc1 Exc2: BS EN 1090-2:2018Document1 pageExc1 Exc2: BS EN 1090-2:2018Luka DrascicNo ratings yet
- Grades and welding processes of seamless and welded pipes as per IS 3589Document17 pagesGrades and welding processes of seamless and welded pipes as per IS 3589Anonymous gr5Pr9AVNo ratings yet
- TS-03 Air Distribution WorksDocument14 pagesTS-03 Air Distribution WorksPraveen KumarNo ratings yet
- A 74 - 03 Qtc0ltaz PDFDocument45 pagesA 74 - 03 Qtc0ltaz PDFCHRISTIAN ZAVALANo ratings yet
- AC Design Brief ReportDocument8 pagesAC Design Brief ReportARUL SANKARANNo ratings yet
- Carbon steel fittings and bends specificationsDocument9 pagesCarbon steel fittings and bends specificationsALINo ratings yet
- Duct Bank InformationDocument19 pagesDuct Bank InformationGaneshNo ratings yet
- Piping FabricationDocument36 pagesPiping Fabricationbvenky991100% (5)
- 5504Document10 pages5504hhr2412No ratings yet
- Jacking Pipe GuidelinesDocument6 pagesJacking Pipe GuidelinesWilliamray PabloNo ratings yet
- Spun Concrete Pole SpecificationsDocument3 pagesSpun Concrete Pole SpecificationsAleiska Victoria Gómez Betancourth100% (1)
- Asme Section II A-2 Sa-587Document8 pagesAsme Section II A-2 Sa-587Anonymous GhPzn1xNo ratings yet
- Din 2394-1Document5 pagesDin 2394-1sharrrstar826No ratings yet
- (0209) 031801Document12 pages(0209) 031801Sixto Gerardo Oña AnaguanoNo ratings yet
- DuctworkDocument5 pagesDuctworkducatti996chNo ratings yet
- STP 550-1986Document58 pagesSTP 550-1986Anonymous pSozzNFcNo ratings yet
- Solid Wedge Gate Valve - Industrial ValvesDocument1 pageSolid Wedge Gate Valve - Industrial Valvesmoonstar_dmeNo ratings yet
- STP 618-1985 PDFDocument72 pagesSTP 618-1985 PDFmoonstar_dmeNo ratings yet
- 12Document34 pages12moonstar_dmeNo ratings yet
- STP 91-1949Document88 pagesSTP 91-1949moonstar_dmeNo ratings yet
- Ceramics - Materials, Joining and Applications - Job Knowledge 54Document3 pagesCeramics - Materials, Joining and Applications - Job Knowledge 54moonstar_dmeNo ratings yet
- API 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetDocument75 pagesAPI 600 - Presentation - Steel Gate Valves - Flanged & Bulttwelding Ends, Bolted BonnetNilesh Mistry100% (4)
- Single Phase MotorDocument9 pagesSingle Phase Motormoonstar_dmeNo ratings yet
- STP 498-1973 PDFDocument28 pagesSTP 498-1973 PDFmoonstar_dmeNo ratings yet
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Document242 pagesNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- STP 709-1987Document43 pagesSTP 709-1987Anonymous pSozzNFcNo ratings yet
- Single Phase MotorDocument9 pagesSingle Phase Motormoonstar_dmeNo ratings yet
- BuildDocument5 pagesBuildmoonstar_dmeNo ratings yet
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Document242 pagesNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- Single Phase MotorDocument9 pagesSingle Phase Motormoonstar_dmeNo ratings yet
- CH 03Document25 pagesCH 03moonstar_dmeNo ratings yet
- Side PlatesDocument1 pageSide Platesmoonstar_dmeNo ratings yet
- QA1Document132 pagesQA1moonstar_dmeNo ratings yet
- C Multidimensional Arrays (2d and 3d Array)Document5 pagesC Multidimensional Arrays (2d and 3d Array)moonstar_dmeNo ratings yet
- Different Levels of The Memory HierarchyDocument200 pagesDifferent Levels of The Memory Hierarchymoonstar_dmeNo ratings yet
- Basic Equations of Fluid MechanicsDocument17 pagesBasic Equations of Fluid MechanicsPrakashNo ratings yet
- API 510 API 510 API 510 API 510 Pressure Vessel Inspector Pressure Vessel InspectorDocument1 pageAPI 510 API 510 API 510 API 510 Pressure Vessel Inspector Pressure Vessel Inspectormoonstar_dmeNo ratings yet
- Industrial RelationDocument26 pagesIndustrial Relationgurvinder12No ratings yet
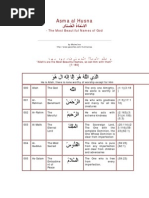
- 99 Nama ALLAHDocument12 pages99 Nama ALLAHjehemaahadNo ratings yet
- Flange Weld Testers (FWT)Document1 pageFlange Weld Testers (FWT)moonstar_dmeNo ratings yet
- Outline of SociologyDocument230 pagesOutline of Sociologymoonstar_dmeNo ratings yet
- Prob2 11s PDFDocument1 pageProb2 11s PDFmoonstar_dmeNo ratings yet
- Pptonemployeerelation 140514160653 Phpapp01Document17 pagesPptonemployeerelation 140514160653 Phpapp01moonstar_dmeNo ratings yet
- Bhandout PDFDocument40 pagesBhandout PDFVipin JainNo ratings yet
- Advanced and Hybrid Machi 6757121Document46 pagesAdvanced and Hybrid Machi 6757121moonstar_dmeNo ratings yet
- Young Pianist CompetitionDocument2 pagesYoung Pianist CompetitionAleksa SarcevicNo ratings yet
- ToLiss AirbusA321 V1.0.3 TutorialDocument103 pagesToLiss AirbusA321 V1.0.3 TutorialMarc CerveraNo ratings yet
- CP SanitaryDocument2 pagesCP SanitaryMuthu ManiNo ratings yet
- Method Statement - 23apr18Document5 pagesMethod Statement - 23apr18hinitahNo ratings yet
- Chap 011 NotesDocument10 pagesChap 011 Notesfree50No ratings yet
- American International University - Bangladesh (AIUB) : Objective Setup DNS, FTP, HTTP and Email Servers in Packet TracerDocument12 pagesAmerican International University - Bangladesh (AIUB) : Objective Setup DNS, FTP, HTTP and Email Servers in Packet TracerS M AkashNo ratings yet
- Nist SP 260-190 PDFDocument60 pagesNist SP 260-190 PDFdaniel alparoNo ratings yet
- Beechtree ISCDocument6 pagesBeechtree ISCWinterNo ratings yet
- Market Research Company in IndiaDocument8 pagesMarket Research Company in Indiaaditya adityaNo ratings yet
- Verbos RegularesDocument11 pagesVerbos RegularesdinanarvaezNo ratings yet
- Angle of Incidence and Reflection Intensity Through a PolarizerDocument23 pagesAngle of Incidence and Reflection Intensity Through a PolarizerSatyam GuptaNo ratings yet
- Gradska Kultura 1Document487 pagesGradska Kultura 1Владимир ПетковићNo ratings yet
- Understanding culture through sociological perspectivesDocument3 pagesUnderstanding culture through sociological perspectivesAnjaneth Cabutin0% (1)
- Deye 6-12kW 3P ManualDocument51 pagesDeye 6-12kW 3P ManualFreshwind BicolNo ratings yet
- Gambar Tata Ruang Landscape PDFDocument11 pagesGambar Tata Ruang Landscape PDFmhaiqalNo ratings yet
- Understanding the Multidimensional SelfDocument20 pagesUnderstanding the Multidimensional SelfJuan Dela CruzNo ratings yet
- Subject Centered - Correlational DesignDocument13 pagesSubject Centered - Correlational DesignWarrenBualoySayagoNo ratings yet
- 9701 s02 ErDocument14 pages9701 s02 ErHubbak KhanNo ratings yet
- How To Do Magic That Works by Genevieve DavisDocument114 pagesHow To Do Magic That Works by Genevieve DavisFarzad ArabiNo ratings yet
- 14902-37163-1-PB JPVDocument12 pages14902-37163-1-PB JPVridwanNo ratings yet
- Janitza Datenblatt UMG 512 enDocument4 pagesJanitza Datenblatt UMG 512 enSekarNo ratings yet
- Introduction To: Information RetrievalDocument42 pagesIntroduction To: Information Retrievalanon_284938973No ratings yet
- The Origins of Anglo-Saxon Kingdoms PDFDocument361 pagesThe Origins of Anglo-Saxon Kingdoms PDFEric DubourgNo ratings yet
- Automating Network Slicing Operations in The 5G Core With OrchestrationDocument18 pagesAutomating Network Slicing Operations in The 5G Core With OrchestrationmorganNo ratings yet
- CFE Procedimiento de homologación de factores de viento y sismo 2008Document22 pagesCFE Procedimiento de homologación de factores de viento y sismo 2008sannadiazNo ratings yet
- The Deer and The CrocodilesDocument4 pagesThe Deer and The CrocodilesM Rifky FauzanNo ratings yet
- SAP Localization TurkeyDocument30 pagesSAP Localization TurkeybenhzbNo ratings yet
- COACHING CLINIC WEEKLY 7 Dec 2020Document154 pagesCOACHING CLINIC WEEKLY 7 Dec 2020cleveretoNo ratings yet
- Approved) Approve Extension of Extended Waranties - W 40Document3 pagesApproved) Approve Extension of Extended Waranties - W 40solorzanomercador2No ratings yet
- Satr W 2012Document1 pageSatr W 2012Mohammed Hamed BaganNo ratings yet