Professional Documents
Culture Documents
Caroserii
Uploaded by
Andrei Cristian GheorgheCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Caroserii
Uploaded by
Andrei Cristian GheorgheCopyright:
Available Formats
1
1 CADRELE I CAROSERIILE AUTOVEHICULELOR
1.1 Caroseriile autovehiculelor
1.1.1 Rolul, condiiile impuse i clasificarea caroseriilor
Caroseria reprezint partea superioar a automobilului (suprastructura) i este
amenajat pentru transportul persoanelor i al bunurilor i pentru montarea diferitelor
utilaje i instalaii pentru efectuarea de diferite lucrri sau pentru prestarea de servicii.
La construciile mai vechi de autoturisme i autobuze i la autocamioanele actuale,
caroseria constituie o parte distinct i se monteaz pe cadru, din aceast cauz fiind
denumit neportant. La autoturismele, microbuzele i autobuzele moderne, caroseria
poate fi semiportant, cnd preia parial sarcinile exterioare (n acest caz podeaua este
fixat rigid de cadru prin uruburi, nituri sau sudur), i portant, cnd preia toate
forele provenite din micarea automobilului (n acest caz cadrul nu mai este ntlnit ca
element distinct).
Caroseria unui automobil trebuie s satisfac urmtoarele cerine:
s aib o form ct mai aerodinamic;
s fie ct mai uoar i ct mai rezistent;
s prezinte o vizibilitate maxim pentru conductorul auto, n scopul mririi
siguranei de circulaie;
s fie confortabil.
Clasificarea caroseriilor automobilelor se face dup mai multe criterii, cele mai
importante fiind: forma, destinaia i datele tehnice impuse.
Criteriul principal de clasificare a caroseriilor este destinaia acestora, care coincide
cu destinaia automobilului, impune forma, datele tehnice i modul de construcie.
Avnd n vedere acest lucru, caroseriile se clasific n:
2
caroserii de autoturisme;
caroserii de microbuze, caroserii de autobuze;
caroserii de autocamioane;
caroserii cu destinaie special.
1.2 Cadrul i asiul autovehiculelor
1.2.1 Rol i caracteristici
Cadrul este suportul tuturor organelor autovehiculului. Denumirea de asiu, care se
folosete uneori, se refer la ntreg ansamblul (nelegnd prin aceasta cadrul, organele
mecanice, suspensia, trenurile de rulare i direcia).
Cadrul clasic se compune n principal din dou lonjeroane dispuse pe lungimea
autovehiculului, reunite printr-un numr variabil de traverse sudate electric sau nituite
de acestea.
Constructorii de automobile trebuie s aib n vedere ca un cadru proiectat s fie bine
ranforsat, suficient de rigid, cu o greutate minim, de construcie simpl, care s
permit o montare uoar a diferitelor organe auxiliare i a caroseriei. Preul de cost
trebuie s fie ct mai redus, iar prile componente s fie montate ct mai jos, astfel
nct s coboare centrul de greutate al autovehiculului pentru o bun stabilitate de
exploatare.
Forma cadrului este determinat n mare parte de modul de dispunere a diferitelor
organe, inclusiv a motorului, de felul suspensiei i de poziia punii motoare. Pentru
bracarea roilor de direcie, cadrul se va ngusta progresiv la partea din fa. Cadrele
autovehiculelor pot fi clasificate dup cum urmeaz:
Cadru cu lonjeroane;
Cadru cu tub central;
Cadru platform;
3
Cadru combinat.
La construcia acestora sunt utilizate diferite tipuri de profiluri constructive; U deschis, U
nchis, tubular i eliptic. Lonjeroanele legate prin traverse sunt executate din oel de
profil U sau sunt ambutisate din tabl de oel cu nlimea profilului variabil, funcie de
solicitri.
La unele construcii sunt utilizate lonjeroane cu seciune constant pe toat
lungimea, dar se va avea n vedere c lonjeroanele cu seciune variabil au o greutate
mai redus. Tendina actual n construcia de maini este de a folosi profiluri de
seciune nchis, deoarece prezint o rigiditate mai mare la torsiune. Pentru a mri
rigiditatea cadrului, n locurile de mbinare a lonjeronului cu traversa se prevd guseuri
sau diagonale din tabl de oel. Uneori, pentru consolidarea local a cadrului se
utilizeaz profiluri suplimentare care se sudeaz de lonjeroane.
Oricare ar fi modul de realizare, cadrele prezint diverse traverse de prindere sau de
rezisten, care permit montarea caroseriei pe cadru prin asamblare cu uruburi, sau
prin sudare de cadru. De asemenea cadrul este prevzut cu diverse suporturi de
prindere a motorului.
Rigiditatea unui cadru este calitatea sa esenial. Pentru meninerea caroseriei ntr-o
stare foarte bun cadrul trebuie s nu sufere deformaii n timpul exploatrii, iar pe de
alt parte, echilibrarea motorului necesit ca punctele sale de sprijin s fie imobile i
mai ales s nu fie dispuse n zone ale cadrului care permit transmiterea vibraiilor.
Cadrul clasic, cu lonjeroane i traverse este utilizat de preferin n cazul
autocamioanelor, autoutilitarelor, a autoturismelor mari sau de teren i la autoturismele
de curse, care au caroserie sumar. n cazul autoturismelor, se adopt frecvent soluii
mai simple, dei nu se pierde nimic din rigiditate i rezisten. Aceste soluii pot fi de
urmtoarele tipuri: asiul de tip grind, caroseria monococ, caroseria autoportant (cu
asiu integrat), infrastructura de tip platform, pe care se sudeaz caroseria.
4
1.2.2 Construcia cadrelor
Cadrele clasice
Forma lonjeroanelor i a cadrului este condiionat de probleme de rezisten
(lonjeroane mrite la mijloc), de bracarea roilor fa (ngustarea distanei dintre
lonjeroane) i de dezbaterea punilor (deplasri pe vertical, n special ale punii spate).
Lonjeroanele pot fi profiluri n I (la autocamioane), sau grinzi din tabl de oel
ambutisat n form de U, pentru vehiculele mai uoare. Frecvent, pentru autoturisme,
lonjeroanele din tabl profilat se nlocuiesc cu tuburi de seciune dreptunghiular.
Lonjeronul este format din dou elemente, dintre care unul nu este dect un simplu
capac, asamblat prin sudur electric, sau, mai rar, prin nituire Figura 1-1.
Figura 1-1 Tipuri de lonjeroane bloc
Traversele sunt fabricate dup aceeai tehnic precum lonjeroanele. Aceste cadre se
numesc cadre tubulare. Ele ofer o rigiditate i o rezisten mult superioare fa de
cadrele clasice, la aceeai mas de material, dar prezint inconvenientul de a nu
permite utilizarea asamblrilor filetate pentru fixarea diverselor organe pe asiu. Pentru
aceasta se folosete sudura oxi-acetilenic sau electric, mai ales pentru fixarea
caroseriei pe asiu. Anumite cadre tubulare prezint diferite decupri ce permit
utilizarea asamblrilor filetate pentru fixarea diferitor organe ale autovehiculului.
Autobuzele moderne de transport rutier i de turism au cadru distinct, cu lonjeroane
curbate deasupra celor dou puni, asigurnd aezarea ct mai joas a platformei,
pentru un centru de greutate cobort, uurnd totodat urcarea pasagerilor. Curbura n
5
plan vertical conduce, de asemenea, la mbuntirea stabilitii autovehiculului, prin
coborrea centrului de greutate.
La autocamioane, cadrul se execut din lonjeroane legate ntre ele prin traverse.
Lonjeroanele sunt executate din profil U cu nlimea variabil, funcie de valoarea
momentului ncovoietor. Pentru rigidizarea traverselor se prevd diagonale din eav
rectangular. Pe traversa din spate cadrul are montat dispozitivul de remorcare iar,
pentru protejarea caroseriei, la partea din fa se monteaz o bar de protecie, Figura
1-2. Pentru reducerea forelor care se transmit caroseriei autovehiculului cu care are loc
coliziunea, n special n cazul ciocnirii cu un autoturism, cnd diferena de mase dintre
vehicule este semnificativ, barele de protecie la autocamioanele contemporane sunt
fixate pe lonjeroanele cadrului prin intermediul unor absorbani de energie. Acetia au
rolul de a disipa un procent din energia de impact n structura absorbant, care poate
fi, vezi Figura 1-2, de tip telescopic. Pentru evitarea efectului de mpnare, n cazul
coliziunii din spate dintre autovehicule, standardul ECE 42 indic obligativitatea ca toate
autocamioanele i autoutilitarele s fie echipate la partea din spate cu bare
suplimentare de protecie (antimpnare) poziionate la o nlime de 445 mm fa de
sol. Poziionarea barei paraoc spate fa de nivelul solului se va face innd cont de
gradul de ncrcare a autovehiculului i de regimul de deplasare, accelerare, mers
uniform, frnare. Situaia cea mai dezavantajoas de ciocnire spate, ntre un autoturism
i o autoutilitar, este reprezentat de sarcina util nul a autoutilitarei i deplasarea n
regim de frnare. n acest caz micarea de tangaj i absena sarcinii pe puntea spate
vor duce la mrirea distanei dintre bara paraoc spate a autoutilitarei i sol, existnd
pericolul ca autoturismul care vine din spate s se mpneze. Putem concluziona c
asigurarea unei capaciti mari de trecere sau o majorare a poziiei caroseriei fa de
sol trebuie s fie combinat cu asigurarea unor dispozitive de protecie contra
mpnrii, care s satisfac securitatea tuturor participanilor la trafic. n vederea
consolidrii lonjeroanelor, respectiv pentru rigiditatea cadrului, se utilizeaz traverse n
form de X, executate ca grinzi de egal rezisten cu zbrelele. Pentru a permite
bracarea roilor de direcie, lonjeroanele laterale se curbeaz n planul orizontal, i se
fixeaz cu traverse obinuite i cu traverse diagonale.
6
Figura 1-2 Bara de protecie montat prin elemente deformabile pe cadru
La autoturismele cu suspensie independent a roilor se folosete un cadru cu tub
central, care servete simultan i pentru nchiderea arborelui longitudinal. Comparativ
cu cadrul cu lonjeroane acesta este mai rigid, mai uor i creeaz roilor o mare
mobilitate.
mbinrile cadrului sunt fcute prin nituire iar, mai nou, prin sudare n capete dup
procedeul prin rezisten n stare solid, prin puncte sau prin custur n relief. Pentru
toate procedeele trebuie ndeplinite condiiile fundamentale n vederea obinerii unor
suduri de calitate.
Astfel, la sudarea n capete trebuie executat o nclzire uniform a capetelor celor
dou piese de mbinat. Pentru sudarea n relief se cere o curare ngrijit a
suprafeelor. Nedecaparea sau nenlturarea depunerilor pe ridicturi modific
rezistena lor de contact i, astfel, curentul se repartizeaz uniform asupra ridicturilor.
Ridicturile nu trebuie s fie aplatizate nainte, dar dac aplatizarea are totui loc
nainte de formarea nucleului topit, atunci nclzirea local nceteaz i sudura nu se
mai produce. De fapt, dup aplatizarea ridicturii, plcile se ating pe toat suprafaa lor
i curentul trece de la prile nclzite, spre prile mai reci deoarece rezistena elastic
a acestora este mai mic. Fa de fora de apsare, ridicturile trebuie s fie destul de
rezistente i aceasta se obine prin alegerea unor forme potrivite care trebuie realizate
7
cu mare exactitate. 0 serie de particulariti ale sudrii prin puncte sunt determinate de
nsui caracterul acestui procedeu i nu depind dect n mic msur de felul
materialului. La sudarea prin puncte a cadrelor i caroseriilor auto munca manual a
fost nlocuit de robotizarea operaiilor. Construciile cadrelor sunt utilizate n general la
autocamioane i autospeciale, ns la autobuzele i autoturismele cu caroserii metalice
nchise, caroseria preia parial sau integral funcia de element de rezisten a cadrului.
Acest tip de caroserie este numit convenional caroserie semiportant sau caroserie
portant.
La unele autobuze cadrul este consolidat prin elementele caroseriei, ntregul ansamblu
formnd un tub de dimensiuni mari cu seciune dreptunghiular, rezistent la solicitrile
dinamice la care este supus autovehiculul.
Anumite cadre prezint doar ntrituri n X pentru mrirea rigiditii, sau sunt constituite
din lonjeroane i traverse tubulare.
Cadrul n X
n Figura 1-3 este prezentat un cadru n X cu seciune central dreptunghiular.
Lonjeroanele cadrului pot fi de seciune tubular sau dreptunghiular. n partea
anterioar se utilizeaz traverse masive care servesc drept suport pentru elementele
suspensiei punii fa i a motorului. Suporturi transversale sunt sudate pe lonjeroane
pentru a servi drept baz de prindere a caroseriei. Curbura n plan vertical a asiului se
poate utiliza att n dreptul punii spate (pentru a permite montarea punii, dar i
pentru a permite comprimarea arcurilor suspensiei), ct i n dreptul punii fa,
coborndu-se astfel centrul de mas al cadrului. Evaluarea capacitii structurilor de
autovehicule de a disipa energia de impact prezint o mare importan. Astfel fiecare
element al unei structuri trebuie s aib un rol bine definit i o anumit capacitate de
disipare a energiei. Astfel, prin analize structurale, n funcie de unghiul de nclinare a
lonjeroanelor pot avea loc deformaii prin ncovoiere sau prin comprimare axial.
Unghiul de nclinare longitudinal a lonjeronului, la care tendina de deformare devine
de comprimare axial, dintr-o tendin de deformare prin ncovoiere, se numete unghi
critic. Ca exemplu, o modificare de numai un grad a unghiului de nclinare longitudinal
a lonjeronului are ca efect o modificare a energiei necesar deformaiei acestuia cu
60%, n timp ce durata de deformare a structurii se dubleaz. n practic este de evitat
8
pe ct posibil fenomenul de deformare prin compresiune axial, deoarece acesta implic
rigiditi mare a prii frontale, adic un nivel ridicat al acceleraiilor care n final se
transmit pasagerilor autovehiculului.
Figura 1-3 Cadru n X
Cadrul de tip dreptunghiular
La acest tip de cadru, Figura 1-4, lipsete poriunea central de ntrire, dar se
utilizeaz traverse pentru obinerea rigiditii necesare.
Figura 1-4 Cadru dreptunghiular
Lonjeroanele sunt de asemenea de seciune dreptunghiular. Cadrele dreptunghiulare
sunt ntlnite n construcia autocamioanelor actuale. Prin montarea pe acestea a
9
grupului motopropulsor, sistemului de frnare i direcie, precum i a cabinelor se obin
aa numitele asiuri autopropulsate.
Cadrul cu ntrituri.
Acest tip de asiu, Figura 1-5, se utilizeaz mai ales la unele tipuri de autoturisme break
sau coupe. Se remarc curburile n plan vertical pentru fixarea elementelor suspensiei i
care au rolul de a cobor centrul de mas. Curbarea n plan vertical a lonjeroanelor are
ca efect micorarea rigiditii prii frontale a cadrului n cazul unor coliziuni.
Figura 1-5 Cadru cu ntrituri
1.2.3 Construcii speciale
Printre construciile speciale, care se apropie prin form i concepie de cadrele clasice,
se gsete asiul de tip grind, care se asociaz n mod frecvent cu suspensia cu roi
independente i lipsa punii rigide, dar care necesit caroserie independent.
Cadrul platform este compus din dou lonjeroane i traverse legate ntre ele prin
panouri de tabl ambutisat, cu nervuri pentru mrirea rigiditii.
Cadrul combinat are n partea central un tub iar, la cele dou capete lonjeroane. acest
tip de cadru este foarte rar utilizat n construcia de autovehicule rutiere. n dreptul
punilor lonjeroanele sunt curbate n sus pentru a permite montarea suspensiei fr a
ridica prea sus caroseria.
Fiecare lonjeron are o mare rigiditate longitudinal, legturile transversale dintre cele
dou lonjeroane permind o oarecare elasticitate a cadrului, care pate suporta o
torsionare fr deformaii majore.
10
Pentru realizarea unor autovehicule uoare, odat cu apariia traciunii pe puntea fa,
s-a rspndit ideea unor caroserii monococ, sau a unor subansambluri de tip
platform, pe care se sudeaz ulterior caroseria. Aceast soluie confer ansamblului
asiu caroserie, care formeaz un tot omogen, o rigiditate mult mrit i o
deformabilitate sczut, la o greutate minim. Soluia complic n mod considerabil
demontarea elementelor caroseriei, n vederea reparrii n caz de accident.
Caroseriile autoportante prezint doar o podea foarte robust, pe care se monteaz
caroseria propriu-zis, deosebit de rigid, din tabl armat, prin diferite metode.
Organele mecanice se ataeaz de caroseria astfel rezultat.
Soluia denumit Dyna Panhard utilizeaz ca infrastructur o platform pe care se
monteaz ulterior prin sudur caroseria i punile.
Figura 1-6 Infrastructur de tip platform
Firme precum Fiat i unele firme americane pleac de la un cadru simplu, pe traversele
i lonjeroanele cruia se construiete caroseria, soluia numindu-se asiu integrat n
caroserie. Toate elementele metalice, care formeaz caroseria reprezint i suport
pentru elementele direciei, sistemului de frnare i de suspensie. Aceste elemente sunt
sudate ntr-unul singur, crendu-se astfel o singur component din piese metalice
sudate. Panourile podelei i ansamblul lonjeroanelor, care includ i ansamblul
pragurilor, conin elemente de prindere i sprijin pentru grupul motopropulsor,
transmisie i suspensie. Lonjeroanele, ca i diferite traverse sunt de seciune
dreptunghiular, distribuind sarcinile pe suprafee mari ale structurii.
11
Analiznd cadrul autoturismelor Fiat 124, Renault 16, Moskvici 1500, Lada 1500 i altele
n variante modernizate acesta este un tip platform, lonjeroanele fiind solidarizate ntre
ele prin fii de tabl cu nervuri. Grinda transversal este de tip cheson, n partea din
fa, pentru a realiza o rezisten suplimentar necesar susinerii motorului. La
preluarea eforturilor particip n mare msur i caroseria, care este semiportant.
Constructorii de autoturisme sport utilizeaz adesea n construciile lor cadre tubulare
spaiale din care este realizat o structur de tip cuc de psri. Pe aceast structur
construit din evi se monteaz apoi punile directoare i motoare, motorul i
transmisia, Figura 1-7.
Figura 1-7 Cadru tubular spaial folosit ca platform de baz pentru autoturisme Lotus
Absena cadrului clasic nu este specific numai autoturismelor. De asemenea, se
construiesc n special autocare alctuite din fii de tabl asamblate prin sudur i
caracterizate prin absena complet a lonjeroanelor i traverselor dintr-o singur
bucat. Ansamblul este construit dintr-o structur de zbrele format din tuburi de
seciune dreptunghiular, fcute din tabl subire, de care se sudeaz plcile care
formeaz podeaua, montanii caroseriei, consolele i braele de prindere a organelor
mecanice.
Toate asamblrile se fac prin sudur electric prin puncte, cu excepia consolelor i a
braelor de prindere, care sunt sudate electric cu arc. Diferitele tuburi sunt ncastrate i
apoi sudate.
12
1.3 Caroseriile autoturismelor
n general caroseriile reprezint suprastructura autovehiculelor, fiind amenajate pentru
transportul persoanelor, a ncrcturii sau pentru instalarea diverselor utilaje
tehnologice.
La autovehiculele moderne sunt prevzute caroserii cu forme ct mai aerodinamice,
rezistente la impact, cu o vizibilitate maxim pentru conductorul auto n vederea
mririi siguranei n circulaie, cu un grad ridicat de confort.
Caroseriile se clasific dup urmtoarele criterii:
caroserii neportante, la care eforturile sunt preluate exclusiv de cadru (asiu). n
acest caz cadrul fiind separat, iar caroseria este fixat elastic de acesta;
caroserii semiportante, care preiau parial eforturile datorate forelor care apar la
deplasarea autovehiculului. La acest tip de caroserie podeaua este fixat rigid de
cadru prin kiplinguri (uruburi pentru lemn - Holzschraube sau Holzurub), nituri
sau prin sudur, dac este metalic;
caroseriile autoportante preiau forele produse n micarea autovehiculului n
cazul n care cadrul este suprimat.
Avnd n vedere c viteza de deplasare a autovehiculelor pe drumurile publice a
crescut considerabil, o parte semnificativ din puterea motorului se consum pentru
nvingerea rezistenei din partea aerului. Datorit acestui fapt forma caroseriilor
moderne tinde spre cea mai optim form aerodinamic. La autoturismele cu viteze de
peste 150 km/h, se impun msuri speciale de mbuntire a formei caroseriilor.
n timpul deplasrii autovehiculul este supus aciunii laterale a vntului, care determin
modificarea, n sens negativ, a stabilitii longitudinale. Pentru aceasta este necesar ca
profilul caroseriei s fie proiectat cu o suprafa lateral mare nspre partea posterioar,
astfel ca centrul de presiune al acestei suprafee s fie deplasat spre spate. Suprafaa
lateral nu trebuie s mreasc nlimea autovehiculului, n acest sens se vor prevedea
ampenaje laterale i se va mri limea caroseriei pentru obinerea stabilitii optime la
deplasarea autovehiculului.
13
n afar de aceste considerente, la modernizarea caroseriilor de autovehicule se vor
avea n vedere:
Realizarea unui habitaclu suficient de mare, confortabil, panoramic i rezistent;
vizibilitate bun, n scopul asigurrii unei securiti sporite prin adaptarea unui
parbriz curbat;
accesibilitate uoar la organele de comand i de control ale autovehiculului;
linia i inuta de drum, cu aspectul exterior ct mai modern i plcut.
Dup form, caroseriile se clasific n: nchise, deschise, transformabile i speciale.
Caroseriile nchise sunt de tipul:
coach, cu dou ui i patru geamuri laterale, cu dou sau ase locuri, cu
sptarele scaunelor din fa rabatabile pentru a se asigura accesul la bancheta
din spate;
sedan, cu patru ui i patru sau ase locuri, cu dou rnduri de scaune i
geamuri laterale;
limuzin, cu patru ui, ase sau opt locuri, dona rnduri de scaune permanente i
cu strapotine (scaune suplimentare ntre ele), la unele construcii cu geam ntre
locurile din fa i spate;
coach hardtop, asemntor caroseriei coach, cu deosebirea c nu are montani
fici pentru geamuri laterale;
sedan hardtop, similar caroseriei sedan, cu deosebirea c nu are montani fici
pentru geamuri laterale;
cupeu, format sport, cu doua ui i dou pn la ase locuri, dimensiunile
interioaren special n zona locurilor din spate sunt mai mici dect la coach.
Caroseriile deschise sunt de tipul:
roadster, cu plafon decapotabil, geamuri laterale amovibile cu dou ui i 2-3
locuri, pe un rnd de scaune;
14
cabriolet cu dou ui, capot pliabil, dou locuri i dou geamuri laterale - alte
modele similare au patru pn la ase locuri i patru geamuri laterale cu spaii
mari amenajate pentru bagaje;
cabriolet roadster, respectiv spider, este o variant a roadsterului spider.
Este asemntor caroseriei cabriolet, avnd o linie sport modern;
hardtop tip cupeu sau cabriolet cu capota rigid detaabil;
roadster faeton cu minim patru locuri, uneori avnd pn la apte locuri, cu
patru ui i patru geamuri laterale amovibile.
Caroseriile transformabile sunt de tipul:
Cabrio - cupeu cu plafon pliabil ns cu rame fixe, amenajat pentru dou - cinci
locuri confortabile;
autostaion cu trei sau cinci ui, dou sau patru ui laterale i una n spate, cu
cinci pn la nou locuri, banchete cu sptare rabatabile pentru a crea spaiu
suplimentar pentru ncrcarea bagajelor voluminoase;
berlin decapotabil cu dou ui, dou rnduri de scaune i patru - ase locuri.
Caroseriile speciale de urmtoarele tipuri:
microturisme cu una - dou ui i unu pn la trei locuri, cu motor de capacitate
cilindric foarte mic;
combi - station vagon cu dou sau patru ui lateral, uneori i una n spate, cu
dou sau trei rnduri de scaune pentru transportul a ase - opt persoane. Poate
fi amenajat i pentru transport marf.
de curse, n general fr ui, destinat exclusiv pentru participarea la competiii
sportive.
Cercetrile recente au pus bazele realizrii unor caroserii din fibre de carbon armat i
fibre de sticl n amestec cu rini epoxidice. Materialele compozite sunt nc utilizate
pe scar restrns pentru producerea motoarelor ceramice cu structuri armate
deoarece sunt friabile la vibraii (se frmieaz la destructurare) i foarte sfrmicioase
15
la fore de flambare i torsiune. Prin utilizarea materialelor compozite se realizeaz
nsemnate economii de metal i materiale convenionale, deficitare pe piaa mondial,
iar rezistena mecanic a acestora depete de patru - cinci ori pe cea a materialelor
clasice.
n acest context ntreinerea i tehnologia de reparaie a acestor tipuri de caroserii este
simplificat. Recondiionarea anumitor organe este realizabile n limitele admisibile dup
o tehnologie convenional, iar n cazul celor ireparabile se recomand nlocuirea cu
seturi sau repere de rezerv.
Se recomand constructorilor s livreze - la cerea beneficiarilor - seturi complete de
repere sau module singulare, cele mai expuse n cazul accidentelor frecvente de
circulaie, n vederea reducerii duratei de imobilizare a autovehiculelor n reparaii
curente.
Din aceste considerente, se remarc: sensibilitatea caroseriilor autoportante n
exploatare la circulaia rutier pe diferite categorii i stri de drumuri cu suprasarcin,
materializat prin ruperea unor elemente ale carcasei caroseriei foarte frecvent n zona
punii din fa la punctele de racordare a ansamblului punii cu cadrul caroseriei, in
special pe partea stng a autovehiculului, unde sunt nsumate i solicitrile datorate
sistemului de direcie, ct i influena de acionare a amortizoarelor acestuia.
Pentru repararea carcasei caroseriei se fac urmtoarele recomandri tehnologice i de
organizare:
la executarea sudurilor carcasei caroseriei se va folosi sudarea n mediu de gaz
protector sau sudarea electric cu curent continuu cu electrozi dimensionai
corespunztor materialelor utilizate i grosimii pofilelor sudate;
dac se constat demente rupte, componente ale caroseriei, acestea se vor
nlocui, evitndu-se sudarea;
pentru a nu schimba distribuia eforturilor pe ansamblul carcasei, se vor respecta
riguros dimensiunile i poziia iniial a elementelor componente.
16
Figura 1-8 Principalele forme de caroserii de autoutrisme a - sedan; b - break-combi; c - cabriolet; d -
faux-cabriolet; e - limuzin de lux; f - limuzin-cabriolet; g - cupeu; h - roadster; i - torpedo; f - coupe de
ville; k - laundoulet.
Din punct de vedere al realizrii structurii de rezisten a caroseriilor destinate
autoturismelor, de-a lungul timpului s-au experimentat diferite concepte arhitecturale.
Dou dintre acestea sunt prezentate pe scurt cu avantajele i dezavantajele pe care le
implic n tabelul 1.1. Se observ avantajele oferite de conceptele orizontal i
vertical n ceea ce privete capacitatea de disipare a energiei, masa construciei,
intensitatea de transmitere a ocurilor nspre celula de supravieuire i nu n ultimul
rnd costurile de fabricaie.
La conceptul orizontal zonele ntrite ale structurii autoturismelor sunt amplasate n
planeu, la nivelul tunelului central, precum i n structurile din praguri i ui. Se
remarc dirijarea eforturilor preluate de lonjeroane nspre exterior i tunel, poziiile n
17
care sunt amplasate scaunele pentru pasageri fiind protejate prin ranforsri n form de
furc.
La conceptul vertical forele de impact sunt dirijate prin structura panourilor laterale,
ferind astfel habitaclul de posibile intruziuni. Se remarc modalitatea de dirijare a
eforturilor, prin bifurcarea elementelor de rezisten, att prin stlpii A ct i la nivelul
planeului. Structura prezint ntrituri pe toi stlpii laterali.
Tabelul 1.1
Conceptul n 2
plane
Conceptul n 3
plane
Conceptul
orizontal
Conceptul
vertical
Intensitatea de
transmitere la
celul
+ + ++ +
Masa + 0 0 0
Compatibilitate + ++ ++ +
Capacitatea de
disipare a
energiei
+ ++ ++ +
Costuri
constructive
++ ++ 0 0
Figura 1-9 Conceptul orizontal
18
Figura 1-10 Conceptul vertical
Varianta de caroserie cu zbrele se utilizeaz n special la autoturismele sport i se
remarc printr-o rigiditate mare i o greutate mic. Scheletul caroseriei se acoper n
unele situaii cu folii din material plastic, asigurndu-se prin aceasta o greutate redus
i un coeficient aerodinamic acceptabil.
Caroseria de tip cheson este utilizat, n general, la majoritatea autoturismelor.
mbinarea elementelor componente se face prin sudare. Pentru asigurarea unei
rigiditi suficiente, pe tabla din care se realizeaz unele elemente componente ale
caroseriei se practic diverse nervuri prin ambutisare. Nervuri de diferite forme se
execut n special pe tabla din care se realizeaz nveliul interior al motorului i
podeaua (planeul) caroseriei. Sunt cazuri n care, pentru a realiza construcii cu o
rigiditate mare, partea din fa a caroseriei se execut cu un schelet cu zbrele, iar
partea din spate tip cheson. n Figura 1-11 este reprezentat schema unei caroserii
combinate.
La autoturismele mici i mijlocii, se folosesc caroserii de tip cadru grind. Acesta este
un fel de cheson, ce nlocuiete cadrul obinuit. Pe cheson sunt fixate prin sudur
elementele componente ale caroseriei, rezultnd un bloc cu rigiditate mare n toate
direciile.
19
Figura 1-11 Schema constructiv a unei caroserii combinate
La caroseriile autoportante cadrul de nlocuit este constituit din partea anterioar a
cadrului clasic (care consolideaz partea de caroserie) pe care se monteaz motorul,
suspensia i bara de protecie din fa. Cteva caracteristici constructive privind
dimensiunile i modul de amplasare a structurii frontale i de rezisten a
autoturismelor sunt prezentate sintetic n tabelul 1.2.
Tabelul 1.2.
Tip.
Autoturism (an
fabricaie)
nlime
bar
paraoc
(min/max)
nlime
muchie
frontal
capot
nlimea
lonjeron
Seciunea
lonjeronului
(lxh)
Ecartament
lonjeroane
nlimea
pragurilor
(min/max)
Fiesta (88) 380/530 690 370 50/100 800 230/290
Passat (84) 390/550 730 410 90/80 1000 230/325
Passat (95) 365/540 715 400 80/100 1000 220/310
Ascona (85) 380/520 730 360 75/110 800 240/300
Nissan Sunny
(85)
440/600 750 430 60/100 900 240/300
Polo (96) 390/530 690 400 55/110 700 210/290
Sierra (88) 360/470 680 400 60/95 850 260/345
Mazda 323 (85) 380/515 700 320 80/130 1000 210/280
Fiat Punto (94) 385/575 695 500 100/90 1100 210/310
Astra (92) 410/520 700 430 70/100 800 220/290
Escort (94) 440/540 680 400 60/110 910 210/290
Vectra (91) 360/500 685 380 75/170 850 240/300
Golf 3 (93) 350/535 740 400 70/110 1110 215/310
Corsa (94) 380/530 700 310 80/120 950 225/310
Renault 19 (93) 350/495 675 380 35/130 950 210/300
La unele autovehicule cu caroserie autoportant se monteaz numai traversa din fa i
spate pentru fixarea elementelor suspensiei, sau grinzi longitudinale pentru montarea
barelor de torsiune longitudinale i transversale.
20
Corpul caroseriei este compus din structura inferioar, structura superioar, Figura 1-13
i elementele amovibile, Figura 1-12.
Figura 1-12 Elementele amovibile ale caroseriei
Structura inferioar se compune din: Planeul spate asamblat 1, planeul central
asamblat 2, traversa planeului 3, traversa inferioar fa 4, lonjeronul fa
complet 5,6,7, ranforsarea planeului fa 8, elemente de rigidizare a planeului -
9,18, element de nchidere a prii inferioare a caroseriei 10, traversa planeului spate
11, traversa spate stnga 12, lonjeron spate stnga asamblat 13, element de
sprijin pentru arcul suspensiei 14, traversa planeului spate asamblat 15, traversa
spate asamblat 16, tunelul planeului 17.
Elementele componente ale suprastructurii caroseriei sunt: traversa superioar fa 1,
perete lateral 2, tabla port far 3, aripa interioar 4, dublura stlpului fa 5,
stlpul fa asamblat 6, pragul lateral caroseriei 7, stlpul central asamblat 8,
panoul aripii spate 9, pasajul inferior al roii 10, fusta spate 11, dublura ramei
caroseriei 12, traversa spate a pavilionului 13, pavilionul 14, grinda elementului de
nclzire a habitaclului 16, tablier 17.
21
Figura 1-13 Elementele componente ale planeului i suprastructurii caroseriei
Partea superioar a caroseriei se realizeaz prin sudarea elementelor componente.
Elementele amovibile ale caroseriei sunt capota fa, hayonul, uile i aripa fa.
Caroseria autoportant a unor autoturisme din clasa mijlocie are platforma ntrit.
Construcia unei astfel de caroserii este prezentat n Figura 1-14. Se remarc
construcia planeului sub forma unei structuri duble, asemntoare cu structurile
utilizate n construcia aripilor de avion. Prin astfel de msuri constructive se asigur o
mai bun protecie a spaiului destinat pasagerilor.
22
Figura 1-14 Caroserie autoportant cu platform ntrit
La unele autoturisme, pentru a asigura o mai bun izolare fonic, ntre piesele
caroseriei se introduc elemente elastice din cauciuc i material plastic.
Aranjarea interioar a caroseriei depinde de dimensiunile ce trebuie respectate n
vederea asigurrii confortului i siguranei pasagerilor. Construcia caroseriilor
autoturismelor depinde n mare msur i de amplasarea organelor transmisiei i a
portbagajului. Cabina pentru pasageri este amplasat n totdeauna la mijloc, pentru ca
acetia s fie ct mai bine protejai. n general, problemele constructive care se pun n
prezent constructorilor de autoturisme sunt determinate de msurile ce trebuie luate
pentru a asigura ct mai bine pasagerii contra accidentrii. Celula de securitate" se
obine prin urmtoarele msuri: rigidizarea construciei fr reducerea vizibilitii,
utilizarea unei tapiserii de grosime mare pe tavan i pereii laterali, montarea unor
mnere pentru ui i macarale pentru geamuri fr proeminene, tapisarea butucului
volanului, a parasolarelor i a torpedoului, utilizarea coloanei de direcie telescopice i a
unui volan uor deformabil n direcie axial, montarea parbrizului astfel nct la
deformarea caroseriei geamul s sar n afar.
n vederea creterii securitii pasagerilor, pe lng sistemele de siguran recente,
autoturismele se echipeaz cu centuri de siguran.
23
Figura 1-15 Centura de siguran cu fixare n trei puncte
Acestea sunt realizate n diferite variante, cea mai mare rspndire avnd-o centura cu
fixarea n trei puncte. Modul de fixare al celor trei puncte de prindere pe caroserie i
procentul din sarcina pe care o preiau cele trei puncte de prindere a centurilor de
siguran n caz de coliziune este prezentat n Figura 1-15. Mai multe detalii despre
sistemele de siguran a pasagerilor sunt prezentate n capitolele urmtoare.
1.4 Caroseriile autobuzelor
La autobuzele moderne, caroseriile sunt autoportante i ca urmare cadrul face parte
integrant din construcia caroseriei. Caroseriile autobuzelor trebuie s aib rigiditate
mare la ncovoiere i torsiune. Acest lucru se realizeaz utiliznd construcii cu zbrele
din tuburi sau diferite profiluri din oel laminat. Carcasa caroseriei este mbrcat la
exterior cu panouri din tabl cu grosimea de 0,751,0 mm, iar partea interioar i
plafonul se acoper cu plci fibrolemnoase melaminate. Interiorul caroseriilor se
izoleaz fonic i termic cu panouri din psl, covoare bituminoase i spum
poliuretanic.
Podeaua caroseriilor autobuzelor se realizeaz din tabl acoperit cu un covor din
material plastic sau din lemn ignifugat.
Dup form i destinaie, Figura 1-16, se deosebesc caroserii pentru: autobuze urbane,
cu mai multe ui (a); autobuze interurbane, cu una sau dou ui pe partea dreapt i
24
una pe partea stng pentru accesul conductorului (b); autobuze de turism, cu confort
special (c); autobuze deschise pentru agrement (d); autobuze etajate (e); autobuze
articulate de mare capacitate (f).
Figura 1-16 Autobuze cu caroserii de diferite forme
Sarcinile de pe podea se transmit portanilor prin traverse. 0 atenie deosebit va fi
acordat asigurrii rigiditii n locurile de dispunere a uilor i ferestrelor. Caroseriile
autoportante protejeaz mai bine pasagerii n cazul accidentelor.
25
Construcia unei caroserii de autobuz cu zbrele este reprezentat n Figura 1-17, iar a
unui autobuz cu caroserie autoportant tip cheson n Figura 1-18.
Figura 1-17 Caroserie autoportant de tip grind cu zbrele pentru autobuz
Figura 1-18 Construcia unui autobuz cu caroserie de tip cheson
26
Caroseriile tip cheson pot fi realizate n dou variante: cu pereii interiori i exteriori din
tabl de oel sau numai cu pereii interiori portani din tabl de oel. La a doua variant,
n caz de deteriorare, peretele exterior poate fi nlocuit cu uurin, deoarece nu este
nituit sau sudat de scheletul caroseriei.
Organizarea interioar a autobuzelor depinde de destinaia lor. Autobuzele interurbane
i turistice trebuie s fie prevzute cu instalaii corespunztoare pentru a asigura
confortul pasagerilor. Aceste instalaii trebuie s asigure o bun condiionare a aerului
din salonul destinat pasagerilor.
Condiiile tehnice care se expun n continuare se aplic numai la vehiculele cu un singur etaj,
destinate s transporte cel puin 16 persoane aezate pe scaune sau n picioare, n afara
conductorului auto i a personalului nsoitor. Extinderea suprafeelor vitrate de pe
prile laterale slbete rezistena caroseriei autobuzelor i prin aceasta poate afecta
protecia cltorilor n situaia rsturnrilor sau coliziunilor laterale. Avndu-se n vedere
gravitatea unor accidente produse n asemenea situaii, s-au elaborat normative care
impun productorilor pstrarea unei rezistene standard, acceptabil din punct de vedere
al proteciei cltorilor.
Protecia cltorilor se apreciaz prin spaiul de supravieuire", care trebuie s se menin
dup efectuarea unor ncercri speciale.
Spaiul de supravieuire din compartimentul pasagerilor se definete prin volumul care
se obine prin translaia unui plan transversal vertical ncepnd din punctul R al scaunului
aezat cel mai n spate pn la punctul R al scaunului situat cel mai n fa. Planul
transversal vertical este delimitat ca n Figura 1-19 (n interiorul liniilor haurate); se
consider c punctele R sunt dispuse la 500 mm deasupra podelei salonului, la 300 mm
fa de peretele lateral i la 100 mm fa de vrful care delimiteaz partea de sus a planului
transversal vertical menionat.
Rezistena caroseriei se evalueaz pe baza modificrilor suferite de spaiul de supravieuire
dup una din ncercrile:
ncercare la rsturnare a ntregului vehicul, echipat ca i n timpul exploatrii normale;
27
ncercare de rsturnare a unei seciuni sau mai multor seciuni reprezentative din
caroseria vehiculului;
ncercare de lovire cu un pendul special a unei seciuni sau mai multor seciuni din
caroseria vehiculului.
Dac se poate proba rezistena i prin calcul, se accept i o asemenea metodic.
Sursa Radu Gaiginschi, Iulian Filip
Figura 1-19 Schema pentru determinarea spaiului de supravieuire n plan transversal (a) i
longitudinal (b)
Pentru ncercarea de rsturnare a vehiculului complet, acesta trebuie pregtit n
prealabil. Scaunele vehiculului trebuie reglate la nlimea cea mai mare, iar sptarele
lor amplasate n poziie vertical. Toate uile i geamurile trebuie s fie nchise iar
anvelopele trebuie umflate la presiunea indicat de productor; sistemul de suspensie
trebuie s asigure aceeai gard la sol ca i n timpul unei exploatri normale.
Autovehiculul se amplaseaz pe o platform basculabil aflat n poziie orizontal la
nceputul ncercrii. Pentru rsturnarea lateral a vehiculului, axa sa longitudinal trebuie
28
s fie paralel cu axa de rotaie a platformei. n apropierea axei de rsturnare trebuie
prevzut un mic perete lateral necesar mpiedicrii alunecrii anvelopelor pe direcia de
rsturnare; de asemenea, trebuie blocat i deplasarea vehiculului n plan longitudinal.
Rsturnarea se face pe un plan orizontal situat cu 800 mm sub nivelul platformei
basculabile, Figura 1-20.
Sursa Radu Gaiginschi, Iulian Filip
Figura 1-20 Schema dispozitivului de rsturnare a caroseriei autobuzelor
Platforma trebuie s fie suficient de rigid sau punctele de acionare asupra sa s fie
amplasate astfel ca axele vehiculului s fie ridicate simultan, fr a genera eforturi de
torsiune n caroserie. Viteza de rotaie a platformei nu trebuie s depeasc
5/secund (0,087 rad/s).
Pe parcursul ncercrii se efectueaz nregistrri video ultrarapide, iar dup rsturnare
se fac msurtori care pun n eviden deformaii exterioare i interioare. ncercarea se
consider satisfctoare dac:
se conserv valoarea volumului spaiului de supravieuire;
nici una dintre componentele detaabile ale vehiculului nu influeneaz asupra spaiului
de supravieuire;
nici o parte a spaiului de supravieuire s nu ias n afara caroseriei deformate.
29
ncercarea de rsturnare a unei seciuni din caroseria vehiculului se efectueaz
dup aceeai metodologie i cu aceeai instalaie ca i pentru rsturnarea vehiculului
complet; se impun aceleai condiii dup rsturnare ca i n cazul precedent.
ncercarea unei seciuni din caroseria vehiculului cu ajutorul pendulului
urmrete ndeplinirea acelorai condiii i n plus, determinarea energiei absorbite de
impact. n principiu, un pendul cu lungimea braului de 3500 mm este lansat de la o
nlime care s asigure o vitez de impact cuprins ntre 3 i 8 m/s. Masa corpului de
lovire trebuie aleas astfel ca energia la nceputul impactului s fie cea indicat de
productor. Planul de oscilaie a pendulului trebuie s fie nclinat cu un unghi de 25 n raport
cu planul longitudinal median al seciunii de caroserii care se ncearc.
1.5 Caroseriile autocamioanelor
Caroseriile pentru autocamioane se compun din cabina pentru conductor i platforma
pentru transportul bunurilor. Cabinele sunt de tip nchis, cu geamuri mobile. Ele sunt
prevzute, n mod normal, cu dou trei locuri, iar uneori cu ase opt locuri. La
autocamioanele pentru transportul pe distane lungi, cabina este prevzut cu un pat
pentru conductorul auto de schimb. Cabina poate fi dispus n spatele punii din fa
sau pe puntea din fa (cabin avansat).
Cabinele obinuite se execut dintr-un schelet metalic din tabl ambutisat, din
postament i mbrcmintea exterioar mbinate ntre ele prin sudare Figura 1-21.
La autocamioanele cu motorul aezat n faa cabinei, pericolul de accidentare a
conductorului auto este mai mic i, ca urmare, se poate realiza o construcie de cabin
mai uoar. Cabinele avansate trebuie s fie realizate cu rigiditate mrit pentru a spori
securitatea conductorului, deoarece la aceste construcii riscul de accidentare este mai
mare. Cabinele autocamioanelor trebuie s fie bine izolate termic i fonic i s aib o
etanare bun.
0 atenie sporit trebuie s fie acordat suspensiei cabinei, deoarece frecvena
oscilaiilor suspensiei autocamionului se modific cu ncrctura; la autovehiculul gol,
aceste frecvene devin duntoare pentru conductor. Meninerea n limite strnse a
variaiei frecvenei oscilaiilor suspensiei, funcie de ncrctur, se asigur alegnd
30
construcia general a autocamionului astfel nct variaiile sarcinilor statice pe puntea
din fa s fie ct mai reduse. n afar de aceasta, cabina se monteaz pe cadru cu
ajutorul tampoanelor de cauciuc sau al unei suspensii compuse din arcuri i
amortizoare.
Figura 1-21 Tipuri de cabine pentru autocamioane
Amplasarea i dimensiunile diverselor elemente constitutive ale postului de conducere
din cabina autocamioanelor sunt prevzute n normative internaionale.
Partea caroseriei destinat ncrcturii utile poate avea diferite forme n funcie de
destinaia autocamioanelor. Pentru transportul de bunuri se folosesc pe scar larg
autotrenurile, acestea au construcia caroseriilor semiremorcilor i remorcilor
asemntoare cu cea a autocamioanelor.
31
2 ELEMENTE PRIVIND PROIECTAREA I CALCULUL CAROSERIILOR
2.1 Generaliti
Proiectarea caroseriilor este o problem deosebit de complex i presupune mbinarea
n mod corespunztor a unui numr mare de factori. La proiectare, trebuie soluionate
aspectele referitoare la ergonomia, arhitectura, rezistena, tehnologia i organizarea
fabricaiei i sigurana caroseriilor.
Proiectarea poate fi realizat dup dou sisteme de baz: sistemul secvenial i sistemul
complex. Sistemul secvenial de proiectare se aplic de mai mult timp, iar cel complex a
nceput s fie utilizat n ultima vreme i se bazeaz pe folosirea metodei elementului
finit i a calculatoarelor electronice digitale.
Caroseria automobilului este supus la ncovoiere, datorit greutii proprii i a sarcinii
utile, i la torsiune, ca urmare a deplasrii pe pante transversale sau peste denivelri
asimetrice. Aceste solicitri au un caracter dinamic, n special la demarare, frnare i
deplasare cu viteze relativ mari pe drumuri CU denivelri. n afar de acestea, caroseriile
sunt supuse la vibraii continue, care devin periculoase atunci cnd sunt atinse
regimurile de rezonan.
La deplasarea automobilelor peste denivelri simetrice, solicitrile dinamice pot fi foarte
mari. Astfel, coeficientul dinamic de ncrcare al caroseriei poate fi: 2,0 ... 2,5 pentru
autoturisme; 2.0 ... 2,5 pentru autobuze; 3,0 pentru autocamioane i 3,5... 4,0 la
automobile speciale cu capacitate mare de trecere. Aceste sarcini dinamice mari solicit
caroseria la ncovoiere.
n cazul denivelrilor nesimetrice, coeficienii dinamici de ncrcare ajung la valorile: 1,3
pentru autoturisme i autobuze; 1,5 pentru autocamioane i 1,8 pentru automobile
speciale cu capacitate mare de trecere. De aceste regimuri de ncrcare trebuie s se
in seama la calculul de dimensionare i verificare al caroseriei.
Caracteristica de rezisten a caroseriei autoportante este considerat rigiditatea la
torsiune. n acest scop, pentru compararea caroseriilor, se utilizeaz unghiul de rsucire
32
la 1 m lungime rezultat prin suspendarea complet a unei roi. Unghiul relativ de
torsiune admis, pentru caroseriile autoturismelor i autobuzelor, este de 3 - 10' la 1 m
lungime.
2.2 Tendine n realizarea autovehiculului sigur
Pentru a nelege mai bine obiectivele spre care tind constructorii de automobile se
cuvine a face o scurt incursiune n legislaia existen n domeniul siguranei pasive
interioare a automobilului.
Primele teste de coliziune s-au fcut n SUA de ctre NHTSA (The National Highway
Traffic Safety Administration). Programul NCAP (New Car Assesment Programme) a
preluat o parte din procedurile de ncercare stabilite de FMVSS 208 i are drept scop
promovarea competiiei ntre fabricanii de autovehicule prin proiectarea i producere
de autovehicule sigure. Programul trebuie s realizeze teste de coliziune i s prezinte
rezultatele obinute publicului, ntr-o manier simpl i inteligibil, astfel nct
cumprtorul s poat face o alegere ct mai corect.
Structurile de rezisten ale automobilelor actuale au devenit adevrate opere de art,
acest lucru fiind rezultatul concurenei tot mai strnse dintre marii constructori de
automobile.
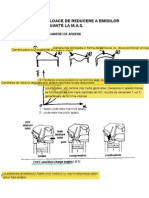
Fiecare caz de accident este unic. O tem privind contramsurile care ar trebui s
mbunteasc sigurana ocupanilor n cazul coliziunilor frontale implic:
Reducerea intruziunilor;
mbuntirea sistemelor de reinere, care in ocupanii departe de contactul
cu suprafaa automobilului;
Asigurarea c suprafeele interioare ale autovehiculului sunt bine protejate cu
materiale absorbante ale ocului.
Amplasarea suprafeelor cu potenial mare de vtmare a pietonilor ct mai
departe de ocupani.
33
Un prag limit acceptabil al deceleraiilor pe care le poate suporta corpul omenesc
oblig constructorii s realizeze autovehicule cu structuri frontale deformabile controlat
i dup anumite legi de variaie a deceleraiilor. Modelele matematice ale
autovehiculului au evoluat odat cu dezvoltarea sistemelor informatice i de calcul,
ajungndu-se astzi la modele virtuale complexe, capabile s in seama de aproape
toate caracteristicile geometrice i fizice ale materialelor.
Legea de micare a unei mase este dat de:
0 = + +
x k x c x m (2. 1)
unde: m - masa; c coeficientul de amortizare al structurii; k coeficientul de
rigiditate al structurii; x deformaia structurii.
Dezvoltnd modele ale autovehiculului cu mai multe mase, Figura 2-1, se pot face
analize complexe asupra factorilor care influeneaz comportamentul structurilor de
rezisten a automobilului i, deci implicit asupra omului.
Figura 2-1 Modelul multimas al autovehiculului
34
Spre exemplu pentru un model cu dou mase al automobilului i un ocupant, Figura
2-2, ecuaia (2.1), prin particularizare i innd cont de interconexiunile elementelor
componente se obine:
( )
( ) ( ) ( )
( )
= +
= + + +
= +
0
0
0
2 1 2 2 3
2
2
1 0 0 2 1 2 1 1 1
1
1
1 0 0
0
0
x x k x k x M
x x k x x k x k k x M
x x k x M
d s
(2. 2)
Figura 2-2 Modelul cu dou mase i un ocupant al autoturismului
Unde: M
0
masa pasagerului; M
1
- Masa caroseriei; M
2
masa grupului motopropulsor;
x
0
deplasarea pasagerului; x
1
deformaia caroseriei; x
2
deplasarea grupului
motopropulsor;
k
0
rigiditatea chingii centurii de siguran; k
1s
, k
1d
rigiditatea pneului + pasajul roii
fa + aripa exterioar pe partea stng i dreapta; k
2
rigiditatea lonjeroanelor; k
3
rigiditatea radiatorului + bara de protecie + traversa radiator.
Pornind de la acest model simplu prin modificarea valorilor constantelor de rigiditate
pentru diferitele subansambluri ale structurii frontale se vor obine legile de deformaie,
vitez i acceleraie ale maselor autovehiculului i pietonului. Prin analiza diverselor
variante simulate, imaginea obinut ofer informaii despre modificrile care trebuie
aduse prii frontale a autovehiculelor, astfel nct nivelul deformaiilor autovehiculului
35
i cel al deceleraiilor suferite de ocupani s ofere condiii de supravieuire n caz de
accident.
Figura 2-3 Forele care acioneaz asupra maselor care compun sistemul
Figura 2-4 Deformaiile i vitezele obinute prin simularea impactului cu viteza de 15 m/s
n realitate aceste modele simple se aplic doar n cazul reconstituirii accidentelor de
circulaie prin metode energetice, unde pornind de la deformaiile globale ale
autoturismului se determin viteza de impact, avnd informaii prealabile despre
coeficienii de rigiditate globali ai structurii frontale.
36
Aceti coeficieni de rigiditate vezi Tabelul 2.1, sunt dai ca i constante, neinndu-se
cont de faptul c structura autovehiculelor devine, prin construcie, tot mai rigid,
pornind de la bara paraoc spre compartimentul pasagerilor.
Tabelul 2.1. Preluare dup Expertiza tehnic a accidentelor rutiere, Radu Gaiginschi, Iulian Filip
Tip
autoturism
Coliziune Deformaia Viteza de
impact
Masa Coeficientul
de rigiditate
[ - ] [ - ] [ m ] [ km/h ] [ kg ] [ kN/m ]
Dacia 1310 F 0,556 47,47 1194 671
Dacia 1310 S 0,454 46,99 1144 945
Dacia 1310
TL
F 0,518 46,99 1171 743
Ford Mustang F 0,612 46,67 1592 714
Ford Escort
1990
F 0,480 46,51 1160 839
Honda
Accord LX
F 0,551 47,31 979 557
Honda Civic F 0,342 38,30 696 672
Lada 1500 F 0,495 46,99 1234 858
Subaru
Wagon
F 0,459 48,28 1072 915
Toyota Tercel F 0,454 47,31 1077 902
Toyota
Corolla
F 0,500 46,83 1241 839
Pentru a face o corelare cu elementele constructive ale autovehiculelor se poate
determina, prin metode energetice, coeficientul de rigiditate al structurii pstrnd o
dependen fa de timp a acestuia. n conformitate cu structura frontal de rezisten
a automobilului rigiditatea elementelor caroseriei crete treptat, ncepnd de la bara
paraoc spre parbriz, vezi Figura 2-5. Ecuaiile bilanului energetic sunt prezentate mai
jos
p c tot
E E E + = (2. 3)
i
c tot
i
p
E E E = (2. 4)
2
2
i
p
i
x
E
k
i
= (2. 5)
Unde: E
tot
energia total a sistemului; E
c
energia cinetic; E
p
energia potenial; k
i
constanta de rigiditate pe intervale; x
i
deformaia structurii pe intervale.
37
Figura 2-5 Elementele structurii de rezisten fa supuse deformrii
Astfel pentru datele din Figura 2-6 corespunztoare deformaiei i vitezei unui
autovehicul se vor calcula, pornind de la legea de conservare a energiei coeficienii de
rigiditate k
i
pe fiecare interval de timp. Rezultatele sunt prezentate sintetic n tabelul
2.2.
Figura 2-6 Diagramele nregistrate n urma impactului
38
Tabelul 2.2
i t
i
X
i
v
i
Ec
i
Ep
i
Delta Ep
i
Delta X
i
k
i
- [s] [m] [m/s] [J] [J] [J] [m] [N/m]
0 0 0 15,867 159113 0 - - -
1 0,01 0,151 15,407 150021 9092 9092 0,151 797507
2 0,02 0,297 14,633 135327 23787 14695 0,146 1378740
3 0,03 0,433 13,559 116191 42922 19136 0,136 2069185
4 0,04 0,557 12,211 94237 64877 21954 0,124 2855670
5 0,05 0,666 10,624 71333 87780 22903 0,109 3855423
6 0,06 0,757 8,848 49477 109636 21856 0,091 5278589
7 0,07 0,83 6,943 30466 128648 19012 0,073 7135197
8 0,08 0,885 4,982 15686 143427 14779 0,055 9771420
9 0,09 0,921 3,048 5871 153242 9815 0,036 15146563
10 0,1 0,94 1,238 969 158145 4903 0,019 27162555
11 0,11 0,943 -0,34 73 159040 896 0,003 199015957
n continuare se propune o metod de determinare a coeficientului de rigiditate a
structurii autovehiculului de mas M, care se deplaseaz cu viteza v i sufer o coliziune
frontal cu un perete rigid, Figura 2-7. Specific acestuia este faptul c elementele
supuse deformrii n urma impactului sunt legate n serie, deci coeficientul de rigiditate
al structurii frontale nu este constant, el variind dup legi descrise de polinoame de
ordinul trei.
Pe durata impactului, pn la timpul t
1
se deformeaz doar elementele de caroserie a
cror rigiditate este k
1
, n intervalul t
1
t
2
se deformeaz elementele structurii care au
rigiditile k
2
. Dup timpul t
i-1
, pn la sfritul impactului t
i
se deformeaz elementele a
cror rigiditate este k
i
.
Pentru verificarea modelului s-a pornit de la analiza unor nregistrri grafice a
coliziunilor, Figura 2-6. Pe curbele de deformaie, vitez i acceleraie ale unui
autovehicul cu masa de 1200 kg, care sufer o coliziune frontal cu o vitez de 15.9
m/s s-a realizat o digitizare a mrimilor msurate, dup care fiecare dintre aceste curbe
a fost descris printr-o lege polinomial cu gradul cuprins ntre trei i ase.
39
Figura 2-7 Modelul matematic al autovehiculului compus din structuri cu coeficieni de rigiditate diferii
Adesea n analiza accidentelor rutiere se are la dispoziie numai diagrama de acceleraie
a structurii autovehiculului n timpul coliziunii. Pornind de la diagrama de acceleraie
prin utilizarea unor programe de digitizare se obin n format electronic punctele
corespunztoare diagramei. Pe aceste formate electronice se determin ecuaiile
analitice ale polinoamelor de interpolare, de diferite grade. Prin dou integrri succesive
a polinoamelor care descriu legea de variaie a acceleraiei se vor obine viteza,
respectiv deformaia acestuia n funcie de timp.
=
=
+ + + =
t
n n
t
n n
n
n n
n
dt t v t S
dt t a v t v
b t b t b t a
0
0
0
1
1 0
) ( ) (
) ( ) (
..... ) (
(2. 6)
Unde: a
n
(t) curba de acceleraie a structurii; b
0
...b
n
coeficienii polinomului care
descriu legea de variaie a acceleraiei; t timpul de impact; v
0
viteza iniial; v
n
(t)
curba de variaie a vitezei; S
n
(t) curba de deformare a structurii.
Pentru comparaie, curbele rezultate au fost suprapuse peste curbele reale de vitez i
deformaie a autovehiculului. Ca elemente de control se vor urmri att valorile
absolute ale rezultatelor ct i alura curbelor, avndu-se n vedere respectarea timpilor
la care viteza devine zero i deformaia este maxim.
Din analiz rezult:
Cu creterea gradului polinomului de aproximare a acceleraiei, curbele de vitez,
respectiv deformaie sunt mai apropiate de datele reale.
40
Curbele de vitez i deformaie obinute n urma integrrii dau erori sub 10% fa
de valorile reale.
Se va face schimbarea variabilei, astfel nct se va obine o lege de variaie a vitezei n
funcie de deformaia autovehiculului ) (S V V = i se va aproxima i aceasta printr-o
lege polinomial de gradul trei. Astfel rezultatul va fi coeficientul de rigiditate a structurii
n funcie de deformaie.
Mrimea deformaiei n timpul coliziunii a fost mprit n i intervale egale. Avnd
datele referitoare la variaia vitezei autovehiculului n funcie de deformaia acestuia n
timpul impactului se poate determina energia cinetic a autovehiculului pe intervale.
2
2
i
c
v m
E
i
= (2. 7)
1 +
=
i i
c i c
E Ec E (2. 8)
1 +
=
i i i
X X X (2. 9)
( )
( )
2
2
=
i
i
i
c
i
X
E
k
i
(2. 10)
Pe fiecare din intervalele i s-a determinat valoarea constantei de rigiditate k
i
cu
relaia (2.10). Practic relaia (2.8) descrie energia potenial de deformaie a
autovehiculului la fiecare iteraie, iar (2.9) reprezint deformaia acestuia la fiecare
iteraie i.
Sintetic, pentru un polinom de gradul 6 de aproximare a acceleraiei autovehiculului,
paii de calcul ai rigiditii sunt prezentai n tabelul 2.3.
Reprezentarea grafic a variaiei coeficientului de rigiditate a structurii deformate a
autovehiculului n funcie de deformaia acestuia, pentru diferite grade ale polinomului
de aproximare a curbei de acceleraie este prezentat n Figura 2.8.
41
Tabelul 2.3.
Def Vit Ec Delta Ec Delta Def K
i
[m] [m/s] [J] [J] [m] [N/m]
0 16,326 168452,2 0 0
0,1 15,046 143073,5 25378,69 -0,1 5075739
0,2 14,375 130596,9 12476,62 -0,1 1892766
0,3 14,042 124616,3 5980,528 -0,1 974130
0,4 13,778 119974,6 4641,711 -0,1 605969
0,5 13,315 112046,8 7927,845 -0,1 451243
0,6 12,382 96894,4 15152,39 -0,1 397543
0,7 10,71 72492,99 24401,41 -0,1 391670
0,8 8,029 40741,78 31751,21 -0,1 399095
0,9 4,071 10474,16 30267,62 -0,1 390069
1 -1,494 1410,647 9063,515 -0,1 334083
Coeficientii de rigiditate pentru diferite grade ale polinomului de aproximare a curbei de
acceleraie
0
1000000
2000000
3000000
4000000
5000000
6000000
0 0,2 0,4 0,6 0,8 1 1,2
Deformatia [m]
C
o
e
f
i
c
i
e
n
t
u
l
d
e
r
i
g
i
d
i
t
a
t
e
[
N
/
m
]
ki_acc_poly4
ki_acc_poly6
ki_acc_poly3
Figura 2-8 Valorile coeficienilor de rigiditate cnd se d numai curba de deceleraie a autovehiculului
n cazul al doilea se consider c avem diagramele de vitez i deformaie ale
autovehiculului. n mersul de calcul se vor urmri paii anteriori, cu excepia integrrii,
i se va determina coeficientul de rigiditate al structurii deformate. n tabelul 2.4 i
Figura 2.9 sunt prezentate datele prin care s-au determinat curbele ) (S V V = pentru
diferite grade ale polinomului de aproximare a curbelor. Erorile cele mai mari sunt
42
obinute n cazul cnd se dispune doar de curba de acceleraie i aceasta este
aproximat printr-un polinom de gradul 3.
Viteza de deformatie pentru diferite grade ale polinoamelor de aproximare si diferite
curbe digitizate
0
2
4
6
8
10
12
14
16
18
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
Deformatia [m]
V
i
t
e
z
a
[
m
/
s
]
Vit_acc_poly3
Vit_acc_poly4
Vit_acc_poly6
Vit_def &vit_poly4
Figura 2-9 Comparaie ntre vitezele de deformaie cnd avem digitizate curba de deceleraie a
autovehiculului i curbele de vitez, respectiv deformaie
Tabelul 2.4
Deformaia Vit_acc_poly3 Vit_acc_poly4 Vit_acc_poly6 Vit_def&vit_poly4
0 16,228 15,891 16,326 16,15
0,1 15,42 15,322 15,046 15,226
0,2 14,957 15,235 14,375 14,704
0,3 14,647 14,81 14,042 14,363
0,4 14,297 13,902 13,778 13,977
0,5 13,716 12,717 13,315 13,319
0,6 12,71 11,483 12,382 12,162
0,7 11,09 10,133 10,71 10,28
0,8 8,661 7,973 8,029 7,446
0,9 5,232 3,363 4,071 3,434
1 0,612 -6,608 -1,494 -1,982
Prin suprapunerea curbelor coeficienilor de rigiditate obinute atunci cnd se dispune
doar de curbele de acceleraie cu cea obinut atunci cnd avem curbele de vitez i
deformaie se observ o bun corelare a valorilor obinute, Figura 2-10.
43
Specific ambelor cazuri este intervalul de nceput de deformaie unde apar erori
datorate polinoamelor de aproximare a curbelor ) (S V V = .
Comparatie intre valorile coeficientului de rigiditate
0
1000000
2000000
3000000
4000000
5000000
6000000
0 0,2 0,4 0,6 0,8 1 1,2
Deformatia [m]
C
o
e
f
i
c
i
e
n
t
u
l
d
e
r
i
g
i
d
i
t
a
t
e
[
N
/
m
]
ki_acc_poly4
ki_acc_poly6
ki_acc_poly3
ki_vit&def4
Figura 2-10 Comparaie ntre coeficienii de rigiditate cnd avem curba de deceleraie a autovehiculului
i curbele de vitez, respectiv deformaie
2.3 Calculul de rezisten al caroseriilor utiliznd metode clasice
Calculul caroseriei portante este foarte complex i are la baz o serie de ipoteze
simplificatoare, specifice metodei elementului finit. Acest calcul difer n funcie de
destinaia i forma caroseriei.
n continuare se prezint calculul caroseriei portante nchise a unui autoturism, la
ncovoiere i rsucire. Schema caroseriei poate fi echivalat cu un paralelipiped, format
din elemente geometrice simple, Figura 2-11.
S-au indicat forele exterioare care solicit caroseria la ncovoiere (greutatea proprie a
pasagerilor F
z
i reaciunile din partea roilor R
fs
, R
fd
, R
ss
, R
sd
) i forele de grani care
acioneaz ntre elementele componente. Aceste fore de grani se calculeaz cu
relaiile:
44
Figura 2-11 Schema caroseriei nchise a unui autoturism, echivalat cu un paralelipiped format din
elemente geometrice
2 1 5
2
2
2 4
1
1
1 3
2
1
;
;
;
;
X X K
h
a
R X K
h
a
R X K
R R K
R R K
ss
fs
ss sd
fs fd
=
= =
= =
= =
= =
(2. 11)
Elementul de baz care preia ncovoierea caroseriei de tip nchis este rama A-B-C-D-E-F.
Elementele geometrice rezultate formeaz sisteme static nedeterminate, gradul de
nedeterminare n fiind n funcie de tipul i construcia caroseriei. Rama peretelui lateral
al unei caroserii cu dou ui, de tipul sedan sau cupeu, cu un stlp la mijloc de rigiditate
redus n partea superioar este un sistem de trei ori static nedeterminat, deoarece
elementul finit reprezint o ram cu un singur contur, Figura 2-13, a. Cu toate acestea
de cele mai multe ori sistemul este de ase ori static nedeterminat, corespunztor unei
rame cu dou contururi pentru caroseriile de tip sedan cu patru ui, Figura 2-13, b.
45
Figura 2-12 Forele de grani dintre elementele caroseriei autoturismului supus la ncovoiere
Diferitele metode aproximative de rezolvare a acestor sisteme, cum ar fi, de exemplu,
metodele nlocuirii barelor care formeaz grinzile cu zbrele printr-o repartizare a
tensiunilor proporional cu rigiditile zonelor superioar i inferioar, sunt foarte
inexacte i de aceea utilizarea lor nu este ntotdeauna corect. De aceea, pentru
determinarea mrimilor static nedeterminate, de cele mai multe ori se folosesc ecuaiile
Maxwell-Mohr:
= + + + +
= + + + +
= + + + +
= + + + +
0 ...
0 ...
....... .......... .......... .......... .......... .......... ..........
....... .......... .......... .......... .......... .......... ..........
0 ...
0 ...
0 , 6 6 6 , 6 2 2 , 6 1 1 , 6
0 , 5 6 6 , 5 2 2 , 5 1 1 , 5
0 , 2 6 6 , 2 2 2 , 2 1 1 , 2
0 , 1 6 6 , 1 2 2 , 1 1 1 , 1
X X X
X X X
X X X
X X X
(2. 12)
unde
i,j
(i=1,2 ... 6; j=1,2 ... 6) sunt deformaiile produse de forele unitare aplicate n
locurile de acionare ale necunoscutelor X
i
(i=1,2 ... 6); primul indice se refer la locul
deformaiei, iar al doilea la necunoscuta care provoac deformaia;
i,0
(i=1,2 ... 6) -
46
deformaia pe direcia X
i
produs de sarcinile exterioare, aplicate sistemului cnd nu
exist X
i
.
Figura 2-13 Forele interioare pe pereii laterali supui la ncovoiere
Coeficienii
i,j
se determin cu ajutorul relaiei:
dx
I E
m M
dx
I E
m M
dx
A G
t T k
dx
A E
n N
l
t
t t
l
i i
l l
j i
=
,
(2. 13)
unde: n, t, m, m
t
sunt fora axial, fora tietoare, momentul ncovoietor i momentul
de rsucire produse de sarcina unitar ntr-o seciune curent; N, T, M
i
, M
T
- fora
axial, fora tietoare, momentul ncovoietor i momentul de rsucire din elementul
care se examineaz.
Rezolvnd sistemul de ecuaii (2.12) prin metode cunoscute, se formuleaz algoritmul
elementului finit al unei rame plane cu dou contururi cu ajutorul dimensiunilor i
ncrcrii automobilului dat, Figura 2-13, c, sub forma urmtoare:
=
=
=
0
2
1
0
0
2
1
2 1 4 4 3 3 2 2 1 1
2 1 4 2
2 1 2 1
M M r K r K r F r K r K
T T K K
N N K K F
z
z
(2. 14)
47
unde r
1
, r
2
, r
3
, r
4
, r sunt distanele de la forele K
1
, K
2
, K
3
, K
4
, F
z
la seciunea
considerat.
Cu ajutorul algoritmului stabilit pot fi determinate solicitrile produse de forele i
momentele interioare, Figura 2-13, d. De cele mai multe ori, elementul cel mai slab este
stlpul din fa din partea ferestrei, deoarece acesta este supus la solicitri complexe
ncovoiere, compresiune i deplasare, iar rigiditatea prilor nvecinate (golurile uilor i
parbrizului) este insuficient.
Avantajul caroseriilor nchise ale autoturismelor devine evident la solicitarea de rsucire
de ctre momentul M
T
i reaciunile din partea punilor R
f
i R
s
. n acest caz, toate
elementele finite sunt solicitate, Figura 2-14. Forele de grani dintre ele pot fi
calculate din algoritmul care se obine din condiiile de echilibru ale elementelor
separate:
peretele despritor din fa 0
1 3 1 1
= b K h K M
t
rama ferestrei din fa 0
5 3 1
= d K h K
acoperiul (capota) 0
7 1
= d K l K
rama ferestrei din spate 0
4 4 1
= d K h K
peretele despritor din spate 0
2 2 2 1
= +
t
M b K h K
podeaua 0
2 1 6 1
=
t p
S X S X B K L K
peretele lateral 0
'
2 2
'
1 1 7 7 4 4 2 2 6 6 5 5 3 3
= r K r K r K r K r K r K r K r K
x x
Acest algoritm poate fi transpus ntr-o form accesibil calculatoarelor electronice
numerice i rezolvarea lui este posibil deoarece ecuaia de fore K
2
K
6
se poate
exprima prin fora K
1
.
Forele tangeniale specifice, iar dup aceea eforturile unitare pot fi tratate sub forma
unei probleme plane, Figura 2-15.
48
Figura 2-14 Forele de grani dintre elementele caroseriei nchise a autoturismului supus la rsucire
Forele specifice n peretele despritor din fa, Figura 2-15, a, sunt analoage forelor
de acelai tip, care acioneaz asupra carcaselor nchise.
Rama ferestrei din fa, Figura 2-15, b, este deformat de forele tangeniale specifice:
.
3
5 1
3
h
K
d
K
q = = (2. 15)
Aceste fore determin la coluri momentele ncovoietoare:
.
4
3 3
d
h q M
N
= (2. 16)
Lund n considerare aceste momente de valori mari, pot fi obinute unghiurile de
rotire.
Podeaua (planeul - Figura 2-15, c) este supus deformrii de fora specific:
49
Figura 2-15 Schema de calcul a elementelor caroseriei nchise a unui autoturism supuse la rsucire
.
6
4
L
K
q = (2. 17)
Acoperiul (capota) este deformat de forele specifice:
.
1
6
d
K
q = (2. 18)
Forele specifice din celelalte elemente, cum ar fi peretele despritor din spate, rama
ferestrei din spate i altele, sunt analoage elementelor corespunztoare din partea din
fa a caroseriei.
Eforturile n pereii laterali se determin la fel ca la ncovoiere, utiliznd sistemul de
ecuaii Maxwell-Mohr, Figura 2-16. Folosind aceast metod de calcul, se pot determina
eforturile unitare i deformaiile, corespunztoare solicitrilor de ncovoiere i rsucire,
50
i pentru caroseriile autoportante utilizate la autobuze, microbuze, autoutilitare i
pentru cabinele autocamioanelor.
Figura 2-16 Forele interioare pe peretele lateral al caroseriei unui autoturism supus la rsucire
2.4 Teste virtuale 3D de verificare a rezistenei caroseriilor
n ultimul deceniu marile companii constructoare de autovehicule au introdus noi
metode de cercetare a structurilor de rezisten a automobilelor, cu scopul de a reduce
costurile. Astfel testrile fizice au fost nlocuite cu simulri efectuate cu ajutorul
computerelor.
CAE (Computer Aided/Assisted Engineering) se refer la utilizarea calculatoarelor n
analiza proiectelor inginereti. Cu aceasta definiie, CAE poate fi considerat ca cea mai
timpurie form de asistare a specialitilor de ctre tehnica de calcul deoarece
calculatoarele au fost utilizate pentru calcule n analize inginereti chiar de la nceputul
istoriei lor. Folosirea pe scar larg a analizelor cu elemente finite, cuplat cu apariia
unor puternice programe de modelare geometric, impus de necesitatea integrrii
analizelor de proiect ntr-un cadru general CAD/CAM, a dat natere termenului CAE.
51
Analiza cu elemente finite (FEA - Finite Element Analysis) reprezint o tehnic
sistematic pentru evaluarea performanelor unei structuri sau a unui sistem prin
reprezentarea acestora cu elemente discrete pentru care aspectele fizice i matematice
sunt bine definite. FEA este de mare ajutor n inginerie datorit reducerii costurilor de
design i fabricare i prin creterea ncrederii inginerilor n produsele pe care le
proiecteaz. FEA se dovedete a fi mai eficient atunci cnd este utilizat n stadiul de
proiectare conceptual. Ea este de asemenea folositoare mai trziu n procesele de
fabricare pentru verificarea proiectului final nainte de a se trece la realizarea
prototipului.
Un program destinat analizei prin metoda elementelor finite este compus din trei mari
pri:
Preprocesorul n cadrul acestuia se definete geometria piesei sau
ansamblului care urmeaz a fii studiat, se aplic constrngerile i forele care
acioneaz asupra piesei sau ansamblului;
Procesorul (solverul) reprezint partea ascuns a programului, n care sunt
inglobai algoritmii dup care se va rezolva problema;
Postprocesorul cu ajutorul lui se vizualizeaz rezultatele obinute n urma
rezolvrii problemei.
2.4.1 Etapele de lucru
Metoda elementelor finite (FEM - Finite Element Method) const n mprirea
corpului analizat ntr-un numr finit de elemente cu forme simple, bine studiate teoretic,
cu proprieti ale cror lege de variaie se cunoate i crora li se aplic teorii din
diverse domenii: rezistena materialelor, termotehnica, mecanica fluidelor, electricitate,
magnetism.
Un model matematic care const din regiuni discrete (elemente) conectate ntr-un
numr finit de puncte (noduri) reprezint sistemul ce va fi analizat. Necunoscutele
primare ntr-o analiz sunt gradele de libertate pentru fiecare nod al modelului cu
elemente finite. Gradele de libertate pot include: deplasri, rotaii, temperaturi,
presiuni, viteze, tensiuni electrice sau valori ale potenialului magnetic i sunt definite
52
prin intermediul elementelor ataate nodului. Corespunztor gradelor de libertate,
pentru fiecare element din model sunt generate matricele specifice de rigiditate (de
conductivitate), de mas i de amortizare (de clduri specifice). Aceste matrice sunt
apoi asamblate pentru a forma seturi de ecuaii simultane care pot fi procesate de
solver.
Pe baza valorilor gradelor de libertate din noduri se calculeaz apoi prin interpolare
valorile pentru celelalte puncte (mai nti pe muchii, apoi pe fee i n final n tot
volumul). Daca interpolarea este linear, se vorbete de elemente de tip n (normale,
care sunt cele mai des utilizate). Calculele de interpolare sunt mai reduse, dar pentru
obinerea unei soluii realiste trebuie folosit adesea un numr mare de elemente.
Elementele de tip p (polinomiale) necesit un aparat matematic mai complicat, dar
sunt necesare n numr mai mic pentru a se obine o analiz de calitate, ceea ce
conduce n general la reducerea timpului de calcul necesar verificrii i rezolvrii
modelului. Hiperelementele sunt elemente foarte complexe, adesea puse la punct
chiar de utilizatori, folosite la tipuri particulare de analize.
Etapele parcurse pentru a se realiza analiza sunt:
Adoptarea metodei de calcul n general, pentru a rezolva un anumit tip de
probleme pot fi utilizate mai multe metode. Algoritmi de calcul diferii pot fi
implementai chiar n cazul aceluiai program. Calitile necesare pentru un astfel
de algoritm sunt n general contradictorii: solicitarea unor resurse hardware i
software cat mai reduse, generalitate (metoda de calcul s poat fi aplicat de un
numr mare de ori), numr mic de calcule (rapiditate n execuie), convergen
(obinerea unei soluii ntr-un numr minim de pai), acuratee (precizie mare a
rezultatelor). Pe lng calitile specifice metodei de rezolvare, programele de
calculator care utilizeaz aceti algoritmi trebuie s asigure n plus uurin n
nvare i comoditate n utilizare. Rmne n seama utilizatorului s-i aleag
programul i metoda cele mai convenabile pentru obinerea rezultatelor dorite n
condiii de eficien maxim. n funcie de dotarea cu echipamente, de experiena
inginerilor n domeniu i de urgena rezolvrii problemei, ponderea fiecrei caliti
amintite poate s difere n definirea abordrii optime. Algoritmul cu care se obine
soluia i modul de programare a acestuia nmagazineaz o cantitate imens de
munc i este n general secret de firm. Pentru a fi posibil utilizarea
53
programului, productorul ofer anumite informaii cu caracter general, fr a
intra n amnunte.
Modelarea piesei este foarte solicitant pentru inginerul desemnat s rezolve
problema i const n utilizarea unui model simplificat cu care s se aproximeze
fenomenul analizat. Aceast idealizare presupune parcurgerea urmtoarelor
etape:
o Obinerea modelului geometric Modelul geometric poate fi generat
direct, poate fi importat dintr-un program CAD sau poate fi realizat prin
combinarea celor dou metode. n ceea ce privete posibilitile de
generare a modelului geometric, unele programe cu elemente finite
rivalizeaz cu programele CAD. Priceperea i experiena inginerului analist
vor interveni din nou pentru a simplifica modelul de calcul n comparaie cu
desenul amnunit al piesei sau subansamblului, evitnd solicitarea inutil
de resurse de calcul i facilitnd modul de interpretare a rezultatelor;
o Stabilirea proprietilor specifice fiecrei pri a modelului const
n indicarea caracteristicilor de material, de rezisten sau geometrice
specifice (de exemplu grosimea unei table care va fi modelat ca o
suprafa i nu ca un volum, sau seciunea i momentul de inerie ale unei
grinzi ce va fi modelat cu un element linear). Unele din proprieti pot fi
preluate din biblioteci fumizate de firma care a realizat programul sau din
biblioteci proprii ale utilizatorului. Prile modelului care sunt alctuite din
materiale diferite trebuie separate pentru a li se putea atribui proprieti de
material corespunztoare;
o Alegerea tipurilor de elemente i discretizarea piesei (realizarea
reelei de elemente finite, numit i mesh). Alegerea corect a tipurilor i
dimensiunilor acestor elemente, a modului n care se mbin aceste tipuri,
are un rol hotrtor n obinerea unor rezultate corespunztoare i necesit
temeinice cunotine teoretice i multa experien din partea utilizatorului
aplicaiei. Algoritmi performani vin n ajutorul utilizatorului prin verificri
suplimentare ale modelului cu elemente finite sau prin perfecionri
(rafinri) ale reelei. De obicei precizia rezultatelor se mrete cu fineea
54
discretizrii, dar timpul n care se obine soluia crete proporional cu
ptratul numrului de elemente utilizate i este nevoie de mai mult
memorie pentru stocarea informaiilor. Utilizarea unui numr foarte mare
de elemente presupune nu numai echipamente foarte performante ci i
masuri software speciale de pregtire a acestora pentru a facilita
manipularea enormelor cantiti de informaii intermediare i finale. O
soluie la aceast problem o poate reprezenta utilizarea elementelor de
tip p i a hiperelementelor.
o Stabilirea condiiilor exterioare (boundary conditions) care constau n
diferite tipuri de constrngeri: moduri de sprijinire (anularea unor grade de
libertate), aciunea unor fore i momente (inclusiv de inerie), existena
unor cmpuri de deformaii, de temperaturi, de presiuni, de viteze,
electrice, magnetice, etc. ncrcrile pot fi nodale, pe o curb, pe o
suprafa sau pe un volum, dar n final sunt reduse toate n noduri. i n
aceast etap se realizeaz o idealizare a constrngerilor, deoarece se
lucreaz cu ipoteze simplificatoare, iar elementele finite pot fi constrnse
doar n anumite moduri (doar nodurilor li se pot anula translaii sau rotaii
dup anumite direcii). Condiiile exterioare pot fi aplicate direct modelului
cu elemente finite sau modelului geometric. n ultimul caz, constrngerile
sau ncrcrile modelului geometric sunt transferate automat de program
modelului cu elemente finite. Fiecare configuraie a restriciilor i
ncrcrilor este numit caz de analiz (pas de ncrcare), iar o analiz
poate consta din unul sau mai muli astfel de pai. Valorile ncrcrilor unui
anumit caz se pot modifica gradual fa de cazul anterior (de exemplu
linear) sau dintr-o dat (de exemplu pentru simularea ocurilor), n funcie
de opiunile utilizatorului. Prin combinarea mai multor cazuri de analiz pot
fi analizate efectele unor solicitri complexe. De asemenea pot fi
vizualizate efectele globale obinute prin cumularea ponderat a efectelor
de la mai multe cazuri de analiz.
Obinerea valorilor mrimilor fizice care prezint interes (calculul propriu-
zis) consta n scrierea i apoi rezolvarea unor sisteme de ecuaii matriceale.
Astfel, n cadrul unei probleme de rezisten, pentru fiecare grad de libertate se
55
scrie o ecuaie, care poate fi dup caz lineara sau nelinear. Caracteristici
suplimentare care premerg fazei de rezolvare permit schimbarea unor proprieti
de material sau date specifice elementelor precum grosimea, evitarea unor
suprapuneri de noduri, dezactivarea sau reactivarea unor elemente, anularea
global a unor grade de libertate i anularea unor interstiii (gaps) datorate unor
erori de calcul. Dificultatea principal n rezolvarea sistemelor const, n special,
n numrul foarte mare de ecuaii ce trebuie rezolvate simultan (zeci i chiar sute
de mii de ecuaii). Solver-ul reordoneaz automat elementele i nodurile pentru a
obine soluia n timpul cel mai scurt. Rezolvarea se realizeaz de obicei iterativ,
n pai succesivi, pornindu-se de la o soluie estimat care este mbuntit pn
cnd se obine acurateea dorit (modificrile rezultatului de la un pas la altul
devin nesemnificative). Algoritmii programai trebuie s asigure convergena
soluiei (s se ajung la o soluie stabil ntr-un numr finit de pai), s nu solicite
resurse exagerate, i fie rapizi i uor de programat. Rezultatele care se obin se
stocheaz n fiiere pe disc. Ele pot fi apoi consultate de ctre utilizator n mod
direct sau, cel mai adesea, prin intermediul unui program special denumit
postprocesor.
Interpretarea rezultatelor obinute. Acest punct reprezint de fapt scopul
ntregii analize, el trebuind sa dea verdictul dac piesa calculat sau procesul
studiat sunt corespunztoare utilizrii lor viitoare. Pentru evaluarea gradului de
periculozitate a solicitrii sau pentru determinarea comportamentului elementului
analizat n condiiile considerate, n aceast etap se compar mrimile de interes
(eforturi unitare, deformaii, temperaturi, presiuni, viteze, etc.) cu cele admisibile
sau cu altele obinute anterior, n condiii asemntoare, prin calcul sau pe cale
experimental. Dac ntre rezultatele obinute i cele cu care se compar apar
diferene nejustificate, atunci trebuie revzute etapele anterioare obinerii soluiei.
Cele mai frecvente greeli se fac de obicei la stabilirea condiiilor exterioare i la
modelarea piesei. De asemenea. ele pot apare atunci cnd metoda de calcul
folosit este inadecvat. Dac se constat o buni concordan a rezultatelor
calculului cu rezultate obinute din msurtori, atunci este posibil extrapolarea
metodei de calcul la piese asemntoare din punct de vedere constructiv i
funcional, dar care lucreaz n condiii diferite. Analiza rezultatelor obinute
trebuie sa permit de asemenea optimizri funcionale (mrirea rezistenei i
56
siguranei n exploatare) sau dimensionale (reducerea gabaritului, simplificarea
tehnologiei sau utilizarea unor materiale mai ieftine). Pentru aceasta trebuie
foarte bine definite criteriile de optimizare i modul sistematic n care se va
ncerca stabilirea variantei optime. n caz contrar, se vor obine (cu mare consum
de resurse) numeroase soluii din care va fi imposibil s se aleag cea mai
favorabil.
2.5 Analiza structural de tip static asupra cadrului unui prototip
Spre exemplificare se vor prezenta, n paragrafele care urmeaz, dou exemple de
analiz FEM, unul n care se au la dispoziie resurse hardware limitate i unul comandat
de NCAC (National Crash Analyzes Center), unde sunt utilizate supercalculatoare.
Figura 2-17 Cadrul, modelul fizic
Astfel pentru a se determina deformaia cadrului unui prototip de autoturism cu
destinaie sportiv, sub aciunea greutii grupului motopropulsor i a conductorului se
va face o analiz structural, n care forele aplicate acioneaz static asupra punctelor
de prindere.
Pornind de la dimensiunile existente pe modelul fizic i analiznd profilul lonjeroanelor
se ia decizia de scurtare a timpului efectiv de calcul prin utilizarea elementelor de tip
57
beam. n acest fel modelarea se poate face cu mult uurin, cunoscnd
coordonatele principalelor puncte de interes.
Analiza ncepe prin realizarea modelului geometric al cadrului. Pentru definirea
punctelor cheie (key points) trebuiesc cunoscute coordonatele fiecrui punct, relativ la
originea unui sistem triortogonal oxyz.
Dup definirea acestora se vor uni toate aceste puncte, cu scopul de a realiza modelul
geometric sub forma unui cadru de srm (wire frame), Figura 2-18. Fiecare segment
component al cadrului va fii reprezentat printr-o linie de o anumit culoare.
Figura 2-18 Modelul3D n reprezentare cadru de srm
Analiza continu cu definirea dimensiunilor seciunii lonjeroanelor i traverselor, care
compun cadrul, definirea tipului de element care se va utiliza pentru analiz i definirea
proprietilor materialului. Trebuie avut n vedere modul n care s-a modelat cadrul, din
punct de vedere al unitilor de msur, deoarece n etapa urmtoare proprietile
materialului se vor indica n funcie de unitatea de msur aleas pentru lungime, vezi
tabelul 2.5.
Tabelul 2.5.
Mod I de definire Mod II de definire
Timpul [ s ] secunde [ s ] secunde
Lungimea [ m ] metri [ mm ] milimetri
Masa [ kg ] kilograme [ 10
3
x kg] tone
Acceleraia [ m/s
2
] [ mm/s
2
]
Fora N N
Densitatea [ kg/m
3
] [ 10
3
x kg/m
3
]
58
Dup definirea parametrilor materialului se va face discretizarea (mesh-area) cadrului n
elemente. Cu ct numrul de elemente de discretizare este mai mare cu att timpul de
analiz va crete, dar odat cu acesta se vor modifica i rezultatele obinute, n sensul
diminurii erorilor. n urma realizrii discretizrii este posibil vizualizarea cadrului ca un
model geometric tridimensional, Figura 2-19.
Figura 2-19 Modelul 3D al cadrului discretizat n elemente de tip beam
Pentru cazul de fa fiecare segment al cadrului a fost mprit n zece pri egale.
Analiza se continu cu definirea constrngerilor i a forelor aplicate asupra cadrului.
Deoarece, s-a specificat anterior, se va face o analiz static a cadrului, n dreptul
punctelor de prindere a braelor suspensiei celor patru roi se vor aplica constrngerile
care limiteaz deplasarea nodurilor existente n aceast zon. Forele care acioneaz
sunt date de greutatea grupului motopropulsor i greutatea conductorului. Ele
acioneaz asupra traverselor pe care sunt fixate, ca nite fore distribuite pe punctele
de sprijin, Figura 2-20.
Odat finalizat aceast etap s-a ncheiat i partea denumit preprocesor a aplicaiei
FEM. n etapa de calcul a deformaiilor cadrului, programul va activa solverul i va face
calculele, pe baza algoritmilor definii i implementai de productorul programului.
59
Figura 2-20 Constrngerile aplicate i forele de greutate date de grupul motopropulsor
Cu ajutorul postprocesorului aplicaiei se vor putea vizualiza deformaiile i tensiunile
aprute n cadrul pe care dorim sa-l analizm.
Figura 2-21 Deformaiile cadrului
60
Figura 2-22 Tensiunile aprute n cadru sub aciunea forelor de greutate a conductorului i grupului
motopropulsor
2.6 Analiza crash-urilor cu ajutorul supercalculatoarelor
n continuare se va prezenta modul de realizare a unei simulri de impact cu ajutorul
calculatoarelor de mare putere. Modelul 3D unui autovehicul este discretizat n
elemente finite nonlineare, i apoi utilizat pentru simularea testelor de impact frontale i
mediane cu bariere de tipul celor existente pe osele. Modelul a fost dezvoltat att
pentru a scoate n eviden caracteristicile de siguran i de compatibilitate ale
autovehiculului, incluznd performana la ocuri frontale, laterale, la noile teste cu
bariere deformabile, ct i pentru a specifica designul prilor laterale ale autostrzilor.
Pentru evaluarea performanelor modelului sunt utilizate machete la scara 1:1 ale
autovehiculului. Se compar diferite teste din care se vor evidenia: unul la impactul
frontal cu un perete rigid i un impact piezi cu un parapet al unei osele. Sunt
prezentate comparaii ntre teste i simulri n ceea ce privete deformaia total,
deformaiile pe componente, viteza i acceleraia n diferite pri ale vehiculului.
Componentele modelate incluznd mrimea elementului finit, partea de conectri sunt
discutate. Rezultatele indic clar similitudinea ntre valorile date de model i cele
obinute n testul la scal real. Pentru validarea i evaluarea total a modelului sunt
necesare ns simulri adiionale.
61
Modelele cu elemente finite ale autovehiculelor au fost utilizate din ce n ce mai des n
analizele preliminare i la conceperea unor componente. Datorit faptului c aceste
modele devin pe msura trecerii anilor din ce n ce mai sofisticate n ceea ce privete
acurateea, robusteea, fidelitatea i mrimea, nevoia dezvoltrii unor modele complexe
care s poat fi folosite pentru mai multe tipuri de teste sau care s fac fa unei scri
mai largi de scenarii de impacturi apare din ce n ce mai evident.
De-a lungul timpului cercettorii au dezvoltat mai multe modele. Numrul de elemente
variaz de la cteva mii pn la cteva zeci de mii. Cu aceste vehicule au fost exersate
diferite teste, printre care amintim cele la impactul frontal sau parial frontal cu ziduri,
cu bariere feroviare sau cu obiecte nedeformabile. Oricum, validitatea acestor modele
rmne discutabil.
n timp ce aplicaiile pentru impacturi frontale i laterale implic deformaii mari cu
durate ale impactului care nu depesc 150 ms, cele la impacturile cu barierele laterale
ale oselelor implic deformaii pe poriuni foarte mari ale vehiculului, dar datorit
interaciunii prelungite n timp dintre vehicul i obiectul lovit i a nevoii de a observa
dinamica evenimentelor de dup impactul propriu-zis, simulrile pot dura i mai mult de
o secund.
Astzi, datorit costurilor mici implicate de folosirea computerelor bazate pe
multiprocesare simetric (SMP) i a procesoarelor paralele (MPP), simularea impacturilor
mai sus menionate poate fi fcut mult mai elaborat i mai eficient. Pe viitor, datorit
acestor progrese, o simulare de acest fel va putea fi fcut pe o staie obinuit n
acelai interval de timp. n plus, datorit faptului c modelele vor continua s creasc n
mrime datorit mbuntirii vitezei de calcul, apare nevoia de cercetare pentru a
mbunti posibilitile de modelare i pentru a aduga detalii noi i o mai mare
complexitate. De asemenea, pentru ca aceste modele s fie utilizabile pe o scar larg
de teste, adic de situaii impuse de impact, ele trebuie s fie validate pentru toate
aceste situaii.
2.7 Descrierea modelului.
Modelul autovehiculului a fost dezvoltat la NCAC (National Crash Analyzes Center)
pentru Administraia Federal a Autostrzilor (FHWA) i pentru Administraia Siguranei
62
Traficului pe Autostrzile Naionale (NHTSA). Exist mai multe modele, cu motoare de
capacitate diferit, cutii de viteze automate sau transmisii integrale, toate aceste
modele avnd configuraia general nemodificat. Modelul a fost iniial dezmembrat i
grupat n 7 grupe principale: asiul, cabina, uile, platforma spate, i alte pri
necuprinse n cele menionate mai sus. Cele 3 dimensiuni ale fiecrei pri au fost apoi
obinute utiliznd un bra digitizator pasiv conectat la un PC. Poriunile de suprafa
generate din datele obinute nainte au fost stocate n ACAD sub format IGES. Aceste
fiiere au fost apoi importate n Patran pentru asamblarea modelului i pentru
generarea texturii. Urmtorul pas este transferul din Patran ntr-un fiier de intrare LS-
DYNA3D folosind un translator denumit HPD dezvoltat de NCAC.
Datorit faptului c aceste modele sunt folosite pentru mai multe tipuri de aplicaii s-au
inclus n model detaliile cele mai amnunite, cum ar fi: amortizoare, radiator,
suspensie, motor, ui laterale sau cabina vehiculului. Aceste pri au fost numerizate ct
mai detaliat posibil, pentru a minimiza ct mai mult orice aproximare a geometriei
oricrei pri a vehiculului. De exemplu, asiul a fost numerizat i apoi texturat utiliznd
dou metode diferite. Prima nu a inut seama de nici o gaur de fixare, sau cu alt
destinaie existent pe asiu, n timp ce a doua a inut seama de acestea. n primul caz
modelul s-a comportat foarte prost comparativ cu vehiculul, spre deosebire de al doilea.
Incluznd aceste orificii n geometrie, timpul de calcul a crescut simitor, acest lucru
datorndu-se creterii numrului elementelor finite i scderii dimensiunii fiecrui
element.
Un alt aspect al creterii acurateei modelelor este testarea unor materiale. S-au testat
mai multe eantioane de material din diferite pri cum ar fi: ua, asiul, capota,
pragurile uilor, etc pentru a se obine date despre proprietile materialelor utilizate.
Testele au fost fcute la trei viteze diferite: sczut static, sczut dinamic, ridicat
dinamic. Proprietile acestor materiale vor fi adugate n urmtoarea faz a
dezvoltrii modelului vehiculului.
Modelul format din cteva zeci de mii de noduri (aproximativ 60000) conine elemente
de suprafa, elemente de tip grind i elemente cubice. Fiierul de lucru cuprinde 192
de grupuri, corespunztor numrului proprietilor elementului i a numrului
componentelor. Proprietile fiecrui element sunt definite de un set de fie de material.
n acest model sunt utilizate 4 tipuri de materiale. Fiecare dintre cele 192 de elemente
63
este submprit n elemente de suprafa i grinzi. Exist dou tipuri de elemente de
suprafa utilizate: ptrate i triunghiulare. Formularea acestor tipuri este bazat pe
teoria Belytscko-Tsay. n schimb nu exist dect un tip de grind folosit, cel bazat pe
teoria Hughes-Liu.
n calcule se folosete modelul de material izotrop din punct de vedere elastico-plastic,
modelul materialului rigid, modelul materialului din cauciuc Blatz-Ko, iar pentru unele
elemente se folosete un model de material strict elastic.
Aceste pri sunt interconectate folosind diferite tipuri de noduri sau legturi. Dou
tipuri de constrngeri nodale sunt folosite: cea nodal de grup, care permite acelai
grad de libertate unui grup de noduri, forndu-le pe toate s se mite mpreun n
aceeai direcie. Al doilea tip este punctul de sudur, care este echivalent cu dou
noduri legate ntre ele rigid. Nodurile pot executa micri de rotaie i translaie, dar nu
se pot roti sau translata relativ unul fa de altul. Dou tipuri de legturi, una sferic i
alta de revoluie au fost folosite pentru suspensia modelului. n Figura 2-23 se prezint
vederile de dedesubt i de sus ale modelului. Capota motorului a fost nlturat.
Sursa A.K Zaouk, s.a., www.ncac.gwu.edu
Figura 2-23 Vedere de sus i dedesubt a modelului
64
2.7.1 Scenariile de impact
Se iau in considerare dou scenarii de impact. Primul este un impact cu un perete rigid
cu o vitez iniial de 56 km/h. Al doilea este un impact piezi la 25
o
cu o barier
lateral de pe o autostrad cu viteza de 100 km/h. Fiierele de intrare pentru aceste
dou scenarii de impact au fost generate folosind un procesor LS-INGRID. n fiecare
caz s-au combinat fiierele de intrare LS-DYNA3D cu cele corespunztoare modelelor
barierelor folosind LS-INGRID.
2.7.2 Simularea propriu-zis
Simulrile au fost fcute pe sisteme Silicon Graphics Power-Challenge coninnd 16
procesoare. Simularea impactului frontal a fost rulat timp de 150 ms folosind 4
microprocesoare. Acestea au avut nevoie de 49 de ore pentru a reproduce fenomenul.
Pentru al doilea impact, simularea a fost fcut pentru un timp de impact de 0.5 s i a
necesitat 152 de ore de lucru pentru 4 procesoare. n toate cazurile de simulare s-a
fixat un pas de 1 s.
S-au folosit filtre pentru a reduce bruierea aprut pe parcursul simulrii pentru
nregistrarea acceleraiilor. Valorile nregistrate pentru acceleraii sunt prezentate alturi
de rezultatele testului, n seciunea urmtoare.
2.7.3 Comparaia dintre testul propriu-zis i simulare
Acurateea i fidelitatea simulrii au fost studiate dup urmtoarele criterii:
Profilul deformaiilor n zonele de impact puternic.
nregistrarea timpilor pentru diferite poziii ale autovehiculului.
Absorbia de energie de ctre diferite componente.
Comportamentul vehiculului dup impact.
65
2.7.4 Impactul frontal cu un perete rigid (nedeformabil)
Profilul deformaiilor n zona de impact deformaia general n zona de impact poate fi
comparat vizual cu ajutorul imaginilor captate cu camere de luat vederi de nalt
vitez. n figurile 2.24. i 2.25. se prezint vederile lateral i de dedesubt ale
autovehiculului dup 90 ms de la impact. Aceast stare de deformaie a fost aleas
deoarece reprezint momentul n care deja o mare parte din deformarea plastic s-a
produs. Se observ din figuri c forma deformaiilor capotei, aripilor i a barei de
protecie sunt similare n cazul simulrii i n cazul testului real.
Sursa A.K Zaouk, s.a., www.ncac.gwu.edu
Figura 2-24 Comparaie ntre deformaiile modelului i ale autovehiculului la 90 ms dup impact
Sursa A.K Zaouk, s.a., www.ncac.gwu.edu
Figura 2-25 Comparaie ntre deformaiile modelului i ale autovehiculului la 90 ms dup impact (vedere
de dedesubt)
Deformaia capotei ncepe la momentul t = 30 ms iar deformaia plastic total se
consider la momentul t = 90 ms. Deformarea general produs n partea inferioar a
modelului arat o bun corelare ntre simularea virtual i test.
66
2.7.5 nregistrarea evoluiei n timp a deformaiilor n locuri diferite
Urmtorul mod de comparaie este evoluia vitezei i acceleraiei n diferite locuri ale
caroseriei. Error! Reference source not found. arat comparaia ntre acceleraiile
nregistrate n testul real i n simularea virtual. Accelerometrele sunt situate
dedesubtul i deasupra motorului precum i n partea din spate a scaunelor din fa.
Din nou se observ corelarea dintre rezultatele obinute experimental i curbele trasate
n urma simulrii. Deceleraia maxim suferit de motor este de 100 g n timp ce cea
obinut n cabin este de 50 g. Erorile obinute sunt de 3.3% respectiv de 16.5%. n
Error! Reference source not found. se prezint comparaia evoluiei ntre test i
simulare obinut n spatele scaunului stnga fa i de deasupra motorului. Chiar dac
modelul simulat nu coninea n cabin scaunele, bordul i manechinele antropomorfe,
exist o similitudine ntre test i simulare.
Sursa A.K Zaouk, s.a., www.ncac.gwu.edu
Figura 2-26 Acceleraiile obinute teoretic i experimental in zona inferioara a motorului i a scaunului
din dreapta
Sursa A.K Zaouk, s.a., www.ncac.gwu.edu
Figura 2-27 Acceleraiile obinute teoretic i experimental in zona superioara a motorului i a scaunului
din stnga
67
Totui testul este mai relevant. Acest lucru ar putea fi atribuit proprietilor materialului
folosit la model, subliniindu-se nc o dat importana testrii i a cunoaterii
materialelor. Pentru a se reduce eroarea simulrii cu un factor de pn la 3 se pot folosi
pai variabili n special n zona de impact, ns aceasta duce la un timp de calcul mai
mare, uneori chiar excesiv. De exemplu n cazul prezentat timpul de calcul a crescut de
la 49 de ore n cazul pasului constant (1 microsecund) la 212 h pentru pas variabil.
2.7.6 Absorbia energiei pentru diferite componente din structura caroseriei
Este foarte important observarea absorbiei de energie de ctre diferite componente
ale vehiculului. Aceasta poate fi obinut n simulare prin calcularea energiei plastice
ncorporata n material. Tabelul 2.6 arat procentul din energia total mprit pe
diferitele componente ale structurii frontale.
Aceste date sunt eseniale att pentru determinarea importanei componentelor
respective la acurateea i fidelitatea modelelor ct i pentru simularea general.
Procentul din energia total absorbit se dovedete apropiat de cel calculat prin metode
inginereti. Rezultatele arat o distribuie favorabil a energiei comparativ cu rezultatele
simulrilor cu modele mai vechi i mai puin detaliate.
Tabelul 2.6
Prile autovehiculului Energia intern
[kJ]
Procentul
Bara de protecie 26,1 12,90 %
Motorul 23 11,40%
Radiatorul 21 9,75%
Capota 10,7 5,27%
Aripa 9,8 4,84%
Parbrizul 1,65 0,82%
asiul 93,2 45,95%
Evalurile sunt parte integrant a procesului de validare, n special n ceea ce privete
asamblarea pieselor i caracteristicile generale ale autovehiculului. Studiind figurile se
observ existena unei bune corelaii ntre deplasarea de dup impact a motorului,
transmisiei i a coloanei de direcie.
68
2.8 Concluzii
Rezultatele simulrilor sunt consistente. Unele probleme pot fi rezolvate modelnd mai
multe componente ale interiorului: scaune, bord, manechine antropomorfe. n plus
exist nevoia executrii unor simulri care s foloseasc calculul cu pas variabil pentru a
putea separa erorile de calcul de cele de modelare. Modelele ar putea fi mbuntite i
mai mult ncercnd i alte poziii de impact inclusiv cea cu un perete deformabil, impact
frontal cu un alt vehicul, etc.
Rezultatele simulrilor prezentate demonstreaz utiliznd echipamente hardware i
software de ultim moment c se pot prevede efectele impacturilor cu parapeii de pe
osele de o manier destul de exact.
69
3 MATERIALE PENTRU CONSTRUCIA I PROTECIA
ANTICOROSIV A CAROSERIILOR AUTOVEHICULELOR
Cabina, respectiv caroseria, reprezint habitatul n care este amplasat postul de
conducere, cu toate sistemele de comand, control i semnalizare. Ea trebuie s
asigure:
condiii pentru securitatea conductorului auto i a pasagerilor;
confort;
rezisten la solicitrile mecanice, fizice i chimice;
rezistena aerodinamic minim la deplasarea automobilului;
forma estetic plcut;
un grad de finisare superior.
Cabinele i caroseriile se pot executa din materiale plastice, compozite i metalice.
3.1 Materialele metalice pentru cabine i caroserii
3.1.1 Table i benzi din oel negalvanizate pentru presare la rece
Alegerea materialelor pentru presarea, la rece, a pieselor de caroserie se efectueaz
innd cont de urmtoarele caracteristici: tensiunea la rupere
r
; tensiunea limit de
curgere tehnic
0
=
0,2
, alungirea la rupere
r
; indicele Erickson I
E
; duritatea HRB;
ecruisarea materialului, exprimat prin indicele de ecruisare, n i anizotropia tablei,
pus n eviden prin coeficientul de anizotropie r.
Pentru fabricarea reperelor de caroserii i cabine auto, prin deformarea plastic la rece,
se recomand utilizarea oelurilor carbon (OL 34, OL 37) i a oelurilor carbon de
calitate (OLC 10, OLC 15, OLC 25, OLC 35). Tablele supuse ambutisrilor adnci, sau
70
medii, trebuie s aib un coninut redus de carbon, sub 0,12% (0,15%), iar cele care
trebuie sudate sub 0,30% .
Tablele i benzile din oel cu coninut mic de carbon, laminate la rece, cu grosimi de 0,5
...3,0 mm destinate caroseriilor auto, se livreaz, conform STAS 10318-80, n calitile
A4 i A5, tabelul 3.1. Ele pot fi recoapte (r) i redresate (d) dup recoacere.
Tabelul 3.1 Caracteristicile mecanice ale tablelor i benzilor pentru caroserii i cabine
Denumirea
materialului
STAS Calitatea
Tensiunea de
rupere la
traciune
r
[N/mm
2
]
Alungirea la
rupere
minim
S
[%]
A5 280 350 36
Oel carbon
pentru table i
benzi de
caroserii i
cabine auto
19318 80
A4 280 380 30
A3 280 350 34
A2 280 400 30
Oel cu coninut
redus de
carbon pentru
table de
ambutisare
9495 - 80
A1 280 420 26
Tablele i benzile pentru ambutisare se clasific, n raport cu gradul de ambutisare, n
grupele (STAS 9495-80):
A1 (ambutisare obinuit cu A
min
= 26%);
A2 (ambutisare adnc, A
min
= 30%);
A3 (ambutisare foarte adnc, A
min
= 34%).
n funcie de aspectul suprafeei, ele pot avea simbolurile de calitate 04, 03 sau 02.
Ultima calitate nseamn suprafaa curat, cu urme locale de oxizi, material recopt, alb
mat. Alte caracteristici sunt date n tabelul 3.1.
Dup starea calitii suprafeei, tablele i benzile pot fi grupate n:
Grupa 03 P - suprafaa este curat, fr oxizi material recopt, alb mat;
Grupa 04 - suprafaa curat fr zgrieturi i pori material recopt, alb mat (mat-
argintiu).
71
Calitatea A4 este destinat reperelor interioare ale caroseriilor i cabinelor auto, iar A5
celor exterioare.
Lonjeroanele i traversele cadrului asiu, sau cadrului planeu, se fabric din table i
benzi deformabile la rece cu raz mic de ndoire din oel de construcii cu granulaie
fin, de exemplu L42.
Aceste materiale prelucrate n faz de semifabricat, prin laminare la cald, au limita de
curgere,
r
, satisfctoare i o sudabilitate bun (v. STAS 11505-80).
3.1.2 Table i benzi zincate
Aceste sortimente se obin din tabl de oel decapat, recoapt i acoperit cu un strat
de zinc protector, depus galvanic sau prin scufundarea ntr-o baie de zinc topit. Se
livreaz n foi de dimensiuni standard sau tipizate.
Pentru condiii climaterice foarte severe, constructorii de automobile folosesc: tabla
galvanizat pe ambele fee; injecia de cear, vopseaua sudabil bogat n zinc, aplicat
nainte de asamblare; masticurile de etanare; vopsirea prin electroforez.
Figura 3-1 Sistemul de acoperire de tip ZINCROMETAL
Toate aceste soluii s-au dovedit insuficiente. Pe lng soluiile posibile, cunoscute deja:
electrozincaj, galvanizare i acoperire organometalic, Societatea DIAMOND
72
SHAMROCK, specializat n chimia cromului, a realizat o tabl din oel protejat,
denumit ZINCROMETAL.
Zincrometalul este un sistem bistrat, Figura 3-1, aplicat continuu pe o tabl de oel
laminat la rece.
Performanele zincrometalului depind, n mare parte de proprietile primului strat
(DACROMET), care este realizat dintr-o soluie apoas ce conine ca elemente principale
acidul cromic i pudra de zinc. Al doilea strat, aplicat pe dacromet, este o rin bogat
n zinc, special sudabil pentru a permite sudarea prin rezisten.
Zincrometalul se comport bine la ambutisare i sudare, nu necesit tratamente de
suprafa i are o rezisten intrinsec de 250 ori mai bun la coroziune salin, In
zonele deformate, i de 350 ori mai mare, n zonele nedeformabile, n comparaie cu
tablele la care s-au aplicat numai tratamente clasice.
3.1.3 Tablele sandwich
Pentru a reduce zgomotele transmise caroseriei automobilului, productorii dezvolt noi
materiale. n aceast categorie sunt cuprinse i tablele sandwich antivibratoare. Acestea
se obin prin colaminarea a dou table din oel, separate printr-un strat de rin
vscoas.
Apariia tablelor sandwich se datoreaz, att necesitii reducerii zgomotului, ct i
preocuprii:
constructorilor de autovehicule de a concepe modele ct mai performante, din
punct de vedere al confortului;
productorilor de materiale, de a inova i dezvolta noi reete de table pentru
caroseriile de autovehicule.
n acest context se situeaz i tendina introducerii tablelor sandwich n construcia
caroseriilor i cabinelor autovehiculelor produse n Europa, S.U.A i Japonia. Ele permit
ncadrarea autovehiculelor n normele de zgomot reglementate de organizaiile
internaionale, tabelul 3.2.
73
Tabelul 3.2. Nivelul admis de zgomot, conform CEE 92/97.
Categoria vehiculului
Zgomotul
[db(A)]
Vehicule destinate transportului de persoane
(maxim 9 persoane, inclusiv conductorul)
74
Vehicule destinate transportului de persoane, cu mai mult de 9 scaune
i avnd o mas maxim autorizat de 3,5 t:
- cu motor cu puterea mai mic de 150 kW
78
- cu motor cu puterea egal sau mai mare de 150 kW
77
Vehicule destinate transportului de marf avnd o mas maxim
autorizat mai mare de 3,5 t: - cu un motor cu puterea mai mic de 75
kW
77
- cu un motor cu puterea cuprins ntre 75 i 150 kW
78
- cu motor cu puterea egal sau mai mare de 150 kW
80
3.1.3.1. Structura tablelor sandwich
Tablele sandwich sunt compozite formate din trei straturi:
oel, cu grosimea de 0,35 ... 1,00 mm;
polimeri cu grosimea de 0,045 mm.
Stratul din polimer are rolul de a asigura insonorizarea tablei din oel. Amortizarea
vibraiilor din material este posibil prin disiparea energiei acestora, sub form de
cldur, n polimerul solicitat la forfecare.
Compozitele de tip sandwich integreaz proprietile antivibratorii cu calitile de
rezisten mecanic ale tablei de oel. Deci, proprietile mecanice ale acestora sunt
dependente de cele ale materialului metalic.
La alegerea polimerului trebuie s se in seama, nu numai de performanele sale
viscoelastice, ci, i de caracteristicile sale termice i amorfe. Dup tratamentele termice,
caracterul lui hidrofob contribuie, n mod semnificativ, la majorarea rezistenei la
coroziune, iar, relativa sa rigiditate determin realizarea unei adeziuni de bun calitate
cu elementul din oel.
74
Sudarea prin rezisten este asigurat prin dispersia de particule metalice n stratul de
polimer.
3.1.3.2. Caracteristicile de baz ale tablelor sandwich
Proprietile de amortizare
La o excitare pasager, tabla sandwich amortizeaz foarte rapid, n timp vibraiile fa
de tabla clasic. Pentru un regim vibrator ntreinut, tabla sandwich determin o
diminuare a vrfului de rezonan la frecvena considerat.
Capacitatea de amortizare a vibraiilor materialului se face prin intermediul factorului de
pierderi (h), care pentru oeluri de arc are valoarea de ordinul 10
-3
, iar pentru tabla
sandwich de 10
-1
.
Coeficientul de amortizare depinde de frecven i de temperatur, Figura 3-2.
Figura 3-2 Dependena factorului de pierderi de frecven i temperatur
Proprietatea de aderen
Pentru aprecierea aderenei se realizeaz dou teste:
testul de jupuire n T, Figura 3-3;
testul de tragere forfecare, Figura 3-4.
75
Figura 3-3 Testul de jupuire
Figura 3-4 Testul de tragere, forfecare
Rigiditatea de ansamblu a tablei sandwich depinde de valoarea efortului de tragere-
forfecare.
3.1.3.3. Procedeul de fabricare al tablelor de tip sandwich
Acesta se bazeaz pe laminarea, la temperatur nalt, tablelor din oel. Seciunile liniei
de fabricare a tablei sandwich sunt urmtoarele:
dou compartimente de intrare, n care se deruleaz dou benzi din tabl;
76
dou compartimente de tratament al suprafeelor, care cuprinde un post de
introducere a soluiei de cromat, urmat de etuva de uscare.
Elemente specifice:
banda superioar este acoperit, dup rcire, cu rin; dup aceea ea este uscat
n cuptor; n acelai timp banda inferioar este prenclzit;
benzile, dup traversarea celor dou cuptoare de meninere sunt dirijate n cuptorul
de laminare, unde dou perechi de rulouri de laminare asigur asamblarea;
dup rcire, tabla traverseaz un sector de ieire i apoi este bobinat.
Specificitatea procedeului const n introducerea rinii i laminare.
3.1.3.4. Comportamentul tablelor sandwich n procesul industrial.
Tablele compozite oel - polimer - oel sunt utile numai n msura n care ele satisfac,
simultan, trei existene:
contribuie eficient la atenuarea vibraiilor structurilor i deci la diminuarea
zgomotului radiat;
sunt comparabile cu ansamblul procesului industrial de punere n lucru la beneficiar;
au un comportament de serviciu echivalent cu cel al tablelor tradiionale, sau cu cel
al oricrui material pe care pot s-l substituie.
Ambutisarea
Aptitudinea de ambutisare a unei table sandwich depinde, n mare parte, de aderena
polimerului. Dac aceasta este slab apar cute n suprafeele de strngere sau n zonele
unde metalul este comprimat. Desigur ca i n cazul tablei clasice, ambutisarea tablei
sandwich depinde de parametrii mecanici ai oelului i condiiile de formare.
La deformarea tablei sandwich este necesar majorarea presiunii de strngere pentru a
compensa mai mult sensibilitatea produsului la plisare. Dup ambutisare este important
s se controleze aderena elementelor tablei sandwich i integritatea structurii. Acest
control se poate realiza cu ultrasunete.
77
Asamblarea
Asamblarea mecanic. Cuplul de strngere poate diminua n timp fluajul polimerului sub
solicitarea de compresiune aplicat. n scopul evitrii reajustrii strngerii, utilizarea
particulelor dispersate, n cantitate redus, n stratul de polimer, apare ca o soluie
eficient.
Asamblarea prin lipire se utilizeaz pentru toate tablele sandwich ale cror proprieti
acustice nu sunt degradate de nclzirea pn la 473 ... 483 K.
Asamblarea prin sudare. Tablele sandwich se sudeaz prin puncte cu utilaje industriale
elastice. Natura i concentraia particulelor metalice, prezente n rin pentru
asigurarea contactului electric ntre elementele structurale ale sandwich-ului, sunt
minuios optimizate n vederea obinerii rezultatelor dorite.
Structura metalic n punctul de sudur nu difer, prea mult, de cea obinut la o tabl
clasic. Pe de o parte, nucleul (smburele) de topitur se dezvolt la interfaa celor
dou table asamblate, n plus, la fel la interfaa celor dou manete ale oelului din
compozit. Polimerul este expulzat din zona punctului de sudur, sub efectul efortului de
strngere al electrozilor i ca urmare a vaporizrii sub aciunea temperaturii de peste
570 K. 0 adaptare a ciclului de sudur sub forma unei faze de nclzire prealabil, cu o
intensitate mare i o faz de sudur normal permite evitarea riscului unei suprasarcini,
dac sursa de cldur este echipat cu un regulator de curent.
Sudura cu arc electric
La asamblarea cap la cap este necesar adaptarea unei strategii, care s conduc la
diminuarea i canalizarea gazului format. De aceea, se recomand efectuarea unor
reglaje ale tensiunii minime, practicarea unor jocuri mai riguroase fa de tablele
monolitice i acordarea unei atenii deosebite metalului de aport. Sudarea cu laser a
tablei sandwich prezint aceleai particulariti ca i sudura cu arc.
Vopsirea
Trei condiii trebuie puse pentru a garanta compatibilitatea tablelor sandwich cu
procesul de recoacere a vopselei:
78
conservarea coeficienilor de amortizare;
pstrarea aderenei dintre straturi;
absena interaciunii cu baia de cataforez.
3.1.3.5. Comportamentul n exploatare al tablelor sandwich
Comportarea la coroziune
Parametrul care condiioneaz comportarea la coroziune a tablei sandwich este
caracterul hidrofob al rinii. Acest factor este primordial ca i prezena acoperirii cu
zinc la interfaa oel-polimer.
n privina coroziunii pieselor, nivelul aderenei iniiale din sandwich i aptitudinea sa de
a fi prelucrat prin deformare are o mare importan. De exemplu, aderena degradat
la marginea tablei, n timpul deformrii poate s favorizeze propagarea coroziunii.
Comportamentul la contactul cu uleiul
Pentru unele aplicaii, cum ar fi carterul motorului, tabla sandwich trebuie s
funcioneze la temperatur nalt n contact cu uleiul. Cercetrile efectuate, n condiii
draconice, au artat c proprietile de amortizare i de aderen nu sunt alterate n
timp iar uleiul nu penetreaz prin straturile sandwich-ului.
Rigiditatea
Rigiditatea este un criteriu important pentru dimensionarea pieselor din tabl sandwich.
Toate calculele de structur trebuie s in seama de viscozitatea polimerului i deci de
dependena caracteristicilor sale de timp i temperatur.
Pentru o tabl sandwich simetric n seciune, constituit din dou folii metalice cu
grosimea de 0,4 mm, rigiditatea este cuprins ntre 60 i 70% din cea a unei table
monolitice de 0,8 mm.
Pentru creterea rigiditii sandwich-ului, la grosime total constant, se pot realiza
produse de grosimi distincte. Ca efect, izolarea polimerului de fibrele neutre ale
compozitului reduce solicitarea sa la forfecare i asigur majorarea rigiditii.
79
3.1.3.6. Contribuia tablelor sandwich la confortul acustic
Funcia pe care o au tablele sandwich este atenuat de vibraiile transmise prin
structura mecanic. Aceast atenuare rezult din mecanismul de amortizare a vibraiilor
la rezonan prin disiparea energiei sub form de cldur n polimer.
Deci, nlocuirea tablei monolitice cu una sandwich, conduce la diminuarea masei
vehiculelor cu 20...35%, prin suprimarea materialelor clasice de amortizare, n condiiile
realizrii unui confort acustic egal celui obinut cu soluiile tradiionale.
Aportul tablelor sandwich, sub aspectul reducerii vibraiilor poate fi demonstrat prin
exemplul unui pasaj al roii din spate a unui autoturism. Acesta a fost solicitat printr-o
for de impact i o accelerare, msurat pe piesa, care are funcia de transfer (g/F).
Cercetrile experimentale arat, Figura 3-5, c utilizarea tabelelor sandwich diminueaz
considerabil parametrul g/F n anumite zone de frecven.
Msurtorile efectuate pentru aprecierea transferului zgomotului arat c, n cazul
pasajului roii din spate, acesta poate fi diminuat, pentru frecvene cuprinse ntre 100 ...
400 Hz cu 5 ... 20%, Figura 3-6.
Figura 3-5 Dependena funciei de transfer de frecvena sunetului
80
Figura 3-6 Dependena zgomotului amortizat de frecven
3.1.3.7. Aplicaii ale tablelor sandwich pe automobile
Zgomotul emis depinde de parametrii constructivi ai structurilor, rigiditate, mas i
nivelul de amortizare. Condiiile de fixare i de legare a structurilor ntre ele au rol
determinant n ceea ce privete nivelul zgomotului radiat. Natura materialelor joac un
rol de prim importan n stabilirea performanelor acustice.
Diferite aplicaii reprezentative ale tablelor sandwich n cazul autoturismelor, sunt
exemplificate n Figura 3-7.
Figura 3-7 Aplicaii ale tablelor sandwich
81
Modul de concepere a caroseriei constituie, n prezent, cheia confortului acustic al
autovehiculului.
Tablele sandwich, cu excelentul lor comportament la vibraii, au o influen deosebit n
transmiterea zgomotului. De asemenea, ele reduc zgomotul provocat de impactul cu
aerul. Folosirea lor pentru tablier nu mpiedic dispunerea unui sistem de tipul mas -
resort pentru filtrarea zgomotului produs de motor. Noile materiale se folosesc pentru
planeu i pasajele roilor din spate. Prin utilizarea lor se pot suprima insonorizrile cu
materiale stratificate flexibile. Pentru ameliorarea confortului acustic al pasagerilor se
poate utiliza tabla sandwich la fabricarea panourilor laterale ale caroseriei i pavilionului.
n acest caz, ameliorarea confortului este nsoit de o uoar cretere a masei
autovehiculului i a costului.
n soluiile tehnice luate n considerare, n diferite proiecte, creterea de mas, prin
utilizarea tablei sandwich, a fost de aproximativ 10 kg.
3.1.3.8. Concluzii
Tablele sandwich antivibratorii sunt materiale, care contribuie eficient la confortul
acustic.
Fabricarea este compatibil cu exigenele proceselor industriale de prelucrare prin
deformare plastic, asamblare i vopsire. n acelai timp, tablele sandwich sunt apte de
a satisface diverse exigene cum sunt:
bun comportament la aciunea agenilor corozivi;
un serviciu ireproabil n condiiile contactului cu uleiul;
rigiditate nalt.
Eforturile de cercetare, susinute, pentru insonorizare sunt efectuate n domenii diferite.
Acestea vizeaz:
moduri de generare i propagare a zgomotului;
metode previzionale i modelarea;
utilizarea de noi materiale, cum ar fi tabla sandwich.
82
ntr-un proiect de insonorizare reuita depinde de concepia proiectului, acustica
automobilului i de furnizorii de materiale antivibratorii.
3.1.4 Aliaje de aluminiu pentru caroserie
n tabelul 3.3 se prezint proprietile mecanice ale oelului i ale unor aliaje de
aluminiu, folosite cu precdere la caroseriile autoturismelor.
Tabelul 3.3 proprietile mecanice ale oelului i ale unor aliaje de aluminiu
Aliajul Stadiul Rp
0,2
[N/mm
2
]
Rm
[N/mm
2
]
A
80
[%]
St 14 - 180 320 42
5052AA 0 (recopt) 110 200 32
5182AA 0 (recopt) 140 260 26
6009 T4 150 250 26
Anticorodal 120
(~ 6016AA)
T4 110 210 25
Aliajele din seria 5xxx (AA5052 i AA5182) conin i magneziu. Acestea nu sunt aliaje cu
durificare structural, adic proprietile lor, date aici dup tratamentul de recoacere, se
vor mri prin ecruisare n momentul prelucrrii, dar nu pot fi modificate printr-un
tratament termic ulterior. n contrast, aliajele din seria 6xxx (AA6009 i Anticorodal
120), aliaje cu siliciul, i mresc proprietile n starea de livrare n urma ecruisajului,
dar i datorit procesului de uscare (coacere) a vopselei.
3.1.4.1. Linii de alunecare
Aliajele seriilor 5xxx i 6xxx prezint o mare diferen n comportamentul n timpul
deformrii. Curba de traciune a unui aliaj AA5182 prezint iregulariti att la deformri
mici, ct i la deformri mai mari. Aceste anomalii sunt datorate unui fenomen
metalurgic propriu aliajelor cu magneziu (seria 5xxx). Aceste aliaje genereaz linii de
alunecare de tip A pentru deformaii puternice. Aceste defecte nu sunt pe deplin
acoperite de ctre stratul de vopsea. Din acest motiv, aliajele de tip 5xxx nu sunt
recomandate pentru componente exterioare cu pretenii ridicate n ceea ce privete
calitatea foarte bun a suprafeei. Un astfel de fenomen metalurgic nu exist la aliajele
pe baz de siliciu. Curba de traciune a materialului Anticorodal 120 este lipsit de toate
iregularitile. Acest tip de aliaj este indicat pentru realizarea panourilor exterioare ale
automobilului.
83
3.1.4.2. Stabilitatea proprietilor n perioada de depozitare
Stabilitatea valorilor parametrilor mecanici este o cerin foarte important pentru
tablele care sunt depozitate pentru o perioad ndelungat de timp naintea utilizrii n
procesul de fabricaie. Stabilitatea este ndeosebi critic pentru toate aliajele cu ntrire
structural (seria 6xxx) livrate n stadiul T4, deoarece aceast stare metalurgic nu este
stabil n totalitate la temperatura mediului ambiant.
100
120
140
160
180
200
220
240
0 50 100 150 200 250 300 350 400 450
Timpul [Zile]
T
e
n
s
i
u
n
e
a
d
e
r
u
p
e
r
e
[
M
P
a
]
Sens longit.
Sens transv.
0
20
40
60
80
100
120
140
0 50 100 150 200 250 300 350 400 450
Timpul [Zile]
L
i
m
i
t
a
d
e
e
l
a
s
t
i
c
i
t
a
t
e
[
M
P
a
]
Sens
longit.
Sens
transv.
Figura 3-8 Curbele mbtrnirii naturale pentru Anticorodal 120
Curbele mbtrnirii naturale, Figura 3-8, arat c aceast problem a fost foarte
studiat i stpnit mai ales n ceea ce privete Anticorodal 120. Dup mai mult de un
an de la clire, raportul R
m
/R
p
rmne superior valorii de 1,85, iar limita de elasticitate
nu depete n nici un caz valoarea garantat de 130 MPa. Aceasta ar trebui deci s i
liniteasc pe utilizatorii acestor table. Depozitarea Anticorodalului 120 la temperatura
mediului ambiant nu mai este o problem.
3.1.4.3. Prelucrabilitatea
Prelucrabilitatea trebuie s rspund exigenelor impuse de design, dar un aliaj de
aluminiu care prezint un nivel de prelucrabilitate foarte ridicat permite o mai mare
libertate n conceperea panourilor caroseriei.
Anticorodal 120 satisface toate aceste cerine ridicate de prelucrabilitate. El este
adaptat complet pentru ambutisare adnc i ndoire. Microstructura favorabil este
factorul principal care permite toate acestea. Aceasta este datorat unei compoziii de
aliaj optim, dar i unui proces de fabricare adaptat. Dup obinerea unei distribuii
84
uniforme i a unei mrimi optime a precipitailor intermetalici n stadiul final, barele sunt
omogenizate, apoi laminate la cald, rcite lent i laminate la rece. Tratamentul de aliere
i clire se realizeaz pe un utilaj cheie pentru aceast etap a procesului de fabricare:
un cuptor de tratament continuu n care pot fi tratate table cu dimensiuni mai mari de
2000 mm. Acest tip de cuptor prezint numeroase avantaje: uniformitatea proprietilor
mecanice este garantat pe lungime i lime, nclzirea rapid a tablei favorizeaz
recristalizarea n cristale fine de material i cum nu exist contact mecanic cu banda de
tabl cald, cuptorul produce o calitate a suprafeei lipsit de toate defectele pe ambele
pri ale tablei. Clirea se face cu aer, reducndu-se astfel deformrile. Banda de tabl
este planeizat prin tragere la ieirea din cuptor.
Structura metalurgic care rezult astfel se caracterizeaz printr-o mrime
corespunztoare a gruntelui i o distribuie uniform a fazelor intermetalice.
3.1.4.4. Structuri de suprafa
Toate cercetrile care se ntreprind n domeniul tehnologiei formrii au ca scop
optimizarea procesului. Aceast sarcin acoper optimizarea celor trei elemente
componente ale formrii: materialul, utilajul i interfaa. Contactul dintre tabl i utilaj
este esenial.
Aceast frecare n timpul obinerii tablei depinde de mai muli parametri:
finisarea suprafeei utilajului;
calitatea i cantitatea lubrifiantului;
structura de suprafa a piesei de obinut.
Structura cunoscut este MILL - FINISH. Ea se aseamn cu o suprafa haurat n
direcia laminrii. Rugozitatea suprafeei n direcie paralel i transversal cu direcia
de laminare arat rezultate foarte diferite. Aceast suprafa nu este izotrop, ceea ce
reprezint un dezavantaj.
De mai mult de 5 ani, ALUSUISSE a dezvoltat i produs suprafaa ISOMILL. Aceast
suprafa este haurat n dou direcii perpendiculare. Msurri ale rugozitii fcute
paralel i transversal cu direcia de laminare arat rezultate identice. Aceast suprafa
este mult mai izotrop dect suprafaa MILL - FINISH, ceea ce permite o mai bun
85
repartiie a lubrifiantului n timpul obinerii produsului. Rezultatele obinute pe piese
reale au fost foarte mbucurtoare, la ora actual mai mult de 85% din producia de
Anticorodal 120 pentru tabla de caroserie este produs cu suprafa ISOMILL.
Industria oelului a dezvoltat un alt tip de suprafa, numit LASERTEX. Aceast
structur a fost ncercat i pe aluminiu. Suprafaa se compune din rnduri de mici
cratere. Msurtorile rugozitii arat de asemenea o izotropie a acestei suprafee.
Teoretic, ea este ideal, deoarece este vorba de un sistem nchis; lubrifiantul rmne
pe loc pe tot timpul procesului de fabricare. Practic, tablele LASERTEX au prezentat un
comportament bun pe timpul fabricrii, dar alte criterii impuse de industria de
automobile nu sunt ndeplinite.
Aceast suprafa necesit o mai mare cantitate de lubrifiant pentru a se umple toate
craterele, dar cum piesele obinute trebuie degresate, uzinele au ca obiectiv diminuarea
cantitii de lubrifiant utilizat. Pe de alt parte, reeaua de cratere, datorit periodicitii
sale, nu este n totalitate acoperit de vopsea, iar piesa finit prezint o calitate a
suprafeei mult redus. Din aceste motive, un alt tip de suprafa este la ora actual
testat. Este vorba de suprafaa EDT (Electro Discharge Texture). Suprafaa se compune
din mici cratere repartizate aleator. Ea este perfect izotrop. Aceast textur cere mai
puin lubrifiant n timpul obinerii fa de LASERTEX i, datorit structurii dezordonate,
prezint un aspect corespunztor al suprafeei dup vopsire.
Suprafaa EDT este, la ora actual, cel mai bun compromis ntre formabilitate,
comportament la lcuire i cantitatea de lubrifiant utilizat n timpul obinerii.
3.1.4.5. Agrafarea
Metoda cea mai utilizat pentru a asambla piesele exterioare cu cele interioare n cadrul
unei caroserii de automobil este agrafarea. Partea exterioar este ndoit peste partea
interioar cu un unghi de 180. n literatur este recomandat s se utilizeze pentru
aluminiu raze exterioare de ndoire mai mari de 1,5 x grosimea tablei, cum este artat
n Figura 3-9, a. Practica a demonstrat c o raz egal cu 1,5 x grosimea tablei cazul b)
este acceptabil pentru ndoirea Anticorodal 120. Dac apar probleme n ceea ce
privete fisurarea materialului, acestea sunt n general datorate unei metode de
agrafare incorecte, Figura 3-9, c cu o raz mai mic.
86
Figura 3-9 Moduri de asamblare a tablelor de aluminiu
3.1.4.6. ntrirea n timpul ciclului de lcuire
Pentru toate panourile exterioare, cerinele impuse de industria de automobile sunt
urmtoarele:
limit de elasticitate sczut n timpul obinerii, pentru a se diminua efectul de
SPRING - BACK.
limit de elasticitate ridicat pentru piesele finite, pentru a se obine o rezisten
la impact foarte bun.
Aliajele din seria 6xxx sunt soluia ideal pentru aceast aplicaie. De fapt, tablele sunt
livrate n stadiul T4, adic dup un tratament de clire. n acest stadiu, limita de
elasticitate este sczut, circa 120 MPa pentru Anticorodal 120. Pe parcursul
tratamentului termic care urmeaz imediat operaiei de vopsire, o precipitare se
produce n aliaj, ceea ce provoac, printre altele, o mrire a limitei de elasticitate.
Dup acest tratament, materialul se afl ntr-o stare stabil i proprietile sale nu mai
variaz n decursul timpului.
3.1.4.7. Reciclarea aluminiului utilizat la caroseriile auto
O cerin primordial n alegerea materialelor folosite n construcia autovehiculelor
moderne este posibilitatea reciclrii. Aluminiul este, din acest punct de vedere un
material excelent, el poate fi foarte uor retopit i reutilizat. Valoarea sa de refolosire
depinde n schimb de modalitatea n care se face reciclarea.
87
Pentru dou panouri construite din acelai aliaj, valoarea de reciclare este aproape
egal cu valoarea iniial a materiei prime dac piesa a fost separat de vehicul nainte,
dect dac vehiculul a fost compactat sau tiat n buci. n cazul unui astfel de panou,
aliajul astfel recuperat va putea fi turnat sub form de bare laminate, care pot fi
utilizate pentru obinerea aceluiai produs. n ali termeni, este posibil ca dintr-o capot
veche s se poat obine o nou capot, cu pierderi infime ale valorii materialului.
Din contr, dac panoul este realizat cu ajutorul a diferitor tipuri de aliaje de aluminiu,
de exemplu seria 6xxx pentru partea exterioar asamblat cu aliaj din seria 5xxx pentru
ranforsrile interioare, dup retopire aliajul obinut va putea fi utilizat doar pentru
realizarea pieselor turnate din aluminiu cu valoare de circa 80% din valoarea iniial a
materialului. Dac panoul este alctuit dintr-un ansamblu de aluminiu i oel, va trebui
ca mai nti s se separe aluminiul de oel, rezultnd un metal de a doua fuziune, cu
pierdere de circa 50% din valoarea iniial a materialului. n sfrit, ultima soluie nu
separ prile coninnd aluminiu nainte de tierea autovehiculului. Valoarea
aluminiului extras dup tiere variaz n limite foarte largi. De fapt, separarea
aluminiului i a materialelor plastice este uneori dificil, chiar imposibil. n unele cazuri,
se percep taxe pentru eliminarea acestor deeuri.
Un proiect de viitor ar putea fi utilizarea aluminiului pentru realizarea pieselor
detaabile, cum ar fi capotele motor, capacele portbagajului, portierele, acoperiurile,
aripile, etc., i de a se inscripiona PIESE DE DEMONTAT NAINTE DE DEZMEMBRARE
n manualul vndut cu autovehiculul, pentru a se putea profita de avantajul enorm al
posibilitii de reciclare.
3.1.4.8. Concluzii
Utilizarea aluminiului pentru realizarea caroseriei de automobil are o istorie ndelungat.
nc din 1946, firma englez LAND-ROVER produce cu succes autovehicule cu caroserie
din aluminiu. Dezvoltarea aliajelor de aluminiu, n particular a celor din seria 6xxx,
deschide noi posibiliti n prelucrarea aluminiului. Aceste aliaje posed nu numai o
rezisten anticoroziv excelent, dar i permit o scdere a greutii, rezultnd o
economie de energie. Pe de alt parte, aliajele de aluminiu sunt uor de reciclat i i
pstreaz valoarea comercial ridicat. Mai muli mari constructori de autovehicule
europeni au ales n consecin Anticorodal 120 pentru realizarea noilor modele de
88
automobil, modele ce au fost comercializate n ultimii ani, sau modele care sunt la ora
actual n stadiul de dezvoltare.
3.2 Materiale plastice i compozite pentru caroserii
3.2.1 Consideraii generale
Noi materiale sunt folosite pentru realizarea elementelor portante ale caroseriilor.
Materialele plastice au ptruns n sectorul automobilelor n anii '60, iar creterea
ponderii lor a fost rapid dup aceea. Materialele compozite au aprut n anii '70. n anii
'80, caracteristicile interesante ale materialelor compozite, corelate cu cunotinele
acumulate n domeniul fabricrii lor, au determinat designerii i constructorii s le
foloseasc i pentru:
elemente exterioare ale caroseriei (ranforsarea portierei din spate i a prii
rabatabile a pavilionului);
elemente ale suspensiei (arcurile foi);
elemente ale ramei caroseriei;
componente ale podelei;
carcase ale cutiei de viteze, punilor i ambreiajului;
pistoane, biele, pinioane, capace, cartere, etc.
Prin nlocuirea materialelor clasice (oelul) cu cele neconvenionale (materiale plastice i
compozite), n construcia caroseriei, se pot obine:
reducerea rezistenelor aerodinamice;
mbuntirea caracteristicilor acustice;
reducerea greutii caroseriei;
majorarea siguranei active i pasive.
89
Pentru a facilita integrarea materialelor neconvenionale n structura caroseriei, o serie
de probleme trebuie rezolvate:
realizarea unei legturi optime ntre piesele de oel i cele din materiale plastice;
dezvoltarea reetelor de materiale i a tehnologiilor de fabricare;
optimizarea soluiilor tehnice pentru punctele de fixare a balamalelor;
proiectarea optim a ramei parbrizului;
mbuntirea comportamentului static n structura de ansamblu;
calculul tuturor reperelor caroseriei prin metoda elementelor finite.
Compozitele plastice ranforsate cu fibre (sticl, metal, Kevlar) pentru piesele de
automobile vor avea n viitor, dou domenii de implicare:
extinderea major a aplicaiilor curente sub forma panourilor de nveli;
introducerea materialelor compozite n segmente structurale nalt solicitate.
Materialele compozite sunt realizate dintr-o matrice metalic, sau nemetalic,
care este ntrit prin dispersia unor particule, fibre sau gaze.
Materialele, care intr n structura compozitelor sunt:
masele plastice;
fibrele sintetice (Kevlar), de sticl, azbest, carbon, bor, metalice, ceramice sau
celulozice;
metalele (Ni, Co, Ai, Cr, Ti, W, Ta, Zr, Mo);
componentele celulozice.
Reperele din materialele compozite au:
densitatea cu mult mai redus ca a celor metalice (compozitele din rini
epoxidice urmate de fibre de sticl, bor sau carbon, au densitatea sub 2 kg/dm
3
);
90
rezistena la traciune mare (rezistena la traciune a Kevlarului este de 2760 -
3620 MPa fa de 1720 MPa a oelului i 2410 MPa a fibrelor de sticl);
coeficienii de dilatare foarte mici, n raport cu metalele;
rezistene ridicate la oc i la aciunea agenilor corozivi i abrazivi;
capacitate mare de amortizare a vibraiilor (de trei ori mai mare ca a
aluminiului); greutate redus (1 kg de Kevlar nlocuiete 5 kg de oel n cazul
confecionrii de piese cu aceleai caracteristici mecanice);
siguran mare n funcionare;
stabilitate chimic i caracteristici mecanice constante la temperaturi ridicate
(fibrele de Kevlar, teflon i hyfil pn la 800 K), n condiiile execuiei lor cu
consumuri energetice sczute, pe instalaii mai puin costisitoare, n raport cu
metalele.
n grupul materialelor compozite se pot identifica dou segmente:
materiale anizotrope, care au fibrele cu o orientare preferenial i posed o
rezisten mare n direcia fibrajului;
materialele izotrope (materialele GMT).
GMT reprezint un sistem de materiale ce combin matricea termoplastic cu
mpletitura din sticl mat, orientat aleator. Configuraia sticlei mate permite curgerea
fibrelor n timpul operaiei de formare, prin comprimare, n paralel cu meninerea
abilitii de a pstra proprietile izotrope. GMT ofer o combinaie unic a fibrelor de
sticl cu durata ciclului de termoplastifiere.
3.2.2 Tipuri de materiale polimere i compozite
3.2.2.1. Materiale polimere fine
Din aceast grup fac parte termoplastele cu rezisten la ncovoiere i modul de
elasticitate relativ reduse, i care au un coeficient de dilatare termic liniar mare.
Aceasta poate ridica probleme speciale dac este necesar acoperirea cu vopsea. Sunt
91
uor de obinut (ca form), prin tehnologii relativ simple i sunt apte de a reproduce un
design complicat. Aplicaii: repere interioare (de habitaclu).
3.2.2.2. Materiale rigide relativ dure
Grupa aceasta cuprinde compozitele cu matrice din polimeri termoplastici ranforsate cu
fibre azbestuate sau parial orientate (scurte sau foarte lungi).
Tehnologii de formare:
compresiune;
injecie n forme nclzite.
Ele prezint un modul de elasticitate favorabil, rezisten la ncovoiere bun, o foarte
mic elongaie pn la rupere (chiar sub 1%), duritate (mai ales la temperaturi joase)
direct dependent de coninutul n fibre i de lungimea acestora. Coeficientul de dilatare
termic liniar este n general apropiat de cel al metalelor (oel). Stabilitatea
dimensional, la modificarea temperaturii, permite o bun acoperire cu vopsea. Aceste
materiale sunt apte pentru structuri rigide i nuclee de ranforsare, dar nu a elementelor
care au rolul de absorbie a energiei.
3.2.2.3. Materiale compozite cu matrice termoplastifiabil, cu fibre de
ranforsare continue i lungi (sticl, grafit, Kevlar)
Aceste materiale au un modul de elasticitate foarte ridicat i o mare rezisten la
ncovoiere, compensnd astfel elongaia redus, pn la rupere. Ele combin rigiditatea
mare cu capacitatea de disipare a energiei i propagare controlat a rupturilor n timpul
impacturilor, mai ales n cazul orientrii judicioase a fibrelor.
Competitivitatea fa de oel este asigurat de densitatea lor redus (rmnnd nc
neeconomic dozarea componentelor n timpul procesului tehnologic).
3.2.2.4. Materiale superfluide
Ele se pot forma prin injecie cu un coninut de fibre sczut (mai puin de 10% fibre
scurte de sticl). Prezint un coeficient de elongaie, pn la rupere, foarte mare i
92
calitate bun a suprafeei. Presiunea mic din timpul procesrii, asigur o bun formare
n forme complicate i, n unele cazuri, costuri favorabile.
Datorit avantajelor menionate, aceste materiale i-au gsit aplicaii n fabricarea
barelor paraoc, a proteciilor laterale, sau n structurile interne de absorbie a energiei
i, n unele cazuri, chiar n tablierele exterioare ale caroseriei.
Se urmrete scderea duratei ciclului de turnare i o mai riguroas poziionare a
armturilor (piese metalice, compozite termoplastice) pentru a mbunti rigiditatea i
stabilitatea termic a componentului.
Prile n micare ale caroseriei (capote, semicapote inferioare) sunt fabricate folosind
materialele grupei 3.2.2.2. prin turnare prin injecie sau comprimare, sau prin turnarea
prin transfer de rin, pentru serii mici.
3.2.3 Materiale compozite folosite la caroserii
Repere fabricate:
SMC sub form de foi turnate ele sunt folosite la: capote superioare, panouri
exterioare;
TPO - materiale termoplastice olefinice se utilizeaz la acoperiri de praguri;
RIM - uretan injectat prin reacie se folosete la bare paraoc, protecii;
RRIM - RIM ranforsat utilizat pentru protecii laterale, bare paraoc.
Tabelul 3.4. Caracteristicile diferitelor materiale pentru structurile caroseriilor
Materialul Modul de elasticitate
[daN/mm
2
]
Densitatea
[kg/mm
3
]
OEL 21000 7,85
EPOXI/CARBON 10500 1,43
EPOXI/ARAMIDA 4500 1,35
EPOXI/STICLA (20%) 4500 1,90
SMC (30%) 1200 1,80
93
3.3 Materialele de protecie anticoroziv a caroseriilor
Pentru diminuarea coroziunii caroseriilor, suprafeele metalice ale acestora se acoper
cu straturi rezistente, de natur anorganic sau organic i uneori cu materiale
multistrat.
Structurile depuse trebuie s ndeplineasc o serie de condiii. Astfel, ele trebuie s fie:
continui, lipsite de pori, aderente la suportul metalic, uniforme ca grosime, stabile din
punct de vedere chimic i s prezinte o rezisten mecanic ridicat.
3.3.1 Materiale din structura sistemului de vopsire
Un sistem de vopsire este alctuit din straturi de materiale peliculogene: grunduri,
chituri, vopsele i emailuri compatibile, care formeaz, prin uscare i lustruire, o pelicul
de protecie rezistent i elastic. Materialele de vopsire compatibile se obin, de obicei,
pe baza aceluiai liant sau a unor liani cu structur chimic asemntoare.
Pentru ca protecia mpotriva coroziunii s fie eficient, este necesar ca, pe lng o
bun alegere a materialului metalic, a soluiilor constructive i a sistemului de vopsire,
s se aplice un tratament corespunztor al suprafeelor. Tratarea suprafeelor cuprinde
operaii mecanice, chimice i electrochimice (prelucrarea mecanic, degresarea i
decaparea pentru ndeprtarea impuritilor), precum i acoperiri chimice (fosfatarea i
pasivizarea).
3.3.1.1. Produse i materiale pentru tratarea suprafeelor
Pentru curirea eficace a suprafeelor, precum i ndeprtarea straturilor vechi de
vopsea, ruginii sau a altor impuriti solide se folosete sablarea cu alice.
Dimensiunile i forma alicelor cu care se efectueaz sablarea, n funcie de natura
materialului supus sablrii, sunt clasificate conform STAS 7482-89. Astfel, pentru
aplicarea unui strat de vopsea cu grosimea de 30 -50 m se recomand folosirea
alicelor dure; suprafaa obinut este cu alveole avnd dimensiuni proporionale cu
clasa granulometric a alicelor turnate sau sparte (coluroase).
ndeprtarea grsimilor de pe suprafeele metalice se obine fie prin degresare chimic,
cu ajutorul solvenilor organici (hidrocarburi, derivai clorurai, alcooli) sau a soluiilor
94
alcaline, fie prin degresare electrolitic sau cu ultrasunete (operaia se execut cu
solveni clorurai sau n ap cu emulgatori).
Oxizii de pe suprafaa pieselor metalice se ndeprteaz prin decapare chimic
(cufundarea pieselor n soluii acide sau alcaline) sau electrochimic (se realizeaz n
soluii de acid sulfuric, acid clorhidric sau mai rar n soluii alcaline i neutre).
Acoperirea cu straturi i compui anorganici prin fosfatare, realizat controlat, pe cale
chimic sau electrochimic, constituie o metod de protecie a metalelor fa de diferite
medii corosive (peste stratul fosfatat se depun straturi organice de protecie
anticoroziv).
Fosfatarea const n formarea pe suprafaa metalic a unui strat de cristale fine de
fosfai metalici secundari i teriari, practic insolubili (fosfai de fier, magneziu sau zinc),
din soluii apoase, care conin fosfai metalici primari.
Datorit avantajelor pe care le prezint zincul (prin propria sa coroziune zincul produce
o difuzie de ioni de zinc i de ioni de OH, care formeaz prin reacie oxizi de
hidrocarbonai sau oxiclorur de zinc, n concordan cu atmosfera ambiant; produse
insolubile, care ntrzie coroziunea prin polarizarea pilei zinc - fier), procedeul de
fosfatare cu zinc se utilizeaz, n prezent, n vopsitoriile majoritii firmelor productoare
de automobile. Evoluia acoperirilor prin fosfatare, din ultimii ani, arat c grosimea
straturilor cristaline este n descretere, paralel cu mbuntirea calitii.
Bile de fosfatare pot fi accelerate i pot lucra fie la temperatura camerei, fie la
temperatur ridicat.
Bile de fosfatare neaccelerat conin fosfai primari i acid fosforic, n care uneori se
mai adaug ageni de umectare sau substane pentru creterea rezistenei la coroziune
a acoperirii formate.
Formarea acoperirilor de fosfai poate fi intensificat prin adugarea n soluie a unor
acceleratori: ageni de oxidare, ageni de reducere, compui ai metalelor grele. Azotaii
i azotiii sunt utilizai pe scar larg n bile de accelerare, deoarece produc o reducere
mare a duratei de fosfatare, precum i o scdere a coninutului de fier din soluie, prin
oxidarea fosfatului feros n fosfat feric, precipitat care se separ la fundul bii.
95
Deoarece piesele fosfatate prezint poroziti ale stratului de fosfai, care constituie
centri prefereniali de coroziune, acestea sunt pasivizate.
Pasivizarea se obine prin formarea la suprafaa metalului a unui strat de compus
metal-oxigen. n acest scop piesele sunt splate, prin imersie sau pulverizare, cu soluii
de acid cromic i acid fosforic, fiecare n concentraii de 0,050,1 g/dm
3
, la
temperatura de 313 ... 323 K, timp de 3 - 4 minute.
3.3.1.2. Grundurile
Sunt dispersii de pigmeni i materiale de umplutur n uleiuri sau lacuri. Ele formeaz
straturile de baz, care realizeaz aderena dintre suport i celelalte straturi ale
sistemului de vopsire. De asemenea, au rolul de a acoperi neregularitile de ordinul a
0,1 - 0,5 mm. Dup uscare dau pelicule dure, cu aspect mat sau semimat. Se folosesc
i grunduri de culoare sau vopsele intermediare, care au compoziia intermediar ntre
grund i stratul exterior de vopsea (sunt nuanate n culoarea vopselei i au un aspect
semimat).
Pigmenii utilizai n grunduri sunt: cromatul de zinc, miniul de plumb, oxidul de zinc,
pulberea de zinc metalic, cromatul de bariu i potasiu.
Piesele de schimb la caroserii sunt livrate grunduite, iar caroseriile sunt stocate, n
procesul tehnologic de fabricaie, n aceast stare de protecie temporar.
3.3.1.3. Chiturile
Obinute din dispersii de lacuri, cu un procent mare de pigmeni i materiale de
umplutur, chiturile sunt materiale de egalizare i netezire a suprafeelor de vopsit, ce
se aplic peste grundul anticoroziv. Dup uscare dau straturi dure, cu aspect mat i cu
elasticitate redus.
Chiturile pot fi de cuit (paste aplicate manual n staturi multiple cu un paclu de oel
sau celuloid) sau de stropit (fluide, de consistena grundului: se aplic prin stropire cu
pistolul ntr-o singur trecere). Chiturile de cuit pot fi cu uscare n aer (nitrocelulozice)
sau cu uscare rapid (bi sau tricomponente, pe baz de rini epoxidice sau
poliesterice).
96
3.3.1.4. Emailurile, lacurile i vopselele
Materialele peliculogene obinute din: uleiuri sicative sau semisicative, derivai celulozici,
rini naturale, substane bituminoase, derivai ai cauciucului natural, elastomeri, rini
ale compuilor organometalici se folosesc sub form de soluii, emulsii sau dispersii, n
diferii solveni, pe baza crora se produc emailuri, lacuri, vopsele, grunduri i chituri,
plastisoli i organosoli.
Emailurile de vopsea sunt lacuri care conin pigmeni anorganici i organici, cu sau fr
materiale de umplutur. Au mare putere de acoperire, dau pelicule dure, foarte
lucioase, divers colorate i netede. n prezent marile firme productoare de automobile
au renunat complet la utilizarea emailurilor nitrocelulozice n favoarea celor sintetice.
Ultimele dau o pelicul cu rezistena la oc de 4 - 5 ori mai mare, au o duritate
superioar cu 30 - 50% i au durata de uscare la temperatura de 400 ... 440 K de
numai 30 - 40 min.
Lacurile sunt soluii de derivai celulozici, rini naturale sau sintetice n solveni organici
volatili (hidrocarburi clorurate, benzen, alcooli inferiori, acetat de etil sau amil), cu sau
fr adaos de uleiuri vegetale sau inhibitori de coroziune. Sunt incolore sau slab
colorate de rinile utilizate sau de colorani. Dup uscare dau pelicule transparente i
lucioase, cu excepia lacurilor bituminoase. Se utilizeaz ca ultim strat peste vopseaua
intermediar, cnd se cere un luciu foarte intens sau ca substane protectoare pentru
suprafeele metalice sau metalizate.
Vopselele. Fiind suspensii de pigmeni, uneori i de materiale de umplutur n diferite
substane peliculogene, vopselele dau dup uscare pelicule colorate cu aspect de la
semimat la semilucios. Vopselele se mpart n dou grupe, dup poziia n sistemul de
vopsire:
vopsele finite;
vopsele intermediare.
Dup substana peliculogen folosit, vopselele finite sunt: vopsele pe baz de ulei i
vopsele emulsionate.
97
Vopselele intermediare asigur o acoperire a stratului anterior, reducnd numrul
straturilor de email. Vopselele pot fi i pe baz de liani solubili n ap. Rinile de baz
pentru acestea pot fi alchidice, fenolice, aminice, acrilice.
3.3.1.5. Tendine n industria vopselelor auto
Noile orientri n domeniul vopselelor auto permit definirea a dou direcii posibile de
dezvoltare:
eliminarea total a solvenilor organici (se disting: vopsele pudr i vopsele
diluate n ap);
reducerea de solveni organici.
Pudrele sunt amestecuri de rini solide i pigmeni, utilizate sub form topit, dup
concasare i fine divizri. Aplicarea lor pe produse se face cu mai multe scule, adeseori
pentru proiecie cu un pistol electrostatic, manual sau automat. Uscarea se efectueaz
la o temperatur suficient de nalt pentru a provoca prin fuziune formarea unui film
continuu.
Se disting:
pudre termoplastice (n general acrilice). Se depun printr-o fuziune fr
polimerizare la uscare. Procedeul s-a dezvoltat pentru lacurile cu ton plin (Honda,
GM, Ford);
pudre termorigide (epoxi, poliester, poliuretan). Aceste pudre se depun prin
reticulare la cald.
Sistemul asigur o serie de avantaje care constau n:
economie de vopsea prin diminuarea cu 50% a pierderilor la aplicare;
suprimarea dispozitivelor de pulverizare cu aer i de reglare;
bun protecie anticoroziv.
Dezavantajele decurg din:
investiiile mari pentru instalaiile speciale;
98
preul ridicat al pudrelor (de 2 - 3 ori mai mare ca al vopselelor obinuite);
depuneri de straturi groase (50 m) cu multe neregulariti;
imposibilitatea obinerii nuanelor metalizate;
schimbarea dificil a nuanei;
imposibilitatea vopsirii materialelor plastice.
Vopselele da ap pot fi: hidrosolubile i hidrodiluabile.
Vopselele de ap hidrosolubile
Acestea sunt soluii de liani de tip alchidmelamin sau acrilic, dizolvate n ap. Slaba
stabilitate i viscozitatea nalt a soluiilor limiteaz componentele uscate (20%) i
solicit adaosuri de solveni organici (alcooli, glicoli, aminoalcooli). Vopselele de ap
hidrodiluabile se obin din dispersii de rini, n principal acrilice, n ap.
Fcnd un bilan, al vopselelor de ap, se pot nominaliza urmtoarele avantaje:
cantitatea mic de solveni;
diminuarea riscurilor de a se produce intoxicaii i incendii;
preul nalt este compensat de ctigul de diluani;
energia cheltuit pentru evaporarea apei este compensat de reducerea ventilrii
cabinelor;
i dezavantaje:
ntr-un strat se depun puine componente uscate (sunt necesare cel puin 4
straturi, deci cabine de aplicare lungi) ;
instalaii costisitoare de climatizare a cabinelor (folosirea unui pistol special poate
rezolva aceast problem) ;
timp lung de uscare (10 min. la 535 K + 20 min. la 453 K);
probleme de aplicare (strlucire, culoare, etc);
99
dificulti de realizare a metalizrilor.
Gama soluiilor prezentate poate fi completat cu noile sisteme de vopsire bazate pe:
vopsele cu multe componente uscate monocompuse (30 - 50% vopsea la 50 -
70% mediu solid);
produse cu multe componente uscate bicompuse (de tip poliuretan, fie
poliuretan cu poliester, fie acrilo-uretan).
3.3.2 Materiale pentru antifonarea i etanarea caroseriei
Compoziia materialelor pentru antifonarea caroseriei este foarte variat. Dou mari
categorii de produse intr n amestecuri:
produsul de baz, care posed proprieti visco-elastice (produse din hrtie, fibre
neesute, produse bituminoase de natur petrolier, polimeri, elastomeri, rini
epoxi);
materiale de umplutur, care permit adaptarea proprietilor produselor de baz
la necesiti (grafit sub form lamelar sau granulat, mic, ardezie, cret, fin
de lemn, pudr de talc, ferit, etc.).
Combinaiile produs de baz - material de umplutur sunt numeroase. Formulele de
obinere a materialelor, ntr-o mare msur, satisfac exigenele tehnice ridicate de:
temperatura i durata de meninere n cuptor;
poziia la aplicarea pe caroserie;
rezistena la frig;
rezistena la oc;
rezistena la abraziune.
Pentru temperaturi de 313...323 K se folosete psl impregnat cu produse
bituminoase. Principalele structuri de amortizare sunt prezentate n Figura 3-10.
100
Pentru temperaturi foarte nalte sau pentru diferite aplicaii speciale se folosesc:
polimeri vinilici, elastomeri, rini epoxi.
Pentru etanarea golurilor, dintre diversele panouri asamblate, se utilizeaz masticuri.
Masticurile prezint urmtoarele proprieti: sunt permanent elastice; inerte din punct
de vedere chimic i nu conin componeni volatili. Ele au i funcia de antifonare.
Figura 3-10 Structuri de amortizare a zgomotelor i vibraiilor
101
4 PROCEDEE MODERNE DE ASAMBLARE A CAROSERIILOR I
CABINELOR
4.1 Consideraii generale
La nceput, caroseriile se construiau n ntregime din lemn, care apoi se acopereau cu
tabl. Caroseriile autoturismelor actuale se execut din tabl ambutisat i sudat
electric prin puncte.
Caroseria reprezint o structur din tabl, armat prin ncorporarea unui schelet
metalic, a crei rigiditate depinde de rigiditatea infrastructurii. Indiferent de structura
adoptat, scopul dorit este acelai: obinerea unui ansamblu asiu caroserie cu
rigiditate ct mai mare la ncovoiere i torsiune, la o greutate ct mai mic. De cele mai
multe ori, caroseria, chiar dac este distinct de asiu, contribuie la mrirea rigiditii
acestuia.
Figura 4-1 Caroseria unui autoturism
n unele cazuri, pentru a se micora masa autovehiculului, tabla de oel este nlocuit
cu tabla de aluminiu, dar fabricarea este mai complicat. Ambutisarea cere condiii
particulare, sudarea pune probleme deosebite n ceea ce privete decaparea,
asamblarea celor dou piese i a montajelor mult mai complicate. De asemenea, unele
suduri nu se pot executa dect n atmosfer protectoare de argon.
102
Se utilizeaz, de asemenea i materialele plastice, pe baz de rini sintetice din grupa
poliesterului (vibrin), care sunt impregnate pe fire de cnep, de nailon sau fibre de
sticl. Se obin astfel un fel de plci numite fiberglass, texiglass, plastic stratificat,
realizate din straturi succesive pe un tipar. Aceste materiale nu se preteaz la producia
de serie, datorit tehnologiei necesare. Caroseriile astfel obinute sunt foarte uoare,
inoxidabile i insonore, dar au o rezisten mai mic la oc, necesitnd o infrastructur
distinct, care s preia toate eforturile de torsiune i ncovoiere.
Modulul de elasticitate sczut al materialelor plastice, precum i dificultile de
asamblare cu piesele metalice fac ca acestea s nu fie foarte utilizate la realizarea
caroseriilor autoportante ale autovehiculelor.
Pentru a se obine o rezisten egal, de obicei masa de materiale plastice trebuie s fie
de trei ori mai mare n raport cu cea a tablei de oel, ceea ce reduce pierderea n
greutate, dac nu se renun la criteriul rezistenei structurii.
Asamblarea elementelor caroseriilor automobilelor se realizeaz prin:
sudur prin puncte, cu proeminene;
sudur n mediu protector [MIG, MAG, WIG);
sudur cu laser;
boluri sudate;
nituire;
nituire prin tanare;
mbinare prin ntreptrundere;
lipire;
mbinri cu uruburi;
mbinri combinate.
103
Figura 4-2 Procedee de mbinare a caroseriilor
1 sudur prin puncte; 2 sudur n mediu protector (MIG, MAG, WIG); 3 mbinri cu boluri sudate;
4 mbinri cu nituri; 5 mbinri cu uruburi; 6 sudur cu laser; 7 mbinri prin lipire; 8 nituire
prin tanare; 9 mbinri prin ntreptrundere; 10 mbinri combinate.
104
4.2 Sudarea prin puncte
Sudarea prin puncte se obine n urma nclzirii locale, prin efectul Joule, a tablelor
suprapuse, ce urmeaz a se asambla. Sudarea prin puncte se realizeaz cu cleti pentru
utilizri industriale, Figura 4-3.
Figura 4-3 Clete pentru sudarea prin puncte
Cletii de sudare sunt alimentai cu energie electric prin intermediul unui cablu, din
cupru, de seciune mare. De asemenea, ei sunt racordai i la un sistem pentru
recircularea apei de rcire. Greutatea repartizat operatorului uman, dac el
manevreaz cletele, este de 30... 40 daN. De aceea, de cele mai multe ori, greutatea
acestuia este preluat de un sistem de suspendare.
Fazele procesului de sudare prin rezisten, pentru crearea unui punct, sunt
urmtoarele:
presarea iniial a electrozilor, pe tablele ce trebuie mbinate, cu o presiune de
5,5 ... 7,0 MPa;
sudarea propriu-zis;
105
rcirea pieselor i solidificarea zonei topite;
deschiderea electrozilor;
revenirea sculei n poziia iniial;
rcirea electrozilor.
Executarea unui punct de sudur dureaz 0,3 ... 0,4 secunde.
Cletele de sudare trebuie s parcurg, pentru a realiza mbinarea prin puncte a
tablelor, urmtoarele etape:
poziionarea capetelor active ale electrozilor n dreptul punctului de sudur, cu
axa pe direcia normal la suprafaa pieselor care urmeaz s fie mbinate;
efectuarea sudurii;
deplasarea n punctul de sudur urmtor;
procesul continu pn se execut toate punctele de sudur din grupul curent.
Cletii pentru sudura prin puncte au puterea nominala de 6 - 65 kVA, curentul n
secundar la scurtcircuit de 8 - 35 kA, asigur o for de strngere ntre electrozi de 20 -
730 daN i permit sudarea tablelor cu grosimea cuprins ntre 0,5 i 4 mm.
n funcie de tipul produciei i de nivelul de dotare tehnic, manipularea cletilor de
sudur se poate face manual sau cu ajutorul roboilor (anexa 1).
Pentru piesele de capotaj, precum i pentru cele cu gabarite mari, se folosesc maini de
sudur prin puncte multiple, Figura 4-4. Electrozii de sudur, realizai din cupru (CuTeP;
CuCd1; CuAg6; CuCr; CuCrZr), au diferite forme i dimensiuni (anexa 2) n funcie de
piesele ce urmeaz a fi asamblate, de materialul din care acestea sunt executate i de
mrimea efortului de strngere. Duritatea materialului din care sunt realizai electrozii
este de 80-160 HB. Circuitul de ap asigur rcirea electrozilor astfel nct temperatura
maxim a acestora s nu depeasc 200 - 475 C.
106
Sudura prin puncte este proprie asamblrii elementelor de capotaj i caroseriei.
Caracteristica ei esenial este aceea c se realizeaz fr material de aport cu o
caden de 30 - 90 puncte de sudur pe minut.
Figura 4-4 Main de sudur prin puncte multiple
1 prghie de comand; 2 timonerie de acionare a electrodului mobil; 3 ecartamentul electrozilor;
4 transformator de sudur; 5 circuitul de rcire; 6 racorduri pentru instalaia de rcire; 7
carcasa mainii.
n cazurile concrete de sudare este necesar stabilirea judicioas a duratei fiecreia din
fazele prezentate astfel nct s se poat obine o calitate corespunztoare a punctului
sudat n condiiile unei productiviti ridicate.
4.2.1 Cldura degajat la sudarea n puncte
n cazul unei operaii simple de sudare prin puncte, reprezentat ca n Figura 4-5, n
circuitul electric dintre electrozii de contact intervin rezistenele proprii ale materialului
pieselor strbtute de curent m R , rezistena de contact dintre cele dou piese de sudat
c R i rezistena de contact dintre electrozi i suprafeele pieselor c
'
R .
107
Figura 4-5 Rezistenele electrice din circuitul de sudare
Rezistena proprie a materialului strbtut de curent poate fi calculat n mai multe
variante. n ipoteza cea mai simpl, se poate considera c, n orice moment al
procesului de nclzire, ntregul curent de sudare trece prin cilindrul cuprins ntre
suprafeele de contact ale electrozilor. Considernd o plac de grosime o s n contact cu
electrozi de diametru e d , ca n Figura 4-6a, rezistena cilindrului de material se poate
calcula cu relaia:
2
e
o
cil
d
s 4
R
= (4.1)
i ar fi independent de fora de presare. Deoarece rezistivitatea materialului este
variabil cu temperatura, aplicnd aceast relaie ar rezulta ca la sfritul procesului de
sudare rezistena electric a pieselor s fie cu mult mai mare dect la nceputul
operaiei, cnd piesele sunt mai reci. ntruct rezultatele obinute practic au artat o
variaie mult mai mic este necesar aplicarea unor factori de corecie la relaia
anterioar, care s in cont de urmtoarele aspecte:
1- seciunea real de trecere a curentului ;
2- variaia temperaturii materialului;
3- influena forei de presare.
108
Figura 4-6 Distribuia curentului ntre electrozi
1- Pornind de la studiul cmpului electric existent ntre placa dintre electrozii de
contact, s-a observat c liniile de curent nu trec numai prin cilindrul delimitat de
diametrul electrozilor, ci printr-o seciune mai mare, ca n Figura 4-6b. Din acest motiv
i densitatea curentului este neuniform pe seciune ca n Figura 4-6c. n planul
seciunii de contact cu electrozii densitatea este maxim la marginea acestora, iar n
seciunea median a plcii densitatea este mai mic, descrescnd cu ct ne ndeprtm
de axa electrozilor.
Deoarece seciunea de trecere a curentului se mrete la mijlocul plcilor, rezistena
proprie a plcii R, va fi mai mic fa de rezistena cilindrului de material. Va trebui s
introducem un coeficient sub unitar, care s in cont de distribuia real a liniilor de
curent:
K
1
= 0,40,8.
2- O a doua corecie care trebuie aplicat se refer la neuniformitatea nclzirii
materialului dintre electrozi, care modific rezistivitatea acestuia n diferite zone. La
nceputul nclzirii densitatea maxim a curentului, n planul mediu al plcilor, se aplic
pe axa electrozilor vezi Figura 4-6c, ducnd la creterea temperaturii n aceast zon.
n continuare, trecerea curentului se face preferenial, de la partea central mai cald,
spre prile periferice mai reci, cu rezistivitate mai mic, crescnd seciunea de trecere.
Rezult o micorare a rezistenei materialului pieselor strbtute de curent cu
coeficientul:
109
K
2
= 0,750,95.
n cazul real al sudrii n puncte, ntre electrozi se gsesc n mod obinuit dou plci de
sudat i nu una singur ca n situaiile prezentate mai sus. Seciunea de trecere a
curentului la contactul dintre table va fi determinat de mrimea suprafeei de contact
dintre acestea. Suprafaa real de contact depinde att de fora de presare exercitat
de electrozi ct i de rezistena la deformare plastic a materialului i temperatura la
care se gsete acesta. O dat cu creterea forei F, diametrul de contact d
0
crete ca
n Figura 4-7 pn la o valoare limit care depinde de grosimea plcii, s, dup relaia:
d
0
= d
e
+1,7s (4.2)
Figura 4-7 Influena forei de apsare a electrozilor asupra zonei de contact
Pentru calcule precise a rezistenei proprii, se va introduce n locul diametrului
electrodului d
e
diametrul fictiv de contact d
0
. Suprafaa fictiv de contact dintre dou
materiale este dat de:
p
F
A
= (4.3)
unde : F - este fora de apsare;
p
- rezistena la deformare plastic a materialului.
Dac se consider un contact fictiv circular, diametrul fictiv de contact va fi:
p
o
F 4
d
= (4.4)
110
Diametrul fictiv este diferit de diametrul electrodului. La nceputul operaiei de sudare d
0
este mai mic dect d
e
, iar pe msur ce temperatura crete, scznd rezistena la
deformare plastic, d
0
crete pn la valoarea d
e
. La sfritul operaiei de sudare d
0
poate fi mai mare dect d
e
.
Pentru calculul diametrului d
0
la sudarea unor plci din oel moale, folosind electrozi din
cupru dur, se poate considera rezistena de deformare plastic a materialului :
= 40 daN/ mm
2
la nceputul operaiei de sudare;
= 45 daN/ mm
2
la sfritul operaiei de sudare .
Rezistenele de contact dintre tabla R
C
i respectiv dintre electrozi i pies, R
C
, se
calculeaz cu relaia:
= F K Rc , (4.4)
folosit i la sudarea cap la cap n stare solid. n cazul sudrii unor piese din oel
folosind electrozi din cupru, 2 / R R c
'
c
= Ins se neglijeaz deoarece cldura dat este
preluat de electrozi.
Din studiile efectuate rezult faptul c rezistena proprie a materialului joac rolul
principal n degajarea cldurii, partea generat de rezistena de contact nefiidmai mare
de 10 % din cldura total consumat n procesul de sudare.
Variaia rezistenei totale la sudare este reprezentat n Figura 4-8. La nceputul
operaiei de sudare, rezistena total este determinat de rezistena de contact i are o
valoare considerabil care, pe msura nclzirii pieselor scade rapid, devenind neglijabil
la temperaturi de peste 600
0
C, n cazul sudrii oelurilor. Rezistena proprie a
materialului crete la nceput datorit creterii rezistivitii odat cu temperatura,
scznd apoi foarte puin datorit creterii suprafeei fictive de contact sub aciunea
forei de presare pe msura nclzirii pieselor.
Datorit efectului preponderent al rezistenei proprii a materialului, pentru simplificarea
calcului rezistenei totale se consider numai rezistena proprie final a pieselor de
sudat amplificat cu un coeficient, 3 K , care ine cont de variaia rezistenei n timpul
sudrii i de proprietile materialului de sudat :
111
Figura 4-8 Variaia rezistenelor n timpul sudrii
2
0
f o f t
d
s 8
) 1 ( K K K R K R 3 2 1 3
+ = = (4.5)
unde, 3 K =11,1 pentru sudarea pieselor din oel,
3 K =1,21,4 pentru sudarea pieselor din aliaje uoare,
f - temperatura medie final atins la sfritul operaiei de sudare; la sudarea
oelurilor C 1400 1200 f
o
= .
Considernd i curentul de sudare constant pe durata desfurrii procesului, s t ,
rezult cldura degajat la sudare prin puncte :
s
2
f t I R K Q 3 = (4.6)
relaie ce poate fi folosit la calculul curentului necesar n cazuri concrete.
4.2.2 Formarea punctului sudat
Prima faz important a operaiei de sudare n puncte o constituie strngerea pieselor
de sudat ntre electrozii de contact. Aceasta are drept scop realizarea unui contact
electric ct mai bun ntre piesele de sudat i electrozi, pentru evitarea supranclzirii sau
formrii arsurilor n aceste zone, fenomene cu aspect nefavorabil att asupra calitii
mbinrii sudate ct i asupra durabilitii electrozilor.
112
A doua faz important a operaiei de sudare o constituie conectarea curentului de
sudare n scopul nclzirii zonei de contact.
Figura 4-9 Formarea punctului de sudur
Din graficul prezentat n Figura 4-9b se observ c la nceput creterea temperaturii are
loc n zonele de contact. n momentul urmtor, temperatura crete mai puin n zona de
contact a electrozilor datorit efectului de rcire produs de acetia, ca urmare a
conductibilitii termice ridicate a cuprului. Odat cu nclzirea materialului dintre
electrozi, crescnd i rezistivitatea materialului de sudat, cldura ncepe s se dezvolte
mai rapid n interiorul pieselor rolul rezistenei c R devenind neglijabil .
Datorit trecerii curentului prin rezistenele de contact i prin rezistena proprie a
materialului dintre electrozi, piesele de sudat sunt nclzite brusc i neuniform. Cea mai
mare parte a cldurii se dezvolt n coloana central cuprins ntre electrozi, cu
diametrul de contact egal cu diametrul de vrf al electrozilor, d
e
, Figura 4-9a, iar o
parte mai mic, n metalul ce nconjoar aceast coloan. Temperatura maxim se
atinge n partea central a coloanei, n aa zisul nucleu, datorit cedrii cldurii att n
direcie radial n piesele de sudat, formnd zona influenat termic, ct i n direcie
axial n electrozii confecionai n mod obinuit dintr-un material cu conductibilitate
termic i electric ridicat.
La locul de contact dintre piese, naintea de topirea materialului, ncep s se formeze
gruni cristalini comuni care cuprind atomii ambelor piese, realizndu-se o sudare n
113
stare solid. Dac se ntrerupe curentul n acest moment, rezistena mbinrii este
sczut datorit grunilor grosolani din care este format nucleul ct i incluziunilor
plasate n planul de contact iniial a celor dou suprafee.
Dac curentul de sudare se menine n continuare, n regiunea central dintre cei doi
electrozi se formeaz un nucleu de metal topit care se extinde pe msur ce se
prelungete durata de nclzire. Nucleul de metal topit este nconjurat, n planul de
contact, de un inel cu gruni cristalini comuni, formai prin sudare n stare solid, cu
diametrul exterior D. Prin acest inel trebuie s se transmit o presiune suficient de
mare, pentru a asigura etaneitatea dintre piese n scopul evitrii expulzrii metalului
topit printre suprafeele acestora.
Etapele principale de formare a punctului sudat pot fi urmrite n Figura 4-10.
Figura 4-10 Etapele formrii punctului de sudur;1 - nceperea nclzirii;2 - sudare n stare solid;3 -
apariia nucleului;4 - extinderea nucleului;5 - solidificarea nucleului.
Dup formarea nucleului topit i ntreruperea curentului este necesar meninerea forei
de apsare pentru a mpiedica formarea n nucleu a retasurilor i fisurilor datorit
114
contraciei n timpul solidificrii a metalului topit, nchis ntr-un spaiu rigid ca ntr-o
cochil metalic.
n aceast etap electrozii se imprim pe suprafaa pieselor, ptrunznd pe o adncime
, admis n mod obinuit pn la valoarea maxim = (0,10,15)s.
n cazul cnd este necesar o fa estetic, fr amprente pe una din fee, electrodul
dinspre partea respectiv poate fi cu diametrul mai mare ca n Figura 4-11. Rezult un
punct cu rezisten mecanic sczut deoarece nucleul se deplaseaz spre electrodul
mai mic care concentreaz curentul i preia mai puin cldur.
Figura 4-11 Sudare cu fa estetic
Dimensiunile nucleului topit influeneaz direct rezistena mecanic a mbinrii.
Dimensiunile recomandate sunt :
s h
mm s d
n
=
+ =
4 . 1
3 2
(4.7)
unde s este grosimea tablei celei mai subiri a mbinrii, cu condiia ca
s 0.5 mm.
Dei n cazul sudrii prin puncte are loc o topire a materialului de sudat, acest procedeu
se ncadreaz totui ntre procedeele de sudare prin presiune deoarece fora de apsare
a electrozilor de contact are un rol determinant la obinerea unui punct sudat de bun
calitate.
115
4.2.3 Microstructura punctului
Microstructura unui punct obinut la sudarea oelurilor cu %C redus prezint zone
asemntoare ca la sudarea prin topire i anume:
zona nucleului topit, cu structur dendritic orientat pe direcia de rcire;
zona supranclzirii metalului peste temperatura Ac3, cu gruni cristalini mari;
zona cu gruni fini, ca urmare a nclzirii peste Ac2.
n Figura 4-12 se prezint macrostructura unui punct obinut prin sudarea n regim
moale (t
s
= 4,8 sec.) a unor table din oel cu %C redus cu s = 5 mm. Observai
extinderea zonei influenat termomecanic i amprenta lsat de electrod. n cazul
regimului dur de sudare acestea sunt mai mici.
Figura 4-12 Macrostructura unui punct cu s = 5mm i t
s
= 4,8 sec
n cazul oelurilor cu %C ridicat (clibile) punctul prezint tot trei zone ca n Figura
4-13a. Nucleul 1 prezint o structur tipic pentru turnarea n cochil metalic (dendrite
orientate pe direcia de rcire). Acesta este nconjurat de stratul 2, supranclzit, cu
structur tipic de clire urmat de stratul 3, nclzit sub temperatura critic, cu structur
de normalizare. Dac se face un tratament de recoacere (se reconecteaz curentul)
straturile 2 i 3 se unesc cu o structur succesiv, greu separabil, ca n Figura 4-13b.
Starea de clire a punctului este ilustrat prin variaia duritii din Figura 4-13c n care
1- punct clit iar 2- punct recopt.
116
Figura 4-13 Microstructura unui punct din oel clibil
4.2.4 Cicluri de sudare prin puncte
Fora de apsare i intensitatea curentului rmn constante n timpul sudrii numai n
cazurile cele mai simple de sudare. Valorile acestora sunt modificate n funcie de
grosimea pieselor de mbinat sau caracteristicilor materialelor de baz.
Curentul de sudare poate fi constant n timpul sudrii, variabil, sau n form de
impulsuri.
Fora de presare poate fi mrit la sfritul operaiei de sudare n vederea mbuntirii
caracteristicilor mecanice. Se vorbete n acest caz de o forjare a mbinrii sudate. Se
aplic la mbinrile cu grosime mare sau la materialele care au un coeficient de dilatare-
contracie mare.
Din punctul de vedere al forei de presare exist dou categorii de cicluri de sudare:
- cu for de apsare constant,
- cu for de apsare variabil.
4.2.5 Cicluri de sudare cu for de apsare constant
Vom porni de la ciclul de baz din Figura 4-14 care poate fi obinut cu programatoarele
electronice tip PROPSET cu care au fost echipate mainile romneti de sudat prin
presiune. Reprezentarea curentului este convenional el fiind alternativ. Exist
117
poteniometre de reglare a valorii fiecrui curent i comutatoare numerice pentru
fiecare timp, n per. 50 Hz.
Figura 4-14 Ciclul de baz al programatorului PROPSET-01
Prin programare corespunztoare putem obine un impuls variabil de curent, un impuls
constant, impulsuri succesive egale sau dou impulsuri de mrimi diferite. Rezult astfel
ciclurile de sudare reprezentate n Figura 4-15.
Deplasarea electrodului pe durata ciclului de sudare cs t , poate fi urmrit n Figura
4-15a, n care:
1 e t este timpul de coborre al electrodului;
2 e t -timpul de contact al electrodului cu suprafaa tablelor;
t
e3
timpul de ridicare al elecrodului.
Variaia forei de apsare, pe durata de contact a electrozilor, se poate urmri n aceiai
figur unde:
1 F t -timpul de aplicare a forei de apsare;
2 F t -timpul de meninere constant a forei de apsare;
t
F3
-timpul de anulare a forei de apsare.
118
Figura 4-15 Cicluri de sudare cu for de apsare a electrozilor constant
Dup modul de aplicare a curentului deosebim ciclurile:
Sudare cu un impuls variabil de curent (Figura 4-15a).
Dup ce fora de apsare a atins valoarea necesar, constant pe toat durata
procesului, se conecteaz un curent de sudare constant pe durata t
s
, timpul de sudare.
Conectarea curentului se face dup timpul t1, iar deconectarea nainte cu timpul t2,
dup aplicarea i respectiv anularea forei de apsare, aceti timpi fiind:
t1-timp de ntrziere al curentului fa de fora de apsare;
t2-timp de ntrziere al forei fa de ntreruperea curentului.
119
n toate variantele sudrii prin puncte, curentul de sudare se conecteaz dup
atingerea valorii prescrise pentru fora de presare. n caz contrar, dac electrozii se afl
sub tensiune n momentul n care ating suprafaa pieselor de sudat, sau dac fora de
apsare nu are nc o valoare suficient de mare, datorit rezistenelor de contact mari,
pot s apar supranclziri locale ce deterioreaz suprafaa mbinrii sudate sau a
electrozilor.
La un interval de timp t2, timp de ntrziere a anulrii forei, msurat din momentul
ntreruperii curentului, fora de apsare se anuleaz. Rostul timpului de ntrziere este
de a menine sub presiune nucleul topit, astfel ca micorrile de volum datorit
contraciei n timpul solidificrii s nu duc la apariia unor goluri de contracie. n
acelai timp, se evit arderea superficial a suprafeei pieselor i a electrozilor,
fenomene ce ar aprea dac fora de apsare ar fi ntrerupt nainte de ntreruperea
curentului.
Acest ciclu cu impuls variabil se aplic la sudarea nepretenioas a aliajelor de aluminiu.
Creterea progresiv a curentului evit sudarea electrod-tabl (reduce Rc) iar
meninerea curentului redus evit rcirea rapid a punctului i permite forei s ajute
nucleul n contracia sa (aluminiul are coeficient de contracie foarte mare).
Semnificaia timpilor de ntrziere se pstreaz la toate variantele ce urmeaz chiar
dac acetia nu mai sunt menionai.
Sudare cu un singur impuls constant de curent (Figura 4-15b).
Acest ciclu este cel mai des folosit. El se aplic la sudarea oelurilor cu %C redus i
grosime mic (s<46 mm), timpul de ntrziere t2 fiind de 0,10,15 secunde.
Sudarea cu impulsuri de curent (Figura 4-15c).
Se aplic pentru a evita nclzirea excesiv a electrozilor. nclzirea pieselor de sudat se
realizeaz treptat, prin conectarea intermitent a curentului de sudare, n impulsuri cu
durata activ t
a
urmate de timpul de pauz cu durata t
p
.
Acest ciclu se aplic la piese groase, sau cnd suprafaa acestora nu este suficient de
neted, ca n cazul tablelor de oel laminat la cald cu grosimi de peste 5 mm. Durata
120
activ a impulsurilor este de 0,250,35 sec., cu durata de repaos de 0,080,12 sec.
Timpul de ntrziere a forei, dup deconectarea curentului este de 1,32,5 sec.
Sudarea cu prenclzire (Figura 4-15d).
n prim faz se trimite un impuls de curent de prenclzire I
p
pe durata t
p
- timp de
prenclzire. Curentul de sudare I
s
se conecteaz dup timpul t
e
de egalizare a
temperaturii pe seciunea pieselor.
Ciclul se aplic atunci cnd configuraia geometric a pieselor sau rigiditatea acestora
nu permite obinerea unui contact electric bun ntre suprafee, n dreptul electrozilor
(asamblare imprecis). n astfel de cazuri, prenclzirea uureaz deformarea local
necesar contactului corect.
Varianta se aplic i atunci cnd suprafaa pieselor este acoperit cu un strat de oxizi
(tabl neagr, laminat la cald). Prin prenclzire scade rezistena de contact i se
elimin apariia arsurilor i scnteierii.
Sudarea cu tratament termic (Figura 4-15e).
Primul impuls de curent I
s
se aplic pentru formarea punctului sudat, iar al doilea, I
t
,
pentru efectuarea tratamentului termic al punctului sudat. Mrimea intensitii
curentului I
t
, durata dintre cele dou impulsuri, t
r
- timpul de rcire dup sudare i
durata t
t
- timpul de nclzire dup sudare pentru realizarea tratamentului termic, se
stabilesc n funcie de grosimea i caracteristicile materialului de sudat.
Varianta se aplic la oelurile cu %C ridicat (clibile) avnd grosimea mai mic de 5
mm, evitndu-se obinerea unor mbinri fragile.
4.2.6 Cicluri de sudare cu for de apsare variabil
Aceste cicluri sunt reprezentate grafic n Figura 4-16. Pentru deplasarea electrodului se
folosesc aceiai timpi notai anterior.
Dup ntreruperea curentului de sudare, pentru a mri efectul presrii efectund o
forjare a punctului sudat, se mrete fora de presare a electrozilor pn la valoarea F
f
(for de forjare). n grafic sunt trecui timpii:
121
Figura 4-16 Cicluri de sudare cu for de apsare a electrozilor variabil
t2-timp de ntrziere a majorrii forei de presare;
1 f F t -timp de cretere a forei de forjare;
2 f F t -timp de meninere a forei de forjare ;
3 f F t -timp de anulare a forei.
La acest ciclu este important alegerea corect a timpului de ntrziere 2 f t . Dac acesta
este prea mic, prin creterea forei se poate produce expulzarea metalului topit din
nucleu iar dac este prea mare, devine inutil aplicarea forei de forjare deoarece
nucleul s-a solidificat i rcit sub temperatura de deformare plastic.
Menionm c aceste cicluri se aplic rar, numai cnd dorim o calitate deosebit i
sigur a punctului cu condiia s dispunem de echipamentul adecvat. Sunt necesare
122
maini cu sisteme de presare cu totul speciale, capabile s modifice fora, fr inerie,
n sutimi de secund. Dup modul de variaie a curentului, se deosebesc urmtoarele
cicluri de sudare:
Sudare cu un singur impuls constant de curent (Figura 4-16a)
Acest ciclu se aplic la sudarea tablelor din oel cu coninut redus de carbon, cu grosime
mai mare de 6 mm. Timpul de ntrziere a majorrii forei este de 1,52,5 sec.
Sudare cu impuls variabil de curent (Figura 4-16b)
Se aplic la sudarea n industria aeronautic a unor piese importante din aliaje de
aluminiu, cu grosimi de pn la 2 mm, fiind necesar variaia continu, dup program,
att a forei de apsare ct i a curentului.
Curentul crete progresiv de la valoarea iniial (se evit sudarea electrod-tabl) la
valoarea necesar sudrii i scade apoi la valoarea final n scopul realizrii unei rciri
lente care s-i permit forei s compacteze nucleul. Variaia curentului se face n
timpul t
p
- timp de prenclzire i respectiv, tp - timp de postnclzire.
Sudare cu rcire dirijat a nucleului topit (Figura 4-16c).
Acest ciclu se aplic la sudarea tablelor cu grosimi mai mari de 4-6 mm, din oeluri
carbon sau slab aliate, cu tendin de clire. Majorarea forei de presare se face pentru
evitarea formrii golurilor i a fisurilor. Al doilea impuls de curent se aplic dup un
interval scurt de timp r t (timp de rcire), dup ce temperatura nucleului a cobort sub
temperatura de topire (s-s solidificat). Mrimea curentului i a duratei de postnclzire,
pi t , se alege astfel nct s nu rezulte o cretere a temperaturii (retopire) ci numai
micorarea vitezei de rcire a punctului.
Sudare cu program pentru for i curent (Figura 4-16d).
Se alic la sudarea unor table din oel laminat la cald, de grosime mare, pn la 1520
mm. n prima faz se execut o prenclzire cu o for iniial mare care s poat
eventual deforma tablele n scopul obinerii unui contact satisfctor ntre acestea.
Prenclzirea are i rolul de a distruge stratul de arsur de fier de pe suprafaa tablelor,
arsur provenit de la laminarea la cald. Dup egalizarea temperaturii pe seciune
123
datorit intervalului de timp e t , se execut sudarea cu o for F, mai mic, pentru a nu
se produce mprocarea metalului topit din nucleu. Calitatea mbinrii este dat de
forjarea punctului cu fora majorat din nou, F
f
. Dup un timp de rcire r t , necesar
solidificrii nucleului, se efectueaz o postnclzire cu curentul Ip, n scopul micorrii
vitezei de rcire (la oelurile carbon) sau a executrii unui tratament termic al punctului
sudat (la oelurile slab aliate).
Ciclul de sudare cu program se poate executa cu impulsuri de curent pentru fiecare
faz, prenclzire, sudare i respectiv postnclzire. n acest caz se evit supranclzirea
electrozilor, uzarea rapid a lor sub aciunea forelor mari de apsare. Datorit rcirii
electrozilor pe durata pauzei dintre impulsuri, este posibil creterea forelor de
apsare, rezultnd o uniformizare mai bun a calitii punctelor sudate.
4.2.7 Factori tehnologici de sudare
La stabilirea tehnologiei de sudare prin puncte trebuie s se in cont de urmtorii
factori:
pregtirea suprafeelor pieselor de sudat;
verificarea electrozilor de contact;
fora de apsare a electrozilor;
curentul de sudare;
durata de conectare a curentului.
Starea suprafeei n regiunea de contact dintre cele dou table influeneaz configuraia
cmpului termic i forma nucleului topit. Astfel, liniile de curent care se stabilesc n zona
mbinrii, difer n cazul unor suprafee oxidate fa de cazul unor suprafee curate.
nainte de a ncepe sudarea trebuie verificat dac electrozii montai pe main
corespund grosimii pieselor noastre. Diametrul vrfului influeneaz rezistena mecanic
a punctului sudat, deoarece determin densitatea de curent prin pies n locul de sudat,
presiunea transmis n aceast zon i condiiile de nclzire-rcire a mbinrii.
124
Al doilea aspect pe care trebuie s-l urmrim este centrarea relativ a electrozilor. Orice
abatere de la coaxialitatea electrozilor modific forma nucleului. Pentru a evita
mprocrile cu metal topit, presiunea exercitat de electrozi trebuie s creasc odat
cu creterea densitii de curent.
4.3 Sudarea n mediu protector
Sudarea prin topire n mediu de gaz protector se realizeaz prin protejarea arcului
electric cu un gaz inert (Ar sau He) sau activ (CO
2
, CO
2
i Ar, Ar i O
2
, H
2
, H
2
i Ar), care
mpiedic accesul n baia de metal topit a oxigenului i a azotului din aer. n construcia
caroseriilor i cabinelor se utilizeaz sudarea MAG. Materialul de adaos pentru
procedeele MIG/MAG se prezint sub form de srm, n bobine, cuprat la exterior.
Regimul optim de sudare este dependent de dimensiunile piesei i ale srmei, tabelul
4.1.
Tabelul 4.1. Parametrii regimului de sudare (MAG)
Diametrul
piesei
Diametrul
srmei
Intensitatea
curentului
Tensiunea Viteza
de
avans
a
srmei
Lungimea
liber a
srmei
Grosimea
cordonului
[mm] [mm] [A] [V] [m/h] [mm] [mm]
10 0,8 75 17 175 8 0,8
20 0,8 85 18 200 8 0,8 1,0
30 0,8 85 18 200 8 0,8 1,0
40 1,0 100 19 175 10 1,0 1,2
40 70 1,0 - 1,4 140 175 18 20 175 12 1,2 1,4
70 90 1,4 1,6 175 195 20 22 175 12 1,4 1,5
Productivitatea procedeului MAG este de 3 - 4 ori mai mare ca a sudurii cu electrozi
clasici, pentru un cost cu 35 - 65% mai redus i o calitate superioar a cordonului de
sudur. Sudarea n mediu protector se aplic la mbinrile lonjeroanelor, traverselor i
altor elemente de caroserie. Traiectoria realizat de electrodul de sudur rezult din
compunerea micrii de translaie, n lungul rostului de sudare, cu una oscilatorie, ntr-
un plan perpendicular pe primul, Figura 4-17.
125
Figura 4-17 Traiectoria arcului de sudur
a start; b punctul programat; c axa custurii; d direcie intermediar; e cordon de sudur; f
rdcina sudurii; h traseul cursei paralele; i straturi de material depuse prin oscilarea electrodului;
k trasee paralele ale electrodului.
Poziia capului de sudare este caracterizat de unghiul de nclinare al acestuia, a crui
valoare (80 - 87) depinde de sensul de deplasare a electrodului (spre stnga sau spre
dreapta).
La nceputul sudrii se poziioneaz capul electrodului, pe axa de simetrie a rostului de
sudare, i se nclin cu unghiul corespunztor. Gazul de protecie se elibereaz i se
scurge, pe lng electrod, naintea amorsrii arcului i avansrii srmei, iar oprirea
scurgerii acestuia se face dup ncetarea deplasrii srmei i capului de sudare.
ncepnd cu anul 1969 pe liniile de montaj a caroseriilor au fost introdui roboi
industriali de sudur, Figura 4-18. Ei au permis realizarea rapid a celulelor i sistemelor
flexibile de fabricaie.
Extinderea sistemelor flexibile de fabricaie a cabinelor i caroseriilor este determinat
de necesitatea:
reducerii costurilor de fabricaie;
creterii productivitii liniilor de montaj;
126
asigurrii rapide a integrrii noilor tehnologii;
pstrrii stabilitii procesului tehnologic de fabricare.
Figura 4-18 Robot industrial pentru sudur MIG (MAG); 1 manipulator; 2 aparat de comand i
control; 3 pupitru tehnic; 4 pupitru comand pornit/oprit; 5 cablu; 6 interfa; 7 generator
sudur; 8 cablu; 9 rol cu srma de sudur; 10 sistem de conducere a srmei; 11 cablu coaxial;
12 aparat de sudur cu CO
2
i senzor; 13 dispozitiv de prindere a capului sudur; 14 manometre;
15 furtunuri pentru gaze i conductori electrici; 16 suport pupitru.
127
Pentru sudarea prin rezisten se ia ca reper de referin punctul de intersecie dintre
axa electrozilor cu suprafaa de contact a pieselor de asamblat. n cazul sudrii cu arc
reperul este punctul de intersecie a axei capului de sudare cu axa de simetrie a
rostului.
Sursa de curent, n cazul n care sudarea se execut n puncte, poate fi: separat,
nglobat n clete, sau n braul robotului. Sursa de curent, pentru sudarea cu arc n
mediu protector, se amplaseaz ntr-un bloc separat. Cablul electric de alimentare, a
capului de sudare, conducta de gaz i srma electrod sunt susinute de o consol fix.
Capul de sudare cu arc electric se poate cura de zgura acumulat, fie cu ajutorul unui
dispozitiv pentru mprocare de soluie sau cea antizgur n alezajul duzei, fie cu
dispozitiv de frezare.
4.4 Sudarea cu laser
4.4.1 Mecanismul producerii laserului
Laserul este un sistem n care se produce amplificarea luminii prin stimularea emisiei de
radiaii electromagnetice pe baza inversiei de populaie.
Pentru a nelege efectul laser se pornete de la legea lui Beer, care arat c dac ntr-
un mediu oarecare, de lungime L, se trimite o radiaie de intensitate iniial I
0
intensitatea la ieire va fi:
L k
e I I
=
0
(4. 8)
unde: k
- coeficientul de absorbie al mediului.
Atunci cnd k
are valori pozitive, rezult o amplificare a radiaiei la trecerea prin
mediu. Laserul este cel care valorific aceast posibilitate.
Radiaia, de lungime de und ia natere ca urmare a unei tranziii ntre dou nivele
energetice E
2
i E
1
(E
2
> E
1
). Valoarea coeficientului de absorbie depinde de numrul
de electroni, care se afl, n mediu, pe aceste nivele (aa numitele "populaii" n
2
i n
1
ale nivelelor E
2
i E
1
), de densitatea de radiaie - p() [J/m
2
], de timpul de via (
i
) al
nivelului (E
i
.), de lungime de und () i de ponderea nivelelor (g
2
i g
1
).
128
Absorbia poate fi aproximat prin relaia:
( ) ( )
2
2
2 1 2 1
n
C n n C k = (4. 9)
n relaia (4.9) primul termen apreciaz absorbia (n
1
> n
2
) sau lumina stimulat (n
2
>
n
1
), iar al doilea ine seama de emisia spontan (el nu poate fi dect negativ).
Pentru a se realiza condiia de k
> 0, trebuie ca primul termen din relaia (4.9) s fie
pozitiv i mai mare ca al doilea. Aceasta se obine crescnd densitatea cmpului de
radiaie n care are loc emisia laser.
Satisfacerea acestor condiii este dificil. Aceasta deoarece, n condiii normale de
temperatur, pentru o diferen de energie ce corespunde tranziiilor optice, n
2
reprezint 10
-4
din n
1
. Pentru a se nregistra o inversie de populaie (n
2
> n
1
) este
necesar ca n mediul respectiv s se pompeze energie. n acest fel primul termen, care
estimeaz emisia stimulat, devine preponderent. Majorarea densitii de radiaie este
rezultatul emiterii ntr-o cavitate rezonant.
Pentru prelucrrile tehnice, proprietile care intereseaz sunt puterea i energia.
Laserii cu funcionare continu au puteri de 10
-3
... lO
12
kW, iar cei pulsani au energii
cuprinse ntre 1 i 100 J. De cele mai multe ori fasciculul laser este focalizat cu ajutorul
unui sistem de lentile i oglinzi, obinndu-se densiti uzuale de putere de 10
4
...10
10
W/cm
2
i de energie de 10
2
...10
8
J/cm
2
.
4.4.2 Instalaii laser folosite la prelucrri termice
Generatoarele laser utilizate la prelucrri tehnologice (tratamente termice, sudur,
gurire, tiere) realizeaz puteri specifice ridicate, au sisteme optice de dirijare i
concentrare a radiailor pe suprafeele pieselor de prelucrat i folosesc medii active sub
form solid sau gazoas.
Generatoare cu mediu activ solid
Mediile active, care pot fi excitate, pentru obinerea unui fascicul laser cu eficien
ridicat, sunt rubinul, sticla dopat cu ioni de neodim i YAG (Y
1
A
15
O
12
) dopat cu ioni de
neodim. Dintre laserii cu mediu activ solid, cel mai utilizat este cel cu sticl dopat cu
129
neodim. Acesta, furnizeaz energii mari pe puls (1...100 J) la temperatura mediului
ambiant. Un astfel de laser este construit dintr-o bar de material dopat cu neodim de
form cilindric (diametrul de 5...15 mm i lungimea de 30...1200 mm). Capetele barei
sunt prelucrate optic i acoperite cu staturi reflectante pentru a realiza cavitatea
rezonant, Figura 4-19. Paralel cu mediul activ se afl o surs (lampa cu descrcare n
gaze nobile, lamp cu descrcare n vapori de metal, lamp cu filament, diod
semiconductoare, sistem solar de pompare), care realizeaz pompajul optic al mediului
activ (puterea sursei 1...15000 W)
Figura 4-19 a) Schema constructiv a unui laser cu mediu activ solid; b) seciunea prin cavitatea
reflectorizant a laserului; c) montaj pentru bare groase, care necesit dou lmpi de pompaj
Alimentarea lmpilor de pompaj se face de la surse electrice speciale, n care sunt
incluse condensatoare (130...800 F) i impedane (7...111 H), capabile de a
nmagazina i restitui energia (700 ... 2230 J) In corelaie cu anumite durate (100 s ...
1 ms) i tensiuni de descrcare (2430...3280 V).
0 parte din energia radiat de sursa de pompaj este absorbit de mediul activ, care
determin apariia unei inversii de populaie. Pentru ca radiaia emis de flasch s
lumineze ct mai eficient mediul activ, ntreg ansamblul este montat ntr-un reflector
cilindric cu seciune eliptic (cavitatea de pompaj).
Corpul cavitii de pompaj se execut din aluminiu, cupru sau oel inoxidabil. Pereii
interiori se execut cu un nalt grad de reflectivitate prin lustruire i depunere n vid de
straturi de aluminiu, argint sau aur.
130
Temperatura mediului activ trebuie s fie ct mai sczut pentru ca laserul s
funcioneze la o frecven rezonabil. Pentru aceasta se folosesc instalaii speciale de
rcire care dup fiecare puls laser preiau energia caloric pe care lampa o emite odat
cu energia de pompaj.
Randamentul sczut la transformarea energiei electrice n cea luminoas (35...40%),
utilizarea incomplet a energiei absorbite de bastonul laser (6...14%) i pierderile din
cavitatea de pompaj (30...70%) sunt elemente ce determin eficiena sczut a
laserilor cu mediul activ solid (0,1...5%).
Caracteristicile fasciculelor laser depind i de elemente optice care formeaz cavitatea
de rezonant (oglinzi, prisme).
Instalaiile de prelucrare cu laser pot fi prevzute cu comand numeric a deplasrii
(motoare pas cu pas) piesei de prelucrat, precum i cu alte echipamente, cum sunt cele
care permit realizarea unei atmosfere controlate n incinta de lucru i de urmrire, cu
monitor TV, a zonei de aciune a fasciculului.
Principalele tipuri de prelucrri ce se pot executa cu aceste lasere sunt: gurirea de
mare finee, pe adncimi de 3...4 mm, sudura prin puncte (adncimea de ptrundere
0,3 mm), tierea materialelor metalice cu grosimi de 0,5...10 mm, tratamentele termice
ale pieselor metalice de mari dimensiuni.
Generatoare cu mediu activ gazos
La laserele cu gaz, datorit densitii sczute a mediului activ i nivelurilor energetice
nguste, inversia de populaie se obine prin ciocniri electronice sau transfer rezonant de
energie i, uneori, prin pompaj optic sau reacii chimice.
Prelucrarea metalelor se poate face cu trei tipuri de lasere cu gaz: atomice, ionice i
moleculare.
Mediul activ al laserului cu gaz ocup un volum cilindric (diametrul cilindrului 3...30
mm) nchis la capete de dou oglinzi. Una din oglinzi este parial transparent deoarece
prin ea iese fasciculul laser. Amestecul gazos (gazele se pot afla ntr-un raport: 1 volum
C02; 1 volum N
2
; 8 volume He), care formeaz mediul activ, este realizat de gazele
aflate n butelii. Presiunea amestecului (2...2,6 kPa) este ajustat cu ajutorul unei
131
pompe de vid. n cilindru are loc o descrcare luminiscent, ntre anod i catod, care va
fi sursa laser. Rolul descrcrii n gaz este acela de a excita nivelul superior al gazului
activ pentru a se obine un exces de populaie n raport cu nivelul inferior. Celelalte
gaze ajut la realizarea inversiei i eventual la rcirea amestecului sau la micorarea
impedanei electrice. Curentul descrcrii electrice ajunge la 10...100 mA, ceea ce
determin dezvoltarea unei mari cantiti de cldur. De aceea, este necesar ca aceste
lasere s funcioneze ntr-o incint rcit cu ap.
n acest domeniu, se produc lasere cu CO
2
de putere medie (25 W, 35 W, 400 W) i
lasere cu CO
2
de mare putere (500 W...10 kW), care pot fi folosite la sudarea, gurirea
i debitarea materialelor metalice, precum i la tratamentele termice (un laser de 1,1
kW are seciunea fasciculului multimod de 28 mm x 22 mm = 616 mm
2
).
4.4.3 Prelucrri tehnologice cu laser a pieselor autovehiculelor
Tehnologiile de prelucrare cu laser ofer soluii avantajoase la execuia pieselor de
precizie ridicat, cu rezistene mecanice superioare, n condiiile diminurii timpului de
lucru, eliminrii deformaiilor i tensiunilor termice care ar putea apare n urma uzinrii.
Ele asigur realizarea reperelor de configuraie complex, n spaii care nu necesit
atmosfere controlate (se pot fabrica i piese aflate n incinte transparente), pe instalaii
automatizate sau robotizate comandate de computere.
Laserii de mare putere i-au gsit utilizri n domeniile tratamentelor termice, alierilor
de suprafa, sudurii, debitrii i guririi.
Sudarea prin topire este un domeniu n care laserul i-a gsit aplicaii multiple.
Posibilitatea concentrrii fasciculului laser pe suprafee reduse asigur realizarea unor
densiti de putere, de peste 1000 de ori, mai mari ca la procedeele convenionale,
Figura 4-20.
Datorit progreselor tehnologice nregistrate n tehnica laserilor, mai mult de 100 de
echipamente sunt folosite la tratamente termice, sudri, guriri, debitri i control n
uzinele de producie ale firmei General Motors.
132
Figura 4-20 Densitatea de putere la sudarea cu diverse procedee
Pentru realizarea asamblrilor sudate, durata de aciune a radiaiei laser se alege astfel
nct penetrarea frontului de topire n material s se produc naintea evaporrii statului
superficial al acestuia.
Prin acest procedeu se pot asambla piese din materiale cu puncte de fuziune diferite
(oel - aluminiu, oel - cupru, oel - bronz, aluminiu - aluminiu), cu viteze de sudare
foarte mari (120...140 m/min) i penetrare profund (raportul adncime/lime cordon
= 10...15/1), obinndu-se mbinri cu rezistene mecanice superioare celor executate
prin metode clasice.
Deoarece durata de execuie a sudurii este foarte mic, zona de influen termic este
minim. Sudarea cu laser poate profita de avantajele ordinatoarelor, care permit
efectuarea unui control automat al tuturor parametrilor de lucru, la intervale mai mici
de 20 ms, nregistrarea lor i semnalizarea abaterilor fa de situaia normal, precum i
verificarea vitezei de deplasare a piesei i sculei, Figura 4-21.
Posibilitatea de deplasare, cu viteza luminii, a fasciculului de laser de la un punct la
altul, situate la distane apreciabile, confer acestui procedeu de sudare o mare
flexibilitate la producia de serie.
Laser YAG
Laser cu CO
2
Fascicul de
electroni
Arc de plasm
Arc TIG
Flacr oxiacetilenic
100000
10000
1000
100
10
1
0,1
133
Figura 4-21 Sistem de sudare cu Laser cu comand electronic; 1 circuit de ap de rcire; 2 laser; 3
fascicul laser; 4 robot; 5 rezervor de CO
2
; 6 butelie cu gaz de protecie a cordonului de sudur; 7
piesa de prelucrat; 8 modulul electronic de comand; 9 sursa de alimentare cu energie electric;
10 instalaie de condiionare a aerului.
La sudarea pieselor metalice, acestea se pot afla cap la cap sau pot fi suprapuse, Figura
4-22.
Figura 4-22 Posibiliti de realizare a mbinrilor cu fascicul laser; a - cap la cap; b - cu margini
suprapuse; c - sudare prin suprapunere; d - sudare n T; e - sudare fire pe plac; f i g - sudur n col; h
- mbinare n T cu fant; i - sudare tip flan.
134
Pentru a se executa mbinri sudate de calitate este necesar ca piesele s fie curite n
prealabil de oxizi i impuriti, s fie poziionate corespunztor una fa de alta, Figura
4-23, i s fie presate n zona de legtur.
Figura 4-23 Toleranele de poziionare i direcia forelor de apsare la sudarea cu fascicul laser
Procedeul asigur mbinarea pieselor cu grosimea de 0,05...1,5 mm. n condiii speciale
se pot realiza suduri cu penetrare profund pn la adncimi de 15... 18 mm.
Parametrii de lucru (densitatea de putere, durata de acionare i modul de focalizare)
se aleg n funcie de adncimea pe care trebuie s se produc topirea, Figura 4-24.
Sudarea cu fascicul laser se aplic la realizarea, din dou sau trei buci, a arborilor din
cutiile de viteze (Ford), la mbinarea nedemontabil a elementelor caroseriei, etc.
Figura 4-24 Domeniul optim de reglare a densitii de putere i duratei impulsului n funcie de
adncimea de topire a materialului
135
Sudarea maselor plastice se execut n mod curent cu fascicul Laser. Lungimea de und
recomandat este de 10,6 m, deoarece radiaia este mai puternic absorbit dect cea
a laserelor n vizibil. Densitatea de putere la aceste prelucrri este de 4...50 MW/cm
2
,
iar durata impusurilor de 9...50 ms.
Sudura cu laser tridimensional a tablelor subiri ale caroseriilor
Comparativ cu procedeele clasice, sudura cu fascicul laser prezint importante avantaje.
Custura realizat prin acest procedeu se poate executa aproape de baza flanei,
conferindu-i mbinrii o rezisten, la torsiune i ncovoiere, cu 20% mai mare. Custura
prin sudur laser se obine n condiiile unui transfer de energie superior mbinrii prin
puncte.
Greutatea caroseriilor de automobile, asamblate prin sudur cu laser, poate fi diminuat
prin micorarea grosimii tablei, innd seama de rigiditate i rezisten, n condiiile
reducerii limii flanei cu 30% (n situaii normale limea flanei, la sudura prin
puncte, este de 12...16 mm) . De asemenea, prin simplificarea constructiv a diferitelor
pri componente, ale caroseriilor sudate cu fascicul laser, se poate obine o diminuare
considerabil a greutii acestora.
Marele avantaj al sudurii cu laser este acela c ea nu pericliteaz calitatea proteciei n
cazul tablelor zincate.
Figura 4-25 Elemente constructive ale mbinrilor realizate prin sudur prin puncte i sudur cu laser
136
Figura 4-26 Elemente constructive ale mbinrilor realizate prin sudura cu laser a tablelor zincate
Viteza de sudare depinde de caracteristicile fasciculului laser i parametrii materialului,
Figura 4-27 (tip, grosime, etc.)
0
1
2
3
4
5
6
7
8
9
10
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Viteza de sudare [m/min]
G
r
o
s
i
m
e
a
[
m
m
]
Laser 6 kW
Laser 14 kW
Sudur cu role
Sudur prin puncte cu
robot
Figura 4-27 Dependena vitezei de sudare n funcie de grosimea tablei
137
La mbinarea tablelor cu grosimea de 1 2 mm se pot atinge, n cazul sudrii prin
puncte cu roboi, viteze de 1 3,5 m/min, n cazul sudrii cu laser cu CO
2
de 6 kW
viteze de 8 m/min; iar cu laser cu CO
2
de 10 kW vitezele pot ajunge la 10 m/min.
Sudarea cu fascicul laser este dens, astfel nct se poate renuna la elemente de
protecie, din materiale speciale sau din benzi din materiale plastice.
Datorit intensitii fasciculului i limii mici a custurii se reduce aportul de cldur,
obinndu-se o mbinare cu granulaie fin i caliti mecanice excelente.
ntruct sudura cu fascicul laser poate fi reglat, ca adncime, iar geometria cordonului
poate fi optimizat, se pot fixa structurile de rezisten de partea exterioar a
caroseriei. Prin aceste soluii constructive se poate reduce consumul de metal i
diminua vibraiile.
Deoarece, n cazul sudurii cu laser nu exist un contact mecanic ntre scul i pies nu
apare uzura elementelor de lucru, fapt ce reduce considerabil cheltuielile.
Procedeul de sudare cu laser permite integrarea n linii automate de asamblare.
Posibilitile de utilizare a sudurii cu fascicul laser sunt multiple, tabelul 4.2.
Tabelul 4.2. Domenii de utilizare a sudurii cu laser n construcia caroseriilor
Criterii de apreciere a sudurii Exemple
Creterea rezistenei i rigiditii
Profile cu momente de inerie mari
Cabine (profile frontale i laterale)
Legarea structurii interioare cu cea
exterioar (construcie monolitic)
Densitate mare a cordonului de sudur
Acoperi
Perete frontal
Podea
Ui
Capote
Rezervor
Lips incluziuni
Suporii motorului
Jeni
Firma BMW sudeaz, din noiembrie 1988, n serie, la varianta Touring, acoperiul
caroseriei. Lungimea custurii sudurii laser 3D este la acest model de 4820 mm, n
afar de aceasta, se realizeaz n regiunea frontal a acoperiului cte 2 custuri.
138
Figura 4-28 Capul de sudare folosit la sudarea cu laser a caroseriilor autoturismelor BMW
La modelele 850i firma BMW sudeaz cu laser structura exterioar, cu montarea unei
rame de geam. nclzirea datorit sudrii este extrem de redus, fapt ce elimin
posibilitatea deformrii tablelor i evit operaiile suplimentare de ndreptare.
Figura 4-29 Sudarea cu laser n producia de serie a modelului Volvo 850 GLT
La fabrica Volvo din Gent se sudeaz, de asemenea cu laser, caroseria i acoperiul
modelului 850 GLT, Figura 4-29. Acestei aplicaii i s-au acordat multe studii tehnice,
care au permis realizarea unei suduri superioare a tablelor acoperite cu zinc pe ambele
pri.
139
Figura 4-30 Capul de sudare utilizat la sudarea caroseriilor autoturismelor Volvo 850 GLT
Perspective interesante se anticipeaz pentru sudarea cu laser, n domeniul asamblrii,
uilor i ferestrelor caroseriei. Prin aceasta se majoreaz rezistena mecanic i se
diminueaz greutatea structurii. Deoarece muli constructori de automobile utilizeaz
sudura cu laser la caroserii, trebuie analizate cerinele ce se impun unei instalaii laser.
Instalaia de sudur cu laser se compune din:
laser cu periferice;
sistem de conducere a fasciculului;
sisteme de ntindere i fixare a tablelor i elementelor suplimentare.
Laserii utilizai pentru sudarea caroseriilor sunt cu CO
2
. Ei au puterea de 2500 - 6000 W
(tabelul 4.3.).
Tabelul 4.3. Caracteristicile laserilor utilizai la sudarea caroseriilor autoturismelor
Divergena fasciculului < 1.5 mrad
Stabilitatea fasciculului 2% peste 24 ore
Reglaj Continuu, analog vitezei
Disponibilitate 95%
140
Perifericele laserului constau din radiator, rezervor de gaz i sisteme de control.
Tendina este aceea de cretere a puterii laserilor la 10 kW - 14 kW. Prin aceasta se
nregistreaz o majorare a vitezei de sudare.
Conducerea fasciculului laser de la surs la locul de prelucrare se realizeaz cu o
oglind plan, rcit cu ap. Ca elemente de focalizare se folosesc oglinzi parabolice cu
distana focal de 150 - 300 mm.
Pentru crearea micrii relative dintre fascicul i pies exist 3 variante cinematice:
optica staionar, cnd piesa este condus de un mecanism cu micare;
piesa este staionar, iar fasciculul se mic;
piesa i fasciculul se deplaseaz reciproc.
n vederea realizrii sudurii, micarea capului are 5 grade de libertate. Capul de sudare
este fixat pe un portal. Portalul ofer un domeniu larg de lucru ntr-un spaiu restrns.
Masele n micare sunt mici i constante. Flexibilitatea privind fluxul de materiale i
piese de fixare este mare. Portalele sunt capabile de a realiza o dirijare precis a
fasciculului, la viteze mari de sudur, cum se solicit n cazul laserului. Experiena
acumulat n domeniul sudurii a artat c prin introducerea roboilor, n industria de
automobile, nu se pot face concesii n domeniul exactitii dimensionale,
reproductibilitii formelor i parametrilor regimului de lucru.
Elementul hotrtor al calitii custurii este determinat de meninerea exact i
constant a focarului pe suprafaa de lucru a conturului bidimensional. Acesta este
asigurat prin parametrii fasciculului laser i tehnica de elasticitate.
Parametrii eseniali pentru aprecierea mbinrilor cu laseri sunt:
mrimea focalizrii;
abaterile dimensionale ale tablelor;
calitatea ntinderii tablelor.
141
Mrimea focalizrii corespunde cu adncimea de ptrundere, fapt ce se interpreteaz
prin aceea c intensitatea fasciculului laser (10
6
N/cm
2
) dup focalizare, este constant.
La o distan focal de 200 mm, lungimea focal utilizat este funcie de calitatea
laserului (cca. 0,5 - 1 mm). Deoarece pentru sudarea cu fascicul laser, n condiiile
produciei de serie, nu exist un sesizor de distan, fasciculul laser trebuie dirijat, prin
sistemul de micare, ntr-un domeniu de 0,2 mm. n acelai timp, trebuie ca tablele ce
vor fi sudate s fie poziionate exact, ca distan i nlime prin tehnica de elasticitate.
Experienele acumulate n producia de serie, arat c distana dintre capetele tablelor,
ce urmeaz a fi sudate, trebuie s fie mai mic de 0,1 mm, pentru a se putea obine
custuri satisfctoare din punct de vedere calitativ.
Pentru a ndeplini aceste cerine MBB a dezvoltat la proiectul BMW un mecanism, care
ntinde, cu un sistem hidraulic, tabla. Segmentele ntinse sunt asamblate ntr-o ordine
bine stabilit, coordonat de SPS. Fasciculul laser este condus pe conturul mbinrii de o
main MBB.
Pornind de la cerina de reducere a cheltuielilor pentru echipamentul de ntindere i
tehnicile de automatizare, Volvo Car Corporation Goteborg a dezvoltat o nou tehnic
de ntindere i sudare cu laser a caroseriilor. Noul concept const dintr-o main, care
este capabil s preia tensiunile mecanice de ntindere fr a fi afectate precizia i
viteza de sudare.
Pentru sudarea capotei a fost dezvoltat un cap de sudur special, care d posibilitatea
de a varia tensiunea programat i de a compensa toleranele piesei. 0 ax telescopic,
paralel cu axa Z a mainii, a fost introdus n acest scop. Dotarea cu compensatori de
greutate i cu un cilindru pneumatic asigur reglarea fin a presiunii de lucru. Controlul
conducerii tangeniale, a rolei de presare, n zona de sudare, precum i al poziionrii
precise a focosului capului de sudare, este asigurat de o main cu 6 axe.
Liniile automate de sudura cu laser au n componen urmtoarele echipamente:
Surs laser - Rofin Sinar RS 6000 RF;
Main portabil - MBB multi AS 5OOO cu mecanism de ntindere cu role;
Tehnica de avans - Linii cu role cu Skit;
142
Poziie senzorial Receptor, sistem de msur;
Comanda mainii - Siemens RCM 3 S;
Comanda automat - Satt Con 25 PC conducere;
Sistemul de dirijare a capului de sudur;
Sistemul pentru dirijarea capului de sudur de tip SEAMPILOT folosete o raz laser
pentru evaluarea optic tridimensional a rostului de mbinare a tablelor.
Datele de msur sunt luate din poziia capului de sudur.
De regul, pentru aceast evaluare se folosete un laser cu heliu - neon, cu o lungime
de und de 633 A, care nu interfereaz cu undele luminoase emise de arcul electric, n
cazul sudurii MIG/MAG.
Distanele dintre senzor i pies se apreciaz prin refracia difuz a razei laser pe pies.
Raza reflectat cade pe un detector (CCD - Kamera), care calculeaz nlimea, Figura
4-31.
Figura 4-31 Principiul msurrii triangulare; 1 laser; 2 raz laser; 3 domeniu de msurare a
adncimii; 4 CCD camera - detectorul undei reflectate; 5 lentil obiectiv; 6 ax de pendulare
Raza laser penduleaz de 5-10 ori/secund pe lungimea liniei de scanare. Prin captarea
razei mobile de senzorul CCD, care st fix, se realizeaz o imagine bidimensional a
143
custurii, Figura 4-32. Camera i pistolul se mic de-a lungul rostului. n timpul
deplasrii se calculeaz:
distana senzorului de custur;
profilul custurii;
limea mbinrii;
seciunea custurii.
Senzorul transmite, n timpul procesului, corecturile de micare semnalate i datele la
robot. Originea coordonatelor msurate se situeaz n interiorul camerei. Transmiterea
datelor este realizat prin intermediul unei interfee seriale RS 232 n protocolul
DUST/FAST.
Figura 4-32 Diagrama modului de lucru al senzorului; 1 motor; 2 senzor de unghi; 3 oglind
refletoare; 4 domeniu de scanare; 5 piesa; 6 oglind; 7 obiectiv; 8 CCD camera; 9 lentil de
focalizare; 10 laser.
Robotul preia cu acestea modificrile de traiectorie i optimizrile procesului de sudur
i astfel corecteaz continuu, n timp real, procesul de sudur i modul n care este
condus pistolul.
Cu ajutorul datelor oferite de senzor se calculeaz, pe lng durata de realizare a
custurii, profilul acesteia i momentele de nceput i sfrit ale mbinrii. Sistemul de
senzori conine, pentru fiecare form de custur, meniuri-program, n care se afl
criteriile speciale de utilizare a informaiilor rezultate n urma scanrii. Aceste meniuri
144
mai conin date referitoare la mrimea rostului, toleranele maxime, distana dintre
arztor i senzor, etc.
Meniurile sunt elaborate pentru: mbinrile n I, custura n V, custura n HV, custura
sub form de lalea, custura de bordur, custura de canelur, custura superioar,
custura de col.
4.5 Asamblarea cu mbinare prin ntreptrundere
mbinrile prin ntreptrundere se mpart n procedee cu unelte cu pregtire prin tiere
parial local, care lucreaz n una sau mai multe trepte i n procedeu cu unelte cu
matri, care se poate deschide i nchide, fr pregtire prin tiere parial local,
Figura 4-33.
Figura 4-33 Tipuri de mbinri prin ntreptrundere
Cu pregtire prin
tiere parial
Fr pregtire
prin tiere parial
mbinri prin
ntreptrundere
145
4.5.1 mbinri prin ntreptrunderea cu pregtire prin tiere parial local
Prin aceste mbinri se realizeaz, n urma unui proces combinat de tiere cu forfecare,
mbinarea i presarea la rece, o legtur, care nu se poate demonta.
Domeniul mbinrii este delimitat de ntreptrunderea i tierea n material. Materialul,
care este mpins din planul tablei n afar, este astfel presat nct prin lire se
realizeaz o legtur cvasiform.
n mbinarea prin ntreptrundere cu pregtire prin tiere parial forma geometric a
elementelor mbinrii se oprete la dreptunghiuri. Mai trebuie luat n calcul faptul c
eforturile transmisibile, la elementele de mbinare de form dreptunghiular, sunt
diferite n cele dou direcii din plan.
4.5.2 mbinri prin ntreptrundere fr pregtire prin tiere parial
La aceste mbinri, elementul de mbinare este realizat ca la mbinrile precedente, ntr-
un proces de lucru nentrerupt. Diferena dintre cele dou tipuri de mbinri este dat
de forma geometric a poansonului i matriei.
Figura 4-34 Fazele caracteristice ale procesului TOX
146
Elementele de mbinare, care sunt realizate la aceast variant, sunt rotunde i pot
transmite eforturile de strngere n toate direciile. Din motive de geometrie, ele au
sigurana la rotire proporional cu fora de strngere atins.
mbinrile prin ntreptrundere fr pregtire prin tiere parial se mpart n procese cu
matri nchis i deschis.
Principiul de mbinare cu matria nchis este o combinaie a tragerii n adncime cu
presarea n timpul curgerii materialului. Normele nu prevd pentru acest proces un gen
proxim propriu i este denumit, din acest motiv, mbinarea "TOX".
n prezent se folosesc numai elemente rotunde de mbinare prin ntreptrundere, fr
pregtire prin tiere parial, dup principiul TOX. mbinarea TOX se realizeaz n 5 faze
caracteristice, Figura 4-34.
Criteriul de calitate
Ca i criteriu de verificare i calitate, se adopt, la mbinarea TOX, grosimea rezidual
total a podelei, denumit i msura X. Grosimea rezidual total a podelei este suma
prii superioare a tablei tampilate (t
xs
) i a prii matriate a tablei (t
xm
), Figura 4-35 i
Figura 4-36. Grosimea rezidual total a podelei, diametrul deformrii i adncimea
canalului circular al matriei trebuie astfel acordate nct materialul s umple volumul
aprut ntre poanson i gravura matriei.
Figura 4-35 Mrimile sculelor de lucru
147
0
1
2
3
4
0,5 0,75 1 1,25 1,5 1,75 2 2,25 2,5 2,75
Grosimea tablei [mm]
F
o
r
a
d
e
t
i
e
r
e
l
a
f
o
a
r
f
e
c
[
k
N
]
0
0,5
1
1,5
2
M
s
u
r
a
-
X
[
m
m
]
Fora de tiere la foarfec
Fora de apsare
Msura
Figura 4-36 Fora de tiere la foarfec, fora de apsare i msura X n funcie de grosimea tablei
Prin acordarea nitului semicircular i a matriei cu materialul de mbinat (aliajul i
grosimea tablei) se nregistreaz o micorare a fazei de tiere a nitului semitubular, pe
partea superioar a tablei tampilate, iar suprafaa tablei se nchide cu partea matriat.
Materialul prii matriate a tablei suport astfel o deformare plastic prin nitul
semitubular care se desface. n figurile 4.37 i 4.38 sunt prezentate etapele mbinrii cu
nit semitubular.
Figura 4-37 Schema procesului de nituire prin tanare cu nit semitubular
148
Figura 4-38 Etapele mbinrii la nituirea prin tanare cu nit semitubular
Figura 4-39 Capota portbagajului, balamaua, ntritura ncuietoarei i suportul triunghiului
reflectorizant asamblate cu nituri prin ntreptrundere TOX
Elementele specifice mbinate cu nituri tubulare sunt prezentate n Figura 4-39. Astfel,
capota portbagajului, balamaua, suportul triunghiului reflectorizant i ntritura
ncuietoarei sunt asamblate cu nituri prin ntreptrundere. Nituirea dup principiul TOX
se preteaz la robotizare.
149
4.5.3 Nituirea prin tanare
Spre deosebire de procedeele convenionale de nituire, la nituirea prin tanare, Figura
4-40, nu se mai guresc nainte tablele care trebuie asamblate. Prin eliminarea acestei
operaii se nregistreaz o diminuare a preului de fabricaie i apare posibilitatea ca
procedeul de mbinare s fie automatizat.
Figura 4-40 Prezentarea schematic a procesului de nituire prin tanare cu nit plin
Legturile executate prin nituirea prin tanare realizeaz, la fel ca i cele prin
ntreptrundere, o asamblare care nu se mai poate desface i are aceeai form.
Legturile cu nituri singulare nu se vor modifica pn cnd nu este depit fora de
strngere.
Nituirea prin tanare, depinde de nitul introdus, i se mparte n:
nituire prin tanare cu nit semitubular;
nituire prin tanare cu nit plin.
n prezent se realizeaz, ntr-o mai mare msur, nituirea prin tanare cu nituri
semitubulare.
Nituirea prin tanare, cu nit semitubular, este un procedeu de asamblare continu, ntr-
o singur faz, la care tablele au o accesibilitate din ambele pri la locul mbinrii.
Nitul tanat acioneaz ca o scul, care d forma. Cu ajutorul, unui aa numit cap, el
se apropie de partea de mbinat i se centreaz la matri perpendicular i aliniat.
150
Mutiucul capului nitului se folosete pentru dirijarea lui i preia, n acelai timp, sarcina
unui element de fixare.
Nitul tubular, care este aezat pe suprafaa tablei, intr ca urmare a forei, care
acioneaz asupra lui n material i taie, ntr-un prim pas, partea materialului deformat.
Ptrunderea mai departe a nitului semitubular conduce la mrirea deschiderii sale, ca
urmare, a aciunii unui pinten al matriei, care este conic i se afl n centrul acesteia.
4.6 Tehnologii de asamblare cu adezivi sintetici
4.6.1 Adezivi sintetici
Adezivii sintetici sunt substane de natur organic sau anorganic, care pot lega
corpurile solide prin fenomenul de adeziune, fr a schimba structura materialelor
mbinate.
Ca adezivi sunt considerate cleiurile, dispersiile adezive, chiturile adezive, adezivii de
topire i rinile adezive anaerobe.
Adeziunea este rezultanta forelor de atracie intermolecular, care se manifest la
nivelul suprafeelor de contact ale diferitelor substane solide sau lichide. Totalitatea
forelor, care se manifest ntre moleculele constituente ale aceleai substane, se
numesc fore coezive. Ele determin fenomenul de coeziune. Rezistena mecanic a
mbinrii lipite este determinat de suma forelor de adeziune i coeziune.
Adezivii sintetici asigur realizarea unor mbinri cu etaneitate i rezisten mecanic
ridicate, folosind n acelai scop tehnici simple. n componena adezivilor intr
polimerul, solventul sau amestecul de solveni, materiale de umplutur, ntritori,
acceleratori, ageni reticulari, stabilizatori i plastifiani.
Adezivii folosii la lipirea materialelor plastice sunt prezentai n tabelul 4.4.
151
Tabelul 4.4. Lipirea materialelor plastice de aceeai natur
Adezivul
Materialul de lipit
Polimerul de baz
Solventul i ali
componeni
Modul de lucru
1 2 2 4
PVC clorurat
Copolimer clorur de
vinil acetat de vinil
Dicloretan, cloruri de
metilen, aceton sau
amestecul acestora
Esteri poliacrilici i
metacrilici
Acetat de etil,
aceton, toluen,
clorur de metilen
Asperizarea
suprafeelor de lipit,
pensulare adeziv i
presare 15 s la 298 K
PVC dur
PVC plastifiat
35 % plastifiant
Cauciucuri
poliuretanice
Aceton, acetat de
etil, cu adaos de
toluen i izocianai
Asperizarea
suprafeelor de lipit,
pensulare sau
pulverizare i presare
PVC plastifiat
Plastifiant > 35%
Polimetacrilat cu
masa molecular
mare + rin
epoxidic fluid
Acetat de butil
Poliacrilai
Acetat de etil
aceton
Asperizarea suprafeei
Polimetacrilai
Clorur de metilen,
acetat de etil
Cauciuc butadien
acrilonitrilic
Toluen, nitroderivai
Pensulare adeziv
Policloropren
Acetat de etil, clorur
de metilen
Clorur de polivinil
Clorcauciuc Ciclohexadon
Presare
Rini epoxidice
Hidrocarburi
aromatice,
tetraclorur de carbon
Poliuretani
Aceton, acetat de
etil
Cauciucuri sintetice
Hidrocarburi clorurate
i aromatice
Florur de polivinil
Poliacrilai
Acetat de etil,
tetraclorur de carbon
Pretratarea suprafeei
cu mijloace mecanice
sau chimice,
pensulare i presare
Polimetacrilat Polimetacrilat
Clorur de metilen,
dicloretanaceton,
cloroform, acetat de
vinil monomer, xilen,
precum i amestecuri
ale acertora
Suprafaa se
gonfleaz cu solventul
respectiv, se aplic
pelicula de adeziv i
se preseaz 15 60
min.
Polistiren
Toluen + 2-3%
dioctilftalat
Monomeri
polimerizabili
Fr solvent
Polistiren
Polimeri cianocrilici
Spume polistirenice Polivinil acetat
Poliacrilai
Dispersii apoase
Polistiren rezistent la
oc
Polistiren + rin
cumaronic
Toluen, benzen
Pulverizare adeziv i
presare
152
Poliamide
Acid formic, fenol sau
rezorcin
Poliamid
Precondensare pe
baz de rini fenol
formaldehidice + 15%
acid paratoluen
sulfonic (ntritor)
Fr solvent
Poliamid folii Poliamid modificat Rezorcin + alcool
Soluia se aplic prin
pensulare. Piesele se
preseaz 30 min.
Rini epoxidice
Asperizarea
suprafeelor cu
corindon de
granulaie 1 mm
Rini epoxidice
poliamide
Depunerea peliculei,
ntrirea la rece sau la
353 K
Poliesteri nesaturai
armai cu fibre de
sticl
Poliesteri nesaturai
Structurabili la rece
Fr solvent
Pretratarea suprafeei
prin descrcri
electrice sau aplicarea
unui strat intermediar
de viniltriclorsilan,
tratarea chimic cu
NaOH la cald, sau prin
imersarea materialului
n soluii pe baz de
sruri de plumb i
staniu sau oxidare cu
acid azotic i sulfuric
concentrat
Rini epoxidice
Rini polistirenice
nesaturate
Fr solvent
Polibutadien cu
izocianai
Policloropren cu
izocianai
Solveni clasici
Pretratarea suprafeei
prin asperizare sau
prin oxidare cu
amestec nitrat,
amestec sulfocromic,
acizi halogenai
Acetat de polivinil sau
poliacrilate
Dispersii apoase
Polietilen
Polibutadien + rini
epoxi
Monomer stiren +
peroxid
Pretratarea cu
solveni: benzen,
toluen, decalin,
dicloretilen
Policloropren
Polipropilen
Cauciuc natural
Solveni clasici
Pretratarea chimic cu
o soluie 60% H
2
SO
4
,
15% H
2
O i 25%
K
2
Cr
2
O
7
la 343 K
Policarbonai 10% Clorur de etilen
Esteri poliacrilici
Policarbonai
Copolimeri ai
acetatului de vinil
Solveni clasici
Soluia se aplic prin
pensulare, piesele se
unesc prin contact
direct
Poliuretani
Solveni pentru
poliuretani Poliuretani
Butadienacrilonitrilic Solveni adecvai
Poliuretani
Solveni pentru
poliuretani
ABS
Soluii de polistiren +
rini
Benzen, toluen
Suprafaa se
asperizeaz sau se
trateaz cu solveni
153
Polimeri ABS Cetone, acetat de etil
Cauciuc +
poliizocianai
Poliacrilai
Solveni clasici
Politetrafloretilen
Rini epoxidice Fr solveni
Pretratarea suprafeei
cu 23 g sodiu metalic
n soluie compus din
128 g naftalin i 0,1
dm
3
tetrahidrofuran;
se pstreaz timp de
2 ore la 298 K, ferit
de aer i umiditate.
Piesele de lipit sunt
introduse n soluie 15
minute dup care se
spal cu aceton i
ap
Rinile adezive anaerobe sunt amestecuri complexe ce conin unul sau mai muli
monomeri acrilici sau metacrilici (dietilenglicol - dimetacrilat, trietilenglicol -
dimetalcrilat, etc), ageni de ngroare (copolimer stirenacrilat de metil, poliacetat de
vinil, polistiren, polimetacrilat de metil, cauciuc clorurat, carbobil, etc), iniiatori
(peroxizi organici, hidroperoxizi, compui organici oxigenai, etc), acceleratori (amine
teriale alifitice, amine aromatice, etc), inhibitori (fenoli substituii, tiazine, etc).
Caracteristicile unor rini adezive anaerobe sunt prezentate n tabelul 4.5.
Tabelul 4.5 Caracteristicile rinilor adezive anaerobe
Adezivul
Caracteristica
Loctite Omnifit Monomet
Rezistena la forfecare [N/mm
2
] 1 40 0,5 30 1 36
Rezistena la compresiune [N/mm
2
] 450 300 350
Elasticitatea [% din alungirea la
rupere]
0,25 2 0,5 3 0,2 7
Modulul de elasticitate [N/mm
2
] 1,4 2800 3 4500 -
Coeficient de dilatare termic [1/K] 8010
-6
210
-6
10010
-6
Duritatea [HB] 9,5 8,2 -
Duritatea Barcol 80 70 75
Adezivii anaerobi desemneaz o familie de rini a cror polimerizare se produce n
absena aerului sub efectul catalitic al metalelor. Datorit capacitii sale de penetraie,
adezivul anaerob ptrunde n toate interstiiile i rugozitile suprafeelor. Polimerizarea
rapid a rinii din care este constituit, rezistena deosebit la aciunea agenilor
corozivi i a solvenilor, la solicitrile mecanice i la variaiile mari de temperatur
(70...420 K), precum i aderarea perfect la suprafeele pieselor din materiale metalice,
ceramice sau plastice sunt caracteristici care recomand acest adeziv pentru fixarea
mecanic. mbinrile trebuie astfel concepute nct s fie solicitate doar la compresiune
154
i forfecare (corpuri cu simetrie de rotaie, filete, buci, roi, arbori, lagre, conducte,
suprafee plane meninute n contact datorit unei fore exterioare).
Pentru asigurarea mpotriva desfacerii diferitelor organe de maini supuse la solicitri de
forfecare i torsiune se pot folosi produsele FIXAMED C-51, R-58 i M-28.
Tabelul 4.6. Caracteristicile adezivilor romneti pentru metale
Tipul adezivului
Caracteristica
M - 28 R - 58
Densitatea 10
3
[kg/m
3
] 1,075 1,120 1,05 0 1,085
Viscozitatea dinamic [kg/ms] 0,784 0,980 0,441 0,539
Timp de nceput de priz [min] 30 45 20 35
Timp de rezisten la manipulri
manuale, la 293 K [min]
45 60 35 - 50
Pe OLC 15 Min. 10,0 Min. 20,0
Pe suprafee zincate
i pasivizate cromic
Min. 7,5 Min. 17,0
Rezistena
mecanic la
forfecare
dup 24 h,
la 293 K
[MPa]
Pe suprafee
cadmiate i
pasivizate cromic
Min. 8,5 Min. 17,0
4.6.2 Tehnologia asamblrii cu rini anaerobe
Procesul tehnologic debuteaz cu pregtirea suprafeelor de asamblat.
Pentru o mai bun aderare mecanic a produsului anaerob pe suprafaa piesei se
creeaz rizuri. Creterea rugozitii suprafeelor de asamblat, pn la o anumit
valoare, determin mrirea rezistenei la forfecare, Figura 4-41. Performanele
superioare se obin pentru rugoziti ale suprafeelor mai mari de 3,2 m i mai mici de
32 m.
Dup prelucrarea mecanic, piesele sunt curate de impuriti i degresate cu
tricloretilen. Cnd suprafeele pieselor sunt protejate (cadmiate, zincate, cromate) sau
acestea sunt confecionate din nemetale, se execut tratarea lor cu soluii activatoare.
Dup evaporarea solventului se aplic adezivul anaerob.
155
Figura 4-41 Variaia rezistenei nominale de forfecare n funcie de rugozitatea suprafeelor mbinate cu
adezivi anaerobi
La mbinrile filetate depunerea adezivului se face numai pe filetul urubului. n cazul
prezoanelor adezivul se depune pe filetul interior, n caz contrar stratul de adeziv este
mpins n afar de aerul care se evacueaz din gaura filetat. Dac mbinrile sunt cu
jocuri mici, adezivul anaerob se depune numai la captul uneia din piese. La mbinrile
cu jocuri mari adezivul se ntinde pe suprafeele ambelor repere.
Cele mai bune mbinri se obin pentru un joc ntre arbore i alezaj de 0,0...0,1 mm,
Figura 4-42.
0
20
40
60
80
100
120
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35
Jocul D - d [mm]
%
d
i
n
r
e
z
i
s
t
e
n
a
n
o
m
i
n
a
l
l
a
f
o
r
f
e
c
a
r
e
Figura 4-42 Variaia rezistenei la forfecare n funcie de mrimea jocului dintre arbore i alezaj
156
Jocurile mici necesit adezivi fluizi, iar cele mari adezivi vscoi. Odat cu creterea
jocului se mrete i timpul de ntrire, Figura 4-43.
0
100
200
300
400
500
600
0 0,02 0,04 0,06 0,08 0,1 0,12
Mrimea jocului [mm]
S
t
a
b
i
l
i
t
a
t
e
a
l
a
p
r
e
s
i
u
n
e
a
m
b
i
n
r
i
i
[
k
P
a
]
Figura 4-43 Variaia stabilitii la presiune a mbinrii n funcie de mrimea jocului dintre piese
Rezistenele optime la asamblarea cu adezivi anaerobi se nregistreaz pentru grosimi
ale stratului mai mici de 0,1 mm.
Dozarea adezivului i aplicarea lui rapid i precis se poate face cu instalaii automate
sau semiautomate. n cazul produciei de serie mic sau de unicate, depunerea se face
manual.
Dup montarea elementelor mbinrii urmeaz ntrirea adezivului. Aceasta se poate
face la temperatura mediului ambiant sau prin nclzire. Deoarece rezistena mbinrii
crete n timp, Figura 4-44, este necesar ca piesele s fie supuse unui cuplu de fore
numai dup ce s-a scurs timpul pn la care se dezvolt rezistena final a mbinrii.
Piesele mbinate cu adezivi anaerobi pot fi demontate prin ruperea stratului de rin.
Dac rezistena mecanic a mbinrii este mare atunci aceasta este nclzit pn la
temperatura de 470 ... 520 K.
157
0
20
40
60
80
100
120
0 6 12 18 24 30 36 42
Timpul de ntrire [h]
%
d
i
n
r
e
z
i
s
t
e
n
a
n
o
m
i
n
a
l
l
a
f
o
r
f
e
c
a
r
e
Figura 4-44 Influena timpului de ntrire asupra rezistenei la forfecare a adezivilor anaerobi
4.6.3 mbinri cu rini adezive anaerobe
Adezivii anaerobi pot fi folosii pentru fixare, blocare i etanare, Figura 4-45.
Figura 4-45 Domenii de utilizare a rinilor anaerobe (de la stnga spre dreapta fixare, asigurare,
etanare)
Rinile anaerobe de fixare se folosesc pentru mbinarea pieselor cilindrice supuse la
sarcini radiale i axiale (buce, lagre, boluri, roi dinate, rotoare, etc).
Rezistena la forfecare depinde de mrimea suprafeei de contact, rugozitatea i natura
materialelor din care sunt confecionate piesele.
158
Cu aceste rini se pot realiza mbinri la care fixarea se poate face prin lipire sau prin
lipire i fretare la cald sau la rece.
n cazul fretrii la rece i lipirii, rina mbuntete de 2...3 ori legtura mecanic. Ea
umple spaiul dintre piesele (0,03 ... 0,05 mm) ce se asambleaz i permite
transmiterea eforturilor. Polimerizarea se produce la temperatura mediului ambiant.
Rinile anaerobe de blocare sunt utilizate pentru asigurarea mbinrilor cu uruburi i
prezoane. mbinrile sunt rezistente la ocuri i vibraii. De aceea, este inutil folosirea
sistemelor mecanice de asigurare. Rinile folosite pentru blocare au n stare lichid un
coeficient de frecare apropiat de cel al lubrifianilor, iar dup polimerizare acesta se
majoreaz mpiedicnd slbirea strngerii. Printr-o uoar nclzire a mbinrii se pot
efectua reglaje. Demontarea se face prin nclzirea zonei de mbinare.
Rinile anaerobe de etanare se folosesc pentru mbinarea tuturor racordurilor filetate
ale conductelor instalaiilor pneumatice i hidraulice. Etanarea cu aceti adezivi asigur
o funcionare perfect pn la presiunea de explozie a conductei. Rinile din aceast
grup suport deformri i dilatri difereniale. Ele se folosesc i la etanarea pompelor
de ap i de benzin, a corpului capacului carburatorului, etc.
4.6.4 Asamblri cu adezivi acrilici, rini epoxidice i elastomeri siliconici
Adezivii acrilici modificai asigur lipirea suprafeelor pieselor nedegresate, care rezist
la temperatura de coacere a vopselelor. Ei sunt utilizai la lipirea plcuelor de
identificare a caroseriilor i blocurilor motoarelor i a elementelor de rigidizare a
capotelor.
Rinile expoxidice ntrite sunt formate dintr-o singur component care polimerizeaz
la aciunea cldurii. Lipirea tablelor galvanizate supuse la ocuri i a chiulaselor
executate din mai multe pri se face cu aceste rini.
Elastomerii siliconici de tip acetic sau oxim sunt materiale de etanare rezistente la
variaii mari de temperatur (170...520 K) i la aciunea lubrifianilor, combustibililor i
materialelor de ntreinere i exploatare.
159
4.6.5 Asamblri cu adezivi universali
Pentru asigurarea etanrii ntre elementele de caroserie se folosesc masticuri (mastic
1502, mastic plastisol 6, mastic 1309, plastisol 4, etc). Ele se aplic sub form de
cordon extrudat, cu diametrul de 3...4 mm, sau se pulverizeaz, n straturi cu grosimea
de 2...4 mm, cu pistoale speciale. Masticurile de etanare se usuc n 15...20 minute la
temperatura de 420...435 K.
Capacele i carterele cutiilor de viteze, cutiilor de distribuie i diferenialelor se
etaneaz cu garnituri celulozice mbibate cu soluii de cauciuc, rini i componeni
volatili (LE 12).
Lipirea elementelor din oel, font sau aluminiu, a celor din cauciuc i mase plastice,
ntre ele sau pe cele metalice, se face cu adezivi pe baz de cianocrilai, tabelul 4.7.
Tabelul 4.7. Caracteristicile adezivilor din familia CIANOFIX
Tipul adezivului
Caracteristica
B1 B3 B10
Densitatea [kg/dm
3
] 1,03 1,10 1,04 1,10 1,06 1,10
Viscozitate [cP] 3,5 30 40 100 120
Timp de priz [s] 3 60 5 65 10 60
Timp de ntrire [h] 24 24 24
Temperatura de nmuiere [K] 410 415 415 420 415 420
Joc maxim ntre piese [mm] 0,03 0,05 0,1
Forfecare 20 30 20 40 25 40
Ol - Ol 10 15 10 15 10 15
Al Al 6,0 7,5 6,0 7,5 6,0 7,5
Cauciuc
oel
1,5 2,5 1,5 2,5 1,5 2,5
Rezistena
mecanic
dup 24 h
[MPa]
Traciune
Cauciuc
-
cauciuc
1,0 2,0 1,0 2,0 1,0 2,0
Pentru lipirea materialelor textile, sau a celor din cauciuc pe suporii metalici se folosesc
soluii de prenadez (300, 463, 1054, .a.).
160
161
5 TEHNOLOGII MODERNE DE FABRICARE A CABINELOR I
CAROSERIILOR
5.1 Particulariti ale asamblrii caroseriilor
Productorii de automobile consider n prezent c este necesar s se conteze mai puin
pe echipamentul specializat de asamblare a caroseriilor i mai mult pe o automatizare
flexibil integrat n sistemul general CAD CAM - CAO.
ncepnd cu anul 1969 au fost folosii pe liniile de montaj primii roboi industriali (RI)
pentru sudarea i vopsirea caroseriilor de automobile.
Figura 5-1 Robot industrial
Cauzele extinderii rapide a SFF (Sisteme Flexibile de Fabricaie) i la asamblarea
caroseriilor prin sudare i lipire, sunt cele generale legate de ocurile exogene suferite
162
de industria mondial de automobile n ultimul deceniu (creterea preului
combustibililor, materialelor metalice i a celor sintetice, scderea cererii i pierderea
unor piee datorit concurenei internaionale acute) i de necesitatea: reducerii
costurilor de fabricaie i majorrii productivitii n raport cu concurena internaional;
asigurarea integrrii rapide i economice a schimbrilor de tehnologii, metode i
procedee, n condiiile unei diversiti largi de modele de caroserii i automobile cerute
de beneficiari; meninerea stabilitii produselor i sistemelor tehnologice utilizate n
producia de automobile.
Prima linie robotizat de asamblare a caroseriilor de automobile a fost implementat de
firma Chevrolet n anul 1969 pentru modelul Vega.
Remodelarea structurii seriilor parametrice de automobile, impus de impactul
automatizrii flexibile, cu ajutorul RI are urmtoarele caracteristici:
rennoirea continu a automobilelor se realizeaz treptat prin nlocuirea cu modele
noi a unora din componentele seriilor parametrice constructive;
diversificarea seriilor parametrice de produse (automobile) prin completarea
opional a unor subansambluri;
simplificarea structurii constructiv - tehnologice a automobilelor i raionalizarea
elementelor componente ale acestora i, deci, i a caroseriilor pentru asigurarea
interschimbabilitii totale sau pariale;
adaptarea ct mai deplin la cerinele pieei (apariia "mainii de ora" sau a celei
universale "world car"), care s asigure, cu modificri minimale, o varietate
deosebit.
5.2 Componentele roboilor industriali
Elementele motoare adiacente cuplelor conductoare trebuie s ndeplineasc unele
condiii, care sunt uneori dificil de combinat cu caracteristicile dinamice ale robotului.
Aceste condiii se refer la inerie i greutate redus, la rata ridicat a variaiei
acceleraiei, la capacitatea de preluare pe un timp redus a suprasarcinilor, la o rezoluie
ridicat i la o mare posibilitate de reglare att a poziiilor, ct i a vitezelor.
163
La roboii industriali din ultima generaie se folosesc n mod curent acionrile electrice,
hidraulice i pneumatice. Sunt utilizate, n special, motoarele de curent continuu cu
rotor de tip disc i cele cu rotor bobinat n form de cuc de veveri. Mai recent,
tendina este de a se folosi motoare fr perii, motoare alimentate n curent continuu
cu nfurri din lantanide (pmnturi rare) i motoare asincrone. Aceste motoare nu
necesit o ntreinere complicat i au cel mai mare raport putere/greutate. Instalaia
electronic de alimentare a acestor motoare este mod normal compensat pentru
obinerea unor avantaje specifice. Motoarele electrice sunt folosite n combinaie cu
reductoare cu roi dinate puternic demultiplicatoare, cum ar fi reductoare armonice,
mecanisme melc-roat melcat sau reductoare planetare. Acionrile directe, fr
reductoare, se folosesc numai n cteva aplicaii particulare. Acionrile cu cilindri
hidraulici dezvolt fore motoare foarte mari, avnd o greutate relativ redus i o mare
fiabilitate. Din aceast cauz, aceste acionri sunt recomandate pentru o mare
varietate de sisteme mecanice. Acionrile cu cilindri pneumatici se folosesc atunci cnd
sunt necesare viteze mari de deplasare ntre elementele adiacente cuplei active, dar,
datorit compresibilitii aerului, nu se pot obine precizii ridicate ale deplasrilor.
Aceste acionri sunt folosite n special la sistemele de alimentare i la cele de
ncrcare, cu opriri reglabile.
Senzorii (traductoarele) interiori ai roboilor furnizeaz informaii cu privire la poziiile
relative ale elementelor adiacente cuplelor i n ceea ce privete vitezele lor relative.
Prin controlerul robotului se realizeaz conexiunea invers i se calculeaz diferenele
dintre poziiile reale i cele programate. Se obine astfel transformarea informaiilor
furnizate de sistemul de comand al robotului n mrimi variabile de comand adecvate
i se efectueaz coreciile.
Senzorii roboilor pot fi clasificai n dou categorii, i anume: senzori care msoar
deplasri liniare i senzori pentru msurarea deplasrilor unghiulare. n funcie de tipul
datelor furnizate, traductoarele pot fi digitale sau analogice, iar n funcie de modul de
realizare a msurtorilor, traductoarele pot fi incrementale sau absolute. Traductoarele
de poziie cu selsin i nregistrrile digitale sunt cele mai des folosite n aplicaiile
practice ale roboilor industriali. Traductoarele de poziie cu selsin sunt sisteme de
msurare care funcioneaz pe principiul induciei. Aceste traductoare msoar
deplasrile unghiulare i le transmit unor sisteme de prelucrare a datelor. Traductoarele
164
cu selsin pot fi folosite i ca senzori pentru msurarea deplasrilor liniare. Avantajele
traductoarelor de acest tip sunt: construcie compact, rezoluie nalt i fiabilitate
ridicat. Traductoarele de poziie digitale nregistreaz valorile msurate ca un numr
ntreg de incremeni ai mrimilor unghiulare sau al deplasrilor liniare. Este necesar s
se fac o distincie ntre sistemul de msur incremental (relativ) i cel codificat
(absolut), n funcie de modul n care sunt obinute rezultatele. Cumularea erorilor de
msurare i pierderea punctului de referin (de zero) n cazul ntreruperii sursei de
alimentare cu energie electric sunt principalele dezavantaje ale sistemelor de msurare
incrementale.
5.2.1 Caracteristici, precizia roboilor industriali
Caracteristicile specifice ale roboilor, privind proiectarea i programarea micrilor, cer
s fie definite aceste caracteristici i procesele asociate cu destinaiile lor i s fie
estimate modificrile posibile, cum este, de exemplu, rezultatul uzurii.
Caracteristicile i destinaiile respective ale proceselor specifice pentru roboi industriali
sunt: spaiul de lucru, sarcina util, viteza, acceleraia, timpul de deplasare,
repetabilitatea, reproductivitatea, precizia de conturare, precizia programrii.
Standardul DP 9283, elaborat de ISO, precizeaz tendinele dezvoltrilor ulterioare ale
roboilor industriali. O cretere a gradului de precizie a robotului, care este n mod
curent de zece ori mai mic dect a mainii-unealt pe care o deservete, va avea ca
efect o deschidere pentru numeroase noi aplicaii n sectoarele cu potenial considerabil
pentru dezvoltare ulterioar, cum este, de exemplu, montarea automat.
Orice cretere a gradului de precizie, prin modificarea componentelor structurii
mecanice a robotului, conduce la o cretere considerabil a costurilor. Eforturile fcute
n ultimii civa ani spre creterea gradului de precizie a componentelor urmresc att
identificarea erorilor sistematice, ct i luarea n considerare a acestora n modele
matematice i fizice pe care comanda este bazat, ca i n procesele compensatoare.
165
5.2.2 Sistemele de comand ale roboilor industriali.
Activitatea sistemului de comand al unui robot industrial const n coordonarea uneia
sau a mai multor micri, n conformitate cu programul cerut de procesul tehnic.
Secvenele manipulrilor i aciunilor sunt specificate n programul care este executat
de controler. Se realizeaz o prelucrare a datelor provenite de la senzori i, ca urmare,
ntr-o poziie dat, se adapteaz ntr-o anumit msur procesul predefinit, micrile i
aciunile de modificare sau condiiile la limit, sau alte necunoscute. n plus, sistemul de
comand al unui robot industrial satisface cerinele specifice cu privire la modul de
operare, folosindu-se operarea i programarea, ca i funciile de urmrire i de
siguran. Sistemele de comand ale roboilor industriali au n prezent n compunere
microcalculatoare cu o mare capacitate, folosind uneori tehnologia multiprocesoarelor.
Interfaa cu sistemul de comunicaii cu fabricaia, de exemplu protocolul de
automatizare a fabricaiei (P.A.F.), este disponibil pentru conectare cu sistemul de
comand primar i cu cel de programare. Multe legturi sunt stabilite folosindu-se
magistralele seriale de transmitere a datelor, de exemplu magistrala exterioar i
magistrala interioar. n acelai mod se realizeaz legturile cu procesele periferice, de
exemplu la comanda sudrii i n sisteme de transport. De asemenea, este asigurat un
mijloc de analiz cu senzori externi.
Transferul datelor este realizat prin module de comunicaie sau prin alte sisteme de
comand (controlerul robotului industrial, calculatorul cu memorie, calculatorul primar).
n particular, este realizat n acest mod ncrcarea programelor n memoria
controlerului robotului, transferul datelor de stare i comunicarea cu alte sisteme de
comand. Un protocol de comunicare comun a fost introdus prin ISO 9506, cunoscut
sub denumirea de descriere a informailor de la procesul de fabricaie (D.M.F.) pentru
diferite clase de echipamente.
Comanda instruciunilor. Programul de lucru al unui robot industrial cuprinde
comenzile micrilor, comenzile efectorului, comenzile senzorilor, comenzile de control
al secvenelor i comenzile tehnologice. Executarea programului de lucru este
organizat n secvene de comand, ntr-un mod identic cu cele ale aa numitului
procesor - interpretor. Aceasta nseamn, un program care citete instruciunile
programului de lucru sau un cod relevant, sau care decodific instruciunile generate de
166
un compilator i asigur accesarea i coordonarea execuiei. Funcia de control a
micrii const n generarea variabilelor de legtur importante pentru
servomecanismele care acioneaz sistemele de manipulare implicate n micare, adic
roboii, masa rotativ, elementele cinematice i alte axe auxiliare, folosindu-se
secvenele de micare prevzute n programul de folosire i n datele utilizatorului.
Comanda punct cu punct (P.C.P.) permite s fie parcurs i acionat o secven de
puncte discrete n spaiul tridimensional. ntre aceste puncte din spaiu, traiectoria
micrii unui punct al end effector - ului nu este specificat n mod explicit. Aceasta
permite s fie realizat cel mai eficient mod de comand n timp a caracteristicilor
micrii. Metoda este folosit pentru lucrri la care nu este important precizia cu care
este parcurs traiectoria, de exemplu pentru activiti de manipulare a unor piese i de
sudare prin puncte.
Comanda continu a traiectoriei (C.C.T.) ofer posibilitatea parcurgerii cu exactitate a
unei curbe definit matematic n domeniul de funcionare. Calculatorul cu care se
realizeaz comanda continu a traiectoriei (interpolare) determin impunerea unui
numr de valori intermediare pe curba spaial dat, programnd deplasarea ntre
aceste puncte dup o funcie de interpolare dat (de exemplu, o linie dreapt, un cerc
sau un polinom de grad mai mare). De asemenea, se programeaz viteza de deplasare
i raportarea ei la servomecanisme cu un raport dat. Comanda continu a traiectoriei
este utilizat, de exemplu, la roboii folosii pentru sudur continu, sau pentru
debavurare.
Servomecanismele au rolul de acionare a axelor motoare ale robotului, n conformitate
cu valorile prescrise ale poziiilor curente. Poziiile axelor corespunztoare punctelor
intermediare sunt recalculate cu o discretizare a timpului foarte mic, pentru mrirea
preciziei de interpolare. Valorile unghiurilor de rotaie ale axelor sunt traduse n
mrimile curenilor de alimentare ai motoarelor, mrimile tensiunilor de alimentare sau
ale incremenilor, sau n puterile motoarelor de acionare. Modificarea poziiilor axelor
este calculat i supravegheat folosindu-se legtura de reacie invers (feed - back)
dintre poziia punctului pe traiectorie i unghiurile de rotaie ale axelor motoare.
Prelucrarea informaiilor furnizate de senzori implic recepionarea semnalelor i datelor
de la senzorii interiori (sistemele de urmrire a traiectoriei i unghiurilor, semnalele
167
furnizate de senzorii de for sau de moment) i de la cei exteriori (senzori de
proximitate, sisteme de recunoatere a formelor). Aceste date sunt solicitate i
procesate pe diferite nivele ale sistemelor de comand ale robotului, adic comanda
secvenelor, comanda micrilor i comanda poziiilor axelor. Cei mai mici timpi de
rspuns la semnalele externe pot fi realizai acolo unde datele importante furnizate de
senzori sunt raportate la nivelul de comand a axelor motoare (de exemplu, analiza
semnalelor de la senzorii de for sau de moment, supravegherea coliziunilor).
5.2.3 Programarea roboilor industriali
Procedurile de programare sunt proceduri de planificare pentru generarea programelor
de utilizare. Un program de utilizare reprezint o succesiune de comenzi care au ca
scop executarea unei anumite sarcini de fabricaie. Procedurile de programare permit
programelor s fie dezvoltate i conin n acest scop programe de ajutor. Procedurile de
programare pot fi mprite n trei categorii, i anume:
proceduri de programare direct (sistemul on line);
proceduri de programare indirect (sistemul off line);
proceduri hibride.
Proceduri de programare direct. Acestea sunt caracterizate prin faptul c folosesc
sistemul robot pentru a realiza generarea programului. Consecina este c sistemul de
fabricaie nu este utilizabil pentru a produce n timpul programrii sau testrii, rezultnd
un timp neocupat foarte mare pe durata instalrii. Integrarea operaional a sistemului
de baze de date este posibil numai pe un domeniu limitat. Calitatea programului
depinde ntr-o mare msur de experiena programatorului.
Procedurile cunoscute sub numele de playback, teach - in i procese care folosesc
senzori, sunt categorii adiionale de programe.
n sistemul playback, programarea unei secvene operaionale este realizat prin
ghidarea manual a unui punct al end effector - ului robotului de-a lungul curbei
spaiale impuse. Actualizarea poziiilor la o scar definit a timpului sau a spaului este
realizat de ctre program.
168
Parametrii poziionali (poziiile axelor), la un moment dat sau la o scara definit a
timpului, sunt fumizai astfel de ctre programul utilizatorului.
O tehnic special i foarte simpl de realizare a unui program de micare a braelor
roboilor, i care este foarte asemntoare cu metodele de munc uman sub aspect
dinamic, poate fi folosit la programarea micrilor. O aplicaie tipic a acestui procedeu
este acela de programare a roboilor industriali de vopsire prin pulverizare.
n programarea prin nvare (teach - in), datele micrii sunt generate prin deplasarea
end effector - ului de ctre un operator uman, urmrind o serie de puncte impuse.
Coordonatele spaiale ale acestor puncte sunt nregistrate prin activarea unei chei de
programare. Alte comenzi de micare pot s fie, de asemenea, introduse de la
tastatur, cum sunt cele care se refer la mrimile vitezelor i ale acceleraiilor, sau la
tipul comenzii (punct cu punct sau continuu).
Programarea cu ajutorul senzorilor, care acum au devenit foarte uzuali, poate s fie
clasificat, n funcie de tipul senzorilor utilizai, n dou categorii: senzori cu reglare
automat i senzori cu reglare manual. Primul tip folosete pentru aproximarea datelor
micrii (cum sunt pornirea i punctele int), iar piesa de lucru este explorat automat
de ctre robot folosind senzorii. n cel de al doilea sistem, un punct al robotului este
ghidat n spaiu de-a lungul unei curbe de ctre operator, folosind senzorii sau creionul
optic.
n contrast cu programarea n sistem play - back, robotul are n acest caz un rol pasiv,
deoarece semnalele date de senzori sunt nregistrate direct n sistemul de comand al
robotului prin circuitele de comand. Astfel este iniiat secvena activ a activitii de
comand. n programarea cu ajutorul senzorilor, sau prin ghidarea manual, traiectoria
parcurs este n mod automat nregistrat n memorie. Aceasta apare prin
programarea punctelor de interpolare a traiectoriei n concordan cu criteriul stabilit,
cum este gradul de precizie impus.
Proceduri de programare indirect. Acestea sunt caracterizate prin faptul c generarea
programului este realizat separat de robot, pe un sistem de calcul independent. Este
necesar un model computerizat al sistemului robotului i al spaiului nconjurtor.
Realizarea programului utilizator i testarea lui sunt realizate n cadrul unor operaii
preliminare, care devin deci pri componente ale procesului de planificare a produciei.
169
Prin integrarea sistemului de date operaionale cu ajutorul unui calculator, se asigur
suportul pentru program. Exist o distincie ntre procesele textuale, folosite la scrierea
programelor pentru mainile CNC i cele care folosesc proiectarea asistat de calculator
CAD. Procedurile de programare CAD realizeaz modelele geometrice ale
componentelor implicate n procesul de producie.
Programarea hibrid reprezint o combinaie a procedurilor de programare direct i
indirect.
5.3 Studiul i sinteza SFF destinate automatizrii asamblrii caroseriilor auto
Fazele principale de studiu pentru sinteza SFF (sisteme flexibile de fabricaie) i a liniilor
tehnologice aferente sunt: studiul pieselor de asamblat; studiul geometriei asamblrii;
studiul punctelor l cordoanelor de sudur; determinarea ritmului liniei tehnologice
principale; studiul de flexibilitate; alegerea RI (roboi industriali) pe baza unui sistem de
criterii; studiul condiiilor generale de mediu; definirea liniei flexibile automatizate de
asamblare.
a) Studiul formei constructive i complexitii pieselor i subansamblurilor
Piesele i reperele caroseriilor i cabinelor auto se grupeaz, din punctul de vedere al
legturilor dimensionale i de poziie reciproc, n:
piese din grupa A, fr legturi constituite, ce urmeaz a fi asamblate (piese
principale), pe care urmeaz s se sudeze ntrituri de dimensiuni mici sau care
urmeaz s se asambleze n subansamble);
piese complexe sau subansamble din grupa B (piese i subansamble obinute prin
presare la rece, prin agrafare sau prin sudare n instalaii exterioare liniei flexibile).
b) Studiul geometriei de asamblare
Se stabilesc, n aceast etap, referinele pieselor i subansamblurilor caroseriei.
Considernd sistemul triortogonal OXYZ se definesc, ca referine, acele zone importante
ale pieselor i subansamblurilor, care servesc pentru controlul cu abloane, machete
sau pe standul tridimensional "SCHIESS", a geometriei reale a caroseriei, asamblat
170
prin sudare, n comparaie cu geometria stabilit de proiectant. Se definesc dou feluri
de referine:
Principale, care se fixeaz nc din faza de ambutisare i se pstreaz pe tot
traseul tehnologic de realizare a produsului;
Secundare, care se utilizeaz numai pentru constituirea ansamblului caroseriei.
Referinele vor fi controlate cu dispozitive speciale de control, att n fazele de presare
la rece a pieselor, ct i la fabricarea i ntreinerea matrielor de ambutisare sau
tanare, pentru toate fazele tehnologice.
c) Analiza structural a punctelor i coordonatelor de sudur
Proiectantul, constructor al caroseriei stabilete numrul punctelor i cordoanelor de
sudur, poziia i calitatea acestora.
Punctele de sudur pentru rezisten se mpart n dou clase: clasa I de securitate;
clasa a II a alte puncte de sudur.
n aceast etap de studiu se face gruparea punctelor i cordoanelor de sudur (PS i
CS) pe tipuri de metode i procedee (SR - sudare prin rezisten; MIG - metal inert gaz,
MAG - metal activ gaz; BR - brazare sau lipire tare, .a.) i pe utilaje i scule de sudare
sau brazare. Se vor parcurge urmtoarele etape pentru conturarea structurii liniei
automate de asamblare:
1. Precizarea punctelor de sudur prin rezisten i a celor care asigur geometria
ansamblului n posturile de conformare, i stabilirea posibilitii realizrii acestora prin
accesul cletelui (capul de sudare) robotului;
2. Stabilirea traseului tehnologic (succesiunii operaiilor) de asamblare i confirmarea
posibilitilor de sudare automat pe fiecare faz i operaie de asamblare, n condiii
reale de accesibilitate la structura de asamblare cu grade de complexitate n continu
evoluie;
3. Inventarierea utilajelor i instalaiilor de sudare disponibile, repartizarea lor pe puncte
i cordoane de sudur, grupate anterior i calculul preliminar al timpilor de baz i
auxiliari, pe grupe de puncte n funcie de poziia acestora n caroseria de asamblat.
171
4. Alegerea tipodimensiunilor i configuraiilor adecvate de cleti (capete de sudare) i
stabilirea numrului minim de scule de sudare pentru grupe de puncte sau cordoane de
sudur.
n cazul n care se identific configuraiile geometrice inaccesibile sau dac PS (CS) sunt
nerealizabile prin procedeele indicate de proiectantul constructor, se va stabili, dac
punctele sau cordoanele de sudur n discuie se vor realiza pe linii secundare cu
deservire manual a staiilor (posturilor) de lucru, sau n afara liniei principale
automatizate (robotizate).
d) Calculul ritmului i al productivitii liniei tehnologice
Ritmul i productivitate liniei tehnologice exprimate cu relaiile:
R = 60 Fr / Npc [min/caroserie]; (5. 1)
Q = l / R [caroserii/min,or]; (5. 2)
reprezint valorile medii calculate n funcie de programul anual de producie - Npc
[caroserii/an] i de fondul real de timp Fr [ore/an]. Structura liniei tehnologice
automatizate (robotizate) i arhitectura general a SFF a caroseriei vor fi influenate
direct de R i Q .
n aceast etap de studiu se determin:
1. Indicele de utilizare a liniei de asamblare a caroseriei funcie de modul de nlnuire a
staiilor, de fiabilitatea echipamentelor i de existena stocurilor tampon intermediare;
2. Durata ciclului pentru o pies sau un subansamblu (se obine din timpul total de
sudare corectat cu indicele de utilizare); impunnd ca timpii de conformare i de
manipulare s fie minimi i sczndu-i din durata ciclului se obine timpul real disponibil
pentru efectuarea operaiilor propriu-zise de sudare;
3. Determinarea configuraiei preliminare a liniei de asamblare i stabilirea numrului
minim de roboi necesari asamblrii; fiecare robot poate efectua, ntr-un ciclu, un
anumit numr de puncte de sudare dac se iau n considerare timpii reali de sudare i
de deplasare.
172
e) Stabilirea nivelului de flexibilitate tehnologic i de substituie a liniei de
asamblare a caroseriei.
Liniile tehnologice de asamblare prin sudare i lipire tare a caroseriilor auto pot fi, din
punctul de vedere al gradului lor de adaptabilitate (flexibilitate tehnologic) la
asamblarea diferitelor produse, de forme i dimensiuni diferite:
1. Specializat pentru un sigur tip de caroserie; deci linia aceasta este rigid; parial, ea
poate fi transformat (reechipat) pentru asamblarea unor caroserii asemntoare;
2. Specializat pentru o variant de baz de caroserie (de ex. berlin standard) dar uor
adaptabil, prin echipri suplimentare i modificri structurale, la asamblarea de
variante ale caroseriei standard;
3. Polivalent, echipat pentru realizarea mai multor variante ale unui model de baz;
4. Flexibil, complex (total flexibil), echipat pentru realizarea asamblrii caroseriilor,
n diferite variante constructive; n orice succesiune, caroseriile vor fi din aceeai familie
din punctul de vedere al destinaiei i al asemnrii tehnologice (de ex. caroserii de
autoturisme de ora - berlin, break combi, cabriolet, .a.).
Capacitatea liniei tehnologice (automat, robotizat) de asamblare de a continua s
funcioneze, n timp normal sau redus, n situaia de avarie a unor staii sau
componente din SFF, se apreciaz prin flexibilitatea de substituie a liniei.
mbuntirea flexibilitii de substituie a unei linii flexibile de asamblare a caroseriei cu
ajutorul RI se poate realiza prin: preluarea operaiilor unui robot defect de ctre ali
roboi de pe linie, cu reducerea ritmului R; echiparea liniei cu roboi redundani "gata
de operare, care s poat nlocui roboii defectai fr reducerea ritmului R;
structurarea liniei tehnologice robotizare n sectoare i decuplarea sectoarelor prin
stocatoare tampon intermediare; realizarea unui sistem de linii de repliere (paralele).
Pe baza studiului tehnico-economic comparativ a ctorva variante de SFF, se
evideniaz care este varianta ce asigur eficiena economic optim (costuri de
investiii i exploatare minime) pentru un program de fabricaie, Npc, impus i exprimat
n caroserii asamblate ntr-un interval de timp impus.
173
f) Alegerea roboilor industriali de sudare i manipulare
n aceast etap de studiu se iau n considerare elementele caracteristice, care aparin
liniei de asamblare (poziia piesei sau subansamblului de sudat, transferul i
manipularea lor), precum i criteriile geometrice specifice produsului de asamblat i alte
cerine de asamblare.
Poziia produsului de asamblat n cadrul diferitelor posturi de lucru va fi cea "natural",
n cazul asamblrilor de dimensiuni mari, pentru a micora numrul de manipulri.
Pentru subansamblele de dimensiuni mijlocii se va stabili poziia efectiv de asamblare
innd cont de cerinele privind: alimentarea optim a posturilor cu piesele
componente; geometria de realizat; poziia punctelor de sudur i posibilitile de acces
ale RI. Deci, poziia acestor subansambluri se modific pentru diferite posturi de lucru
ale liniei.
Se vor analiza i condiiile de transfer ale produsului de asamblat pentru a se preciza
care sunt sarcinile de transfer ntre dispozitivele de transfer specializate i roboi. Cu
ajutorul dispozitivelor de transfer specializate se aduce produsul de asamblat n
posturile de lucru, unde se menine poziionat n tot timpul n care robotul de sudur
execut operaiile tehnologice aferente.
n aceast etap se vor alege RI de sudur i RI de manipulare pe baza criteriilor:
numrul gradelor de mobilitate necesare pentru controlul i executarea tuturor
punctelor de sudur; determinarea sculelor de sudare; geometria posturilor de
conformare; spaiul deservit de fiecare robot; alocarea roboilor pe linie; poziionarea
robotului n spaiu; stabilirea tipurilor de procedee de sudare; stabilirea caracteristicilor
diferiilor roboi de sudare, brazare i manipulare.
Numrul gradelor de libertate se stabilete n funcie de cel al axelor de deplasare,
necesare realizrii acestor puncte.
Dup determinarea caracteristicilor geometrice i a tipului de scule de sudare, pe baza
studiului de grupare a punctelor i cordoanelor de mbinare nedemontabile ale
caroseriei, se stabilete geometria postului de conformare, adic densitatea elementelor
caracteristice i poziia dispozitivelor de poziionare i de strngere a reperelor i
subansamblurilor, n vederea executrii sudrii.
174
g) Pentru determinarea amplasrii RI i a spaiilor de lucru pe liniile tehnologice se
ia n considerare diferenierea i concentrarea operaiilor de sudare, repartiia punctelor
de sudur pe subansambluri i a grupelor de puncte de sudur pe posturile liniilor.
Spaiile de lucru vor depinde, mai ales, de mrimea dispersiei maxime a punctelor i
cordoanelor de sudur pentru toate tipurile de produse ce vor fi sudate pe fiecare post
de lucru n parte.
Amplasarea RI se poate face la sol, pe eafodaje (supranlri), sau pe portaluri
(suspendate) n raport cu spaiul disponibil i cu cerinele generale impuse de:
asigurarea accesibilitii la efectuarea operaiilor de ntreinere a fiecrui robot n parte,
fr oprirea celor din vecintate; realizarea unor condiii de interschimbabilitate i de
montare i demontare comod i rapid a grupurilor hidraulice i dulapurilor de
comand defecte; normele de tehnica securitii muncii personalului (bariere de
securitate, sisteme de insonorizare, ventilaie local, echipament individual de protecie)
i pentru robot (amplitudinea micrilor RI se limiteaz; se prevd interblocri i
traductoare de capt de curs; se controleaz poziiile braului RI n repaus i n lucru,
astfel nct s nu fie posibile coliziuni i avarii).
h) Definirea sistemului flexibil de asamblat prin sudare se face pe baza
informaiilor obinute n urma parcurgerii etapelor prezentate anterior. Foarte
importante sunt informaiile privind: principiul de baz pentru transferul i poziia n
spaiu a ansamblului; alegerea roboilor i a echipamentului de sudare i alocarea lor pe
linie; condiiile generale de mediu. Spaiul disponibil de amplasare i de lucru a RI, a
dulapurilor de comand i a grupurilor hidraulice este foarte important, mai ales, cnd
se implementeaz celule sau sisteme flexibile de asamblare a caroseriilor prin sudare n
construcii industriale (secii, ateliere) existente.
Studiul tehnico-economic al variantelor pentru definirea structural a liniei tehnologice
flexibile pentru cazurile concrete va fi finalizat prin stabilirea variantei optime, care
ndeplinete cel mai nalt grad de oportunitate tehnico-economic.
175
5.3.1 Analiza structural a RI i a celulelor flexibile pentru asamblarea prin
sudare a caroseriilor
n industria constructoare de automobile la asamblarea prin sudare a caroseriilor i
cabinelor se folosesc RI pentru sudare prin rezisten (SR), n puncte (cu cap de sudare
cu electrozi cilindrici), n linie (cap de sudare cu role) sau cu arc n mediu protector.
RI utilizai trebuie s aib un mecanism generator de traiectorie cu trei grade de
libertate, iar mecanismul de orientare dou sau trei grade de libertate, astfel nct
cletele/capul de sudare s poat fi poziionat n ct mai multe variante i poziii fa de
produsul de sudat. n cazul sudrii cu arc reperele sunt: punctul de intersecie a axei
capului de sudare cu axa de simetrie a rostului de sudare i axa geometric a capului
de sudare.
RI utilizai la sudare sunt acionai printr-un sistem electric sau hidraulic, comanda
automat fiind asigurat la SR n puncte printr-un program punct cu punct, iar la
sudarea cu arc programul este multipunct sau cu traiectorie continu. Sistemul de
comand automat al RI utilizai pentru sudarea cu arc trebuie s aib n program
instruciuni care s asigure mai multor treceri sau a micrii oscilatorie de "esere" a
custurii, dac acestea sunt necesare.
Programarea RI utilizai la sudare se realizeaz prin instruire cu telecomand sau prin
instruire cu dirijarea direct a micrii punctului caracteristic aferent cletelui (capului)
de sudare dup un ablon de hrtie pe care sunt marcate punctele de sudur
(segmentele i arcele pe care trebuie s le parcurg punctul caracteristic). n primul caz
se utilizeaz panouri de programare cu butoane i ntreruptoare (sistemul "teach
pendant"). n acest caz exist posibilitatea rebutrii produsului de asamblat datorit
slabei caliti a sudurilor realizate n cursul perioadei de instruire.
Programarea prin dirijarea direct a micrii capului (cletelui) de sudare dup ablon
reduce cheltuielile n perioada de instruire a RI. Nivelul inteligenei artificiale a
sistemului de comand al RI utilizat la sudare depinde n mare msur de precizia
asigurat de dispozitivele periferice i de cea dimensional a pieselor sau
subansamblurilor de sudat. n cazul utilizrii dispozitivelor periferice i a unor piese de
asamblat precise se poate asigura reproductibilitatea micrilor "nvate" prin instruire,
176
la fiecare operaie de sudare. Cum n producia de serie precizia dispozitivelor periferice
i a reperelor de sudat poate avea cmpuri mai largi de dispersie, apare ca absolut
necesar corectarea adaptiv a micrilor programate n prealabil, informaiile pentru
sistemul de comand fiind furnizate de senzori, inductori de contact, video sau video cu
laser. Corectarea parametrilor de intrare/ieire n sistemul de comand se face n bucl
nchis pentru roboii convenionali.
Senzorul inductiv cu contact pentru urmrirea rostului de sudare Figura 5-2, este purtat
de dispozitivul de prehensiune al RI la o anumit distan naintea capului de sudare i
sesizeaz geometria real a zonei de sudare.
Figura 5-2 Traductor inductiv cu contact 1- rost de sudare; 2 senzor; 3 custura; 4 cap de sudare
Micarea capului de sudare este corectat pe baza informaiilor culese de senzor i
memorate de sistemul de comand al RI. n cazul cutrii poziiei rostului de sudare cu
ajutorul dispozitivului de oscilare a capului de sudare se msoar analogic rezistena
electric a arcului de sudare, dar n acest caz operaia de cutare poate avea loc doar
cnd arcul de sudare este amortizat. Schema urmririi operaiei se sudare cu arc cu
ajutorul unui senzor video, integrat ntr-un dispozitiv de recunoatere a formei/poziiei
produselor este prezentat n Figura 5-3. RI echipai cu senzori i pot corecta "adaptiv
micrile programate prealabil i n funcie de deformrile elastice i termice ale
pieselor, care se asambleaz prin sudare.
RI utilizai n operaii de sudare pot avea i o comand mixt. n acest caz operatorul
uman, care urmrete executarea punctelor sau custurii sudate, are posibilitatea de a
deplasa, dup o direcie orizontal sau vertical, cletele sau capul de sudare, n raport
177
cu poziia (traiectoria) programat n funcie de abaterile constatate ale pieselor
caroseriei ce se asambleaz prin sudare.
Figura 5-3 Senzor video n aciunea de urmrire a operaiei de sudare; 1 cap de sudare; 2 senzor
video; 3 piese (ansamblu) de sudat
5.3.2 Linii robotizate de sudare a caroseriilor auto
Liniile robotizate, Figura 5-4, pentru sudarea n puncte i cu arc electric a reperelor i
subansamblurilor care intr n construcia caroseriilor (cabinelor) auto sunt sisteme de
fabricaie deosebit de complexe i necesit investiii foarte ridicate. Datorit flexibilitii
ridicate a RI se realizeaz coeficieni de recuperare de 75...90% la schimbarea
caroseriilor, ceea ce i determin pe marii productori de automobile s nlocuiasc
sudarea manual, mecanizat i uneori chiar i cea multipunct cu celule flexibile de
sudare robotizate (tabelul 5.1.).
Tabelul 5.1.
Productor/
utilizator
Numr
RI
Durata
ciclului
Randamentul
Numr
muncitori
inlocuii/
introdui
Cost
Numr
puncte
sudur
pe or
Tipul RI
utilizai
- - [s] - - 10
6
$ - -
Nagoya MVW
Mitsubishi
72 59 0,975 - 4,8 - Robitus
Coman MTS
Volvo
27 75 0,940 70/7 6,0 50x200 Unimation
U2100,
U4000
Coman MTS
Fiat
64 68 0,980 160/40 11,0 - Robogate
Acma Cribier
Renault
125 45 0,980 - 16 80x450 Horizontal
i Vertical
178
Figura 5-4 Linie robotizat de asamblare a pereilor laterali; 1 alimentare manual; 2 post de
sudur cu CO
2
; 3 post de descrcare automat; 4 alimentare automat; 5 post descrcare; 6 ram
pentru prindere i mutare ; 7 conveior electric aerian
Posturile de sudare multipunct reprezint investiii foarte mari i de aceea ele nu pot fi
nlocuite dect dup recuperarea cheltuielilor; n plus ele sunt mai compacte dect
echivalentul de posturi robotizate, deci pentru robotizare este necesar un spaiu
suplimentar i reproiectarea halelor do fabricaie.
Liniile flexibile robotizate pentru sudarea caroseriilor sunt realizate ntr-o diversitate
mare, n funcie de roboii utilizai la sudare i concepia sistemic a proiectanilor liniei
tehnologice de asamblare prin sudare.
Un sistem flexibil destinat robotizrii operaiilor de sudare cu arc electric n mediu de
gaze protectoare a cadrului asiu de autoturism tot teren LAND ROVER, a fost
implementat n ultimii ani. Linia are n componena sa 12 RI conectai ntre ei prin
intermediul unui sistem automatizat de manipulare, constituind linia de fabricaie
principal. La cei 12 RI principali se adaug ali 4 RI suplimentari utilizai pentru
executarea pieselor de schimb, sudurii subansamblelor, experimentrilor i n scopul
179
instruirii personalului. Sistemul a fost perfecionat n permanen pe baza unui program
care a cuprins asigurarea toleranelor dimensionale ale formei i poziiei reciproce;
programarea procesului, care s permit funcionarea lui n cazul defectrii unui RI;
repetarea trecerii la depunerea cordonului de sudur; perfecionarea sistemului de
comand i asigurarea identificrii cu rapiditate a defeciunilor; perfecionarea
procesului de sudare; selectarea roboilor i dispozitivelor de prindere; optimizarea
spaiilor de lucru necesare pentru asigurarea condiiilor de securitate a muncii;
asigurarea continuitii n aprovizionarea cu piese de schimb; ridicarea nivelului de
fiabilitate a sistemului i a calificrii personalului tehnico-ingineresc care i deservete.
Cele ase etape pe care ar trebui s le rezolve orice firm constructoare sunt:
Concepia, proiectarea i implementarea unui SFF de la simplu la complex, cu
dezvoltarea lui n trepte n scopul perfecionrii;
Simularea pe calculator, n faza de proiectare a SFF, i evaluarea gradului de
flexibilitate optim ce trebuie asigurat;
Utilajele instalate s fie fiabile, adic s fi fost supuse ncercrilor prescrise i s nu
fie modele experimentale;
Reproiectarea pieselor i subansamblelor cadrului asiu i caroseriilor n vederea
sudrii lor automate i robotizate;
S se asigure calitatea superioar privind precizia necesar a pieselor componente
obinute prin presare la rece i prin prelucrare mecanic;
Necesitatea instruirii temeinice a personalului de deservire i de ntreinere pentru a
putea rezolva concret problemele, uneori complexe, n funcionarea SFF.
Un sistem flexibil pentru realizarea a dou ansambluri, n trei variante, pentru caroseria
unei familii de autoturisme este prezentat n Figura 5-5 i Figura 5-6. Linia flexibil
asigur o productivitate de 160 ansambluri cadru - planeu/or; cte 90 din fiecare
variant).
180
Figura 5-5 Linie flexibil de fabricaie cu roboi i transportor
Figura 5-6 Schema unei linii flexibile de sudur pentru trei tipuri de caroserii
O soluie interesant de asigurare a transferului ntr-un sistem flexibil da asamblare prin
sudare este cea prezentat n Figura 5-7 i Figura 5-8, n care se utilizeaz sistemul
TELETRAC de transfer cu crucioare automate comandate n cmp de nalt frecven.
181
Figura 5-7 Staie de sudur prin puncte
Figura 5-8 Sistem flexibil de fabricaie; 1, 2 ansambluri ale prii spate a caroseriei; 3 linie pentru
cadrul spate; 4 palet de schimbare; 5 staie de sudur; 6 palet de retrimitere la linia pentru modelul
A; 7 palet de retrimitere la linia pentru modelul B; 8 traseu de aducere de la linia pentru planeu; 9
linie pentru partea inferioar spate; 10 robot IR 622/100; 11 robot IR 161/60; 12 palet de
retrimitere la linia pentru modelul B; 13 ascensor.
Uneori n structura liniilor flexibile se prevd depozite - stocatoare pentru diferitele
variante de subansamble ce trebuie asamblate.
182
5.3.3 Sistemul flexibil TAURO de asamblare automat prin sudare a
caroseriilor auto
Sistemul TAURO este universal, longitudinal, astfel conceput nct s permit utilizarea
unei game largi de diferite tipuri de roboi. El se poate fabrica n dou variante: linia de
montaj suspendat i linia normal la nivelul podelei seciei. Lungimea sistemului poate
atinge 40 m, sau ceva mai mult.
Acest SFF poate fi prevzut opional, cu dispozitive de transport suspendate
longitudinale sau laterale pentru manipularea automat a pieselor n timpul ciclului. Ce
ofer nou sistemul TAURO fa de alte sisteme flexibile existente? El reprezint o
realizare inovatoare, care permite rezolvarea tuturor problemeior legate de sudarea prin
puncte a pieselor i ansamblurilor de dimensiuni foarte mari i de modificarea volumului
de producie. Roboii proiectai special pentru executarea operaiilor de sudare prin
puncte, n combinaie cu roboii fabricai de firma Bisiach i Baruu, au dou sau mai
multe ncrctoare de clete (pistolet) de sudare. RI Bisiach i Baruu dispun de
transformatoare rotative, capete de lucru tubulare cu trei grade de libertate, care
permit trecerea prin ele a cablurilor i pot utiliza capete de sudare cu pistolete duble.
RI obinuii utilizai pn n prezent nu sunt prevzui cu dispozitive de schimbare a
pistoletelor, fapt ce a determinat utilizarea unui numr de roboi egal cu cel al tipurilor
de pistolete necesare sudrii diferitelor seciuni ale caroseriilor (cabinelor). n
consecin linia robotizat a fost utilizat doar parial, iar investiiile masive nu pot avea
nici o justificare tehnologic i tehnico-economic.
n condiiile oferite de sistemul TAURO, datorit flexibilitii totale conferite de
interschimbabilitatea pistoletelor de sudare, exist posibilitatea instalrii unei linii mai
scurte i mai simple n vederea asigurrii unei volum de producie dat la un nivel de
cost mai sczut. Pe de alt parte, sistemul TAURO asigur automatizarea integral a
montajului caroseriilor (cabinelor) n condiiile unui volum de producie sczut. Acest
sistem polivalent asigur posibilitatea unei largi flexibiliti, se pot asambla prin sudare
n puncte (cu arc electric i chiar nituiri) caroserii de autoturisme, autoutilitare i
autobuze, n serie mic, precum i cabine de autocamioane i tractoare, tot n serii
reduse.
183
Varianta cu portal (suspendat) are n componena sa o pist mobil pe care se pot
deplasa unul, doi dau mai muli roboi, care pot fi montai, att lateral ct i vertical.
Sistemul este adecvat pentru fabricarea caroseriilor de autobuze, cabinelor pentru
autocamioane i tractoare, precum i vehiculelor militare.
Varianta liniar este constituit din una sau dou navete de dimensiuni mai reduse
montate pe podea, fiecare fiind prevzut cu un RI. Aceast variant se aplic la
sudarea ansamblelor i subansamblelor de dimensiuni mai reduse.
Sistemul TAURO se va aplica, n mod special, n cazurile urmtoare:
n faza de lansare n producie a unui nou model de autoturism, naintea punerii la
punct a principalelor linii de fabricaie;
n cazul reducerii succesive a fabricaiei unui produs dat (cnd liniile de fabricaie
trebuie demontate deoarece meninerea lor n funciune ar fi prea costisitoare n
condiiile reducerii volumului de producie sub pragul de rentabilitate);
la fabricarea mainilor sport, modelelor de automobile fabricate la comand,
vehiculelor de teren, camioanelor uoare, ambulanelor, camioanelor, tractoarelor i
autobuzelor.
Randamentul sistemului TAURO n practic poate ajunge la 85...90%, n timp ce o linie
de fabricaie robotizat "convenional", proiectat s execute o productivitate identic
(45 caroserii pe or), nu poate depi 62,5% la un timp ciclic de 80 s i un timp de
transfer de 30 s. Avantajele financiare sunt evidente.
Robotul cu portal TAURO poate fi utilizat cu succes, n calitate de robot de rezerv, la
captul oricrui tip de linie de sudare robotizat, indiferent de proveniena acesteia.
Robotul poate fi echipat cu o magazie cartu coninnd mai multe pistolete dnd astfel
posibilitatea acestuia s preia sarcinile oricrui RI scos din funciune pentru revizie sau
reparare ca urmare a unei defeciuni.
Sistemul flexibil robotizat "FATA" pentru asamblarea automat, a caroseriilor
autovehiculelor
184
Grupul de firme europene "FATA", productoare de automobile din care reprezentativ
este "FATA New Hunteer Engineering SpA-Italy" a realizat linii tehnologice flexibile
robotizate pentru sudarea caroseriilor de automobile implementate n toate cele trei
uzine care fac parte din grupul industrial. Pe aceste linii se asambleaz 80 caroserii pe
or, fiecare corp de caroserie avnd 580 puncte de sudur.
Proiectul tehnologic de organizare a acestor linii, realizat n concordan cu cel de
construcie a automobilului, prevede ca sistemul flexibil robotizat s fie format din linii
simple, din postul de recepionare a cadrului planeu asamblat pn la staia de
imprimare a seriei asiului i de ncrcare a pereilor laterali i caroseriei i ale unor
repere (piese) auxiliare. De aici liniile de sudare devin duble i parcurg urmtoarele
etape: asamblarea final prin sudare a pereilor laterali i caroseriei; ncrcarea
pavilionului caroseriei; asamblarea final prin sudare a pavilionului.
Staia cea mai important, considerat ca fiind "inima instalaiei", este cea n care se
face asamblarea final prin sudare a pereilor laterali ai corpului caroseriei. Ea este
denumit "FATA - Gate" ceea ce s-ar traduce, destul de liber "Poarta (portalul) - FATA".
ncrcarea i evacuarea caroseriilor n cadrul posturilor de lucru este de tipul "ridic i
deplaseaz". Prinderea caroseriilor n poziia de lucru pe posturi se realizeaz prin
intermediul unor dispozitive adaptabile la diferite modele. Dispozitivele decupleaz
caroseria de pe sanie n cursul transferului acesteia, poziionnd-o corect n spaiu.
Fiecare sanie dispune de o plac magnetic purtnd codul modelului, ceea ce permite
stabilirea, n prealabil, a dispozitivelor corespunztoare modelului de la posturile
tehnologice. Deci, postul de asamblare final a pereilor laterali tie n prealabil tipul
caroseriei ce se afl n procesul asamblrii i, deci, poate selecta perechea de
dispozitive laterale corespunztoare.
Ciclul de lucru al sistemului "FATA" este controlat automat prin intermediul a dou
regulatoare programabile (PLC). Unul din acestea comand i controleaz elementele
de prindere ale dispozitivelor de asamblare laterale, iar celalalt controleaz desfurarea
dialogului cu RI de sudare i micrile n cadrul sistemului de manevrare "ridic i
deplaseaz". Regulatoarele PLC, ca i celelalte de pe linie, dialogheaz cu sistemul
central de control, coordonare i diagnosticare a funcionrii liniei n ansamblu, care la
rndul lui este cuplat i dialogheaz cu calculatorul care controleaz ntreaga secie.
185
"FATA" implementeaz robocarele (AGV-urile) la sudarea caroseriilor cu ajutorul RI.
Sistemele flexibile pot realiza o productivitate de 100 caroserii/or, cu 400 puncte
executate pe fiecare caroserie. n structura acestora intr, o instalaie de aducere-
evacuare; trei staii de conformare, fiecare cuprinznd cte 6 RI; dou linii de
asamblare final.
ntregul sistem este echipat cu 34 RI din care 18 RI n posturile de conformare i 16 RI
n cele de asamblare final.
Fiecare ansamblu are posibiliti de acces la cele 8 posturi de sudare i structureaz
cele dou linii de asamblare final.
5.4 Fabricarea cabinelor auto
Elementele componente ale cabinei se execut prin deformare plastic la rece cu
procedee clasice sau neconvenionale, pe prese sau instalaii speciale.
Semifabricatele se prezint, de regul, sub form de table laminate(A
2
, K0
3
, A
3
KO
3
), cu
grosimea de 1-2 mm.
Piesele ambutisate sunt sudate prin puncte, cu laser sau n mediu de gaz protector n
vederea realizrii unor subansambluri (podeaua, capota motorului, suportul scrilor,
spatele cabinei, rama parbrizului, pereii frontali i laterali, acoperiul cabinei, aripile,
uile, masca radiatorului, .a. Figura 5-9, care la rndul lor se constituite n elemente
componente ale caroseriei, cabinei. Locurile de mbinare a elementelor structurale
pentru cabina unui autocamion sunt prezentate n Figura 5-10.
Toate elementele de exterior sunt dominate de linii armonioase, rotunjite. De cele mai
multe ori se evit mbinrile la 90. Dac, totui, apar ele sunt mascate cu colare sau
scuturi. Reperele componente i subansamblele, nainte de a fii mbinate, sunt fixate n
dispozitive speciale, care le asigur o bun poziionare i mpiedic deformarea.
Controlul interoperaional i final se face cu machete.
186
Figura 5-9 Piesele cabinei (caroseriei) asamblate prin sudare
Figura 5-10 Locurile de mbinare a cabinei F7L - 40
Componentele carcaselor cabinelor se fixeaz cu elemente mecanice i pneumatice n
leagnul de asamblare.
187
Elementele care formeaz carcasele, la cotele dimensionale, se mbin cu sudur prin
puncte. Etanarea mbinrilor sudate se face cu PLASTISOL 6.
Pentru reducerea zgomotului transmis de la calea de rulare, pe podeaua cabinei se
aplic peste stratul de antifon, cu grosimea de 2 - 3 mm, plci fonoizolante. Dup
operaiile de antifonare i etanare, la mbinrile profilurilor parbrizului i n zona care
prezint denivelri se aplic chit poliesteric, care dup uscare se lefuiete cu hrtie
abraziv cu granulaia de 280 - 400. Carcasele, splate cu ap i uscate cu aer cald,
sunt introduse n cabina de vopsire, unde se aplic emailurile sub forma a dou straturi
perpendiculare. Zvntarea se produce spontan, pe parcursul transportului, cu o vitez
de 0,8 m/min, ntr-un tunel cu lungimea de 8 m. Uscarea se face la temperatura de 430
- 440 K ntr-un cuptor. Lungimea cuptorului este de 23 m, iar viteza transportului de 0,7
- 1,0 m/min.
Controlul calitii se face, cu ochiul liber, sub un portal puternic luminat.
mbinrile prin sudur n mediu de gaz protector, se execut dup ce carcasele sunt
scoase din leagnul de asamblare.
Dup efectuarea sudurilor, mbinrile i suprafeele exterioare sunt retuate cu maini
de lefuit, echipate cu discuri cu granulaie 30 - 80. Aceast operaie este urmat de
montarea aripilor, uilor, balamalelor, mtii radiatorului, etc.
188
189
6 ANALIZA COSTURILOR DE FABRICAIE A CAROSERIILOR
6.1 De la tehnica de sudare prin strivire cu role la tehnologia SOUMA
Utilizarea semifabricatelor adaptate la sarcin, numite i Tailored Blanks
(semifabricate executate la comand special devine din ce n ce mai important n
construcia caroseriilor de automobile. Ea face referire la sudarea pieselor, care prezint
diferene n ceea ce privete materialul (grosimea, densitatea). La nivelul anului 2000
au fost executate n Europa mai mult de 32 milioane de cordoane de sudur, n acest
domeniu de utilizare, ceea ce, n materie de semifabricate reprezint o producie de 900
tone de oel pe zi.
La sudarea caroseriilor se aplic dou procedee de sudare: cu laser i cea prin
rezisten, cu role de presare.
Soudronic, cu cele 6000 de instalaii de sudare cu role vndute pe plan mondial, a
dezvoltat un procedeu exclusiv pentru acest domeniu de utilizare, sub denumirea
SOUMA (Soudronic Mash sudare prin presare), precum i utilaje corespunztoare de
sudare a semifabricatelor mbinate (cap la cap). Procedeul SOUMA se caracterizeaz
printr-o adaptare optim, precis i stabil a manevrrii pieselor de prelucrat n timp ce
rolele de sudur sunt rcite n interior ntr-o manier optim. Totul este cuplat printr-o
comand special, la cordonul de sudur, cu un control precis al procesului. Acesta din
urm permite un indice de eroare al lotului de semifabricate terminate la sfritul
lanului de sudare care tinde spre zero.
Avantajele calitative i cantitative ale tehnologiei semifabricatelor mbinate cap la cap n
raport cu tehnologia clasic de fabricaie cu un numr mai mare sau mai mic de
elemente formate sau de consolidri sudate asamblate cu lanuri de sudur n puncte
ntr-o unitate de asamblare sunt diverse i au fost abordate n diferite publicaii.
Pentru un constructor de automobile care trebuie s stabileasc introducerea unei
tehnologii noi, este evident c preurile (costurile) de fabricaie directe, simplu de
190
calculat, ocup un loc foarte important. Este de asemenea de neles c furnizorii de
maini i instalaii de fabricare a semifabricatelor adaptate la sarcin se strduiesc nu
numai s mbunteasc metodele pe plan tehnologic ci, n egal msur, s gseasc
soluii care s permit scderea costurilor de fabricaie.
6.2 Structura costurilor de fabricaie a semifabricatelor mbinate
Structura costurilor de fabricaie la sudarea industrial a semifabricatelor cu o instalaie
automat de sudur este descris n tabelul de mai jos:
Tabelul 6.1
Grupa de costuri Descrierea costurilor
Cheltuieli de investiii
Cheltuieli de capital i amortizarea investiiei de ansamblu, aici
fiind incluse toate instalaiile de infrastructur (curent electric,
ap, aer, rcire, etc.)
Cheltuieli de personal Cheltuieli de personal , directe i indirecte, inclusiv taxele
sociale
Cheltuieli de proces de
fabricaie
Cheltuieli pentru energia electric utilizat la sudare
Alte cheltuieli
Cheltuieli de exploatare, precum costul pieselor de schimb i
al uzurii (n special rolele electrozi), ntreinere, lubrifiani,
cheltuieli pentru spaiul aferent instalaiilor, costuri energetice,
de exemplu costurile pentru instalaiile de rcire, aici fiind
inclus i aerul comprimat.
Consideraiile financiare de mai jos se bazeaz pe aceast descriere. Ea permite
degajarea imediat a principalelor posibiliti de economie n ceea ce privete fabricarea
i - ceea ce este la fel de important - modul de a exploata utilajele n vederea scderii
cheltuielilor. Exemplul se refer la procesul de fabricaie SOUMA care utilizeaz aparate
de sudare a semifabricatelor Soudronic din cea mai nou generaie. n unele cazuri se
impune sudarea cu laser ca variant care se justific din punct de vedere tehnic, n
comparaie cu sudarea semifabricatelor mbinate (cap la cap) prin tehnica SOUMA (prin
presare).
n toate cazurile n care cele dou procedee sunt utilizate din motive tehnice, costurile
de producie, de investiie i de fabricaie pot decide n ultim instan varianta optim.
Pentru Soudronic, n urma studiilor aprofundate efectuate n domeniul sudrii cu laser i
a construirii propriilor aparate de sudare cu laser, este evident c sudarea
semifabricatelor prin presare, care avantajeaz fabricarea, prezint potenialul economic
cel mai ridicat. n plus introducerea metodei semifabricate mbinate este mult mai
191
simpl cu tehnologia de sudare prin strivire cu role SOUMA comparativ cu sudarea cap
la cap cu laser, dup cum arat i Figura 6-1. Soudronic a descris experienele fcute i
a constatat acest lucru.
Figura 6-1 mostr de semifabricat pentru analiza costurilor de producie
Pentru a facilita prezentarea i a nu scpa din vedere ansamblul, consideraiile de cost
au fost fcute pe baza unui semifabricat - tip, n funcie de tehnologie.
Compararea costurilor de fabricaie de mai jos, ntre o instalaie SOUMA din anii 80 cu
una din anii 90, permite demonstrarea a ceea ce s-a realizat cu noile dezvoltri ale
Soudronic n domeniul scderii costurilor. Dezvoltarea aparatelor de sudare a
semifabricatelor mbinate Soudronic se extinde pe dou generaii de aparate SOUMA. n
tabelul 6.2 se prezint gama actual de aparate i caracteristicile eseniale ale
materialului care urmeaz a fi sudat.
Pentru analiza costurilor de fabricaie se impune explicarea diferenelor fundamentale
care exist ntre cele dou tipuri de aparate de sudare a semifabricatelor mbinate
SOUMA, RPL i RPQ. Nu se insist asupra aparatului RC2 PL, fiind vorba de un aparat
de sudare a semifabricatelor construit pentru fabricarea de serii mici, cu performane
limitate ale sudrii i un grad minim de automatizare.
192
Tabelul 6.2 Caracteristicile aparatelor SOUMA
Tip aparat de sudare
Principalele caracteristici
Unitate
msur
Rc2 -PL RPL RPQ
Grosimea maxim a
semifabricatului
mm 0,5 - 1,5 0,8 - 3,0 0,8 3,0
Grosimea total a
semifabricatului
mm 3 5 5
Lungimea sudurii mm 200 150 200
Limea semifabricatului mm 250 200 200
Puterea consumat kVA 250 472 412
Viteza de sudare m/mm 2,5 - 12 1,5 - 12 1,5-20
Regim de alimentare - Manual Automat
Manual/
Automat
ndeprtarea semifabricatelor
sudate
-
Manual/ Cu
roboi
Cu roboi
Manual / Cu
roboi
Grad de automatizare - Semi complet Semi / complet
6.2.1 Instalaiile de sudare a semifabricatelor mbinate SOUMA cu aparatele
de sudare de tip RPL
Modelul RPL a fost construit pentru sudarea semifabricatelor destinate pieselor de
structur care preiau sarcini ridicate, n condiii industriale, pentru fabricaia de serie
mare.
Cum lungimile cordoanelor de sudur nu depesc n mod normal 1000 mm, acest
aparat a fost echipat cu un crucior (sanie) de naintare a semifabricatului care se poate
deplasa maxim 1000 mm. Unul din obiectivele principale ale acestei construcii a fost
obinerea unei sincronizri optimizate ntre utilaj i controlul operaiei, o soluie unic pe
plan mondial n acest domeniu. Pe de alt parte, aparatul a fost construit pentru a
prezenta flexibilitatea i gradul de automatizare cele mai ridicate n raport cu periferia
193
corespunztoare. Studiu comparativ al costurilor, prezentat n continuare, se bazeaz
pe instalaii executate la sfritul anilor '80 i nceputul anilor '90 cu dou RPL cuplate.
Dou semifabricate dispuse unul n spatele celuilalt sunt sudate n acelai timp printr-o
singur deplasare a cruciorului de sudare. Frecvena orar de lucru este de 14,4
sec./produs pentru acest model de instalaie.
6.2.2 Instalaii de sudare a semifabricatelor mbinate SOUMA cu aparate de
sudare de tip RPQ.
Aparatele RPQ, Figura 6-2, fac parte din generaia anilor '90. Comparativ cu tipul RPL,
aparatul RPQ se distinge, n primul rnd, prin trecerea semifabricatelor transversal spre
chesonul propriu - zis al mainii, ntre rolele de sudare. Aceast soluie permite o
producie practic continu. Lungimile cordonului de sudur pot fi mrite cu aceast
ocazie pn la 2500 mm. Rolele de strivire suplimentar pot fi montate opional, fr a
se renuna la standardul ridicat de control al procesului i la flexibilitate.
Schema de ansamblu a instalaiei a fost adoptat la noul aparat. Instalaia permite de
acum nainte sudarea printr-o singur deplasare a 4 n loc de 2 semifabricate. Pentru a
evita ca deplasarea mai rapid a semifabricatelor s modifice investiiile, partea
periferic a fost simplificat, fr a afecta securitatea procesului i performanele. Astfel
de simplificri ncep cu reazemele plcii n zona de ncrcare, dispozitivele de prindere i
transport i continu cu staiile de sudur i ungere optimizate pe plan economic, pn
la staiile de recepie - primire i stivuire la sfritul lanului de producie. Comparaia de
mai jos a costurilor se refer la schema de ansamblu a instalaiei din Figura 6-2 cu 2
RPQ cuplate i o unitate de putere UNISOUD.
Ansamblul de msuri luate a permis scderea cu 11 % a cheltuielilor de investiii a
instalaiei comparativ cu cele de tipul RPL 2A.
Datorit celor 4 semifabricate dispuse unul dup altul, frecvena pe semifabricat este de
numai 10,4 secunde, ceea ce nseamn o cretere important a produciei (cu 38% fa
de instalaiile din anii '80).
194
Figura 6-2 Sistem automat de sudare de tip RPQ 2 A cu dou aparate de sudare pentru mbinarea
subansamblelor formate din trei piese
195
6.3 Compararea cheltuielilor de investiie i de producie.
Compararea costurilor se utilizeaz pentru instalaii complet automatizate cu dou
aparate de sudare cuplate. Se consider costurile nete de fabricaie de la plcile aduse
la instalaie, tiate, pn la semifabricatele sudate, asamblate, gresate i aezate pe
rafturi / suporturi la sfritul operaiilor de sudare.
Consideraiile economice nu includ cheltuielile de material, cheltuielile rezultate din
debitarea / decuparea plcilor (de montaj), cele de antrepozitare, de asamblare i alte
operaii precum fasonarea.
Ca indici de producie, se consider cifrele clasice pentru industria de automobile.
Efectivul de personal i calificrile acestuia (costurile) sunt aceleai pentru toate cazurile
comparate. Tabelul de mai jos reflect indicii de producie adoptai.
Tabelul 6.3 Indicii de producie adoptai
Indici de producie Cifre ale instalaiei
Ore de munc pe echip 8 ore/echip
Echipe pe sptmn 15 echipe/sptmn
Sptmni de lucru pe an 50 sptmni
Grad de disponibilitate a instalaiei 92%
Randamentul instalaiei 98%
Viteza de sudare 4 m /min.
Timpul de amortizare a investiiilor 8 ani
Rata dobnzii remuneraiei investiiilor 10%
Examinarea structurii costurilor de fabricaie se realizeaz dup schema instalaiilor de
producie cu grad nalt de automatizare. Aproximativ 2/3 din costurile de fabricaie sunt
reprezentate de cheltuielile pentru investiii (amortizare i dobnd pe capital). n
momentul schimbrii generaiei de utilaje se impune studierea atent a acestor costuri.
Dezvoltarea noului aparat de sudur a semifabricatelor i n special randamentul mai
ridicat al acestuia, dublat de simplificarea simultan a schemei instalaiei au permis
scderea costurilor de investiie pe semifabricat. Figura 6-3 arat aceast relaie n mod
elocvent. Producia mai ridicat pe unitate determin, totui, creterea prii ce revine
cheltuielilor de producie de la 9% la 13 %. Acesta este motiv n plus pentru a analiza
aceste cheltuieli n amnunt.
196
61%
57%
14% 14%
9%
13% 16% 16%
0%
10%
20%
30%
40%
50%
60%
70%
Costuri
instalaie
Costuri for
de munc
Costuri proces
fabricaie
Alte costuri
Figura 6-3 Compararea costurilor de producie pe semifabricat sudat cu dou tipuri diferite de utilaje i
instalaii
6.4 Costurile procesului de fabricaie
6.4.1 UNISOUD - noua unitate de putere Soudronic
UNISOUD ( Sudare universal) este o nou unitate de putere fabricat de Soudronic,
special pentru aparatele de sudur cu role. Ea const dintr-un convertizor static de
frecven i curent. Construcia sa special permite unitii UNISOUD s furnizeze, ea
nsi necesarul de curent reactiv specific tuturor aparatelor electrice de sudur.
Factorul putere cos() crete, nfuncie de construcia aparatului, de la aproximativ
0,3 la 0,9. Aceasta nseamn c utilizatorul unui aparat de sudur cu role Soudronic,
dotat cu o unitate de putere UNISOUD, trebuie s suporte cheltuieli de instalaie i de
energie electric net mai sczute, ceea ce contribuie la scderea cheltuielilor.
n funcie de construcia aparatului de sudur cu role, frecvena poate varia pn la
1000 Hz. Curba de curent este produs la o lime a modulaiei impulsului de 16 kHz
dup programul prescris, conform situaiei de sudare respective. Poate fi vorba de o
sinusoid clasic sau de alt form de curb, de exemplu cu sarcin de vrf.
n Figura 6-4 se prezint, pe lng o form de curent sinusoidal un exemplu de curb
creat de UNISOUD.
197
Aparatele de sudur cu role racordate la reeaua de curent alternativ sunt n mod
normal cuplate la reeaua de curent de sudare prin intermediul unei uniti de putere cu
tiristor alimentat n curent bifazat.
Figura 6-4 Curbe de curent sinusoidal, clasic (sus) i creat de aparatul UNISOUD (jos)
Aparatele de acest gen, echipate cu o unitate de putere UNISOUD, sunt racordate la
reeaua de curent trifazat. Pentru utilizator, aceasta nseamn o sarcin simetric a
reelei, deci randamentul de sudare este repartizat pe toate cele trei faze, i nu n mod
asimetric pe dou, cum este cazul aparatelor de sudur clasice cu tiristor.
6.4.2 Influena unitii de putere UNISOUD asupra costurilor procesului de
fabricaie
Dat fiind mbinarea strns prin care este manevrat semifabricatul ce urmeaz a fi
sudat toate aparatele de sudur prin rezisten prezint o rezisten inductiv
relativridicat. Raportul dintre curentul activ i curentul aparent poart denumirea de
factor de putere. n cazul aparatului de sudur a semifabricatelor SOUMA considerat
(de tip RPQ, n execuia sa bifazat cu unitate clasic de putere cu tiristor) factorul de
putere este de 0,28. Dac acelai aparat este echipat opional cu unitatea de putere
UNISOUD, alimentarea cu curent se face simetric pe 3 faze. Datorit faptului c
198
unitatea de putere UNISOUD i creeaz propriul curent reactiv, factorul de putere
ajunge la 0,9.
Figura 6-5 Comparaia tipurilor de curent de sudare utilizate de UNISOUD i cele obinuite
Pentru sudarea SOUMA a dou buci de tabl cu grosimea de 2,25 mm i 2,75 mm,
luate ca exemplu, este nevoie de o putere de sudare de aproximativ 362 kVA (putere
aparent) pentru un curent de sudare de 22,5 kA. Raportat la reeaua de alimentare cu
curent, UNISOUD asigur reduceri mari de ncrcare pe segment, dup cum arat
studiul comparativ de mai jos.
Tabelul 6.4
Caracteristici electrice Execuie standard fr
UNISOUD
Opional execuie cu
UNISOUD
Racordarea prii de sudare Bifazat Trifazat
Curent de sudare maxim 28 kA 28 kA
Putere total 480 kVA 155 kVA
Curent de sudare 22,5 kA 22,5 kA
Putere de sudare din reea 362 kVA 113 kVA
Factor de putere 0,28 0,9
n Figura 6-6 se arat relaia ntre necesarul de curent electric i costurile de instalaie
n cazul utilizrii unui RPQ cu i fr unitate de putere UNISOUD.
199
Figura 6-6 Comparaie ntre consumul de putere al aparatului de sudur cu tiristor RPQ i acelai
aparat echipat cu unitate de putere UNISOUD
Fcnd abstracie de cheltuielile de investiie, net mai mici din punct de vedere al
construciei, care nu fac obiectul acestui studiu comparativ al costurilor, se obine n
exemplul propus o reducere a necesarului de curent pe aparat de: 362 kVA 113 kVA
= 249 kVA.
Pentru o frecven de lucru de 10,4 secunde pe plac i o durat total de sudare de 24
secunde pentru toate cele 4 semifabricate dispuse unul n spatele celuilalt, executate
printr-o singur deplasare a cruciorului (saniei) de sudare obinem un regim de
anclanare a mainii ED = 58%.
Pe de alt parte, dac se admite c energia electric este obinut la un pre de 0,087
euro/KVAh, rezult pentru fiecare aparat, pentru o or continu de exploatare, economii
la cheltuielile de fabricaie de:
200
249 KVA x 0,58 x 0.087 euro/KVAh = 12,56 euro/h
Pentru instalaiile cu dou aparate de sudur cum este cazul exemplului ales,
economiile costurilor de fabricaie se ridic la:
2 x 12,56 euro/h = 25,12 euro/h
Sau pentru un an cu 50 sptmni de lucru, admind o disponibilitate a instalaiei de
92%:
50 sptmni x 15 echipe/sptmn x 8h/echip x 25,12 euro x 0,92 = 138.662
euro/an.
Unitatea UNISOUD comparativ cu instalaia de sudare cu laser a semifabricatelor este n
avantaj.
Dac se iau n considerare costurile de fabricaie, cele de producie, energia electric
pentru sudare i rcire, necesitile de gaz de prelucrare i de gaz inert, precum i toate
piesele care sufer uzur se constat c instalaia de sudare cu laser este cu pn la 17
euro/or mai costisitoare dect tehnica SOUMA cu UNISOUD.
Tehnologia SOUMA
18,25
5,7
1,55
1,55
1,7
1,7
Fr UNISOUD Cu UNISOUD
C
o
s
t
u
r
i
[
E
u
r
o
/
o
r
]
Rolele de presare
Rcire (18 kVA)
Curent sudare
Figura 6-7a Comparaia costurilor de producie
201
Tehnologie LASER
8,85
3,3
8
2,35
2,6
Laser
C
o
s
t
u
r
i
[
E
u
r
o
/
o
r
]
Amestec (40
l/or)
Tub emisie (6000
ore)
Oglinda (3-4000
ore)
Gaz prelucrare
(25 l/min)
Gaz protector (5
l/min)
Energie pentru
tiere i rcire
Figura 6-8b Comparaia costurilor de producie
6.5 Concluzii
Dorindu-se scderea costurilor de fabricaie a semifabricatelor dup procedeul SOUMA,
schimbarea de generaie de la tipul RPL la RPQ cu noua unitate de putere Soudronic i
noile concepii economice ale instalaiilor, au permis realizarea unui mare pas nainte.
Figura 6-9 ilustreaz economiile realizate pe diverse grupe de cost pe semifabricat ntre
instalaiile RPL din anii '80 (= 100%) i instalaiile RPQ din anii '90.
Global, progresul inovator descris duce la o reducere a costurilor de fabricaie pe
semifabricat mbinat de 37% comparativ cu semifabricatele executate cu instalaii de
sudare a semifabricatelor SOUMA de tip RPL din anii 80.
n ciuda progresului tehnic descris mai sus, dezvoltarea metodei SOUMA nu se oprete
aici pentru Soudronic. Actualele proiecte de dezvoltare au ca obiect creterea utilitii
obinut de client prin exploatarea tehnologiei SOUMA.
202
-35%
-29%
-68%
-33%
-37%
-100%
-90%
-80%
-70%
-60%
-50%
-40%
-30%
-20%
-10%
0%
Reducere
cost instalaii
Reducere
costuri fora
munc
Reducere
costuri
fabricaie
Reducere alte
costuri
Reducere
total
Figura 6-9 Reducerea costurilor prin tehnologii noi
203
7 COMPORTAMENTUL N EXPLOATARE AL CAROSERIILOR
7.1 Tipuri de deteriorare a asiului
Deteriorarea asiului survine de obicei n urma unei coliziuni a autovehiculului, dar se
poate ca o coliziune s nu afecteze ntotdeauna asiul. De obicei, direcia impactului
ofer indicii asupra tipului de deteriorare a asiului care trebuie cutat. De-a lungul
anilor, productorii de echipamente de reparat asiuri i experii n domeniul coliziunilor
au stabilit o metodologie pentru estimarea stricciunilor produse la nivelul acestora n
urma unei coliziuni. S-a stabilit c, n general 50% din coliziuni au ca efect deteriorarea
prii frontale a autovehiculului, 40% au ca efect deteriorarea prii posterioare, iar
10% din coliziuni distrug partea central a autovehiculului. La cadru apar n exploatare
urmtoarele defeciuni mai importante: deformarea, fisurarea, sau n final ruperea.
Deformarea cadrului se produce din cauza ncrcrii peste sarcina admis a
autovehiculului, dar mai ales din cauza unor accidente de circulaie. n cazul deformrii
cadrului autovehiculul nu mai are o inut de drum corespunztoare. Cadrul trebuie s
fie perfect simetric fa de un plan vertical dus prin axa longitudinal, de aceea pentru
control se vor msura distanele n diagonal.
Controlul cadrului la autovehicule se poate face:
Vizual acest tip de control const n examinarea autovehiculului n zonele de
mbinri mecanice i n zonele vulnerabile n care pot aprea pliuri datorate
deformaiilor;
Controlul geometriei trenului de rulare, Figura 7-1, este singurul tip de control
care ofer informaii dac ocul suferit de autovehicul a afectat sau nu inuta de
drum a acestuia.
204
Figura 7-1 Controlul geometriei trenului de rulare
Controlul prii centrale a cadrului sau planeului au ca scop determinarea
deformaiilor a prii centrale a asiului, parte care constituie baza de plecare a
controlului deformaiilor suferite de autovehicul. n acest caz se compar cotele EI = FJ
i EJ = FI, Figura 7-2. Se observ poziionarea riglelor de msurare n gurile existente
n structura cadrului planeu, n vederea msurrii cotelor care trebuie comparate;
Figura 7-2 Controlul prii centrale a cadrului
Controlul poziiei traversei frontale i fixrii lonjeroanelor pe cadrul planeu central
Figura 7-3 se face prin compararea cotelor CG = DH i CH = DG. Dac lungimile (CH
i DG, respectiv CG i DH) nu sunt identice trebuie controlat poziia punctului (3). Dac
205
poziiile punctelor (1) i (2) sunt corecte vor trebui corectate unghiurile trenului de
rulare fa.
Figura 7-3 Controlul poziiei traversei fa
Controlul extremitilor lonjeroanelor spate, Figura 7-4, se face prin compararea
lungimilor EK = FL i EL = FK. Dac exist diferene ntre cote vor trebui adoptate
msuri de reparare pe bancuri speciale de ndreptat sau prin nlocuirea pieselor din
structur.
Figura 7-4 Controlul extremitilor lonjeroanelor spate
Controlul braelor suspensiei spate, Figura 7-5, n acest caz se vor compara lungimile
FM = EN. Dac cele dou diagonale nu sunt egale se vor nlocui braele de suspensie.
Aceste operaiuni trebuie s fie completate de controlul fixrii braelor pe lonjeroane.
206
Figura 7-5 Controlul braelor suspensiei spate
Fisurarea i ruperea unui lonjeron sau a unei traverse a cadrului se produc n cazul
ncovoierilor repetate, datorit drumurilor neamenajate, cu denivelri mari. Repararea
prin sudur sau aa-zisa ranforsare a lonjeroanelor rupte sau fisurate nu d rezultate.
indicndu-se nlocuirea lonjeronului sau chiar a ntregului cadru, deoarece oelul
lonjeroanelor uneori nu este sudabil, iar reparaia prin sudur reduce din elasticitatea
grinzilor, reaprnd n acelai loc, alte fisuri, la scurt timp dup reparaie. ntreinerea
cadrului nu necesit operaii complicate din punct de vedere tehnologic. n afar de
curarea periodic fcut odat cu splarea autovehiculului, cadrul se protejeaz prin
ungere cu un amestec de petrol cu ulei prin pulverizare.
Pentru a evita oxidarea prin ruginire, cadrul se va vopsi periodic dup o prealabil
grunduire cu miniu de plumb, urmat de o curare corespunztoare a acestuia.
7.1.1 Deformaii ale prii centrale a asiului
Deoarece partea central a asiului este cel mai puin probabil s fie deteriorat n
urma coliziunii, este normal ca ea s fie prima cercetat, n cazul n care aceasta se
dovedete a fi nedeteriorat, ea servind drept referin pentru msurtorile ulterioare.
Asupra seciunii centrale a asiului pot aprea patru tipuri de deformaii, dar nu toate
deterioreaz lonjeroanele. Aceste tipuri de stricciuni sunt:
deformaia romboidal;
rsucirea;
ndoirea lonjeroanelor n sus sau n jos;
207
ndoirea lateral a lonjeroanelor.
Deformaia romboidal
Reprezint o abatere de la coaxialitate, care apare atunci cnd fora impactului a
determinat un lonjeron s se deplaseze axial fa de cellalt, provocnd o deplasare a
caroseriei fa de asiu. Rezultat al impactului n dreptul unui col al autovehiculului,
deformaia romboidal se observ prin spaiul inegal dintre bara din spate i panoul
spate al autovehiculului. n partea de dedesubt a autovehiculului, deformaia
romboidal se manifest prin deformarea buloanelor de fixare a caroseriei, pe o singur
parte a autovehiculului lovit. De asemenea, imediat dup accident un alt indiciu al
acestui tip de deformare este faptul c stratul de praf, noroi, etc. depus pe asiu va fi
fisurat n dreptul mbinrii dintre traverse i lonjeroane, n locul n care are loc
deformaia.
Figura 7-6 Deformaia romboidal, rezultat al coliziunii frontale
De obicei, acest tip de deformare a asiului apare la cadrele de tip dreptunghiular, care,
prin forma i construcia lor, sunt mai predispuse la acest tip de deformaie.
Cea mai simpl metod de determinare a mrimii deformaiei romboidale este
msurarea i compararea dimensiunilor A i B, Figura 7-6, msurtori care se fac ntre
gurile de fixare de pe cadru, deoarece aceste guri sunt simetric plasate pe cele dou
lonjeroane ale cadrului. Se pot utiliza drept repere pentru msurare i niturile, dar
acestea pot introduce erori de msurare datorit faptului c nu ntotdeauna capul
nitului este plasat exact deasupra centrului gurii de fixare.
208
Rsucirea
Acest tip de deformare a asiului apare de obicei la autovehicule care, n cazul unui
accident, se rstoarn, iar n urma accidentului se observ ridicarea n plan vertical a
unui lonjeron fa de cellalt, Figura 7-7. Un vehicul care are asiul rsucit nu va mai
sta perfect orizontal pe osea. ns acelai efect l poate avea de asemenea i un arc
moale sau chiar rupt. O metod simpl de determinare a cauzei pentru care
autovehiculul nu st orizontal pe osea este aceea de a ridica pe cric (amplasat n
centrul punii), pe rnd partea din fa a autovehiculului, apoi pe cea din spate. Dac n
ambele cazuri, autovehiculul st orizontal pe sol, atunci cauza pentru care autovehiculul
nu st orizontal este asiul rsucit i nu un arc rupt sau moale. De asemenea, se mai
poate produce i rsucirea caroseriei, fapt ce se observ uor, prin modul n care stau
parbrizul i luneta.
Figura 7-7 Exemplu de asiu rsucit. H reprezint punctele de sprijin n timpul reparaiei, iar P
reprezint punctele de aplicare a forelor de corecie
Pentru a se determina exact mrimea rsucirii, se folosesc dou rigle autocentrante,
montate la extremitile seciunii centrale. Se observ aceste rigle din spatele
vehiculului, iar dac acestea sunt paralele, atunci asiul nu a suferit rsuciri.
Riglele se numesc autocentrante, pentru c tiftul central ntotdeauna marcheaz
centrul autovehiculului, indiferent de deschiderea riglei. Acestea se fixeaz pe asiu prin
intermediul unor tifturi care se introduc n gurile din cadru, sau, n cazul caroseriilor
autoportante, se fixeaz cu cleme, adaptoare magnetice, sau cu prezoane speciale,
filetate n podeaua vehiculului.
209
ndoirea lonjeroanelor n sus sau n jos
ndoirea lonjeroanelor n sus sau n jos poate avea loc la unul sau la ambele lonjeroane
ale cadrului. Vizual, ndoirea n plan vertical a lonjeroanelor se manifest prin apariia
unei deformaii a plafonului caroseriei i prin nenchiderea corect a uilor. De
asemenea lonjeronul se cuteaz la partea superioar dac ndoitura este de jos n sus,
sau la partea inferioar, dac ndoitura este nspre n jos. Acest fenomen, Figura 7-8
apare datorit scurtrii unei pri a lonjeronului, n timp ce cealalt se lungete.
Deoarece, de obicei, lonjeroanele sunt la acelai nivel n partea inferioar, se poate
determina care lonjeron este ndoit prin utilizarea unei rigle de verificare, dispus
transversal, pentru a determina care lonjeron este afectat. n mod obinuit, n urma
coliziunilor, lonjeroanele se deplaseaz mai degrab n jos dect n sus.
Figura 7-8 ndoirea lonjeroanelor n jos, n urma unui impact frontal
ndoirea lateral a lonjeroanelor
Acest tip de deformaie apare atunci cnd o parte sau ambele pri ale lonjeronului sunt
ndoite spre exteriorul sau interiorul autovehiculului, n funcie de direcia de impact.
Semnele apariiei acestui tip de ndoire sunt cutele ce apar pe partea lateral interioar
sau exterioar a lonjeronului, Figura 7-9. Determinarea direciei i mrimii ndoiturii
laterale se face tot prin montarea a trei rigle autocentrante, la fel ca pentru
determinarea ndoirii lonjeroanelor n sus sau n jos. Dac toate tifturile sunt aliniate
de-a lungul axei de simetrie a asiului, atunci seciunea central nu prezint ndoire
lateral.
210
Figura 7-9 Moduri de ndoire lateral a asiului
7.1.2 Deformaii ale extremitilor asiului
Deformaii ale prii din spate a cadrului
Dac n urma testelor seciunea central s-a dovedit a fi neatins de deformaii, atunci
se trece la cercetarea extremitilor asiului. Dac partea frontal a autovehiculului a
fost evident deteriorat, atunci se trece la verificarea prii spate a vehiculului. Aceast
determinare se poate face foarte uor, modificnd montajul utilizat la determinarea
deformaiilor seciunii centrale, prin mutarea riglei din mijloc n captul din spate al
asiului. Riglele vor fi paralele dac partea din spate a asiului nu a suferit ndoiri n sus
sau n jos. Totui, se poate ca ambele lonjeroane s se deplaseze cu aceeai valoare,
atunci fiind necesar o msurtoare suplimentar pentru determinarea devierii,
rezultatele obinute comparndu-se cu date tehnice furnizate de constructorul
autovehiculului.
De obicei, n urma deformrii, lonjeroanele se cuteaz n faa curburii din spate i
deasupra carcasei punii spate.
Deformaii ale prii din fa a cadrului
Determinarea deformaiilor suferite de partea din fa a cadrului se fac n mod
asemntor cu cele efectuate la partea din spate a cadrului. Principalele deformaii ce
pot aprea n partea din fa se localizeaz de obicei n zona bordului (de-a lungul liniei
parbrizului), zon n care se i pot remarca eventualele cute ale lonjeroanelor. De
asemenea, va aprea o deformaie a locaului pentru suspensie, care va avea o form
eliptic, n locul uneia circulare.
211
Studiul comportamentului n exploatare al asamblrilor sudate conduce la identificarea a
patru cazuri tipice, care rezult din combinarea ntre natura ncercrii (static sau la
oboseal) i calitatea asamblrii (absena sau prezena defectelor plane).
7.2 Utilaje pentru lucrrile de ndreptare a caroseriilor i cabinelor metalice
ndreptarea (redresarea) caroseriilor i cabinelor se realizeaz prin aplicarea de fore de
interaciune mecanic i const n efectuarea de operaii de ntindere, presare i lovire a
prilor deformate pn la obinerea formei i dimensiunilor iniiale ale ansamblului
redresat. Redresarea caroseriilor se face prin operaii de ntindere, comprimare sau
percuie. Configuraia geometric i dimensiunile stabilite de constructor i precizate n
documentaia tehnic a caroseriei (cabinei) se pot verifica cu abloane i calibre pe
standuri de control sau pe mese ale mainilor n coordonate X, Y, Z (fabricaie).
Pentru ndreptarea caroseriilor i cabinelor automobilelor au fost realizate standuri
complexe care sunt de dou tipuri: platform i cadru spaial.
Standul tip platform R 620, Figura 7-10, este constituit dintr-un cadru rigid, o
instalaie hidraulic pentru acionarea cilindrilor hidrostatici axiali, set de dispozitive de
aezare - fixare (ancorare) a caroseriei automobilului .a.
Cteva caracteristici tehnice ale standului R 620 sunt prezentate n tabelul 7.1.
Tabelul 7.1. Caracteristici constructive ale standului R - 620
Stand platform R - 620
Tensiunea
de
traciune
Cursa
pistonului
cilindrului
Deplasarea
pistonului
cilindrului
la o curs
de lucru a
pompei
Presiunea
maxim a
pompei
Dimensiunile
de gabarit
Masa
maxim
admis
Cantitatea
de repere
[kN] [mm] [mm] [Mpa] [mm] [kg] -
65,7 120 1,4 39 7310x4000x140 2200 78
Cadrul standului servete pentru fixarea automobilului de reparat, pentru instalarea
montanilor (suporturilor) de aplicare a forelor tehnologice de deformare, a sistemului
de ntindere cu cablu sau cu lan i a celorlalte dispozitive necesare care asigur
redresarea mecano - hidraulic a caroseriilor avariate. Cadrul este realizat din profile
212
U, care formeaz seciunea profilului chesonat cu locauri de lime 1-20 mm, dispuse
n lungul i n limea suprafeei lui. Aceast construcie permite instalarea pe cadru a
automobilului precum i a dispozitivelor necesare pentru redresarea diverselor zone
deformate. Tensiunile de ntindere - comprimare sunt generate de agentul hidraulic,
debitat de pompe hidrostatice prin conductele de nalt presiune i transmise la tija
pistonului cilindrului hidraulic. De la acesta, prin diverse reazeme, adaosuri,
prelungitoare i lanuri (cabluri), aciunea mecanic este transmis asupra zonei
deformate a caroseriei.
Figura 7-10 Stand platform R - 620
Pe stand se poate redresa fie automobilul complet, fie fr punte spate sau suspensie
fa, ori numai caroseria automobilului. Caroseria C se suspend pe montanii M
(suporturi sau capre) cu ajutorul a 2 (4) cricuri hidraulice C
hM
sau cu un transportor
suspendat T
s
. Pe montanii perechi (stnga - dreapta) se asambleaz elementele
transversale de for fixate cu urechile dispozitivului de prindere pe nervurile de
rigidizare ale pragurilor caroseriei.
7.3 Comportamentul static al cordoanelor de sudur fr defecte
El este un caz foarte simplu, care nu merit o atenie deosebit. n cea mai mare parte
a cazurilor, metalul topit comport caracteristici mecanice superioare celor ale metalului
213
de baz i aceasta explic de ce asamblarea cap la cap nu necesit nici un calcul
particular. Pentru sudurile realizate prin cordon unghiular, s-a convenit s se previn o
ruptur sub cordonul asigurat, prin ocolirea unei zone corespunztoare. n felul acesta
se realizeaz o seciune de trecere convenabil pentru eforturile transmise.
Cu toate acestea pstrarea spiritului comportamentului metalului de baz, care
condiioneaz calitatea asamblrii, nu poate fi un remediu la o ruptur prin solicitare
static. Calculele de dimensionare la ntindere, pe care i calitatea asamblrii le
satisface, arat c sudurile nu comport defecte anormale.
7.4 Comportamentul la oboseal al cordoanelor de sudur fr defecte
Aceast examinare se va face pe un caz clasic. Comportamentul la oboseal clasic (N
> 10
5
cicluri) a materialelor face s apar dou faze distincte:
perioada de amorsare, reprezint timpul n care materialul este progresiv
deteriorat i care conduce la formarea unei fisuri macroscopice;
perioada de propagare, reprezint timpul n care fisura se dezvolt progresiv,
pn la ruperea complet.
De obicei, perioada de amorsare reprezint un procentaj foarte important n durata de
via total. n cazul asamblrilor sudate, tendina s se inverseze rolul existenei
tieturilor naturale (rdcina cordonului unghiular, micro-imperfeciunile n piciorul
cordonului, etc), n pornirea fisurii la oboseal, care se poate dezvolta foarte rapid,
conduce la o reducere drastic a fazei de amorsare, cvasitotalitatea duratei de via
fiind reprezentat prin perioada de propagare. Acest fenomen micro-geometric vine s
ajute efectul de concentrare a eforturilor, care poate fi considerat la scar local
(piciorul cordonului), scara cordonului (forma general a cordonului), sau scara piesei
(geometria global a ansamblului). Combinarea acestor, efecte diferite ale tieturilor,
n cazul asamblrilor sudate, determin un comportament la oboseal mai puin bun,
intrinsec, ca al metalului de baz.
Un alt efect defavorabil este constituit de existena eforturilor reziduale din timpul
sudurii. Ele sunt eseniale pentru efectul de ntrire prin comprimare medie, ca element
214
de baz al zonelor sensibile ale asamblrii, obinut prin combinarea solicitrilor externe
cu variaia eforturilor provocate de comprimrile interne constante.
Suprapunerea efectelor tieturilor multiple i ale solicitrilor reziduale au ca rezultat
conferirea fiecrei asamblri elementare a unui comportament la oboseal propriu,
care poate fi caracterizat prin legea:
m
V C N = , 7. 1
unde: C constanta specific a ansamblului, m constant (are valoarea 3 pentru
asamblrile sudate). Aceste regrupri sunt posibile obinndu-se o anumit clasificare.
0 concluzie se impune: comportamentul la oboseal al unei asamblri este determinat
de forma sa. Caracteristicile mecanice ale materialului de baz nu intervin ntr-o
manier semnificativ. Dac, n timpul serviciului, un ansamblu sudat se fisureaz, nu
se poate spera de a se obine o ameliorare cu o cretere a grosimii (aceasta ca
reducere a nivelului eforturilor nominale aplicate) sau o schimbare a asamblrii.
Recurgerea la un oel cu o elasticitate limitat sau la ranforsarea prin aplicarea de
dubluri sau de ntrituri sunt iluzorii.
Figura 7-11 Exemple de curbe Wohler pentru solicitarea la oboseal a asamblrilor sudate
Calculul ntreinut de remarcile precedente, care sunt puse n eviden prin doi
parametri influeni: eforturile reziduale i efectele tieturilor, este posibil de a lua n
215
considerare aplicaiile asamblrilor sudate prin tratamente perfecionate, a cror int
comun este de a minimiza efectele parametrilor influeni i, n acelai timp, de a dota
asamblrile sudate cu o perioad de amorsare, pe care ele nu o posed n starea brut
a sudurii. Se pot cita metodele, care permit o ameliorare a formei (micro sau macro-
geometric) diminund efectul tieturii obinute, prin uzinaj, deformare, refiziune TIG
sau cu plasm, sudur de baz cu cordon realizat cu electrozi speciali i cele care sunt
eficace printr-o comprimare remanent, obinut prin eliminarea eforturilor reziduale de
sudare: relaxarea prin tratament termic sau mecanic, sau crearea de solicitri reziduale
favorabile: suprancrcare mecanic, precompresie, nclzire de contracie, ciocnire i
tasare de precomprimare, Figura 7-12.
Figura 7-12 Influena tratamentelor de perfecionare a comportamentului la oboseal a ansamblurilor
sudate
7.5 Mecanica rupturii
7.5.1 Generaliti
Asamblrile sudate comport, n mod normal sau accidental tieturi fine. Studiul
influenei prezenei crestturilor asupra comportamentului n serviciu al asamblrii, sub
efectul solicitrilor statice sau al oboselii, poate fi realizat prin folosirea utilitilor
aplicate n cazul mecanicii rupturilor.
216
7.5.2 ncercarea static
Inconveniente volumice
Toate defectele volumice, care constituie crestturi suplimentare ntrein o posibil
cretere local a solicitrilor. n plus, se poate recunoate c aceast concentrare de
eforturi nu are ceva excepional de vreme ce, n cazul unei sufluri, se poate calcula un
coeficient de concentrare a solicitrilor (CCC) de 2,0, sau
b a / 2 1+ ++ + = == = CCC 7. 2
unde: a i b reprezint dimensiunile transversale ale defectului.
n cazul unei incluziuni CCC = 3,0 .
Aceste valori pot fi comparate cu cele obinute n apropierea crestturilor naturale ale
cordonului.
Un defect volumic nu este mult mai periculos dect un cordon unghiular, atunci cnd
acesta din urm exist, i prezint o gravitate puin superioar celei corespunztoare
cordonului cap la cap. Existena lor nu este deci peste msur periculoas atunci cnd
cantitatea lor este diminuat i nu perturb punerea n lucru a metodelor de control
nedistructiv, care au rolul de a detecta i localiza dimensiunile defectelor plane.
Crestturi ascuite. Defecte plane
Defectele plane prezint, efectiv, un caracter de mare gravitate, mai important ca
defectele volumice. Deoarece aceste defecte plane sau crestturile unghiulare interne,
la mai multe tipuri de asamblri constituie amorse, ele pot s conduc la dezvoltarea
unor rupturi brutale (fragile sau semifragile) sau progresive (oboseal, coroziune sau
combinaii oboseal-coroziune). n acest ultim caz, nocivitatea crestturii (defect sau
cresttur natural) se poate aprecia prin mecanica rupturii, care face apel la
tenacitatea exprimat n sprijinul unei mrimi (K
R
, COD
C
, I
C
, ) apropiat de
comportamentul ductil sau fragil al materialului rupt prin solicitarea static, sau la
proprietile de rezisten la oboseal ale aceluiai material (legea lui PARIS).
Se poate, graie unei metode de calcul aproximative, s se defineasc un defect critic,
Figura 7-13, la pornire, care prin adaptarea unei marje de siguran confortabil, n
217
determinarea unui defect tolerabil, poate fi controlat, n comparaie cu defectele
relevante prin metode nedistructive. Aceast apropiere se datoreaz, natural, integrrii
unei eventuale dezvoltri a oboselii defectului iniial, Figura 7-14.
Aceast dispoziie este actualmente utilizat pentru justificarea utilizrii n exploatare a
construciilor sudate cu defecte de la nceput anulate n sensul specificaiilor
tradiionale, a cror rebutare sau reparaie ridic probleme considerabile de cost i de
timp.
Este posibil de a trata problema, de o manier diferit, n cazul oboselii pure, utiliznd o
anumit mecanic a ruperii pentru aprecierea numrului de cicluri care sunt necesare
pentru a asimila ruptura printr-un element iniial preexistent. Prin integrarea analitic
sau numeric a legii lui Paris.
m
K C dN da ) ( / = == = 7. 3
ntre dimensiunile iniiale i critice ale defectului, se poate calcula numrul de cicluri
necesare pentru amorsarea unei fisuri de oboseal dezvoltat de o cresttur iniial.
Figura 7-13 Domeniul de stabilire a unui defect rezultat n urma solicitrilor de flexiune i traciune
218
Figura 7-14 Evoluia oboselii unui defect de suprafa n cmpul de flexiune pur
O alt faet a procedeului permite aprecierea securitii sudurii sub forma unei analize
defect dovedit tolerabil, sau sub forma unei comparaii ntre numrul de cicluri
garantat numrul de cicluri pn la rupere. Aceasta permite utilizarea cazurilor de
incidente aprute pe parcurs, ca rezultat al fisurilor dezvoltate n timpul serviciului, n
determinarea de exemplu, a unei reparaii, care poate fi diferit, pn la proxima
ntrerupere a programului de exploatare. Defectul plan de origine i fisurile de oboseal,
n timpul serviciului, sunt cazuri de aplicare imediat a mecanicii rupturii, care este
provocat de acesta.
O utilizare indirect a mecanicii ruperii la oboseal se poate referi la previziunea duratei
de via a ansamblului. Aceast posibilitate este evaluat prin examen aprofundat al
rupturii prin oboseal, a ansamblului care pune n eviden faptul c ea poate fi un
punct pentru originea defectelor mici ascunse din zonele sensibile (racorduri, piciorul
cordonului) i ale performanelor ce difer de procedeul de sudare.
Aceste crestturi arat faptul c, pentru un numr redus de cicluri, se pot crea fisuri de
oboseal care dezvolt apoi ruptura complet.
Analiza contribuie la explicarea constatrii experimentale, n sensul c asamblrile
sudate au o durat de via practic asimilabil cu faza de propagare, faza de amorsare
dispare aproape complet n acelai timp, pentru un numr mare de cicluri ale ruperii.
219
Aplicarea acestui principiu, al mecanicii ruperii, i-a gsit aplicaie la previziunea duratei
de via a asamblrilor cu cordoane n cruce, Figura 7-15. Rezoluia problemei este
tratat pentru definirea unui model reprezentativ, care poate fi ajustat pentru
satisfacerea rezultatelor experimentale.
Figura 7-15 Comportamentul la oboseal al asamblrii cu cordoane n unghi
Exemplul din Figura 7-15 nu este unic i o astfel de metod poate fi aplicat cu succes
pentru alte configuraii. Este, n acelai timp, posibil studierea cazurilor particulare
complexe, ca cele constituite din asamblarea prin puncte solicitate la traciune-
forfecare. Figura 7-16 face apel la dispoziia i distribuirea egal a traiectului nsoit de
fisura la oboseal, dup amorsarea sa n limitele smburelui topit.
Figura 7-16 Ruptur la oboseal a unei asamblri prin puncte
n Figura 7-17 se arat cum un calcul prin elemente finite permite prevederea
deformrilor succesive ale piesei, care sunt n msur s evalueze fisura i repartiia
220
eforturilor, n timp ce dezvoltarea factorilor de intensitate ai solicitrilor la fundul
crestturilor i rezultatul previziunilor, prin raportul mrimilor experimentale, sunt
prezentate n Figura 7-18.
Figura 7-17 Solicitrile principale ale unei asamblri prin puncte n cursul fisurrii prin oboseal
Figura 7-18 Epruveta experimental
221
8 NOIUNI FUNDAMENTALE DE AERODINAMICA
AUTOVEHICULELOR
8.1 Consideraii teoretice
Dac pn nu de mult aerodinamica era domeniul exclusiv al aplicaiilor din industria
aeronautic, la ora actual se poate vorbi de o nou ramur a acestei tiine:
aerodinamica autovehiculelor. Odat cu dezvoltarea tot mai rapid a industriei
constructoare de maini, la proiectarea noilor automobile se au n vedere, din ce n ce
mai mult, aspectele de ordin aerodinamic, care s completeze pe cele tradiionale:
fiabilitate, ergonomie, siguran n exploatare, consum redus etc.
Deoarece forele aerodinamice, Figura 8-1, care acioneaz asupra unui automobil au
un rol semnificativ asupra comportamentului dinamic al acestuia n ceea ce privete
stabilitatea, manevrabilitatea, sensibilitatea la rafale laterale i nu n ultimul rnd asupra
consumului de combustibil i a zgomotului produs, s-a ajuns ca n ultimul deceniu,
aerodinamica s devin unul din cele mai importante considerente care stau la baza
proiectrii autovehiculelor, referitor la forma i structura acestora.
Studiul aerodinamic al unui automobil urmrete:
determinarea forelor i momentelor aerodinamice la care acesta este supus datorit
interaciunii lui cu atmosfera; din cele 6 componente ce caracterizeaz
performanele aerodinamice ale unui autovehicul cea mai important este rezistena
aerodinamic la naintare,
X
F ; studiile efectuate n acest sens au relevat faptul c
reducerea coeficientului de rezisten la naintare pentru o main obinuit de la
4 . 0 c
X
= == = la 3 . 0 c
X
= == = conduce la o reducere semnificativ a consumului de
combustibil;
studiul curgerii aerului n jurul automobilului, ct mai detaliat posibil; curgerea
exterioar este cea care determin traseul picturilor de ploaie, mecanismul de
depunere al prafului, zgomotul aeroacustic, rcirea frnelor, forele care acioneaz
asupra tergtoarelor de parbriz etc; astfel, calitatea unui autoturism din punct de
222
vedere aerodinamic depinde n mare msur de succesul modelrii caroseriei
acestuia, n sensul obinerii unui cmp de curgere exterior astfel nct s fie
rezolvate favorabil problemele prezentate mai sus;
curgerea aerului n interiorul compartimentului motorului; curgerea corespunztoare
a curentului de aer contribuie la o reducere a suprafeei necesare a radiatorului i la
o rcire mai bun a componentelor aflate n acest compartiment;
climatizarea compartimentului pasagerilor pentru obinerea unui confort sporit al
acestora.
8.2 Fore i momente aerodinamice
Interaciunea dinamic dintre aerul atmosferic i un vehicul n micare relativ fa de
acesta, are ca rezultat formarea unei fore aerodinamice globale (rezultante)
A
F i a
unui moment (aerodinamic) corespunztor
A
M , ale cror componente raportate la
sistemul de referin al automobilului sunt prezentate n Figura 8-1.
Figura 8-1 Forele care acioneaz asupra unui automobil
x
F
Fora de rezisten la naintare ( R );
y
F Fora lateral ( L);
z
F Fora portant ( P );
x
M Momentul aerodinamic de ruliu;
223
y
M Momentul aerodinamic de tangaj (rsturnare);
z
M Momentul aerodinamic de giraie;
- viteza relativ a aerului fa de automobil;
- unghiul dintre
i axa longitudinal a automobilului.
Originea sistemului de referin poate fi centrul de greutate al mainii sau punctul
determinat de intersecia diagonalelor patrulaterului format din punctele de contact
ale celor patru roi cu calea de rulare.
Natura forei aerodinamice globale, precum i a componentelor ei, poate fi interpretat
din dou perspective diferite, cea a automobilului i cea a aerului atmosferic prin care
vehiculul se deplaseaz.
Din perspectiva automobilului, valoarea forei pe care curentul de aer o exercit asupra
acestuia se poate calcula prin integrarea pe suprafeele exterioare
ext
S ale vehiculului
a forelor elementare de presiune dS p F d
n p
v
r
= == = (pe direcie normal la elementul de
suprafa dS ) i a forelor elementare tangeniale de frecare dS F d
f
r
r
= == = , care se
exercit n stratului limit ce se formeaz la nivelul suprafeelor automobilului expuse
aciunii aerului:
+ ++ + = == =
ext
S
n A
dS ) p ( F
r r
r
(8. 1)
Astfel, fora aerodinamic global se poate scrie ca sum a dou componente, dintre
care una de presiune
p
F i cealalt de frecare
f
F , dup cum urmeaz:
f p A
F F F + ++ + = == = (8. 2)
Evaluarea direct a celor dou componente, separat, necesit cunotine detaliate
despre distribuia presiunii i eforturilor tangeniale de frecare pe ntreaga suprafa a
vehiculului studiat. Aceste distribuii se obin extrem de dificil pe cale experimental
pentru corpuri complexe din punct de vedere geometric, precum cele ale automobilelor,
fiind practic doar n cazul anumitor poriuni ale caroseriei, unde distribuia de presiuni
este rezonabil uniform.
224
Calculul celor dou componente se poate realiza cu o precizie suficient de bun cu
ajutorul tehnicilor CFD (Computational Fluid Dynamics), utiliznd un program de calcul
adecvat.
Din acest punct de vedere componentele
x
F ,
y
F ,
z
F ale forei aerodinamice globale se
pot evalua experimental n mod direct, cu ajutorul unei balane aerodinamice.
Din perspectiva curentului de aer, fora aerodinamic global se determin aplicnd
prima teorem a impulsului (Euler) masei de aer cuprins ntr-un volum de control de
mari dimensiuni din jurul automobilului. n aceast direcie, unul din rezultatele
semnificative ale cercetrilor din domeniu a fost determinarea rezistenei la naintare ca
o consecin a trenei de vrtejuri care se formeaz n spatele automobilului i care i
au originea n diferite zone de impact (de presiune ridicat) ale caroseriei, unde se
produce desprinderea stratului limit. Astfel, componentele
x
F ,
y
F ,
z
F ale forei
aerodinamice globale se pot evalua experimental n mod indirect, prin msurarea
diferenelor de presiune care apar n dou plane simetrice fa de sistemul de referin
raportat la direcia curentului de aer, ca de exemplu prin msurarea diferenei de
presiune dintre seciunea de intrare n camera de experiene i un alt plan
perpendicular pe direcia de curgere, din spatele modelului testat, pentru
determinarea forei de rezisten la naintare.
Relaiile practice de calcul ale celor ase componente ale forei aerodinamice rezultante
i momentului corespunztor, deduse pe baza criteriilor de similitudine, sunt:
x ref din x
c A p F
= == = ;
y ref din y
c A p F
= == = ;
z ref din z
c A p F
= == = (8. 3)
x m ref ref din x
c l A p M
= == = ;
y m ref ref din y
c l A p M
= == = ;
z m ref ref din z
c l A p M
= == = (8. 4)
unde:
din
p
reprezint presiunea dinamic de referin a curentului de aer
neperturbat de prezena autovehiculului, calculat cu relaia
(8.5);
225
ref
A
reprezint aria de referin a autovehiculului, luat n
considerare la calculul forelor aerodinamice; de obicei este aria
proieciei automobilului pe planul yOz (planul transversal al
mainii), vezi Figura 8-2, dar sunt situaii cnd de referin se
consider a fi aria seciunii transversale maxime a automobilului;
ref
l
reprezint lungimea de referin (caracteristic) a
autovehiculului luat n considerare la calculul forelor
aerodinamice; de obicei este lungimea automobilului, dar sunt
situaii cnd de referin se consider a fi ampatamentul mainii
(distana dintre axele geometrice ale punilor fa i spate ale
mainii);
z y x
c , c , c
sunt coeficieni adimensionali ce caracterizeaz forele
aerodinamice corespunztoare, denumii i coeficieni
aerodinamici; n cazul automobilelor acetia se determin
experimental, sau mai recent cu ajutorul tehnicilor CFD
z m y m x m
c , c , c
sunt coeficieni adimensionali ce caracterizeaz momentele
aerodinamice corespunztoare axelor sistemului de referin al
automobilului.
2
din
v
2
1
p
= == = (8. 5)
unde:
reprezint densitatea curentului de aer neperturbat de prezena
autovehiculului;
2
v
reprezint viteza curentului de aer neperturbat de prezena
autovehiculului;
226
Figura 8-2 Mrimi caracteristice unui automobil, utilizate n aerodinamic
L lungimea, l ampatamentul, H nlimea, b limea caroseriei, h garda la sol
Pentru a caracteriza din punct de vedre aerodinamic performanele unui autovehicul se
utilizeaz coeficienii aerodinamici. Pentru o poziie stabilit a automobilului fa de
calea de rulare, acetia sunt dependeni de numrul Reynolds Re , adic de regimul de
micare (relativ) al curentului de aer ce nvluie maina.
= == = = == =
ref
ref
l v
l v Re (8. 6)
unde:
reprezint vscozitatea dinamic a curentului de aer neperturbat de
prezena autovehiculului;
reprezint vscozitatea cinematic a curentului de aer neperturbat de
prezena autovehiculului;
Un alt coeficient adimensional utilizat n studiile de aerodinamic este coeficientul de
presiune,
p
c , definit de relaia:
= == =
din
S loc
p
p
p p
c (8. 7)
unde:
S loc
p
reprezint presiunea static local msurat ntr-un punct pe
suprafaa S , care interacioneaz cu curentul de aer;
p
reprezint presiunea static a curentului de aer neperturbat de
prezena autovehiculului (de referin).
227
Pentru a caracteriza modul n care un automobil interacioneaz cu aerul atmosferic se
construiesc diagrame ale variaiei coeficientului de presiune pe suprafeele acestuia. Cu
ajutorul acestor diagrame se poate determina componenta
p
F a forei aerodinamice
globale datorat distribuiei de presiuni, dependent de forma caroseriei.
Figura 8-3 Distribuia coeficientului de presiune pe caroseria unui automobil, n planul longitudinal
n prim aproximaie, puterea consumat de un autovehicul pentru nvingerea forei de
rezisten la naintare se poate calcula, n cazul deplasrilor uniforme, cu relaia:
x ref
3
vehicul X
X
Fx
c A v
2
1
F
t
x F
t
L
P
= == = = == =
= == = = == =
(8. 8)
Dup cum se observ
Fx
P este o funcia cubic de viteza de deplasare a automobilului,
acesta fiind principalul motiv pentru care reducerea valorii coeficientului de rezisten la
naintare constituie una din prioritile proiectrii autovehiculelor.
Practic, s-a constatat c pentru un automobil cu aria seciunii transversale de
aproximativ
2
m 5 . 2 A puterea consumat pentru nvingerea forei de rezisten la
naintare se menine n limite rezonabile pn la viteze de h / km ) 90 80 ( .
8.3 Stratul limit
Se numete strat limit stratul de fluid care se formeaz la nivelul suprafeelor
corpurilor solide aflate n micare relativ fa de un fluid cu o vitez de referin
v i
n interiorul cruia viteza fluidului,
x
v , crete de la zero (pe suprafaa solidului) la
valoarea corespunztoare curentului de fluid, neperturbat de prezena corpului,
v .
Deoarece n interiorul stratului limit se manifest intens forele de frecare, acesta se
mai numete i strat de frecare. ntruct este greu de stabilit punctul n care viteza din
stratul limit atinge valoarea
v , s-a convenit s se defineasc drept grosime a
228
stratului limit distana de la perete pentru care viteza din stratul limit difer cu % 1
fa de viteza curentului neperturbat. Modul n care se dezvolt i se formeaz stratul
limit pe o suprafa plan este prezentat n Figura 8-4.
Figura 8-4 Evoluia stratului limit pe placa plan
La nivelul suprafeei plcii, curgerea fluidului cu vitez neperturbat constant
v
debuteaz cu formarea unui strat limit laminar de grosime
l
, din care ulterior se
dezvolt unul turbulent de grosime
t
, n aceast zon stratul laminar fiind redus la o
grosime
lt
foarte mic. Trecerea se face printr-o zon de tranziie scurt.
n studiile de aerodinamica automobilelor prezint importan stratul limit turbulent,
cel laminar fiind un deziderat al aplicaiilor din aviaie. Relaia de calcul a grosimii
stratului limit turbulent, dependent de distana x fa de originea sa, este:
2 . 0
x
t
Re
x
37 . 0 ) x ( = == = . (8. 9)
Viteza
x
v n stratul limit turbulent se poate calcula cu relaia (legea unu pe apte):
7
1
t
x
y
v v
| || |
| || |
| || |
\ \\ \
| || |
= == =
. (8. 10)
n unele calcule referitoare la stratul limit se mai utilizeaz nc dou mrimi
caracteristice ale acestuia i anume grosimea de deplasare
*
(sau grosimea deficitului
de debit produs prin frnare), respectiv grosimea de impuls . Semnificaia lui
*
este
aceea a distanei pe direcia normal la suprafa pentru care debitul de fluid este
anulat prin prezena stratului limit. Similar, semnificaia celei de a doua mrimi este
aceea a distanei pe direcia normal la suprafa, pentru care impulsul de fluid este
anulat datorit frecrilor din stratului limit. Pentru calculul lor se pot utiliza relaiile:
229
8
1
*
= == = ;
72
7
= == = . (8. 11)
Ecuaiile anterioare reprezint aproximri ale curgerii bidimensionale la o presiune
constant. Din punctul de vedere al aplicaiilor experimentale, pot fi utilizate pentru
curgeri n camere de testare goale (cu blocaj zero) i cu perei impermeabili. In cazul
testrii modelelor la scara 1:1 n tunele aerodinamice,
t
are valori, n general, n
intervalul mm ) 160 70 ( .
ngroarea stratului limit la nivelul suprafeelor solide ale camerei de testare, chiar i
pentru un gradient de presiune nul, se datoreaz componentei verticale induse
i
v
(pozitiv, orientat nspre exteriorul stratului limit) a vitezei curentului neperturbat
v ,
vezi Figura 8-5.
Figura 8-5 Variaia stratului limit la nivelul suprafeelor solide
n Figura 8-5,
u este viteza curentului n stratul limit (n sensul de curgere). Calculul
componentei induse se face conform relaiei:
) x ( v
dx
) x ( d
) x (
dx
) x ( d
) x ( ) x ( v
w
*
*
i
+ ++ + + ++ + = == =
v
v
(8. 12)
n cazurile n care se realizeaz (experimental) un control al stratului limit la nivelul
suprafeei ce reprezint calea de rulare,
w
v este componenta normal a vitezei prin
aceast suprafa (considerat permeabil), negativ n cazul aspiraiei, pozitiv n
cazul n care controlul stratului limit se face prin ejecie;
Unghiul , pe care tangenta la suprafaa stratului limit l face cu orizontala (datorat
componentei induse
i
v ) se calculeaz cu relaia:
230
) x (
) x ( v
tg arc
i
= == =
v
(8. 13)
Pentru cazurile frecvente n care suprafaa camerei de testare care definete solul este
impermeabil (nu are loc un control al stratului limit la nivelul acesteia) componenta
) x ( v
w
este nul, valorile
i
v i pot fi evaluate substituind n ecuaiile (8.12) i (8.13)
valorile i
*
definite de relaiile (8.9) i (8.11). Pentru ( (( ( ) )) ) 0 dx d = == =
v i
6
x
10 4 Re = == = se
obin urmtoarele valori (tipice): ( (( ( ) )) ) 00221 . 0 v
i
= == =
v i + ++ + = == = 127 . 0 .
Variaiile unghiului poate cauza erori importante n evaluarea coeficientului de
portan (sustentaie) la evoluiile n efect de sol, similare celor datorate variaiilor
unghiului de picaj fat de planul orizontal.
n Figura 8-6 este prezentat modul n care evolueaz distribuia de viteze n stratul
limit la curgerea pe o suprafa pn la desprinderea acestuia i formarea
turbioanelor.
Figura 8-6 Evoluia distribuiei de viteze n stratul limit
Dup cum se tie, la curgerea unui fluid pe o suprafa solid apar zone n care variaia
presiunilor n sensul curgerii,
x
p
, poate s fie pozitiv sau negativ, dup cum vitezele
scad sau cresc. Zonele pentru care 0
x
p
< << <
sunt cele pentru care distribuia de viteze are
un aspect normal (zona B A conform figurii 8.6), iar cele pentru care 0
x
p
> >> >
se
numesc zone de inversare a sensului de curgere (de la B la C ). n punctul n care
231
0
x
p
y
v
x
= == =
= == =
(punctul B conform figurii 8.6) se produce fenomenul de desprindere a
stratului limit, acesta numindu-se punct de desprindere. Linia D B se numete linia
de desprindere, iar linia E B este linia nucleelor de vrtej. Vrtejurile desprinse de pe
suprafaa solid, formeaz o tren de vrtejuri numit i dr aerodinamic. n Figura
8-7 este prezentat aspectul trenei de vrtejuri n planul median, vizualizat cu ajutorul
tehnicilor CFD.
Figura 8-7 Vizualizarea vrtejurilor n siajul unui automobil cu ajutorul tehnicilor CFD
8.4 Gradul de turbulen
Ca majoritatea curgerilor din practic i curgerea aerului n jurul caroseriilor de
autovehicule este una turbulent. Caracteristice micrii turbulente sunt urmtoarele:
liniile de curent nu sunt paralele (sau cvasiparalele) cu direcia curentului, ci
dezordonate i avnd direcii diferite;
vectorul vitez ntr-un punct al domeniului de curgere nu este constant n timp,
ca modul sau direcie. Mrimea vitezei oscileaz n jurul unor valori medii, vezi
Figura 8-8.
Structural, micarea turbulent este determinat de suprapunerea unor micri de
agitaie ale particulelor de fluid (la nivelul grupurilor de molecule) peste o micare
medie.
232
Figura 8-8 Micarea de agitaie a particulelor de fluid
Astfel, componentele vitezei
x
v ,
y
v ,
z
v se pot exprima sub forma urmtoare:
x x x
' v v v + ++ + = == = ;
y y y
' v v v + ++ + = == = ;
z z z
' v v v + ++ + = == = (8. 14)
unde:
x
v ,
y
v ,
z
v reprezint valorile medii ale vitezei pe cele trei direcii ale
sistemului de referin la care se raporteaz micarea fluidului,
definite conform relaiilor (8.15) pe un interval de timp ;
x
' v ,
y
' v ,
z
' v reprezint fluctuaiile vitezei fa de valorile medii
corespunztoare celor trei direcii;
= == =
0
x x
dt v
1
v ;
= == =
0
y y
dt v
1
v ;
= == =
0
z x
dt v
1
v (8. 15)
Conform proprietilor referitoare la calculul mrimilor fluctuaiilor, puse n eviden de
O. Reynolds, prin definiie, valoarea medie a unei fluctuaii este nul, 0 ' v
x
= == = , nu i
media ptratic a acesteia, 0 ' v
2
x
.
Intensitatea fluctuaiilor de vitez a curentului de aer din camera de experiene a unui
tunel aerodinamic reprezint un parametru important la evaluarea calitativ a
rezultatelor obinute n acesta, determinnd gradul n care msurtorilor efectuate n
diverse tunele aerodinamice pot fi comparate ntre ele. Astfel, pentru un curent uniform
de vitez
v se definete gradul de turbulen T conform relaiei:
= == =
+ ++ + + ++ +
= == =
v
' v
100
3
' v ' v ' v
v
100
T
2
2
z
2
y
2
x
[%] (8. 16)
n tunele aerodinamice obinuite gradul de turbulen poate avea valori destul de mari,
% 1 T . Pentru cele speciale, de mic turbulen, utilizate cu precdere n aviaie,
233
valoarea acestuia coboar cu un ordin de mrime, % 1 . 0 T . Mrimea gradului de
turbulen depinde de
2
' v dar i de modul n care se definete viteza de referin
v .
Determinarea valorii medii ptratice a fluctuaiilor necesit sonde speciale de msurare
a vitezei (termoanemometre). Un procedeu relativ simplu de apreciere al gradului de
turbulen este acela al determinrii numrului Reynolds critic al sferei,
D
Re , la care are
loc trecerea de la stratul limit laminar la cel turbulent stabil, Figura 8-9.
Figura 8-9 Aspectul trenei de vrtejuri pentru o sfer, n funcie de numrul lui Reynolds
Numrul Reynolds critic pentru o sfer este acela pentru care 3 . 0 c
sfera x
= == = . Dependena
numrului Reynolds critic de gradul de turbulen, pentru o sfer, este prezentat grafic
n Figura 8-10. Metodele moderne de determinare a gradului de turbulen utilizeaz
sondele anemometrice, dup cum se va vedea n paragraful urmtor.
Figura 8-10 Variaia ) T ( f Re
critic
= == = pentru o sfer
234
235
9 DETERMINAREA EXPERIMENTAL A CARACTERISTICILOR
AERODINAMICE ALE AUTOVEHICULELOR N TUNELE
AERODINAMICE
9.1 Clasificarea i organizarea constructiv a tunelelor aerodinamice
Determinarea caracteristicilor aerodinamice ale autovehiculelor este strns legat de
experimentele realizate n tunele aerodinamice. Exist o diversitate mare de astfel de
instalaii, principalele criterii dup care acestea se pot clasifica fiind urmtoarele:
dup arhitectura acestora se disting tunele aerodinamice cu circuit deschis, Figura
9-1, tip Eiffel, sau cu circuit nchis, Figura 9-2, tip Prandtl;
Figura 9-1 Schema de principiu al unui tunel cu circuit deschis i seciune de testare nchis
Figura 9-2 Schema de principiu al unui tunel cu circuit nchis i seciune de testare nchis
dup tipul camerei de experiene se disting tunele aerodinamice cu camer de
experiene deschis, utilizate cu precdere n Europa (prezint avantajul unor
236
interferene reduse ntre modelul studiat i pereii camerei de testare, dar sunt mari
consumatoare de energie), sau cu camer de experiene nchis, preferate n
America de Nord (prezint avantajul unui consum de energie mai mic);
dup valoarea vitezei maxime de referin (din camera de experiene) cele utilizate
n industria constructoare de automobile se pot clasifica n tunele aerodinamice
subsonice incompresibile i compresibile;
dup valoarea presiunii din camera de experiene pot fi tunele aerodinamice
atmosferice sau presurizate de densitate variabil.
Pe lng tunelele aerodinamice descrise anterior s-au mai construit i unele cu destinaie
special cum ar fi cele de vizualizare a curgerii, aeroacustice etc.
Legat de principalele componente constructive ale tunelelor aerodinamice prezentate n
figurile anterioare se vor prezenta pe scurt cteva detalii, dup cum urmeaz:
Camera de testare: este zona unde se plaseaz modelul de studiat i n care se
reproduc condiiile atmosferice n care acesta evolueaz n mod obinuit. n seciunea
transversal camera poate avea diferite forme, cele mai utilizate fiind (n funcie de
destinaia tunelului) cele dreptunghiulare, circulare, mai rar octogonale sau eliptice etc.
Lungimea recomandat a camerei de experiene este
CE H CE
D 5 . 1 L (
CE H
D : diametrul
hidraulic al seciunii camerei de testare). n cazul unor lungimi mai mari, influena stratului
limit poate influena negativ precizia msurtorilor. n Figura 9-3 sunt prezentate
principalele caracteristici geometrice ale unei camere de experiene de seciune
rectangular.
CE CE CE
b a A = == =
aria seciunii transversale a camerei de testare;
CE
l
lungimea camerei de testare;
CE
v
viteza curentului de aer n camera de experiene (viteza de referin,
luat n calculele referitoare la experiment).
237
Figura 9-3 Principalele caracteristici geometrice ale unei camere de experiene rectangulare
Difuzorul: este plasat dup camera de experiene i trebuie astfel realizat nct s nu se
produc desprinderi ale curentului de aer de pereii acestuia. Pentru seciuni circulare
valoarea maxim recomandat a unghiul de evazare al pereilor este de aproximativ
6
D
, aceast valoare putnd crete n cazul seciunilor dreptunghiulare, 12
D
, unde
creterea seciunii se realizeaz n general prin evazarea ntr-un singur plan, ca n cazul
prezentat n Figura 9-4.
Figura 9-4 Principalele caracteristici geometrice ale difuzorului
Caracteristicile geometrice ale unui astfel de difuzor sunt urmtoarele:
D 0 D 0 D 0
b a A = == = aria seciunii de intrare n difuzor a curentului de aer avnd viteza
D 0
;
D 1 D 1 D 1
b a A = == = aria seciunii de ieire din difuzor a curentului de aer avnd viteza
D 1
;
D
l
lungimea difuzorului;
238
D
unghiul de divergen al difuzorului;
D 0
D 1
D 1
A
A
n = == =
gradul de divergen al difuzorului.
Confuzorul: este plasat naintea camerei de experiene i are rolul de a mri viteza
curentului de aer la valoarea
CE
v i de a micora turbulena n camera de experiene.
Valorile recomandate ale gradului de convergen sunt ) 20 5 ( n
C 0
: raportul dintre aria
seciunii de intrare n confuzor i aria seciunii de ieire din confuzor (respectiv de intrare
n camera de experiene). Exist mai multe tipuri constructive de confuzoare, n Figura 9-5
fiind prezentate principalele caracteristici geometrice ale unui confuzor cu variaie a
seciunii ntr-un singur plan i curbur dubl cu generatoare curbilinii.
Figura 9-5 Principalele caracteristici geometrice ale unui confuzor cu variaie de seciune ntr-un singur
plan i curbur dubl cu generatoare curbilinii
Principalele caracteristici geometrice ale unui astfel de confuzor sunt urmtoarele:
C 1 C 1 C 1
b a A = == =
aria seciunii de intrare n confuzor a curentului de aer avnd viteza
C 1
;
C 0 C 0 C 0
b a A = == =
aria seciunii de ieire din confuzor a curentului de aer avnd viteza
C 0
;
C 1
l
lungimea poriunii confuzoare;
239
C 0
l
lungimea poriunii de seciune constant, ct A
C 0
= == = ;
C
unghiul de convergen al confuzorului;
C 1
C 0
C 0
A
A
n = == =
gradul de convergen al confuzorului.
Reeaua de rectificare: este utilizat pentru micorarea turbulenei curentului de aer i
conducerea favorabil a acestuia spre alte componente de interes ale tunelului, precum
confuzorul. Cele mai simple din punct de vedere constructiv sunt realizate din plase. Cele
mai eficiente sunt cele din rigle de grosime constant
RR O
g , ale cror ochiuri pot avea
diferite forme, mai des ntlnite fiind cele dreptunghiulare, precum n Figura 9-6.
Figura 9-6 Principalele caracteristici geometrice ale unei reele de rectificare
RR RR RR 1
b a A = == =
aria seciunii de intrare n reea a curentului de aer avnd viteza
RR 1
;
( (( ( ) )) )
RR O RR O RR RR 0
h l z A = == =
aria seciunii vii a reelei (aria seciunii de ieire a curentului de
aer avnd viteza
RR 0
);
RR O RR O RR O
h l a = == =
aria unui orificiu;
240
RR
l
lungimea reelei;
RR 2 RR 1 RR
n n z = == =
numrul de ochiuri al reelei;
RR l
n ,
RR h
n numrul de ochiuri pe limea, respectiv pe nlimea reelei;
Ventilatorul: reprezint sursa de putere a instalaiei asigurnd circulaia aerului prin
tunel. Pentru tunelele clasice cel mai des utilizate sunt cele axiale. Pentru diminuarea
vrtejurilor generate de rotorul ventilatorului se folosete uneori soluia montrii succesive
a dou ventilatoare identice ce se rotesc n sensuri contrare. Cel mai adesea se introduc
pe circuitul tunelului reele de rectificare a curentului de aer, reele de profile etc. Se
monteaz ct mai departe posibil de camera de experiene. n cazul n care turaia
ventilatorului este constant, debitul de aer se regleaz cu ajutorul unei vane.
Elemente de legtur: sunt necesare n general tunelelor n circuit nchis i fac legtura
ntre principalele elemente constitutive ale acestora. Sunt reprezentate cel mai adesea de
coturi i corpuri de trecere de la un tip de seciune la altul, ca de exemplu de la seciunea
circular a ventilatorului la o seciune de curgere dreptunghiular, ca n Figura 9-7.
Figura 9-7 Principalele caracteristici geometrice ale unui corp de trecere
( (( ( ) )) ) 4 D A
2
TC 0 C T 0
= == = aria seciunii de intrare n corp a curentului de aer avnd viteza
TC 0
;
C T 1 C T 1 C T 1
b a A = == = aria seciunii de ieire, a curentului de aer avnd viteza
TC 1
;
TC
l
lungimea corpului de trecere;
241
n cazul coturilor, pentru reducerea rezistenei hidraulice, se recomand echiparea
acestora cu pale directoare. La coturile ai cror perei nu sunt concentrici acestea pot fi
profilate aerodinamic, Figura 9-8.a, cilindrice de grosime constant, Figura 9-8.b, sau
concentrice subiri n cazul coturilor cu perei concentrici Figura 9-9.
Figura 9-8 Pale directoare n coturi ai cror perei nu sunt concentrici
Figura 9-9 Principalele caracteristici geometrice ale unui cot de ntoarcere cu perei concentrici i pale
directoare
I C 0 I C 0 I C 0
b a A = == = aria seciunii de intrare n cot a curentului de aer avnd viteza
I C 0
;
I C 1 I C 1 CI 1
b a A = == = aria seciunii de ieire din cot a curentului de aer avnd viteza
I C 1
;
CI
r
raza interioar a cotului;
CI 0
R
raza median;
242
CI
unghiul cotului de ntoarcere;
CI 2 , I C 1
r r razele palelor directoare.
n cazul coturilor ai cror perei nu sunt concentrici, palele directoare din acestea
formeaz un grtar aerodinamic care provoac abaterea curentului de aer spre peretele
interior datorit forelor aerodinamice care se dezvolt pe acestea. n cazul alegerii corecte
a dimensiunilor, numrului, unghiului de aezare i dup caz a profilului palelor directoare,
abaterea curentului spre peretele interior prentmpin desprinderea curentului de perete
i formarea unei zone turbionare de recirculare.
Aciunea palelor concentrice se exprim mai ales prin aceea c ele scindeaz cotul dat ntr-
un ir de coturi cu un grad mai mare de lungire a seciunii transversale ( (( ( ) )) )
CI 0 CI 0
a R , ceea
ce duce la micorarea pierderilor de presiune.
Numrul normal de pale necesar obinerii unei distribuii uniforme a vitezei imediat dup
cot se determin din formula:
1
a
r
13 . 2 n
1
0
0
norm
| || |
| || |
| || |
\ \\ \
| || |
= == =
(9. 1)
Amplasarea optim a palelor n coturi cu perei concentrici se obine dac:
0 1 i i
a 07 . 0 r 26 . 1 r + ++ + = == =
[m] (9. 2)
9.2 Determinarea calitii unui tunel aerodinamic
La evaluarea tunelelor aerodinamice din punct de vedere energetic, n faza de proiectare
a acestuia, se utilizeaz noiunea de calitate ,
Tunel
, prin care se nelege inversul
raportului pierderilor din el:
T tot
Tunel
1
= == = [-], (9. 3)
unde:
T tot
[-]
- coeficientul de rezisten hidraulic total a tunelului;
243
Ca valoare, calitatea unui tunel aerodinamic trebuie s fie ct mai mare posibil, limitat
evident de pierderile energetice inerente. n cazul tunelelor echilibrate corespunztor din
punct de vedere energetic, calitatea acestora este supraunitar.
Coeficientul de rezisten hidraulic
T tot
al unei tunel, considerat ca o reea hidraulic,
constituie raportul dintre puterea total pierdut
tot
N pe ntregul traseu al acestuia i
energia cinetic (n unitatea de timp) ntr-o seciune de referin, adoptat:
2
Q
N
2
A
N
3
0 m
tot
3
0 0
tot
T tot
= == = = == = [-] (9. 4)
unde: [kg/m
3
] - densitatea fluidului de lucru, n condiiile efecturii experienelor;
0
A [m
2
] - aria seciunii de referin;
0
[m/s] - viteza medie a fluidului n seciunea de referin;
m
Q [kg/s] - debitul masic de fluid.
Dac variaia densitii fluidului se poate neglija,
tot
se calculeaz ca fiind raportul dintre
presiune total pierdut pe traseul reelei
tot
p i presiunea dinamic n seciunea de
referin,
0 din
p .
0 din
tot
2
0
tot
tot
p
p
2
v
p
= == = = == = [-]. (9. 5)
Dei din punct de vedere fizic, pierderile de presiune total (datorate rezistenelor
hidraulice) n orice element al unei reele sunt indivizibile, pentru comoditatea calculelor,
acestea sunt adesea mprite, convenional, pentru aceeai seciune de calcul, n:
pierderi distribuite (rezisten distribuit),
distrib
p ;
pierderi locale (rezisten local),
loc
p .
Pierderea distribuit este provocat de vscozitatea (att molecular, ct i turbulent) a
fluidului de lucru i constituie rezultatul schimbului de cantitate de micare ntre molecule
244
(n cazul micrii laminare), precum i ntre particulele aflate n straturi nvecinate ale
fluidului, care se mic cu viteze diferite (n cazul micrii turbulente).
Pierderile locale de presiune apar la perturbarea zonal a curgerii normale, desprinderea
curentului de pereii reelei, formarea vrtejurilor i amestecarea turbulent intensiv a
curentului n locurile cu schimbri ale configuraiei traseului sau la ntlnirea i ocolirea
obstacolelor (difuzoare, confuzoare, coturi de ntoarcere, reele de rectificare, vane de
reglare a debitului etc.). Fenomenele enumerate anterior intensific schimbul de cantitate
de micare (eforturile tangeniale de frnare), mrind disiparea de energie.
Fenomenele de desprindere i formare a vrtejurilor sunt legate de existena diferenelor
de viteze n seciunea transversal a curentului i a gradientului de presiune pozitiv n
lungul curentului. Apar la ncetinirea micrii, de exemplu ntr-o conduct care se lrgete
(difuzor), dup un cot cu raz de curbur mic, la ocolirea diferitelor obstacole. Diferena
de viteze n seciune transversal, n cazul gradientului de presiune negativ, de exemplu la
curgerea printr-o conduct care se ngusteaz (confuzor), nu duce la desprinderea
curentului. Pe poriunile cu ngustare lin curentul este chiar mai stabil dect pe poriunile
de seciune constant.
Ambele tipuri de pierderi se nsumeaz dup principiul suprapunerii pierderilor, pentru care
se ia suma aritmetic a pierderilor distribuite i a pierderilor locale:
loc distrib tot
p p p + ++ + = == = [m col. aer] (9. 6)
Practic, valoarea
distrib
p trebuie luat n considerare numai pentru componentele de
lungime relativ mare, sau atunci cnd este apropiat ca valoare de
loc
p .
n calculele moderne ale reelelor hidraulice se opereaz cu coeficienii adimensionali ai
rezistenelor hidraulice. Este mult mai convenabil deoarece n curenii dinamic asemenea,
pentru care se respect asemnarea geometric a sectoarelor i egalitatea numerelor
Reynolds (i a altor criterii de similitudine, dac ele sunt importante), valoarea acestor
coeficieni este independent de natura fluidului, de viteza curentului, precum i de
dimensiunile sectoarelor calculate. n funcie de aceti coeficieni relaia (9.6) se poate
scrie astfel:
245
2
v
2
v
) ( p
2
tot
2
loc distrib tot
= == = + ++ + = == = [m col. fluid], (9. 7)
unde
distrib
[-]: coeficientul de rezisten distribuit;
loc
[-]: coeficientul de rezisten local;
n conformitate cu principiul adoptat convenional al nsumrii rezistenelor hidraulice se
poate scrie:
loc distrib tot
+ ++ + = == = [-] (9. 8)
Coeficientul rezistenei distribuite pentru un element considerat se exprim n funcie de
coeficientul lui Darcy dup cum urmeaz:
H
distrib
D
l
= == = [-] (9. 9)
unde [-] : coeficientul lui Darcy;
l [m] : lungimea elementului calculat;
H
D [m]: diametrul hidraulic al elementului calculat.
vie
ud
H
A
P
4 D = == = [-] (9. 10)
unde
ud
P [-]: perimetrul seciunii de curgere, mrginit de suprafee soliude,
udat de curentul de fluid;
l [m]: aria seciunii vii a curentului de fluid;
Cnd raportul
H
D l este constant i fluidul este incompresibil, coeficienii de rezisten ,
respectiv
distrib
depind de numrul Re i de rugozitatea relativ a pereilor elementului
calculat:
H
D
= == = [-] (9. 11)
unde: [mm]: rugozitatea pereilor elementului hidraulic calculat;
246
Coeficientul rezistenei locale
loc
depinde n special de caracteristicile geometrice ale
elementului considerat, precum i de civa parametri ai micrii, precum:
Caracterul distribuiei vitezei la intrarea fluidului n elementul examinat; la rndul
ei, distribuia de viteze depinde de regimul de curgere, de forma intrrii n
element, de lungimea poriunii drepte ce precede intrarea, de distana pn la
diferitele pri prelucrate ale tronsonului sau obstacole etc.;
Numrul Reynolds;
Numrul Mach M :
c
v
M = == = [-] (9. 12)
unde: c [m/s]: viteza sunetului n mediul fluid luat n considerare;
Principiul nsumrii pierderilor se aplic nu numai la calculul unui element separat al unei
reele hidraulice, dar i la calculul hidraulic al ntregului ansamblu, adic suma aritmetic a
pierderilor n diferitele elemente de pe traseu d rezistena total a reelei. n acest caz se
iau n considerare influenele reciproce ale elementelor ce compun reeaua hidraulic,
situate la distane mici unele fa de altele.
Pentru o reea hidraulic principiul nsumrii pierderilor se poate realiza prin dou metode:
1. Prin nsumarea pierderilor de presiune pe diferitele tronsoane ale tunelului. (Static)
n cazul variaiilor semnificative ale densitii fluidului de lucru n seciunile de calcul ale
reelei, valoarea pierderii de presiune, ca pierdere de energie specific, depinde de debitul
volumic la care este raportat aceast energie. De aceea este necesar nsumarea
pierderilor raportate la acelai debit volumic. Astfel, pentru un debit
0
Q , pierderea total
de presiune se calculeaz cu o relaie de forma:
= == = = == = = == = = == =
= == = = == = = == = = == =
n
1 i
2
i 0
i tot
n
1 i
n
1 i
2
i i
i tot
i
0
i
i
0
n
1 i 0
i
tot 0
2 2
p
Q
P
p
[m col. fluid] (9. 13)
unde: i : numrul elementului curent al reelei;
247
n : numrul total al elementelor de calcul;
2. Prin nsumarea coeficienilor de rezisten ai diferitelor elemente, raportai n prealabil la
viteza
0
din seciunea convenional
0
A i exprimarea ulterioar a rezistenei totale a
reelei prin coeficientul ei total de rezisten,
retea tot
0
:
= == = = == =
| || |
| || |
| || |
\ \\ \
| || |
| || |
| || |
| || |
\ \\ \
| || |
= == = = == =
n
1 i
2
i
0
2
i
0
i tot
n
1 i
i tot retea tot
A
A
0 0
[-] (9. 14)
unde:
i tot
0
[-]: coeficientul total de rezisten al elementului dat i al reelei,
raportat la viteza
0
n seciunea adoptat a reelei
0
A ;
i tot
[-] : coeficientul total de rezisten al elementului dat i al reelei,
raportat la viteza
i
n seciunea adoptat a reelei
i
A ; acesta
include de obicei i influena reciproc a elementelor reelei situate
la mic distan.
Astfel, pentru ntreaga reea pierderea total de presiune se calculeaz cu o relaia:
2
0
0 0
n
1 i
2
i
0
2
i
0
i tot retea
2
0 0
n
1 i
2
i
0
2
i
0
i tot
2
0 0
n
1 i
i tot
2
0 0
retea tot retea
A
Q
2 A
A
p
2 A
A
2 2
p
0 0
| || |
| || |
| || |
\ \\ \
| || |
| || |
| || |
| || |
\ \\ \
| || |
| || |
| || |
| || |
\ \\ \
| || |
= == =
| || |
| || |
| || |
\ \\ \
| || |
| || |
| || |
| || |
\ \\ \
| || |
= == = = == = = == =
= == =
= == = = == =
[-] (9. 15)
Pentru curgeri incompresibile,
i 0
= == = , relaia anterioar devine:
2
0
0 0
n
1 i
2
i
0
i tot
2
0 0
n
1 i
2
i
0
i tot retea
A
Q
2 A
A
2 A
A
p
| || |
| || |
| || |
\ \\ \
| || |
| || |
| || |
| || |
\ \\ \
| || |
= == =
| || |
| || |
| || |
\ \\ \
| || |
= == =
= == = = == =
[-] (9. 16)
Date experimentale i indicaii i referitoare la modul de calcul al coeficienilor pierderilor
de presiune pe tronsoane hidraulice de diferite forme sunt furnizate n ndrumarul pentru
calculul reelelor hidraulice elaborat de I.E. Idelcik [27].
Odat calculat coeficientul de rezisten hidraulic total a tunelului, se pot determina
punctele teoretice de funcionare ale acestuia, n funcie de regimul de curgere (gradul de
deschidere al vanei de reglare al debitului
VD VD
b / ' b ). Calcul furnizeaz informaii despre
calitatea tunelului n faza de proiectare a acestuia.
248
n Figura 9-11 este prezentat modul n care variaz punctul teoretic de funcionare al unui
tunel aerodinamic de viteze mici, Figura 9-10 , aparinnd laboratorului de aerodinamic al
Universitii Transilvania din Braov, de care se leag i o parte a experienei profesionale
a colectivului de autori n domeniul aerodinamicii experimentale. A fost construit n
colaborare cu ICIM Braov i are urmtoarele caracteristici funcionale:
domeniul vitezelor realizate: v = (15 35) m/s;
dimensiunile seciunii camerei de testare: (600 x 1200) mm.
Din punct de vedere constructiv, principalele elemente ce compun tunelul aerodinamic,
conform figurii 9-10, sunt:
1 - camera de experiene ) CE ( ;
2 - ventilator axial ) VA ( ;
3 - suportul ventilatorului;
4, 14 - corpuri de legtur (trecere) ventilator axial coturi de ntoarcere,
confuzor, respectiv difuzor ) TD , TC ( ;
5, 6, 11 coturi de ntoarcere ) CI ( ;
7 - reea de rectificare ) RR ( ;
8 - confuzor ) C ( ;
9 - difuzor ) D ( ;
10 - cot difuzor ) CD ( ;
12 - van de reglare debit ) VD ( ;
13 - manivel de acionare a dispozitivului vanei;
15 - platform de lucru;
16 - balana aerodinamic;
17 - sistem de achiziie date experimentale.
249
Figura 9-10 Vedere axonometric de ansamblu a tunelului aerodinamic
Figura 9-11 Variaia punctele teoretice de funcionare ale tunelului aerodinamic
250
Pentru realizarea unui grad de turbulen ct mai mic n camera de experiene, necesar
obinerii unor rezultate corecte, coturile tunelului sunt prevzute cu palete directoare
concentrice.
Figura 9-12 Variaia
Tunel
n Figura 9-12, este prezentat variaia
Tunel
pentru acelai tunel.
Odat realizat practic, un tunel aerodinamic trebuie etalonat, procesul constnd n
determinarea real a vitezei din camera de testare pentru diferite grade de deschidere ale
vanei de reglare a debitului, uzual n funcie de cderea de presiune pe confuzor.
9.3 Utilizarea tunelelor aerodinamice
Dei extrem de complexe din punct de vedere constructiv i avnd proceduri de utilizare
bine stabilite (conform normelor SAE), tunelele aerodinamice, ca instrumente de simulare
a condiiilor reale de trafic n ceea ce privete interaciunea dintre vehicul, atmosfer i
calea de rulare, pot induce o serie de erori n procesul de evaluare aerodinamic a
automobilelor. n general, rezultatele testelor depind de urmtorii parametri din camera de
testare:
calitatea curentului de aer;
stabilirea corect a presiunii dinamice de referin;
modul de formare a stratului limit la nivelul pereilor;
geometria camerei de experiene;
251
poziia modelului studiat n camera de experiene;
geometria modelului studiat;
raportul de blocare;
simularea efectului de sol (a micrii relative dintre sol i automobil, cu sau fr
luarea n considerare a rotaiei roilor;
efectul aerului n compartimentul motorului i n habitaclu, etc.
Toate acestea fac ca testele din tunelele aerodinamice s fie extrem de complexe i
tributare, n general, condiiilor concrete de experimentare. n scopul generalizrii
rezultatelor obinute n diversele tunele aparinnd unor firme de profil (Daimler-Benz,
BMW, FIAT, FORD, VW, VOLVO), sau unor institute de cercetare n domeniu, SAE (Society
of Automotive Engineering) a elaborat o serie de norme i recomandri, publicate n
rapoarte, precum SAE J2071 JUN94 care fac obiectul ncercrilor aerodinamice n suflerii.
Deoarece parametrii care influeneaz calitatea rezultatelor sunt, n general, inter-
dependeni, n cele ce urmeaz vor fi analizate pe larg condiiile de calitate ale curentului
de aer, influena raportului de blocare n determinarea presiunii dinamice de referin i
ndeplinirea condiiilor de similitudine n cazul utilizrii modelelor la scar.
9.3.1 Condiiile de calitate ale curentului de aer
Recomandrile SAE, minime pentru obinerea unei caliti corespunztoare a curgerii n
camera de experiene a unui tunel aerodinamic, sunt:
abaterea unghiular fat de planul xOy : 5 . 0 ; reprezint unghiul dintre
direcia de curgere a aerului i planul transversal xOy este considerat pozitiv pentru
devieri nspre sus;
abaterea unghiular fat de planul xOz : 5 . 0 ; reprezint unghiul dintre
direcia de curgere a aerului i planul longitudinal xOz este considerat pozitiv
pentru devieri de la stnga la dreapta;
uniformitatea distribuiei de viteze a curentului: % 1.0 v
;
252
este definit de relaia:
= == =
v
v - v
v , (9. 17)
unde: v : viteza local (din punctul de msurare al acesteia);
v : viteza de referin;
gradul de turbulen: % 5 . 0 T ;
uniformitatea distribuiei de presiuni: 01 . 0 p < << < ;
este definit de relaia:
= == =
q
p p
p ; (9. 18)
lungimea zonei de presiune constant: 0 . 1 ) L / l ( ;
se raporteaz la lungimea modelului L.
9.3.2 Influena raportului de blocare
Pentru a caracteriza dimensiunile tunelului n raport cu cele ale modelelor ncercate se
definete raportul de obturare (sau raportul de blocare) a seciunii de testare, ca raport
procentual ntre aria proieciei automobilului pe planul transversal al seciunii de testare i
aria seciunii de testare:
blocare de raport 100
A
A
T
= == = [%], (9. 19)
unde: A - aria proieciei automobilului pe planul transversal al seciunii de testare;
T
A
- aria seciunii de testare (aria seciunii de ieire din confuzor).
n cazul evalurii aerodinamice a automobilelor, valorile acestui raport pot fi relativ mari n
raport cu cele ntlnite la testarea structurilor de aviaie, n unele cazuri efectundu-se
ncercri pentru rapoarte de peste 10%. Valorile raportului de blocare cresc i mai mult n
cazul testelor termice (la radiatoare de exemplu). n mod obinuit, conform practicii din
253
aviaie, o valoare adecvat pentru raportul de blocare este de 5%. Un calcul simplu
conduce la valori ale seciunii de testare de peste 40 m
2
pentru un automobil obinuit.
Doar cteva firme constructoare de maini au reuit s-i construiasc, recent, suflerii cu
seciuni de testare mai mari de 25 m
2
, dintre care menionm FIAT - 30 m
2
, Daimler-Benz
- 32.64 m
2
i VW - 37.5 m
2
.
n Figura 9-13 este prezentat modul n care raportul de blocare influeneaz variaia
coeficientului de rezisten la naintare obinut n urma testelor din suflerie
x
c , raportat la
coeficientul de rezisten de referin
0 x
c , determinat n tunele mari, precum cele
menionate anterior. Dup cum se observ, rezultate mai bune se obin n sufleriile
deschise.
Figura 9-13 (a) - teste efectuate n suflerii cu camer de experien nchis;
(b) - teste efectuate pe corpuri profilate aerodinamic n tunele cu camer de experien deschis;
(c) - teste efectuate pe corpuri neprofilate aerodinamic n tunele cu seciune de lucru deschis.
Dup cum se observ, rezultate mai bune se obin n tunele cu camer de experien
deschis. Coreciile ce trebuiesc aduse valorii presiunii dinamice de referin (din camera
de experiene) pentru blocaje mai mari de 5%, conform SAE J2071 JUN94 sunt prezentate
n Figura 9-14; reprezint un coeficient caracteristic modelului studiat, variaia acestuia
fiind prezentat n Figura 9-15, pentru diferite tipuri de corpuri.
254
Figura 9-14 Figura 9-15
9.3.3 Utilizarea modelelor la scar. Criterii de similitudine
Datorit costurilor ridicate necesare realizrii unor tunele de dimensiuni mari i a
echipamentelor aferente, n vederea realizrii unui raport de blocare corespunztor, se
prefer testarea unor modele la scar n tunele uzuale.
Dar, pentru ca rezultatele stabilite pe modelele la scar s fie valabile i pentru cele n
mrime natural, trebuiesc ndeplinite criteriile de similitudine. Acestea sunt mrimi
adimensionale numite numere caracteristice i reprezint condiia de asemnare a dou
fenomene. n dinamica fluidelor reale (vscoase) se determin din ecuaia de micare:
f p
1
f
dt
V d
m
r r
r
+ ++ + = == = , (9. 20)
unde:
a
dt
V d r
r
= == = acceleraia particulelor de fluid;
p
presiunea n interiorul fluidului;
m
f
r
ansamblul forelor masice exterioare ce acioneaz asupra unitii de
volum;
255
v
f
r
ansamblul tensiunilor de frecare care acioneaz asupra unitii de
volum de fluid.
) V ( V f
r r r
+ ++ + = == =
, (9. 21)
unde:
vscozitatea dinamic a fluidului;
operatorul diferenial de ordinul doi (operatorul Laplace);
Relaia (9.20) reprezint condiia ca suma forelor exterioare ce acioneaz asupra unitii
de volum: de inerie, masice, de presiune i de frecare vscoas s fie zero. Similitudinea
dinamic impune ca raportul dintre suma forelor ce acioneaz asupra modelului real i
suma forelor ce acioneaz pe modelul la scar s fie constant:
ct
F
F
scara la el mod
real el mod
= == =
. (9. 22)
n practic, fenomenele de dinamica fluidelor depind n general, n afara forelor de
inerie, de o singur for, ponderea celorlalte putnd fi neglijat. Acest lucru a permis
stabilirea unor criterii particulare, a cror valabilitate este restrns la condiiile concrete n
care una din forele exterioare este predominant.
n cazul experimentelor realizare n tunele aerodinamice, situaie n care predominante
sunt forele de frecare vscoas, criteriul de similitudine care trebuie ndeplinit este
criteriul Reynolds. Pentru ca dou micri n care predomin forele de frecare s fie
asemenea pe model i n natur, trebuie ca numrul Reynolds s fie egal n ambele
situaii.
ms
ms ms
mr
mr mr
L v L v
Re
= == = = == = , (9. 23)
unde:
ms mr
v , v - vitezele aerului n cazul modelului real, respectiv n cazul modelului
la scar;
ms mr
L , L - lungimile caracteristice ale modelului real, respectiv ale modelului la
scar;
256
ms mr
, - vscozitile aerului n cazul modelului real, respectiv n cazul
modelului la scar;
Datorit faptului c n tunelelor aerodinamice se experimenteaz cu acelai fluid ca i n
situaiile reale (aerul atmosferic), relaia (9.23) se poate rescrie sub forma:
ms ms mr mr
L v L v Re = == = = == = (9. 24)
Astfel, n cazul n care se utilizeaz un model la scara 1:5 viteza ar trebui s fie de cinci ori
mai mare. Pentru o vitez de 90 km/h (25 m/s) n realitate, viteza n cazul modelului ar
trebui s fie de 450 km/h (125 m/s). Pentru un tunel uzual, subsonic, incompresibil,
aceast vitez este greu de atins. De altfel, la aceast valoare a vitezei aerului efectele
termice i de compresibilitate nu mai pot fi neglijate i n consecin i rezultatele obinute
ar trebui corectate. Experimental s-a constatat c n cazul automobilelor care n general se
deplaseaz cu viteze corespunztoare unor numere Reynolds mari (
6
10 Re > >> > ), influena
acestui criteriu scade. n Figura 9-16 este prezentat modul n care coeficientul de
rezisten la naintare variaz n funcie de numrul Reynolds. Se observ c pentru valori
mai mici ale acestuia (
5
10 Re < << < ),
x
c descrete odat cu creterea numrului Re . Peste
valoarea (numit critic)
critic
Re variaia lui
x
c devine nesemnificativ cu variaia numrului
Reynolds.
Figura 9-16 Variaia (Re) f c
x
= == =
Acest lucru face posibil evaluarea caracteristicilor aerodinamice ale automobilelor i pe
modele la scar. Cele mai des utilizate fiind scrile 1:2.5, 1:5, mai rar 1:10.
257
9.4 Instrumente i aparate de msur specifice tunelelor aerodinamice
Se pot grupa n:
instrumente i aparate pentru determinarea parametrilor curentului de aer;
instrumente i aparate de determinarea forelor aerodinamice;
instrumente i aparate pentru vizualizarea curgerii.
9.4.1 Instrumente i aparate pentru determinarea parametrilor curentului de aer
Din aceast categorie a instrumentarului specific unui tunel aerodinamic fac parte
instrumentele de determinare a presiunii, vitezei, temperaturii, direciei i gradului de
turbulen a curentului, precum i instrumentele pentru efectuarea msurtorilor n stratul
limit.
Pentru viteze mai mari de 10 m/s pot fi utilizate aparatele clasice, pneoumometrice, a
cror funcionare se bazeaz pe msurarea presiunilor sau a diferenelor de presiune din
interiorul unui curent de fluid, precum tuburile Pitt sau PittPrandtl, deoarece
sensibilitatea (precizia) acestora scade odat cu micorarea vitezei. De asemenea astfel de
aparate msoar o mrime medie n timp, n unele situaii acest fapt constituind un
dezavantaj.
n domeniul vitezelor mai mici de 10 m/s s-au impus aparatele electrice, precum
anemometrele, sau termoanemometrele, a cror sensibilitate crete odat cu scderea
vitezei, acestea avnd capacitatea de a msura valori instantanee. Cele mai utilizate tipuri
sunt anemometrul cu fir cald, cu moric i anemometrul cu laser, prezentate succint n
cele ce urmeaz.
Principiul de funcionare al anemometrului cu fir cald se bazeaz pe faptul c transferul de
cldur prin convecie, dintre un solid i un mediu gazos, este dependent de viteza relativ
dinte fluid i solid. Constructiv, un termoanemometru se compune dintr-o sond cu
filament de platin, nichel sau wolfram, fixat pe doi supori (electrozi) din manganin i din
instalaia electric la care este conectat aceasta.
258
Firul nclzit de un curent electric este expus perpendicular pe direcia de curgere a
curentului de fluid, rcindu-se n funcie de viteza curentului. Circuitele electrice ale
termoanemometrelor depind de metoda adoptat pentru msurare. Astfel, pentru
determinarea vitezei unui fluid se poate msura intensitatea curentului din circuit pentru o
rezisten constant, cunoscut, vezi Figura 9-17.a, sau prin msurarea rezistenei pentru
o intensitate cunoscut, Figura 9-17.b.
Pentru anemometrele uzuale lungimea filamentului este cuprins n intervalul 3 12 mm,
iar diametrul este de 0.025 0.15 mm. Astfel de sonde pot fi simple sau combinate, caz n
care pot determina variaia vitezei pe dou sau trei direcii, Figura 9-18, ultimul tip de
sond fiind folosit la determinarea gradului de turbulen.
Figura 9-17 Scheme de principiu ale circuitelor electrice ale termoanemometrelor cu curbele de etalonare
corespunztoare
Figura 9-18 Tipuri constructive de sonde anemometrice cu fir cald
Principalele dezavantaje ale anemometrelor cu fir cald se datoreaz fragilitii sondei i a
faptului c etalonarea ei nu e stabil n timp, fiind recomandate reetalonri pentru fiecare
msurtoare n parte.
259
Principiul de funcionare al anemometrului cu moric se bazeaz pe convertirea n semnal
electric a micrii de rotaie a unei moriti, a crei turaie este dependent de viteza
curentului de aer. Dimensional sunt mai robuste ca cele prezentate anterior, utilizarea lor
fiind limitat de dimensiunile de gabarit ale sondei.
n cazul anemometrelor cu laser, principiul de funcionare al acestora se bazeaz pe
efectul Doppler referitor la lumina difuzat de o particul aflat n suspensie ntr-un curent
de fluid: frecvena undei difuzate
ud
f prezint un decalaj fa de frecvena undei incidente
ui
f , aceast diferen de frecven putnd fi exprimat n funcie de viteza v a particulei
cu relaia:
v ) e e (
1
f f
ui ud
ui
ui ud
r r r
= == =
(9. 25)
unde:
ui
este lungimea undei incidente;
ui ud
e , e
r r
sunt vectorii unitari ai direciei luminii difuzate i ai luminii incidente
dup o direcie dat;
Pentru a putea pune n eviden diferene mici de frecven ntre dou unde de lumin
sursa trebuie s fie monocromatic, s aib o divergen foarte mic ( de ordinul rad 10
3
)
i s concentreze o energie important n punctul de msurare, proprieti ntrunite de
laser. Pentru msurtori n aer sunt necesare particule ale cror dimensiuni s fie cuprinse
n intervalul 10) - 1 ( .
Avantajul acestei metode const n faptul c permite msurarea vitezei ntr-un punct a
unui curent de fluid fr a perturba curgerea acestuia prin prezena unei sonde, dar nc
rmne o metod scump.
9.4.2 Instrumente i aparate pentru determinarea direct a forelor aerodinamice
Aceast categorie de instrumente specifice tunelelor aerodinamice este constituit din
balanele aerodinamice. Cu ajutorul acestora se pot determina cele ase componente ale
torsorului format din fora aerodinamic global i momentul corespunztor acesteia,
raportate la originea unui sistem de referin triortogonal drept, precum cel prezentat n
paragraful anterior, sau unul orientat dup direcia curentul de aer.
260
Dup numrul componentelor msurate balanele se pot numi cu o component (n cel
mai simplu caz), cu dou componente, sau cu ase componente n cel mai general caz.
Dup poziia fa de modelul testat pot fi interioare sau exterioare, iar dup principiul de
determinare al componentelor se pot clasifica n balane mecanice, Figura 9-19, i balane
tensometrice.
Figura 9-19 Schem de principiu a unei balane mecanice n ,,T
Dei acurateea de determinare a sarcinilor aerodinamice n cazul utilizrii balanelor
tensometrice este de aproximativ % 1 , mai mic dect a celor mecanice, de precizie
% 1 . 0 , cele mai utilizate la determinarea caracteristicilor aerodinamice ale automobilelor
sunt cele tensometrice, motiv pentru care vor fi prezentate pe scurt n cele ce urmeaz.
Sunt mai robuste, influeneaz mai puin prin prezena lor curgerea n jurul modelului
studiat, iar msurarea componentelor aerodinamice se bazeaz pe transformarea
deformaiilor pe care le sufer un element elastic n semnale electrice cu ajutorul unor
traductoare, cele mai utilizate fiind mrcile tensometrice. Cel mai simplu element elastic
poate fi constituit dintr-o bar din oel n consol, cu ajutorul cruia se pot msura maxim
trei componente (dou fore i un moment). Pentru a mri sensibilitatea de msurare se
prefer barele cu perei subiri, iar poziionarea modelului se face astfel nct sarcina
global s fie una excentric, ca n cazul prezentat n Figura 9-20.
Constructiv, balana tensometric prezentat n Figura 9-20 se compune din: suport 4 de
fixare (rigid) al modelului studiat n suflerie, braul balanei 5 i elementul elastic 6 (tub
cu perei subiri), fixat prin intermediul unui suport 7 de un cadru metalic 8, independent
de structura de rezistena a tunelului.
261
Figura 9-20 Balan tensometric cu dou componente
Forele aerodinamice care acioneaz asupra modelului ncercat n suflerie sunt transmise
prin intermediul braului balanei la elementul elastic, deformaiile acestuia fiind preluate
de mrci tensometrice conectate n punte Wheatstone, Figura 9-21, transmise la aparate
de nregistrare (tensometre electronice), unde sunt i convertite n semnale electrice,
afiate analogic sau digital.
Figura 9-21 Punte Wheatstone
262
Pentru mrirea numrului de componente msurabile se pot realiza structuri care s
combine dou sau trei astfel de elemente elastice, ca n Figura 9-22.
Procedura de etalonare a acestor balane e mai complicat, necesitnd i determinarea
influenelor reciproce dintre componente n cazul deplasrilor mari.
Figura 9-22 Balan tensometric cu patru componente, dintre care una dublu redundant
9.4.3 Instrumente i tehnici pentru vizualizarea curgerii
Date importante referitoare la curgerea fluidelor n jurul corpurilor se pot obine i prin
vizualizarea curgerii n jurul acestora. n general natura acestor informaii este una
calitativ, dar s-au elaborat i metode care pe baza observaiilor vizuale furnizeaz
informaii din punct de vedere cantitativ, n special n cazul corpurilor complexe geometric.
Cele mai uzuale tehnici de vizualizare a curgerii aerului n jurul caroseriilor de automobile
sunt vizualizarea cu fum sau cu ajutorul firelor lipite de suprafaa caroseriei. Sunt ieftine i
uor de realizat practic.
n cazul utilizrii tehnicilor cu fum (sau a altor particule vizibile introduse n curentul de
aer) scopul de baz l constituie vizualizarea liniilor de curent i a determinrii zonelor de
tranziie a stratului limit, Figura 9-23. Se utilizeaz cu precdere n tunele n circuit
263
deschis a cror ntreinere este mai simpl de efectuat, n cazurile n care au loc depuneri
pe suprafeele interioare a tubulaturii.
Figura 9-23 Vizualizare cu fum a curgerii n jurul unui automobil
Utilizarea firelor, de mtase sau ln, este cea mai simpl tehnic de vizualizare. Nu
necesit aparatur special de vizualizare i spectrul curgerii pe care l ofer conine
informaii utile mai ales n ceea ce privete curgerea pe suprafaa caroseriei, evideniind
zonele de desprindere a stratului limit i de formare a turbioanelor, precum n Figura
9-24.
Figura 9-24 Vizualizare cu fire a curgerii pe caroseria unui automobil
Principalul inconvenient al acestei metode se datoreaz faptului c prezena firelor poate
genera perturbaii care s influeneze curgerea. Pentru a evita acest inconvenient se
utilizeaz tehnici de vizualizare a curgerii pe suprafeele caroseriei folosind uleiuri minerale
sau alte substane aderente, cu vscozitate apropiat de cea a uleiului.
Recent au fost dezvoltate proceduri speciale de vizualizare a curgerii precum PIV (Particle
Image Velocimetry). Aceast tehnic furnizeaz date despre domeniul supus analizei,
msurnd dou din componentele vectorilor vitez instantanee ai particulelor ntr-o
seciune transversal a curentului de aer, cea de a treia component fiind determinat
utiliznd dou camere de luat vederi aezate n poziie stereoscopic. Procedeul e similar
264
celui de formare a imaginilor n relief n cazul aparatului vizual al oamenilor. Utiliznd
camere de luat vederi i calculatore performante se realizeaz un spectru al curgerii n
timp real. Este o metod foarte scump i nu e la ndemna oricrui laborator de
aerodinamic.
9.5 Probleme speciale de aerodinamica autovehiculelor. Efectul de sol
Ca fenomen aerodinamic, efectul de sol este definit de interaciunea dintre aerul
atmosferic i un vehicul cnd acesta evolueaz n apropierea unei suprafee dense, cel
mai adesea reprezentat de sol, dar care poate fi i suprafaa liber a unei ape. Este pus
n eviden de modificarea caracteristicilor aerodinamice fa de cele obinute ntr-un
curent de aer liber.
Ca majoritatea termenilor folosii n aerodinamica autovehiculelor i acesta a fost adoptat
din terminologia curent studiului aeronavelor, dar semnificaia lui s-a schimbat.
Astfel, din punctul de vedere al structurilor portante de aviaie dou fenomene contribuie
la apariia acestui efect, cnd o arip se apropie de sol. Aceste fenomene se refer la
influena anvergurii aripii i respectiv la influena corzii acesteia. Rezultatul final const
ntr-o reducere a rezistenei (induse) la naintare urmat de o cretere de portan. Uzual,
cnd menioneaz efectul de sol, inginerii de aviaie fac referire la componenta datorat
anvergurii aripii, dominant n acest fenomen. Reducerea rezistenei la naintare n efect
de sol se datoreaz faptului c structurile de vrtej care se dezvolt liber la capetele aripii
n cazul n care aceasta evolueaz ntr-un curent de aer liber, Figura 9-25, sunt mult
atenuate de prezena solului, situaie ilustrat n Figura 9-26.
Figura 9-25 Aspectul vrtejurilor la capetele unei aripi n curent liber
265
Figura 9-26 Aspectul vrtejurilor la capetele unei aripi n efect de sol
Aceste vrtejuri se datoreaz circulaiei aerului dinspre zonele de presiune ridicat
(intradosul aripii) spre zonele de presiune mic de pe extradosul aripii modificnd
distribuia de portan, dup cum se poate observa n Figura 9-27(a). Cea mai utilizat
soluie practic pentru a limita acest fenomen este utilizarea unor aripioare laterale
(winglets) ca n Figura 9-27 (b).
Figura 9-27 Formarea vrtejurilor la capetele unei aripi
Referitor la influena corzii, efectul de sol nu se concretizeaz ntotdeauna printr-o cretere
de portan. Este posibil ca n anumite situaii, la unghiuri mici de inciden i cnd
intradosul aripii este convex, ntre suprafaa inferioar a aripii i sol s se formeze un tunel
Venturi, presiunea sczut din interiorul acestuia genernd o zon de suciune.
Acest tip de efect de sol este utilizat la proiectarea mainilor de vitez, care au suprafaa
inferioar modelat astfel nct s genereze acest fenomen, mrindu-se n acest mod fora
de apsare, aderena pneurilor i o mai bun transmitere a cuplului la roi, Figura 9-28.
266
Figura 9-28 Evidenierea efectului de sol n cazul unei maini de vitez
Efectul de sol este foarte bine evideniat de mainile de Formula 1, la a cror construcie
se mbin cele dou idei anterior expuse: de a avea o arip care s ruleze n imediata
vecintate a solului i de a profila corespunztor suprafaa inferioar astfel nct s se
creeze efectul de tunel Venturi ntre aceasta i pist.
Figura 9-29 Configuraie tipic a unui automobil de mare vitez
Aa cum a fost prezentat pn acum, nu se poate vorbi de efect de sol n cazul mainilor
obinuite. Acestea au garda la sol mrit pentru a putea evolua i n condiii de teren cu
denivelri. Pe de alt parte autovehiculele sunt concepute s evolueze n apropierea
solului, n contact cu acesta prin intermediul pneurilor, deci n efect de sol. n consecin,
utilizarea acestui termen n cazul automobilelor pstrnd semnificaia specific aviaiei
devine inadecvat. n concordan cu fenomenele care au loc n cazul automobilelor, un
termen mai adecvat este acela de efect Venturi.
Unii ingineri proiectani de automobile folosesc expresia efect de sol cnd menioneaz
micarea relativ dintre calea de rulare i maini, cnd acestea sunt evaluate experimental
n tunele aerodinamice (Cogotti 1996). n acest sens s-au dezvoltat diverse metode care
s reproduc acest fenomen.
267
Exist posibiliti variate de reprezentare a cii de rulare n tunele aerodinamice, dar cele
mai utilizate sunt:
suprafa solid fix, vezi Figura 9-30; este cea mai simpl i mai des utilizat metod,
dar nu se pune n eviden micarea relativ dintre vehicul i sol, i cel mai adesea nici
micarea de rotaie a roilor; ntre acestea i podea este necesar existena unui spaiu h
n vederea izolrii modelului studiat i nregistrrii corecte a forelor aerodinamice;
Figura 9-30
metoda oglindirii, utiliznd un model identic cu cel studiat, plasat simetric fa de
primul, vezi Figura 9-31; aceast metod afecteaz negativ raportul de blocare al tunelului
n cazul modelelor la scar 1:1, sau implic un studiu efectuat pe modele la scri
subunitare;
Figura 9-31
prin ejecie, prin suflarea unui curent de aer de grosime mic i vitez mare, tangenial
la suprafaa podelei, vezi Figura 9-32, care s realizeze o distribuie de viteze acceptabil
uniform la nivelul seciunii de testare prin micorarea grosimii stratului limit la nivelul
podelei;
268
Figura 9-32
Metoda anterior prezentat este mbuntit dac se utilizeaz dispozitive de control a
stratului limit la nivelul podelei pe ntreaga suprafa a acesteia. n Figura 9-33 este
ilustrat situaia n care acest control se realizeaz prin suciune. Principalul inconvenient
este legat de dificultatea determinrii vitezei de aspiraie.
Figura 9-33
cu band rulant, cu sau fr luarea n considerare a micrii de rotaie a roilor, vezi
Figura 9-34, respectiv Figura 9-35; principalul inconvenient deriv din capacitatea limitat
a benzii rulate de a suporta greutatea modelelor la scara 1:1; n cazul n care roile sunt
fixe, aceast capacitate se mbuntete; de asemenea dimensiunile benzii rulante sunt
limitate n raport cu cele ale modelelor studiate.
269
Figura 9-34
Figura 9-35
La simularea efectului de sol n tunele aerodinamice trebuie avute n vedere:
mrimile fizice ,
*
, ,
i
v i x (vezi capitolul anterior) ce trebuiesc reproduse: n
situaii reale, la o distan mare n faa i spatele automobilului nu exist strat limit
la nivelul solului, datorit absenei micrii relative dintre aer i sol, adic mrimile
anterior menionate sunt nule; cmpul de viteze i grosimea stratului limit pot
evolua diferit, n funcie de geometria vehiculului, unghiului de atac a;
metoda utilizat pentru reproducerea acestui fenomen.
Singura metod care, n principiu, este capabil s reproduc toate proprietile stratului
limit care se dezvolt la nivelul solului n situaii reale pentru un curent de aer uniform
este cea n care se utilizeaz o band rulant, Figura 9-36.
270
Figura 9-36 Evoluia stratului limit n cazul utilizrii unui dispozitiv cu band rulant
Totui, realizarea acestor dispozitive, din punct de vedere tehnic, este departe de a
rezolva toate problemele legate de simularea efectului de sol. Acestea se datoreaz n
primul rnd dimensiunilor limitate ale benzii rulante n raport cu cele ale modelelor la scara
1:1, de stabilitate a acesteia n timpul funcionrii (pot apare fenomene de flutter),
dificultilor legate de corelarea micrii benzii cu cea a roilor a. Ca i celelalte metode
de simulare a efectului de sol, nici aceasta nu ofer posibilitatea efecturii unor studii de
aerodinamic cu vnt lateral.
271
10 DETERMINAREA CARACTERISTICILOR AERODINAMICE ALE
AUTOVEHICULELOR IN MEDII VIRTUALE
ntruct mediul concurenial competitiv impune firmelor de profil lansarea pe pia de
noi modele conceptuale la intervale de timp ct mai scurte, proiectanii caroseriilor au
nevoie de date privind performanele i comportamentul mainii din punct de vedere
aerodinamic nc din faza de anteproiect. n acest context, metodele de analiz CFD
(Computational Fluid Dynamics) reprezint un rspuns viabil la aceast problem.
Simulrile CFD pot fi utilizate chiar din faza n care nu sunt disponibile machete sau
modele fizice ale automobilului studiat, care s fie testate n tunele aerodinamice. De
altfel, n acest mod este nlturat unul din neajunsurile testrilor n suflerie, acela al
dimensiunilor reduse ale camerei de testare, rezultatele obinute pe cale experimental
fiind afectate de interferenele dintre model i pereii tunelului. n cazul analizelor
numerice, domeniul supus investigaiilor poate fi cu mult mai mare, n concordan cu
resursele de calcul avute la dispoziie.
Dezvoltarea soft-urilor din domeniul CFD (FLUENT, STAR CD, PAM Flow, ANSYS-CFX,
Nastran-CFD, etc.), a facilitilor oferite de acestea n ceea ce privete vizualizarea
precum i a calculatoarelor, face ca estimarea corect i complet a comportamentului
aerodinamic al unui autovehicul s necesite un timp mult mai scurt, implicnd un
colectiv redus, ca numr de persoane, cu cheltuieli rezonabile.
10.1 Necesitatea i avantajele simulrilor CFD. Dezavantajele tunelelor aerodinamice
Necesitatea i avantajele pe care le ofer evalurile n medii virtuale a performanelor
aerodinamice ale automobilelor decurg din dezavantajele utilizrii tunelelor
aerodinamice, principalele inconveniente fiind legate de:
costurile foarte mari ale sufleriilor i ale echipamentelor utilizate, n special a celor ce
ncearc s reproduc micarea relativ dintre automobil i sol (de simulare a
efectului de sol);
272
obinerea unor rezultate viciate de interferenele dintre modelul studiat i tunelul
aerodinamic.
Cele dou menionate anterior sunt interdependente i ncercarea de reducere a uneia
dintre ele are ca efect creterea celeilalte. Astfel, pentru diminuarea interferenelor
dintre pereii camerei de testare i main (n cazul tunelelor cu seciune nchis) sunt
necesare tunele de mari dimensiuni, cu costuri de realizare i consumuri energetice
ridicate. Utilizarea unor suflerii mai mici are ca rezultat mrirea interferenelor suflerie
model testat (la aceleai dimensiuni ale acestuia), cu consecine negative asupra
rezultatelor obinute. n cazul tunelelor cu seciune de testare deschis rezultatele sunt
influenate, pe de o parte, de efectul de confuzor (la ieirea din confuzor are loc o
destindere a aerului circulat prin suflerie), iar pe de alt parte de interferena dintre
modelul testat i colectorul (difuzorul) sufleriei. n acest caz, poziia mainii n zona de
testare devine important pentru obinerea unor rezultate ct mai precise.
Alt dificultate legat de testrile n tunele aerodinamice, menionat la nceputul
acestui capitol, este legat de simularea micrii relative dintre automobil i sol, sau pe
scurt a efectului de sol.
n aceste condiii, odat cu dezvoltarea unor programe de calcul CFD adecvate, i cu
creterea performanelor mainilor de calcul, evaluarea caracteristicilor aerodinamice i
pe cale numeric a devenit tot mai atractiv.
Pentru a fi competitive, metodele CFD trebuie s ndeplineasc dou condiii:
s poat reproduce cu acuratee condiiile fizice din timpul testelor, astfel nct
rezultatele obinute s fie suficient de precise; n acest context ar trebui s
determine variaii ale coeficientului de rezisten la naintare de ordinul miimilor:
002 . 0 c
x
= == = ;
s dureze mai puin ca ncercrile n suflerie.
Dei prima condiie este absolut necesar, uneori se consider ca fiind suficient a
doua. Acest lucru se datoreaz faptului c proiectarea automobilelor devine, pe zi ce
trece, un proces integrat pe calculator, inginerii putnd face predicii asupra
comportamentului aerodinamic al unui prototip nainte ca acesta s fie realizat fizic,
273
scurtndu-se semnificativ timpul de lansare pe pia. De asemenea, prin utilizarea
metodelor numerice se elimin inconvenientele legate de spaiul de testare din suflerii i
de simulare a efectului de sol, acesta realizndu-se doar prin impunea unor condiii la
limit pe domeniul supus analizei. Totui, datorit limitrilor de ordin matematic ale
modelelor ce reproduc mediul fizic de desfurare a experienelor n tunele, n acest
moment nu se poate vorbi de o renunare la testarea aerodinamic a automobilelor n
suflerii. Rezultatele obinute n urma simulrilor numerice vin n completarea celor
obinute clasic n laborator, nuanndu-le, datorit posibilitilor de afiare (vezi Figurile
10-11, 10-12, 10-13), n acest sens oferind informaii despre procesele de curgere n
intimitatea acestora.
Exist patru direcii principale de abordare i dezvoltare a programelor CFD. Acestea se
bazeaz pe:
ecuaia Laplace;
ecuaiile Navier-Stokes mediate sub forma Reynolds (RANS Reynolds-averaged
Navier-Stokes equations);
metode numerice directe (DNS Direct Numerical Simulation);
modele zonale (hibride).
Ecuaia Laplace este rezolvat prin bine cunoscuta metod a panourilor, n care doar
suprafaa automobilului i calea de rulare a acestuia sunt discretizate. Prezint avantajul
obinerii unei soluii rapide, dar are dezavantajul c se poate aplica doar fluidelor ideale
(nevscoase) i nu ofer, n mod obinuit, informaii despre procesele din trena de
vrtejuri, dac aceasta nu este modelat. Acest proces se realizeaz de obicei cu date
obinute n urma experimentelor din suflerii, sau conform experienei personale a
inginerului analist.
Metoda bazat pe rezolvarea ecuaiilor Navier-Stokes mediate sub forma Reynolds
necesit utilizarea unui model de turbulen. Cele mai des utilizate, cu rezultate bune n
cazul modelelor cu o geometrie relativ complicat, sunt cele de tip k (standard
k , new k , RNG), bazate pe considerarea energiei turbulente cinetice i a
disipaiei vscoase.
274
Metodele numerice directe au fost dezvoltate i aplicate cu succes n Japonia. Utiliznd
grile cu un numr de noduri de ordinul 10
6
, s-a reuit estimarea caracteristicilor
aerodinamice ale unui automobil cu o acuratee de 5%, la nivelul anilor 90. Folosind un
supercomputer, generarea grilelor de discretizare a durat 3 zile, iar procesul de
soluionare numeric 20 de ore CPU (n prezent, timpii necesari unei astfel de analize s-
au micorat semnificativ).
Schemele hibride de modelare numeric necesit, din partea inginerului, cunotine
solide despre procesele de dinamica fluidelor i a modului n care se dezvolt curgerea
n jurul modelului. Astfel, domeniul de analiz din jurul modelului studiat este mprit n
subregiuni, n funcie de modul n care se preconizeaz c va evolua procesul de
curgere. Uzual, domeniile analizate sunt divizate n dou astfel de zone:
a curgerii neperturbate i fr zone de separaie (n faa automobilului, de
exemplu) procesul numeric este soluionat cu metoda panourilor, n mod uzual;
a curgerii perturbate, cu zone de separaie, rezolvate cu metode bazate pe
rezolvarea ecuaiilor Navier-Stokes.
Dei nu exclud metodele clasice de evaluare a caracteristicilor aerodinamice ale
automobilelor, n suflerii, tehnicile numerice de soluionare a proceselor de dinamica
fluidelor sunt ntr-un proces continuu de dezvoltare i se preconizeaz c ntr-un timp
ct mai scurt, prin utilizarea acestora, va fi posibil obinerea unor rezultate
remarcabile.
10.2 Etapele proceselor CFD
n desfurarea unui proces CFD se parcurg trei etape, dup cum urmeaz:
preprocesarea, soluionarea numeric, postprocesarea.
Procesarea este partea cea mai complex i mai laborioas a unui proces de modelare
numeric. n aceast etap au loc urmtoarele:
stabilirea domeniului de calcul, n concordan cu fenomenul studiat i
elaborarea modelului geometric al acestuia;
275
discretizarea domeniului de calcul - detalii despre aceast operaie sunt
prezentate n paragraful 10.2.1.
impunerea condiiilor de curgere pe frontierele domeniului;
stabilirea parametrilor ce definesc procesul studiat i a schemei de soluionare
numeric (pot fi incluse i n etapa urmtoare).
Soluionarea numeric este etapa n care se rezolv efectiv sistemul de ecuaii ce
definesc fenomenul studiat. n paragraful 10.2.2 sunt prezentate ecuaiile guvernante
ale proceselor CFD.
n faza de postprocesare are loc vizualizarea i evaluarea rezultatelor obinute n etapa
anterioar. Din punct de vedere al prezentrii grafice a rezultatelor, tehnicile CFD ofer
numeroase faciliti, acestea fiind unul din motivele pentru care sunt utilizate ca tehnici
complementare celor de evaluare practic n suflerii. Exemple n acest sens sunt
prezentate la sfritul acestui capitol.
10.2.1 Grile de discretizare
Datorit faptului c problemele de dinamica fluidelor cu relevan n practica curent au
un caracter puternic neliniar i a limitrii metodelor de rezolvare pe cale analitic a
acestora, o alternativ viabil de rezolvare este aceea de transpunere a problemei
studiate din domeniul analizei matematice n cel al algebrei, n care soluia se poate
obine n urma rezolvrii numerice a unui sistem de ecuaii algebrice. n acest context,
discretizarea este aciunea premergtoare soluionrii, reprezentnd procedeul de
selectare a punctelor domeniului fizic n care soluia numeric este prospectat.
Alegerea unei topologii de discretizare i realizarea optimal a acesteia reprezint etape
ale unui proces complex, n care, doar simul ingineresc sau rutina se pot dovedi uneori
insuficiente, fie i numai din punct de vedere al economiei resurselor de calcul. n acest
sens, o rezoluie foarte bun, ce asigur o reprezentare fidel a profilului domeniului
real, conduce la un efort considerabil de procesare a datelor. De altfel, rezoluia nu este
singurul parametru ce descrie calitatea unei grile. Deoarece sunt frecvente situaiile
cnd, pentru aceeai rezoluie, se pot imagina sute de alternative de discretizare, este
dificil de apreciat care dintre acestea prezint avantaje maxime din punt de vedere al
276
timpului consumat pentru pregtirea datelor de intrare, a elaborrii metodologiei de
lucru i a timpului de soluionare numeric, sau al nivelului admisibil al erorii soluiei
aproximative n raport cu cea exact.
n cele ce urmeaz sunt prezentate o clasificare a principalelor tipuri de grile de
discretizare i a criteriilor de calitate pe care trebuie s le ndeplineasc acestea.
10.2.1.1 Clasificarea grilelor de discretizare
Din punct de vedere topologic, grilele de discretizare pot fi de tip C, vezi Figura 10-1, O,
vezi Figura 10-2 i H, Figura 10-23. Convenional, tipul grilei este stabilit prin analogie
cu forma literei pe care o au liniile dispuse paralel cu direcia dat de axa principal de
simetrie a domeniului, sau dup caz, de direcia principal a curentului.
Figura 10-1 Gril tip C, generat n jurul unui profil aerodinamic
Figura 10-2 Gril de tip O Figura 10-3 Gril de tip H
n cazul domeniilor tridimensionale se pot ntlni grile ce reprezint combinaii ale celor
enunate anterior. Astfel, n Figura 10-4 i Figura 10-4 sunt prezentate grile de tip C-H,
respectiv O-H.
277
Figura 10-4 Gril tip C-H Figura 10-5 Gril tip O-H
Punctele n care liniile de gril se intersecteaz n plan sau n spaiu poart denumirea
de noduri, sau puncte nodale. Subdomeniile primare delimitate de perechi de linii
succesive se numesc celule ale grilei. Din punct de vedere al geometriei celulelor, se
disting dou tipuri de grile: structurate i nestructurate. Grilele structurate sunt acelea
la care, n plan, celulele sunt patrulatere (regulate sau nu). La grilele nestructurate,
forma n plan a celulelor este cel mai adesea triunghiular, mai rar hexagonal sau
octogonal.
Din punct de vedere structural, grilele se mpart n dou categorii: monobloc, respectiv
multibloc. n cazul grilelor monobloc, Figura 10-6, domeniul fizic este acoperit cu o
singur reea.
Figura 10-6 Gril monobloc bidimensional, generat n jurul seciunii longitudinale a unui automobil
Discretizarea unui domeniu cu ajutorul unei grile multibloc, Figura 10-7, impune
divizarea acestuia n regiuni, geometric simple, care vor fi acoperite, fiecare n parte, cu
278
reele proprii. n acest caz, punctele de discretizare (nodurile grilei) a dou reele
adiacente coincid pe frontierele comune acestora.
Figura 10-7 Gril multibloc bidimensional
10.2.1.2 Criterii de calitate a grilelor structurate
Pe lng condiiile legate de reproducerea ct mai fidel a frontierelor domeniului fizic
analizat, o gril de discretizare trebuie s mai satisfac urmtoarele criterii de calitate,
impuse de necesitatea definirii parametrilor cinematici i dinamici care descriu
mecanismul procesului de curgere:
ortogonalitatea liniilor de gril pe toate direciile;
avierea;
condensarea n regiunile n care gradienii mrimilor fizice ce caracterizeaz
procesul de curgere au valori ridicate;
asigurarea unei spaieri minime pe toate direciile.
Ortogonalitatea liniilor de grile asigur o reprezentare corect a derivatelor pariale ce
compun ecuaiile difereniale ale modelului matematic care descrie fenomenul fizic
studiat i vizeaz dou aspecte. Primul se refer la unghiul sub care liniile de gril
279
intersecteaz frontierele interioare i exterioare ale domeniului, iar al doilea la unghiul
sub care liniile reelei se intersecteaz ntre ele. Dac n ceea ce privete ortogonalitate
liniilor de gril n interiorul domeniului, abaterile sunt n general tolerabile, n
vecintatea frontierelor, problema este una de maxim importan, deoarece orice
defect de generare n aceste zone introduce erori suplimentare celor care sunt oricum
introduse de aproximrile condiiilor la limit.
Generarea unor grile complet ortogonale este deosebit de dificil (uneori imposibil) n
cazurile domeniilor cu geometrie complex (ca n cazul majoritii simulrilor
tridimensionale), astfel nct, acest parametru de calitate a grilelor de discretizare este
asigurat doar ntr-o oarecare msur. Pentru reducerea influenelor negative asupra
acurateei soluiei, pe care le induc grilele cu abateri de la ortogonalitate, literatura de
specialitate recomand, ca tehnici complementare generrii, anularea derivatelor de
ordinul al doilea mixte (dac acestea exist) din modelului matematic, sau utilizarea
vscozitilor artificiale.
Avierea liniilor de gril ofer, din punct de vedere analitic un caracter eliptic reelei de
discretizare. O gril a crei linii prezint frnturi (discontinuiti ale pantelor) n
interiorul domeniului fizic poate induce apariia unor erori exagerate n procesul de
discretizare.
Condensarea liniilor, n vecintatea frontierelor solide sau a zonelor n care gradienii
mrimilor fizice ce intr n componena ecuaiilor difereniale ale modelului matematic
au valori semnificative (de exemplu n zonele de separaie a curgerii), este o condiie
esenial a modelrilor numerice la numere Reynolds mari, ca n cazul simulrilor
aerodinamice. n aceste situaii, n care grosimea stratului limit este mic, o descriere
corect a formei acestuia implic o gril cu o rezoluie foarte bun, deci un numr mare
de noduri n vecintatea frontierelor. Astfel, se recomand ca distana minim dintre
dou linii de gril consecutive i paralele cu frontiera solid s nu depeasc valoarea
Re / 05 . 0
min
= == = .
Pentru a nu mri n mod nejustificat ordinul de mrime al grilei (a numrului de noduri),
se pot genera grile la care distribuia liniilor se face conform unei progresii geometrice,
Figura 10-8. n cazul curgerilor turbulente, un parametru care confirm (n faza de
postprocesare) dac grila utilizat a respectat acest criteriu de calitate este
+
y
280
(parametru adimensional detalii despre acesta se vor furniza n paragraful referitor la
criteriile care trebuie avute n vedere pentru ca rezultatele unei analize s poate fi
validate).
Figura 10-8 Gril bidimensional multibloc, cu distribuie n progresie a liniilor de gril pe subdomenii
Spaierea presupune asigurarea unei distane minime ntre dou linii de gril
consecutive n scopul evitrii intersectrii acestora, caz n care s-ar obine celule cu arii
negative.
Astfel, din punct de vedere conceptual, o gril de discretizare generat corect trebuie s
asigure urmtoarele:
distribuirea punctelor n cmpul soluiei ntr-un mod ordonat, astfel nct
vecintile fiecrui nod s poat fi uor identificate, n acest mod asigurndu-se
o stocare i manipulare eficiente ale informaiilor referitoare la poziiile
geometrice ale nodurilor;
comunicarea rapid ntre noduri, astfel nct particularitile distribuiei acestora
s fie conservate chiar i n cazul deplasrii lor n spaiu n timpul calculului (de
exemplu n cazul grilelor adaptive);
intermedierea reprezentrii cu acurate bun a funciilor continue prin valori
discrete pe mulimea finit a nodurilor i asigurarea unor modaliti eficiente de
evaluare a erorii n aceast reprezentare.
Totodat, trebuie avut n vedere faptul c n nivelul de satisfacere a criteriilor de calitate
a grilelor intervine i modelul matematic ce trebuie rezolvat pe respectiva gril, ct i
schema numeric asociat.
281
Cele mai noi tipuri de grile sunt cele adaptive i prezint avantajul c pot condensa
numrul de noduri de calcul n mod dinamic (n timpul procesului de soluionare
numeric) n zonele n care gradienii mrimilor fizice ce intr n componena ecuaiilor
difereniale ale modelului matematic au valori mari.
Figura 10-9 Exemplu de gril generat n jurul caroseriei unui automobil
10.2.2 Ecuaiile guvernante n procesele CFD
Principalele legi care guverneaz procesele de dinamica fluidelor i care sunt utilizate i
la construcia modelelor matematice ce descriu aceste fenomene, sunt cele de
conservare:
Legea conservrii masei;
Legea conservrii impulsului (cantitii de micare);
Legea conservrii energiei.
n cele ce urmeaz vor fi prezentate ecuaiile complete ce definesc aceste legi, precum
i formele ce caracterizeaz unele cazuri particulare de curgere.
Ecuaia vectorial ce exprim Legea conservrii masei (cunoscut i sub denumirea de
Ecuaia continuitii) n dinamica fluidelor este:
0 ) V ( div
t
= == = + ++ +
r
, (10. 1)
282
unde:
- densitatea fluidului;
V
r
- vectorul vitez;
t - variabila temporal.
Pentru o curgere tridimensional, n coordonate carteziene xyz , aceast ecuaie se
rescrie sub forma:
( (( ( ) )) ) ( (( ( ) )) ) ( (( ( ) )) )
0
z
w
y x
u
t
= == =
+ ++ +
+ ++ +
+ ++ +
, (10. 2)
unde: u , , w - componentele vitezei corespunztoare celor trei direcii: x , y ,
z ;
Pentru fluidele incompresibile n micare staionar, ecuaia de continuitate capt
forma simplificat (10.3) i este verificat adesea ca o condiie a acurateei sau a
convergenei soluiei n procesele CFD (debitul de fluid ,,intrat trebuie s fie ct mai
apropiat ca valoare de cel ,,ieit). De asemenea, sunt frecvente cazurile cnd ecuaia
continuitii este utilizat n algoritmul de determinare numeric a presiunii. n general
se poate considera ca ecuaiile Navier-Stokes furnizeaz componentele vitezei ca
rspuns la distribuia de presiuni din domeniul supus analizei.
( (( ( ) )) ) ( (( ( ) )) ) ( (( ( ) )) )
0
z
w
y x
u
0 V div = == =
+ ++ +
+ ++ +
= == =
r
(10. 3)
Exprimnd variaia n timp a densitii n funcie de presiune conform relaiei:
p t
p
t
= == =
(10. 4)
i introducnd coeficientul de elasticitate al fluidului la temperatur constant
T
p
E
| || |
| || |
| || |
\ \\ \
| || |
= == =
(10. 5)
se obine:
E t
p
t
= == =
(10. 6)
283
Cu ajutorul acestui termen se pot evalua vitezele de propagare a undelor de presiune n
interiorul fluidelor. Astfel, viteza de propagare a undelor este direct proporional cu
valoarea modulului de elasticitate.
Legea conservrii impulsului furnizeaz ecuaia de micare a fluidelor vscoase. Sub
form vectorial aceasta se exprim astfel:
f p
1
f
dt
V d
m
r r
r
+ ++ + = == = (10. 7)
unde:
a
dt
V d r
r
= == = - acceleraia particulelor de fluid;
p
- presiunea n interiorul fluidului;
m
f
r
- ansamblul forelor masice exterioare ce acioneaz asupra unitii
de volum;
v
f
r
- ansamblul tensiunilor de frecare care acioneaz asupra unitii de
volum de fluid.
Teoria general a frecrii dintre straturile alturate de fluid arat c schimbarea formei
elementelor fluide conduce la apariia unor tensiuni de natura celor care se ntlnesc n
corpurile elastice, cu specificaia c aceste tensiuni nu sunt proporionale cu deformaia,
ci cu viteza de deformaie. Astfel, sub form vectorial, expresia forelor de natur
vscoas este:
) V ( V f
r r r
+ ++ + = == =
(10. 8)
unde:
- vscozitatea dinamic a fluidului;
- operatorul diferenial de ordinul doi (operatorul lui Laplace);
Introducnd relaia (10.8) n (10.7) i proiectnd relaia obinut pe axele reperului
triortogonal drept Oxyz , se obine urmtorul sistem de ecuaii:
284
|
|
\
|
+
|
|
\
|
|
|
\
|
+
|
|
\
|
|
|
\
|
+
|
|
\
|
y
w
y x
u
z z
w
y
w
x
w
z
p
f
z
w
w
y
w
x
w
u
t
w
y
w
y x
u
y z y x y
p
f
z
w
y x
u
t
y
w
y x
u
x z
u
y
u
x
u
x
p
f
z
u
w
y
u
x
u
u
t
u
mz
my
mx
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
1
1
1
(10. 9)
unde: - vscozitatea cinematic;
Pentru fluidele incompresibile ( . ct = == = 0 V = == =
r
, conform ecuaiei continuitii) sistemul
de ecuaii (10.9) se poate scrie sub forma simplificat:
=
+
=
+
=
w
z
p
f
dt
dw
y
p
f
dt
d
u
x
p
f
dt
du
mz
my
mx
1
1
1
(10. 10)
Ecuaiile (10.10) poart denumirea de ecuaiile Navier-Stokes, sau ecuaiile de micare
ale fluidelor vscoase incompresibile. Vectorial, ele capt urmtoarea form:
V p
1
f
dt
V d
m
r r
r
+ ++ + = == = (10. 11)
Dac se ine seam i de efectele de compresibilitate, ecuaiile Navier-Stokes
generalizate se scriu sub forma (10.12), unde ultimul termen reprezint variaia forelor
elastice care acioneaz asupra fluidului:
) V (
3
1
V p
1
f
dt
V d
m
v r r
r
+ ++ + + ++ + = == =
(10. 12)
Integrarea acestor ecuaii este dificil i posibil doar n unele cazuri particulare, n care
comportamentul fluidului din punct de vedere vscoelastic este unul de tip newtonian
(micri laminare).
Ecuaia conservrii energiei (ecuaia bilanului de energii) face legtura ntre
fenomenele mecanice i termodinamice care apar n procesele de dinamica fluidelor,
fiind o expresie matematic a primului principiu al termodinamicii. Ecuaia energiei
totale, sau ecuaia energiei n forma a doua, este:
285
) T ) V ( V
3
2
V ) V ( V (
t
p
f V
2
V
i
dt
d
2
m
2
+ ++ + + ++ + + ++ +
+ ++ + = == =
| || |
| || |
| || |
\ \\ \
| || |
+ ++ +
r r r r r r
(10. 13)
unde: i - entalpia fluidului;
- coeficientul de conductivitate termic;
T - temperatura absolut.
Pentru procese staionare aceasta se poate scrie sub forma:
0 ) V ( V
3
2
) V ( V V
i
2
V
i V
2
2
= == =
( (( (
( (( (
( (( (
+ ++ + + ++ + | || |
| || |
\ \\ \
| || |
+ ++ +
| || |
| || |
| || |
\ \\ \
| || |
+ ++ +
r r r r r
(10. 14)
unde: - numrul lui Prandtl:
p
c
= == = (10. 15)
unde:
p
c
- cldura specific a fluidului la presiune constant.
Ecuaiile care definesc legile enumerate anterior, la care se adaug ecuaiile de micare
ale fluidelor, legea vscozitii i ecuaia de stare (n cazul gazelor) formeaz un sistem
ce modeleaz procesele de dinamica fluidelor i care este rezolvat cel mai adesea
numeric cu ajutorul tehnicilor CFD.
10.2.3 Criterii de convergen ale unei analize CFD. Validarea rezultatelor
Referitor la aplicaiile CFD este necesar verificarea acurateei soluiei obinute.
Evaluarea rezultatelor astfel obinute este la fel de important ca i n cazul
experimentelor unde este de ateptat ca s fie furnizate informaii despre precizia
msurtorilor efectuate.
Unul din criteriile cheie care determina acurateea unei analize CFD este cel al
convergenei soluiei iterative. Majoritatea metodelor numerice utilizate n cazul
analizelor CFD necesita un numr mare de iteraii pentru ca soluia sa fie una
convergent. n mod obinuit, eroarea de convergen a soluiei iterative se definete
ca fiind diferena dintre soluia la iteraia curent i soluia exact a ecuaiilor
286
difereniale, dar adesea, n procesul de evaluare a convergentei soluiei se utilizeaz
diferena dintre soluiile a dou iteraii succesive. Aceasta din urm prezint unele
dezavantaje, deoarece orice factor de relaxare cit de mic poate s conduc la o falsa
indicaie de convergent. Indiferent de algoritmul utilizat, trebuie s se verifice
ntotdeauna dac soluia obinut este una convergent, sau nu, printr-o evaluare
strict a criteriilor de convergent. n acest sens, majoritatea publicaiilor de referina
din domeniu impun demonstrarea faptului ca soluia este una convergent ca o condiie
pentru publicare.
Un alt criteriu de evaluare al soluiei obinute este cel al independenei soluiei fa de
dimensiunea grilei de discretizare. Datorit dimensiunilor finite ale (elementelor)
celulelor de discretizare vor exista diferene fa de soluia exact a ecuaiilor
difereniale. Cel mai uzual mod de a demonstra independena soluiei fa de
dimensiunea grilei de discretizare este de a efectua o a dou analiz utiliznd o gril de
discretizare cu un numr de noduri dublu, sau dac resursele de calcul avute la
dispoziie nu o permit, mcar a unei grile cu un numr de noduri ct mai apropiat de cel
al grilei duble.
Referitor la grila de discretizare, alt factor care influeneaz acurateea soluiei este
valoarea y
+
, care trebuie s fie cuprins n intervalul 10 - 100 n cazul n care se
utilizeaz o funcie (logaritmic) corespunztoare curgerii (vscoase) n proximitatea
suprafeelor solide (Wilcox 2000), iar dac ecuaiile modelului de turbulen sunt
integrate i n substratul vscos, valoarea acestuia trebuie s fie subunitar, ceea ce
implica o gril de discretizare foarte fin n apropierea suprafeelor solide i implicit
resurse de calcul importante.
Figura 10-10 Model CAD tridimensional evaluat aerodinamic cu ajutorul tehnicilor CFD
287
Figura 10-11 Variaia vitezei aerului n jurul automobilului pe ntreg domeniul de calcul
Figura 10-12 Variaia vitezei aerului n jurul automobilului detaliu n planul longitudinal
Figura 10-13 Variaia coeficientului de presiune pe suprafaa automobilului, fr i cu vizualizarea
traiectoriilor particulelor de aer n jurul automobilului
ANEXE
BIBLIOGRAFIE
1. ***, Aerodynamic Testing of Road Vehicle, SAE Information Report, SAE J2071
JUN94.
2. ***, Colecia Verkehrs Unfall und Fahrzeugtechnik 1996-2004.
3. ***, Dubbel, Manualul inginerului mecanic fundamente, Editura Tehnic,
Bucureti, 1998.
4. ***, Prospectele firmelor CLOOS, KUKA, OPEL, RENAULT, CIBA, BMW.
5. ***, Reduction des couts de fabrication de flans raboutes, Soudronic, 1996.
6. ***, Seria de standarde ISO 9000.
7. Barlow, J., Rae, W., Pope, A., Low-speed wind tunnel testing, Third Edition, USA,
1999.
8. Bljin, O. A., Maple n matematica asistat de calculator, Editura Albastr, Cluj
Napoca, 2001.
9. Brahat, M., Comportement en service des assemblages soudes, Ingenieurs de
lautomobile, 03/1985.
10. Bratu, P., Sisteme elastice de rezemare pentru maini i utilaje, Editura Tehnic,
1990.
11. Chiru, A., Marinca, D., Tehnologii speciale de fabricare i reparare a
autovehiculelor, Universitatea Transilvania Braov, 1991.
12. Chiru, A., .a., Table sandwich folosite n construcia autovehiculelor,
Conferina CONAT 1996, Braov.
13. Cogotti Antonello, Ground Effect Simulation for Full-Scale Cars in the Pininfarina
Wind Tunnel, SAE Inc., Vehicle Aerodynamics PT-49/ ISBN 1-56091-594-3, Page
135, 1996
14. Covo, C., Conditions operatoires dapplication de la norme bruit exterieur aux
vehicules industriels, Ingenieurs de lautomobile, 04/1993.
15. Dragomir, D., Proiectare asistat de calculator pentru inginerie mecanic, Editura
Teora, 1996.
16. Fenton, J., Handbook of Vehicle Design Analysis, Society of Automotive
Engineers, Inc., Warrendale, Pa., USA, 1996.
17. Gaiginschi, R., Filip, I., Expertiza tehnic a accidentelor rutiere, Editura
Tehnic, Bucureti, 2002
18. Haller, J., TOX Pressotechnick Weingarten. Optimierungsmoglichkeiten bein
Durchsetzfugen im Verleich zum Punktschweissen, vuf 10/1996.
19. Hanicke, L., Nilsson, C., Hight precision in car body production, Automotive
Manufacturing, oct 1995.
20. Holt, D., Manufacturing technology, Automotive manufacturing, oct-1995.
21. Horner, H., Prozesssicherheit an Durchsetzfugeanlagen. Diplomarbeit, Mercedes
Benz AG, Werk Sindelfingen 1965.
22. Huminic A., Chiru A., Ground Effect in Design of Vehicle, FISITA 2004 World
Automotive Congress, on CD, F2004F130.
23. Huminic Angel, Chiru Anghel, Comparative Study of Different Ground Simulation
Techniques used in Numerical Investigation of Vehicle Aerodynamics, Bucharest
Politehnica Press, The 7
th
International Conference, FUEL ECONOMY,
SAFETY and RELIABILITY of MOTOR VEHICLES, ESFA 2003, Volume 1, ISBN
973-8449-10-3.
24. Huminic, A., Analiza CFD a influenei efectului de sol asupra caracteristicilor
aerodinamice ale unui automobil de teren, Contract de cercetare tiinific nr.
33.459/17.07.2002, CNCSIS - Universitatea Transilvania din Braov.
25. Huminic, A., Analiza CFD a influenei efectului de sol asupra caracteristicilor
aerodinamice ale unui automobil de teren. Faza a II-a, Determinarea
experimental a caracteristicilor aerodinamice ale automobilului ales pentru
studiu Contract de cercetare tiinific nr. 33.253/25.06.2003, CNCSIS -
Universitatea Transilvania Braov
26. Huminic, A., Dani, P., Szava, I., Huminic, G., A tensometric Method for
Aerodynamic Loads Evaluation Proceedings of the 2nd International
Conference on Dynamics of Civil Engineering and Transport Structures and Wind
Engineering DYN-WIND 2003, ISBN 80-8070-066-4, Tale, Slovak Republic,
2003.
27. Idelcik, I., E., ndrumtor pentru calculul rezistenelor hidraulice, Editura
Tehnic, Bucureti, 1984.
28. Iovna, R., Andreescu, F., Cndea, V. Sudarea prin presiune n puncte,
Editura Lux Libris, Braov, 1995.
29. Iovna, R., .a. Echipamente pentru sudarea prin presiune n puncte, Editura
Lux Libris, Braov, 1999.
30. Klein, F., Strategia de intreinere i reparare la liniile de construcii caroserii n
uzina BMW Muenchen, Conferina CONAT 1996, vol. VI, Braov.
31. Klink, W., Alternative Fugetechnologien fur Stabal Aluminiumlegierungen und
deren Kombinatione in Karosserieban, Conferina CONAT 1996, Braov.
32. Le Breton, F., Systemes Interactifs de conception et fabrication assistees par
ordinateur pour les mecanique, SIA curs CLESIA, 1990.
33. Leuschen, B., Hopf, B., Aluminium und deinen Kombinationen Karosserie
Fugeverfahren im Verleigh. VDI Berichte nr. 1264/ 1996.
34. Lungu, A., Modelri numerice n hidrodinamic Grile de discretizare, Editura
Tehnic, Bucureti, 2000.
35. Marinescu, A., Metode, aparate i instalaii de msur n aero-mecanic, Editura
Academiei, Romnia, 1970.
36. Mathieu, S., Le monde du silence: Solconfort, une tole sandwich antivibratoire,
La revue de metalurgie CIT, Strassbourg 1993.
37. Mathieu, S., Les toles sandwich antivibratoire, revue CLESIA, 1994, Paris.
38. Mathilon, M., Projet MOSAIC: lutilisation des toles sandwich dans un objetif
dallegement, Synopsium Solconfort, 01/1994.
39. Miclosi V., Scorobeniu L., .a. Bazele Proceselor de Sudare, Ed. Didactic i
Pedagogic, Bucureti 1982.
40. Novac, Gh., Probleme actuale i n perspectiv privind sudarea prin presiune n
puncte n construcia autovehiculelor rutiere, Conferina CONAT 1996, Braov.
41. Piscoi, A., .a., Using the painting materials with high volume solid content for
anti corrosive protection of trucks chassis frame, Conferina CONAT 1996,
Braov.
42. Preda, I., Ingineria asistat pentru autovehicule, Editura Universitii
Transilvania, Braov, 1998
43. Rau, H., Erweiterte Analysemoglichkeiten von Fussgangerunfallen mit Hilfe der
rechnerischen Simulation suf der Basis des Mehrkorpersystems MADYMO, Vuf.
5/1998.
44. Rau, H., Kuhnel, A., Burg, H., Fussganger chwindikeiten und Zeugenansagen
Dekra-Fachschriftenschibe, Vuf. 8/1976.
45. Regulamentul nr.17 al ECE-ONU. Rezistena scaunelor i ancorajelor la autoturisme
46. Regulamentul nr.21 al ECE-ONU. Amenajarea interioar
47. Regulamentul nr.25 al ECE-ONU. Rezemtoare de cap
48. Regulamentul nr.26 al ECE-ONU. Proeminene exterioare la autoturisme.
49. Regulamentul nr.29 al ECE-ONU. Protecia ocupanilor cabinelor vehiculelor utilitare
50. Regulamentul nr.32 al ECE-ONU Comportarea structurii vehiculului la coliziunea spate
51. Regulamentul nr.33 al ECE-ONU. Comportarea structurii vehiculului la coliziune frontal
52. Regulamentul nr.42 al ECE-ONU Bare de protecie fa i spate
53. Regulamentul nr.44 al ECE-ONU. Dispozitive de protecie pentru copii
54. Regulamentul nr.58 al ECE-ONU. Dispozitive de protecie antimpnare spate.
55. Regulamentul nr.61 al ECE-ONU. Proeminene exterioare la autocamioane.
56. Regulamentul nr.73 al ECE-ONU. Dispozitive de protecie antimpnare lateral.
57. Regulamentul nr.80 al ECE-ONU. Scaunele autobuzelor i ancorarea lor
58. Regulamentul nr.93 al ECE-ONU. Protecia i montarea dispozitivelor antimpnare fa
59. Regulamentul nr.94 al ECE-ONU. Protecia ocupanilor la coliziune frontal
60. Regulamentul nr.95 al ECE-ONU. Protecia ocupanilor la coliziune lateral
61. Sumantran, V., Sovran, G., Vehicle Aerodynamics, PT-49, SAE International,
1996.
62. erban, ., .a. Tendine i realizri privind implementarea tehnologiei de sudur
robotizat pentru obinerea carcaselor de autocamioane n S.C. Roman S.A.,
Conferina ESFA 1995.
63. oica, A., Cercetri privind modelarea impactului autoturism pieton, teza de
doctorat, Braov, 2002.
64. oica, A., Florea, D.: Determining the rigidity coefficient of touring cars
deformed structures in case of frontal collision and offset, The 10
th
International
Congress, CONAT 2004, Automotive and future technologies, Brasov, 20-22
october, 2004.
65. oica, A., Stadiul actual al cercetrilor n domeniul reconstituirii accidentelor de
circulaie, Referat nr. 1 din teza de doctorat, Braov, 2000.
66. oica, A., Tehnici de modelare dinamic a impactului autoturism pieton,
Referat nr. 2 din teza de doctorat, Braov, 2001.
67. Tnase, Gh., Cercetri teoretice i experimentale privind optimizarea structurii
fa n ceea ce privete sigurana pasiv a automobilului, teza de doctorat,
Braov, 2003.
68. Tecuan, N., Ionescu, E., Tractoare i automobile, Editura Didactic i
Pedagogic, Bucureti, 1982.
69. Todicescu, A., Mecanica fluidelor i maini hidropneumatice, Editura Tehnic,
Bucureti, 1974.
70. Tuluca, F., .a., Vopsirea cu pulberi aplicat la protecia anticorosiv a
autocamioanelor. Conferina ESFA 1995.
71. Turzo, G., ncercarea aerodinamic a unor machete de fuselaj, Contract de
cercetare tiinific nr. 71/1988, Universitatea din Braov, 1988.
72. Untaru, M., Dinamica auttovehiculelor pe roi, Editura Didactic i
Pedagogic, Bucureti, 1981
73. Untaru, M., Seitz, N., Pere, Gh., .a., Calculul i construcia
automobilelor, Editura Didactic i Pedagogic, Bucureti, 1982.
74. Wilcox, D., C., Turbulence Modeling for CFD, DCW Industries, Inc, ISBN 0-
9636051-5-1, California, USA, Second Edition, 2000.
CUPRINS
1 CADRELE I CAROSERIILE AUTOVEHICULELOR..........................1
1.1 Caroseriile autovehiculelor..........................................................................................................1
1.1.1 Rolul, condiiile impuse i clasificarea caroseriilor ..............................................................1
1.2 Cadrul i asiul autovehiculelor ...................................................................................................2
1.2.1 Rol i caracteristici ..........................................................................................................2
1.2.2 Construcia cadrelor........................................................................................................4
1.2.3 Construcii speciale .........................................................................................................9
1.3 Caroseriile autoturismelor.........................................................................................................12
1.4 Caroseriile autobuzelor.............................................................................................................23
1.5 Caroseriile autocamioanelor......................................................................................................29
2 ELEMENTE PRIVIND PROIECTAREA I CALCULUL
CAROSERIILOR..............................................................................31
2.1 Generaliti .............................................................................................................................31
2.2 Tendine n realizarea autovehiculului sigur.............................................................................32
2.3 Calculul de rezisten al caroseriilor utiliznd metode clasice .....................................................43
2.4 Teste virtuale 3D de verificare a rezistenei caroseriilor ..............................................................50
2.4.1 Etapele de lucru ...........................................................................................................51
2.5 Analiza structural de tip static asupra cadrului unui prototip .....................................................56
2.6 Analiza crash-urilor cu ajutorul supercalculatoarelor...................................................................60
2.7 Descrierea modelului. ..............................................................................................................61
2.7.1 Scenariile de impact......................................................................................................64
2.7.2 Simularea propriu-zis ..................................................................................................64
2.7.3 Comparaia dintre testul propriu-zis i simulare...............................................................64
2.7.4 Impactul frontal cu un perete rigid (nedeformabil)..........................................................65
2.7.5 nregistrarea evoluiei n timp a deformaiilor n locuri diferite .........................................66
2.7.6 Absorbia energiei pentru diferite componente din structura caroseriei.............................67
2.8 Concluzii .................................................................................................................................68
3 MATERIALE PENTRU CONSTRUCIA I PROTECIA
ANTICOROSIV A CAROSERIILOR AUTOVEHICULELOR...............69
3.1 Materialele metalice pentru cabine i caroserii ...........................................................................69
3.1.1 Table i benzi din oel negalvanizate pentru presare la rece ............................................69
3.1.2 Table i benzi zincate....................................................................................................71
3.1.3 Tablele sandwich..........................................................................................................72
3.1.4 Aliaje de aluminiu pentru caroserie ................................................................................82
3.2 Materiale plastice i compozite pentru caroserii .........................................................................88
3.2.1 Consideraii generale ....................................................................................................88
3.2.2 Tipuri de materiale polimere i compozite.......................................................................90
3.2.3 Materiale compozite folosite la caroserii .........................................................................92
3.3 Materialele de protecie anticoroziv a caroseriilor .....................................................................93
3.3.1 Materiale din structura sistemului de vopsire ..................................................................93
3.3.2 Materiale pentru antifonarea i etanarea caroseriei........................................................99
4 PROCEDEE MODERNE DE ASAMBLARE A CAROSERIILOR I
CABINELOR..................................................................................101
4.1 Consideraii generale ............................................................................................................. 101
4.2 Sudarea prin puncte .............................................................................................................. 104
4.2.1 Cldura degajat la sudarea n puncte ......................................................................... 106
4.2.2 Formarea punctului sudat............................................................................................ 111
4.2.3 Microstructura punctului.............................................................................................. 115
4.2.4 Cicluri de sudare prin puncte....................................................................................... 116
4.2.5 Cicluri de sudare cu for de apsare constant............................................................ 116
4.2.6 Cicluri de sudare cu for de apsare variabil.............................................................. 120
4.2.7 Factori tehnologici de sudare....................................................................................... 123
4.3 Sudarea n mediu protector.................................................................................................... 124
4.4 Sudarea cu laser ................................................................................................................... 127
4.4.1 Mecanismul producerii laserului ................................................................................... 127
4.4.2 Instalaii laser folosite la prelucrri termice .................................................................. 128
4.4.3 Prelucrri tehnologice cu laser a pieselor autovehiculelor .............................................. 131
4.5 Asamblarea cu mbinare prin ntreptrundere .......................................................................... 144
4.5.1 mbinri prin ntreptrunderea cu pregtire prin tiere parial local ............................ 145
4.5.2 mbinri prin ntreptrundere fr pregtire prin tiere parial..................................... 145
4.5.3 Nituirea prin tanare.................................................................................................. 149
4.6 Tehnologii de asamblare cu adezivi sintetici ............................................................................ 150
4.6.1 Adezivi sintetici........................................................................................................... 150
4.6.2 Tehnologia asamblrii cu rini anaerobe..................................................................... 154
4.6.3 mbinri cu rini adezive anaerobe............................................................................. 157
4.6.4 Asamblri cu adezivi acrilici, rini epoxidice i elastomeri siliconici ................................ 158
4.6.5 Asamblri cu adezivi universali .................................................................................... 159
5 TEHNOLOGII MODERNE DE FABRICARE A CABINELOR I
CAROSERIILOR........................................................................... 161
5.1 Particulariti ale asamblrii caroseriilor .................................................................................. 161
5.2 Componentele roboilor industriali .......................................................................................... 162
5.2.1 Caracteristici, precizia roboilor industriali..................................................................... 164
5.2.2 Sistemele de comand ale roboilor industriali. ............................................................. 165
5.2.3 Programarea roboilor industriali.................................................................................. 167
5.3 Studiul i sinteza SFF destinate automatizrii asamblrii caroseriilor auto.................................. 169
5.3.1 Analiza structural a RI i a celulelor flexibile pentru asamblarea prin sudare a caroseriilor
175
5.3.2 Linii robotizate de sudare a caroseriilor auto ................................................................ 177
5.3.3 Sistemul flexibil TAURO de asamblare automat prin sudare a caroseriilor auto.............. 182
5.4 Fabricarea cabinelor auto....................................................................................................... 185
6 ANALIZA COSTURILOR DE FABRICAIE A CAROSERIILOR .... 189
6.1 De la tehnica de sudare prin strivire cu role la tehnologia SOUMA ............................................ 189
6.2 Structura costurilor de fabricaie a semifabricatelor mbinate.................................................... 190
6.2.1 Instalaiile de sudare a semifabricatelor mbinate SOUMA cu aparatele de sudare de tip RPL
192
6.2.2 Instalaii de sudare a semifabricatelor mbinate SOUMA cu aparate de sudare de tip RPQ.
193
6.3 Compararea cheltuielilor de investiie i de producie. .............................................................. 195
6.4 Costurile procesului de fabricaie ............................................................................................ 196
6.4.1 UNISOUD - noua unitate de putere Soudronic .............................................................. 196
6.4.2 Influena unitii de putere UNISOUD asupra costurilor procesului de fabricaie ............. 197
6.5 Concluzii ............................................................................................................................... 201
7 COMPORTAMENTUL N EXPLOATARE AL CAROSERIILOR ...... 203
7.1 Tipuri de deteriorare a asiului ............................................................................................... 203
7.1.1 Deformaii ale prii centrale a asiului......................................................................... 206
7.1.2 Deformaii ale extremitilor asiului ............................................................................ 210
7.2 Utilaje pentru lucrrile de ndreptare a caroseriilor i cabinelor metalice.................................... 211
7.3 Comportamentul static al cordoanelor de sudur fr defecte .................................................. 212
7.4 Comportamentul la oboseal al cordoanelor de sudur fr defecte.......................................... 213
7.5 Mecanica rupturii ................................................................................................................... 215
7.5.1 Generaliti ................................................................................................................ 215
7.5.2 ncercarea static....................................................................................................... 216
8 NOIUNI FUNDAMENTALE DE AERODINAMICA
AUTOVEHICULELOR.................................................................... 221
8.1 Consideraii teoretice ............................................................................................................. 221
8.2 Fore i momente aerodinamice ............................................................................................. 222
8.3 Stratul limit ......................................................................................................................... 227
8.4 Gradul de turbulen.............................................................................................................. 231
9 DETERMINAREA EXPERIMENTAL A CARACTERISTICILOR
AERODINAMICE ALE AUTOVEHICULELOR N TUNELE
AERODINAMICE...........................................................................235
9.1 Clasificarea i organizarea constructiv a tunelelor aerodinamice .............................................. 235
9.2 Determinarea calitii unui tunel aerodinamic .......................................................................... 242
9.3 Utilizarea tunelelor aerodinamice ............................................................................................ 250
9.3.1 Condiiile de calitate ale curentului de aer .................................................................... 251
9.3.2 Influena raportului de blocare .................................................................................... 252
9.3.3 Utilizarea modelelor la scar. Criterii de similitudine...................................................... 254
9.4 Instrumente i aparate de msur specifice tunelelor aerodinamice .......................................... 257
9.4.1 Instrumente i aparate pentru determinarea parametrilor curentului de aer ................... 257
9.4.2 Instrumente i aparate pentru determinarea direct a forelor aerodinamice .................. 259
9.4.3 Instrumente i tehnici pentru vizualizarea curgerii......................................................... 262
9.5 Probleme speciale de aerodinamica autovehiculelor. Efectul de sol ........................................... 264
10 DETERMINAREA CARACTERISTICILOR AERODINAMICE ALE
AUTOVEHICULELOR IN MEDII VIRTUALE...................................271
10.1 Necesitatea i avantajele simulrilor CFD. Dezavantajele tunelelor aerodinamice...................... 271
10.2 Etapele proceselor CFD ........................................................................................................ 274
10.2.1 Grile de discretizare .................................................................................................... 275
10.2.2 Ecuaiile guvernante n procesele CFD.......................................................................... 281
10.2.3 Criterii de convergen ale unei analize CFD. Validarea rezultatelor................................ 285
ANEXE ..........................................................................................289
BIBLIOGRAFIE.............................................................................309
Indexul figurilor
Figura 1-1 Tipuri de lonjeroane bloc .................................................................................................... 4
Figura 1-2 Bara de protecie montat prin elemente deformabile pe cadru............................................. 6
Figura 1-3 Cadru n X.......................................................................................................................... 8
Figura 1-4 Cadru dreptunghiular.......................................................................................................... 8
Figura 1-5 Cadru cu ntrituri .............................................................................................................. 9
Figura 1-6 Infrastructur de tip platform .......................................................................................... 10
Figura 1-7 Cadru tubular spaial folosit ca platform de baz pentru autoturisme Lotus ........................ 11
Figura 1-8 Principalele forme de caroserii de autoutrisme a - sedan; b - break-combi; c - cabriolet; d -
faux-cabriolet; e - limuzin de lux; f - limuzin-cabriolet; g - cupeu; h - roadster; i - torpedo; f -
coupe de ville; k - laundoulet...................................................................................................... 16
Figura 1-9 Conceptul orizontal........................................................................................................... 17
Figura 1-10 Conceptul vertical ........................................................................................................... 18
Figura 1-11 Schema constructiv a unei caroserii combinate ............................................................... 19
Figura 1-12 Elementele amovibile ale caroseriei.................................................................................. 20
Figura 1-13 Elementele componente ale planeului i suprastructurii caroseriei .................................... 21
Figura 1-14 Caroserie autoportant cu platform ntrit .................................................................... 22
Figura 1-15 Centura de siguran cu fixare n trei puncte.................................................................... 23
Figura 1-16 Autobuze cu caroserii de diferite forme............................................................................ 24
Figura 1-17 Caroserie autoportant de tip grind cu zbrele pentru autobuz ........................................ 25
Figura 1-18 Construcia unui autobuz cu caroserie de tip cheson......................................................... 25
Figura 1-19 Schema pentru determinarea spaiului de supravieuire n plan transversal (a) i longitudinal
(b)............................................................................................................................................ 27
Figura 1-20 Schema dispozitivului de rsturnare a caroseriei autobuzelor............................................. 28
Figura 1-21 Tipuri de cabine pentru autocamioane ............................................................................. 30
Figura 2-1 Modelul multimas al autovehiculului ................................................................................. 33
Figura 2-2 Modelul cu dou mase i un ocupant al autoturismului ....................................................... 34
Figura 2-3 Forele care acioneaz asupra maselor care compun sistemul ............................................ 35
Figura 2-4 Deformaiile i vitezele obinute prin simularea impactului cu viteza de 15 m/s..................... 35
Figura 2-5 Elementele structurii de rezisten fa supuse deformrii................................................... 37
Figura 2-6 Diagramele nregistrate n urma impactului ........................................................................ 37
Figura 2-7 Modelul matematic al autovehiculului compus din structuri cu coeficieni de rigiditate diferii 39
Figura 2-8 Valorile coeficienilor de rigiditate cnd se d numai curba de deceleraie a autovehiculului .. 41
Figura 2-9 Comparaie ntre vitezele de deformaie cnd avem digitizate curba de deceleraie a
autovehiculului i curbele de vitez, respectiv deformaie............................................................. 42
Figura 2-10 Comparaie ntre coeficienii de rigiditate cnd avem curba de deceleraie a autovehiculului i
curbele de vitez, respectiv deformaie ....................................................................................... 43
Figura 2-11 Schema caroseriei nchise a unui autoturism, echivalat cu un paralelipiped format din
elemente geometrice ................................................................................................................. 44
Figura 2-12 Forele de grani dintre elementele caroseriei autoturismului supus la ncovoiere .............. 45
Figura 2-13 Forele interioare pe pereii laterali supui la ncovoiere .................................................... 46
Figura 2-14 Forele de grani dintre elementele caroseriei nchise a autoturismului supus la rsucire.... 48
Figura 2-15 Schema de calcul a elementelor caroseriei nchise a unui autoturism supuse la rsucire...... 49
Figura 2-16 Forele interioare pe peretele lateral al caroseriei unui autoturism supus la rsucire........... 50
Figura 2-17 Cadrul, modelul fizic ....................................................................................................... 56
Figura 2-18 Modelul3D n reprezentare cadru de srm................................................................... 57
Figura 2-19 Modelul 3D al cadrului discretizat n elemente de tip beam ............................................. 58
Figura 2-20 Constrngerile aplicate i forele de greutate date de grupul motopropulsor....................... 59
Figura 2-21 Deformaiile cadrului....................................................................................................... 59
Figura 2-22 Tensiunile aprute n cadru sub aciunea forelor de greutate a conductorului i grupului
motopropulsor ........................................................................................................................... 60
Figura 2-23 Vedere de sus i dedesubt a modelului ............................................................................ 63
Figura 2-24 Comparaie ntre deformaiile modelului i ale autovehiculului la 90 ms dup impact .......... 65
Figura 2-25 Comparaie ntre deformaiile modelului i ale autovehiculului la 90 ms dup impact (vedere
de dedesubt)............................................................................................................................. 65
Figura 2-26 Acceleraiile obinute teoretic i experimental in zona inferioara a motorului i a scaunului din
dreapta..................................................................................................................................... 66
Figura 2-27 Acceleraiile obinute teoretic i experimental in zona superioara a motorului i a scaunului
din stnga ................................................................................................................................66
Figura 3-1 Sistemul de acoperire de tip ZINCROMETAL .......................................................................71
Figura 3-2 Dependena factorului de pierderi de frecven i temperatur............................................74
Figura 3-3 Testul de jupuire ..............................................................................................................75
Figura 3-4 Testul de tragere, forfecare...............................................................................................75
Figura 3-5 Dependena funciei de transfer de frecvena sunetului.......................................................79
Figura 3-6 Dependena zgomotului amortizat de frecven..................................................................80
Figura 3-7 Aplicaii ale tablelor sandwich............................................................................................80
Figura 3-8 Curbele mbtrnirii naturale pentru Anticorodal 120...........................................................83
Figura 3-9 Moduri de asamblare a tablelor de aluminiu .......................................................................86
Figura 3-10 Structuri de amortizare a zgomotelor i vibraiilor ........................................................... 100
Figura 4-1 Caroseria unui autoturism............................................................................................... 101
Figura 4-2 Procedee de mbinare a caroseriilor ................................................................................. 103
Figura 4-3 Clete pentru sudarea prin puncte ................................................................................... 104
Figura 4-4 Main de sudur prin puncte multiple............................................................................. 106
Figura 4-5 Rezistenele electrice din circuitul de sudare..................................................................... 107
Figura 4-6 Distribuia curentului ntre electrozi.................................................................................. 108
Figura 4-7 Influena forei de apsare a electrozilor asupra zonei de contact ..................................... 109
Figura 4-8 Variaia rezistenelor n timpul sudrii .............................................................................. 111
Figura 4-9 Formarea punctului de sudur......................................................................................... 112
Figura 4-10 Etapele formrii punctului de sudur;1 - nceperea nclzirii;2 - sudare n stare solid;3 -
apariia nucleului;4 - extinderea nucleului;5 - solidificarea nucleului. ........................................... 113
Figura 4-11 Sudare cu fa estetic.................................................................................................. 114
Figura 4-12 Macrostructura unui punct cu s = 5mm i t
s
= 4,8 sec..................................................... 115
Figura 4-13 Microstructura unui punct din oel clibil ........................................................................ 116
Figura 4-14 Ciclul de baz al programatorului PROPSET-01 ............................................................... 117
Figura 4-15 Cicluri de sudare cu for de apsare a electrozilor constant .......................................... 118
Figura 4-16 Cicluri de sudare cu for de apsare a electrozilor variabil ............................................ 121
Figura 4-17 Traiectoria arcului de sudur ......................................................................................... 125
Figura 4-18 Robot industrial pentru sudur MIG (MAG); 1 manipulator; 2 aparat de comand i
control; 3 pupitru tehnic; 4 pupitru comand pornit/oprit; 5 cablu; 6 interfa; 7 generator
sudur; 8 cablu; 9 rol cu srma de sudur; 10 sistem de conducere a srmei; 11 cablu
coaxial; 12 aparat de sudur cu CO
2
i senzor; 13 dispozitiv de prindere a capului sudur; 14
manometre; 15 furtunuri pentru gaze i conductori electrici; 16 suport pupitru. ..................... 126
Figura 4-19 a) Schema constructiv a unui laser cu mediu activ solid; b) seciunea prin cavitatea
reflectorizant a laserului; c) montaj pentru bare groase, care necesit dou lmpi de pompaj..... 129
Figura 4-20 Densitatea de putere la sudarea cu diverse procedee...................................................... 132
Figura 4-21 Sistem de sudare cu Laser cu comand electronic; 1 circuit de ap de rcire; 2 laser; 3
fascicul laser; 4 robot; 5 rezervor de CO
2
; 6 butelie cu gaz de protecie a cordonului de sudur;
7 piesa de prelucrat; 8 modulul electronic de comand; 9 sursa de alimentare cu energie
electric; 10 instalaie de condiionare a aerului. ..................................................................... 133
Figura 4-22 Posibiliti de realizare a mbinrilor cu fascicul laser; a - cap la cap; b - cu margini
suprapuse; c - sudare prin suprapunere; d - sudare n T; e - sudare fire pe plac; f i g - sudur n
col; h - mbinare n T cu fant; i - sudare tip flan. .................................................................. 133
Figura 4-23 Toleranele de poziionare i direcia forelor de apsare la sudarea cu fascicul laser ........ 134
Figura 4-24 Domeniul optim de reglare a densitii de putere i duratei impulsului n funcie de
adncimea de topire a materialului............................................................................................ 134
Figura 4-25 Elemente constructive ale mbinrilor realizate prin sudur prin puncte i sudur cu laser . 135
Figura 4-26 Elemente constructive ale mbinrilor realizate prin sudura cu laser a tablelor zincate ....... 136
Figura 4-27 Dependena vitezei de sudare n funcie de grosimea tablei ............................................. 136
Figura 4-28 Capul de sudare folosit la sudarea cu laser a caroseriilor autoturismelor BMW.................. 138
Figura 4-29 Sudarea cu laser n producia de serie a modelului Volvo 850 GLT ................................... 138
Figura 4-30 Capul de sudare utilizat la sudarea caroseriilor autoturismelor Volvo 850 GLT................... 139
Figura 4-31 Principiul msurrii triangulare; 1 laser; 2 raz laser; 3 domeniu de msurare a
adncimii; 4 CCD camera - detectorul undei reflectate; 5 lentil obiectiv; 6 ax de pendulare
............................................................................................................................................... 142
Figura 4-32 Diagrama modului de lucru al senzorului; 1 motor; 2 senzor de unghi; 3 oglind
refletoare; 4 domeniu de scanare; 5 piesa; 6 oglind; 7 obiectiv; 8 CCD camera; 9 lentil
de focalizare; 10 laser. .......................................................................................................... 143
Figura 4-33 Tipuri de mbinri prin ntreptrundere........................................................................... 144
Figura 4-34 Fazele caracteristice ale procesului TOX......................................................................... 145
Figura 4-35 Mrimile sculelor de lucru.............................................................................................. 146
Figura 4-36 Fora de tiere la foarfec, fora de apsare i msura X n funcie de grosimea tablei ...... 147
Figura 4-37 Schema procesului de nituire prin tanare cu nit semitubular ......................................... 147
Figura 4-38 Etapele mbinrii la nituirea prin tanare cu nit semitubular............................................ 148
Figura 4-39 Capota portbagajului, balamaua, ntritura ncuietoarei i suportul triunghiului reflectorizant
asamblate cu nituri prin ntreptrundere TOX ............................................................................ 148
Figura 4-40 Prezentarea schematic a procesului de nituire prin tanare cu nit plin ........................... 149
Figura 4-41 Variaia rezistenei nominale de forfecare n funcie de rugozitatea suprafeelor mbinate cu
adezivi anaerobi ...................................................................................................................... 155
Figura 4-42 Variaia rezistenei la forfecare n funcie de mrimea jocului dintre arbore i alezaj ......... 155
Figura 4-43 Variaia stabilitii la presiune a mbinrii n funcie de mrimea jocului dintre piese.......... 156
Figura 4-44 Influena timpului de ntrire asupra rezistenei la forfecare a adezivilor anaerobi ............. 157
Figura 4-45 Domenii de utilizare a rinilor anaerobe (de la stnga spre dreapta fixare, asigurare,
etanare) ................................................................................................................................ 157
Figura 5-1 Robot industrial .............................................................................................................. 161
Figura 5-2 Traductor inductiv cu contact 1- rost de sudare; 2 senzor; 3 custura; 4 cap de sudare
.............................................................................................................................................. 176
Figura 5-3 Senzor video n aciunea de urmrire a operaiei de sudare; 1 cap de sudare; 2 senzor
video; 3 piese (ansamblu) de sudat ....................................................................................... 177
Figura 5-4 Linie robotizat de asamblare a pereilor laterali; 1 alimentare manual; 2 post de sudur
cu CO
2
; 3 post de descrcare automat; 4 alimentare automat; 5 post descrcare; 6 ram
pentru prindere i mutare ; 7 conveior electric aerian.............................................................. 178
Figura 5-5 Linie flexibil de fabricaie cu roboi i transportor ............................................................ 180
Figura 5-6 Schema unei linii flexibile de sudur pentru trei tipuri de caroserii ..................................... 180
Figura 5-7 Staie de sudur prin puncte ........................................................................................... 181
Figura 5-8 Sistem flexibil de fabricaie; 1, 2 ansambluri ale prii spate a caroseriei; 3 linie pentru
cadrul spate; 4 palet de schimbare; 5 staie de sudur; 6 palet de retrimitere la linia pentru
modelul A; 7 palet de retrimitere la linia pentru modelul B; 8 traseu de aducere de la linia pentru
planeu; 9 linie pentru partea inferioar spate; 10 robot IR 622/100; 11 robot IR 161/60; 12
palet de retrimitere la linia pentru modelul B; 13 ascensor....................................................... 181
Figura 5-9 Piesele cabinei (caroseriei) asamblate prin sudare ............................................................ 186
Figura 5-10 Locurile de mbinare a cabinei F7L - 40 .......................................................................... 186
Figura 6-1 mostr de semifabricat pentru analiza costurilor de producie ........................................... 191
Figura 6-2 Sistem automat de sudare de tip RPQ 2 A cu dou aparate de sudare pentru mbinarea
subansamblelor formate din trei piese....................................................................................... 194
Figura 6-3 Compararea costurilor de producie pe semifabricat sudat cu dou tipuri diferite de utilaje i
instalaii .................................................................................................................................. 196
Figura 6-4 Curbe de curent sinusoidal, clasic (sus) i creat de aparatul UNISOUD (jos) ................... 197
Figura 6-5 Comparaia tipurilor de curent de sudare utilizate de UNISOUD i cele obinuite ................ 198
Figura 6-6 Comparaie ntre consumul de putere al aparatului de sudur cu tiristor RPQ i acelai aparat
echipat cu unitate de putere UNISOUD ..................................................................................... 199
Figura 6-7a Comparaia costurilor de producie ................................................................................ 200
Figura 6-8b Comparaia costurilor de producie ................................................................................ 201
Figura 6-9 Reducerea costurilor prin tehnologii noi ........................................................................... 202
Figura 7-1 Controlul geometriei trenului de rulare............................................................................. 204
Figura 7-2 Controlul prii centrale a cadrului ................................................................................... 204
Figura 7-3 Controlul poziiei traversei fa........................................................................................ 205
Figura 7-4 Controlul extremitilor lonjeroanelor spate...................................................................... 205
Figura 7-5 Controlul braelor suspensiei spate .................................................................................. 206
Figura 7-6 Deformaia romboidal, rezultat al coliziunii frontale......................................................... 207
Figura 7-7 Exemplu de asiu rsucit. H reprezint punctele de sprijin n timpul reparaiei, iar P reprezint
punctele de aplicare a forelor de corecie ................................................................................. 208
Figura 7-8 ndoirea lonjeroanelor n jos, n urma unui impact frontal ................................................. 209
Figura 7-9 Moduri de ndoire lateral a asiului................................................................................. 210
Figura 7-10 Stand platform R - 620................................................................................................ 212
Figura 7-11 Exemple de curbe Wohler pentru solicitarea la oboseal a asamblrilor sudate................. 214
Figura 7-12 Influena tratamentelor de perfecionare a comportamentului la oboseal a ansamblurilor
sudate .................................................................................................................................... 215
Figura 7-13 Domeniul de stabilire a unui defect rezultat n urma solicitrilor de flexiune i traciune .... 217
Figura 7-14 Evoluia oboselii unui defect de suprafa n cmpul de flexiune pur............................... 218
Figura 7-15 Comportamentul la oboseal al asamblrii cu cordoane n unghi ...................................... 219
Figura 7-16 Ruptur la oboseal a unei asamblri prin puncte ........................................................... 219
Figura 7-17 Solicitrile principale ale unei asamblri prin puncte n cursul fisurrii prin oboseal.......... 220
Figura 7-18 Epruveta experimental ................................................................................................ 220
Figura 8-1 Forele care acioneaz asupra unui automobil............................................................. 222
Figura 8-2 Mrimi caracteristice unui automobil, utilizate n aerodinamic .......................................... 226
Figura 8-3 Distribuia coeficientului de presiune pe caroseria unui automobil, n planul longitudinal ..... 227
Figura 8-4 Evoluia stratului limit pe placa plan ............................................................................. 228
Figura 8-5 Variaia stratului limit la nivelul suprafeelor solide.......................................................... 229
Figura 8-6 Evoluia distribuiei de viteze n stratul limit .................................................................... 230
Figura 8-7 Vizualizarea vrtejurilor n siajul unui automobil cu ajutorul tehnicilor CFD ......................... 231
Figura 8-8 Micarea de agitaie a particulelor de fluid........................................................................ 232
Figura 8-9 Aspectul trenei de vrtejuri pentru o sfer, n funcie de numrul lui Reynolds ................... 233
Figura 8-10 Variaia ) T ( f Re
critic
= == = pentru o sfer.......................................................................... 233
Figura 9-1 Schema de principiu al unui tunel cu circuit deschis i seciune de testare nchis............... 235
Figura 9-2 Schema de principiu al unui tunel cu circuit nchis i seciune de testare nchis ................ 235
Figura 9-3 Principalele caracteristici geometrice ale unei camere de experiene rectangulare............... 237
Figura 9-4 Principalele caracteristici geometrice ale difuzorului .......................................................... 237
Figura 9-5 Principalele caracteristici geometrice ale unui confuzor cu variaie de seciune ntr-un singur
plan i curbur dubl cu generatoare curbilinii ........................................................................... 238
Figura 9-6 Principalele caracteristici geometrice ale unei reele de rectificare...................................... 239
Figura 9-7 Principalele caracteristici geometrice ale unui corp de trecere............................................ 240
Figura 9-8 Pale directoare n coturi ai cror perei nu sunt concentrici ................................................ 241
Figura 9-9 Principalele caracteristici geometrice ale unui cot de ntoarcere cu perei concentrici i pale
directoare................................................................................................................................ 241
Figura 9-10 Vedere axonometric de ansamblu a tunelului aerodinamic ....................................... 249
Figura 9-11 Variaia punctele teoretice de funcionare ale tunelului aerodinamic................................ 249
Figura 9-12 Variaia
Tunel
.............................................................................................................. 250
Figura 9-13 (a) - teste efectuate n suflerii cu camer de experien nchis;...................................... 253
Figura 9-14 Figura 9-15 ........................................................................................................... 254
Figura 9-16 Variaia (Re) f c
x
= == = ...................................................................................................... 256
Figura 9-17 Scheme de principiu ale circuitelor electrice ale termoanemometrelor cu curbele de etalonare
corespunztoare ...................................................................................................................... 258
Figura 9-18 Tipuri constructive de sonde anemometrice cu fir cald .................................................... 258
Figura 9-19 Schem de principiu a unei balane mecanice n ,,T ...................................................... 260
Figura 9-20 Balan tensometric cu dou componente .................................................................... 261
Figura 9-21 Punte Wheatstone ........................................................................................................ 261
Figura 9-22 Balan tensometric cu patru componente, dintre care una dublu redundant ................ 262
Figura 9-23 Vizualizare cu fum a curgerii n jurul unui automobil........................................................ 263
Figura 9-24 Vizualizare cu fire a curgerii pe caroseria unui automobil ................................................. 263
Figura 9-25 Aspectul vrtejurilor la capetele unei aripi n curent liber ................................................. 264
Figura 9-26 Aspectul vrtejurilor la capetele unei aripi n efect de sol................................................. 265
Figura 9-27 Formarea vrtejurilor la capetele unei aripi..................................................................... 265
Figura 9-28 Evidenierea efectului de sol n cazul unei maini de vitez.............................................. 266
Figura 9-29 Configuraie tipic a unui automobil de mare vitez ........................................................ 266
Figura 9-30 .................................................................................................................................... 267
Figura 9-31 .................................................................................................................................... 267
Figura 9-32 .................................................................................................................................... 268
Figura 9-33 .................................................................................................................................... 268
Figura 9-34 .................................................................................................................................... 269
Figura 9-35 .................................................................................................................................... 269
Figura 9-36 Evoluia stratului limit n cazul utilizrii unui dispozitiv cu band rulant.......................... 270
Figura 10-1 Gril tip C, generat n jurul unui profil aerodinamic........................................................ 276
Figura 10-2 Gril de tip O Figura 10-3 Gril de tip H...................................................................... 276
Figura 10-4 Gril tip C-H Figura 10-5 Gril tip O-H........................................................................ 277
Figura 10-6 Gril monobloc bidimensional, generat n jurul seciunii longitudinale a unui automobil.. 277
Figura 10-7 Gril multibloc bidimensional ....................................................................................... 278
Figura 10-8 Gril bidimensional multibloc, cu distribuie n progresie a liniilor de gril pe subdomenii . 280
Figura 10-9 Exemplu de gril generat n jurul caroseriei unui automobil ........................................... 281
Figura 10-10 Model CAD tridimensional evaluat aerodinamic cu ajutorul tehnicilor CFD................ 286
Figura 10-11 Variaia vitezei aerului n jurul automobilului pe ntreg domeniul de calcul ............. 287
Figura 10-12 Variaia vitezei aerului n jurul automobilului detaliu n planul longitudinal .......... 287
Figura 10-13 Variaia coeficientului de presiune pe suprafaa automobilului, fr i cu vizualizarea
traiectoriilor particulelor de aer n jurul automobilului ........................................................... 287
You might also like
- 04 Sasiul AutovehiculelorDocument12 pages04 Sasiul AutovehiculelorDanut SimionescuNo ratings yet
- Curs CaroseriiDocument30 pagesCurs CaroseriiIonut Valentin Vlad75% (4)
- Calcul Diferential 20199Document19 pagesCalcul Diferential 20199Luca VictorNo ratings yet
- Proiect Caroserii Și Structuri PortanteDocument61 pagesProiect Caroserii Și Structuri PortanteBucerzan Marius100% (3)
- Materiale Si Tehnologii AmbreajDocument3 pagesMateriale Si Tehnologii AmbreajPetry Zagoni100% (2)
- Ambreiaj BidiscDocument146 pagesAmbreiaj BidiscNelu Barbu50% (2)
- Proiect AutoDocument48 pagesProiect AutoDorobantu AndreasNo ratings yet
- Caroserii Și Structuri Portante .Document19 pagesCaroserii Și Structuri Portante .Liviu Amisculesei100% (3)
- Deteriorare AmbreiajDocument13 pagesDeteriorare AmbreiajWuddle Dipp100% (2)
- Proiect CCA IIDocument25 pagesProiect CCA IIBogdanNo ratings yet
- Curs 8-Caroseria AutovehicululuiDocument24 pagesCurs 8-Caroseria AutovehicululuiBalan C. Silviu100% (1)
- Punti Pentru Autoturisme Si AutoutilitareDocument55 pagesPunti Pentru Autoturisme Si AutoutilitareMihai VelescuNo ratings yet
- Bloc MotorDocument4 pagesBloc MotorBuldan Rareş100% (1)
- Proiectarea Unei Suspensii Auto Cu Arc ElicoidalDocument36 pagesProiectarea Unei Suspensii Auto Cu Arc ElicoidalMarius Rîpeanu100% (2)
- Proiect CCAR 1Document68 pagesProiect CCAR 1Andrei DontuNo ratings yet
- Proiect Mecanism MotorDocument24 pagesProiect Mecanism MotorStelian Sudeanu0% (1)
- Caculul Si Constructia Cutiei de Viteze A AutovehiculelorDocument49 pagesCaculul Si Constructia Cutiei de Viteze A Autovehiculeloradrian_monenciu100% (2)
- Analiza Grupului Cilindru-PistonDocument21 pagesAnaliza Grupului Cilindru-PistonLuca Daniel100% (1)
- Proiect AmbreiajeDocument65 pagesProiect AmbreiajeDonosa Razvan100% (1)
- Proiect CCA2Document37 pagesProiect CCA2Bosman80% (5)
- Caseta de DirectieDocument52 pagesCaseta de Directiezanbrela100% (5)
- Proiect FRA BielaDocument67 pagesProiect FRA BielaCatalin Barbulescu100% (1)
- Sisteme de Siguranţă PasivăDocument7 pagesSisteme de Siguranţă PasivăFinis PaulNo ratings yet
- Calculul Şi Construcţia Cutiei de VitezeDocument35 pagesCalculul Şi Construcţia Cutiei de VitezeEmil RaduNo ratings yet
- 3 Masa Si Coordonatele Centrului de GDocument5 pages3 Masa Si Coordonatele Centrului de GMihai CraciunNo ratings yet
- MC PhersonDocument3 pagesMC PhersonFlorin Ene100% (1)
- Puntea Fata AutoturismeDocument31 pagesPuntea Fata AutoturismeMarina Cretu100% (1)
- Proiect DiferentialulDocument22 pagesProiect DiferentialulValeria Iorgulis100% (2)
- Caracteristicile MotoarelorDocument15 pagesCaracteristicile MotoarelorAltium ITP100% (1)
- DiferentialDocument8 pagesDiferentialKovi100% (1)
- Blocul MotorDocument2 pagesBlocul Motorvictor nistor0% (1)
- Proiectarea Suspensiei Active A Unui AutocamionDocument54 pagesProiectarea Suspensiei Active A Unui AutocamionRazvanAmironesei100% (1)
- SuspensieDocument34 pagesSuspensieAndrei Ghita50% (2)
- Proiectarea Moderna A Structurilor PortanteDocument62 pagesProiectarea Moderna A Structurilor Portantesultanu89100% (2)
- 7transmisia LongitudinalaDocument21 pages7transmisia Longitudinalageorgehent100% (4)
- Punti AutomobileDocument262 pagesPunti AutomobileRăzvan IordacheNo ratings yet
- Butucul RotiiDocument1 pageButucul RotiiLaur GlucozaNo ratings yet
- DA II Vibratiile Autovehiculelor (Dinamica Autovehiculelor 2)Document18 pagesDA II Vibratiile Autovehiculelor (Dinamica Autovehiculelor 2)Harangus David100% (1)
- Cutie de Viteze Cu Trei ArboriDocument68 pagesCutie de Viteze Cu Trei ArboriMarius PanaiteNo ratings yet
- Puntea Din Fata A AutovehiculelorDocument21 pagesPuntea Din Fata A AutovehiculelorIonutNo ratings yet
- Vibratiile Automobilelor Dinamica AutovehiculelorDocument14 pagesVibratiile Automobilelor Dinamica AutovehiculelorRadu JohnnyNo ratings yet
- Proiect Fabricarea Si Repararea Autovehiculelor - Fuzeta Punte NemotoareDocument31 pagesProiect Fabricarea Si Repararea Autovehiculelor - Fuzeta Punte Nemotoaredan key100% (2)
- Tehnici de Diagnosticare La Autovehicule PDFDocument21 pagesTehnici de Diagnosticare La Autovehicule PDFAndoni Andrei100% (1)
- Transmisia Finala A or Pe RotiDocument5 pagesTransmisia Finala A or Pe RotiDany BitzaNo ratings yet
- CCA2 Predusca Robert Sist FranareDocument29 pagesCCA2 Predusca Robert Sist FranareAndrei Sicaru100% (1)
- Proiect Auto AutoutilitaraDocument49 pagesProiect Auto AutoutilitaraIonut Stoleru100% (1)
- Proiectare Schimbator de Viteze, Puntea Si Suspensia Fata Pentru Un AutomobilDocument114 pagesProiectare Schimbator de Viteze, Puntea Si Suspensia Fata Pentru Un AutomobilVlad DumitrasNo ratings yet
- CCA2Document26 pagesCCA2Sipos TamasNo ratings yet
- Proiect Ambreiaj CCADocument21 pagesProiect Ambreiaj CCARadu GalNo ratings yet
- CaroseriiDocument322 pagesCaroseriiCostin FlorinNo ratings yet
- Curs Nr.9.biaDocument10 pagesCurs Nr.9.biaDobrescu AlexNo ratings yet
- CaroseriiDocument11 pagesCaroseriiArdelean DanNo ratings yet
- Şef Catedră Sisteme de Armament Şi Tehnică Militară Locotenent-Colonel Alexandru DADU - " - 2020Document6 pagesŞef Catedră Sisteme de Armament Şi Tehnică Militară Locotenent-Colonel Alexandru DADU - " - 2020Ваня ШоваNo ratings yet
- CURS CaroseriiDocument22 pagesCURS CaroseriiCristian MNo ratings yet
- CercetareDocument21 pagesCercetareAlex NituNo ratings yet
- Bca Lucrarea 8Document5 pagesBca Lucrarea 8GrozCrisNo ratings yet
- Curs NR 13 BiaDocument15 pagesCurs NR 13 BiaDobrescu AlexNo ratings yet
- Lucrarea de Laborator NR 2Document4 pagesLucrarea de Laborator NR 2Ionut IulianNo ratings yet
- Solutii Constructive - Autoturisme 2020-2021 Sem IDocument28 pagesSolutii Constructive - Autoturisme 2020-2021 Sem IflorinNo ratings yet
- SuspensiaDocument36 pagesSuspensiaTraian Cosma100% (1)
- Proiect Auto 2Document97 pagesProiect Auto 2Andrei Cristian Gheorghe100% (1)
- PMR Cap5Document11 pagesPMR Cap5Andrei Cristian GheorgheNo ratings yet
- Mat Rice IngDocument2 pagesMat Rice IngAndrei Cristian GheorgheNo ratings yet
- ORAR An 3 2011 Prima VariantaDocument1 pageORAR An 3 2011 Prima VariantaAndrei Cristian GheorgheNo ratings yet
- Proiect Organe de Masini II Faza IIDocument1 pageProiect Organe de Masini II Faza IIAndrei Cristian GheorgheNo ratings yet
- ORAR An 3 2011 Prima VariantaDocument1 pageORAR An 3 2011 Prima VariantaAndrei Cristian GheorgheNo ratings yet