Professional Documents
Culture Documents
Plywood 3
Uploaded by
Yuliana Sabarina Lewar0 ratings0% found this document useful (0 votes)
37 views20 pagesplywood
Copyright
© Attribution Non-Commercial (BY-NC)
Available Formats
PDF, TXT or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentplywood
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
0 ratings0% found this document useful (0 votes)
37 views20 pagesPlywood 3
Uploaded by
Yuliana Sabarina Lewarplywood
Copyright:
Attribution Non-Commercial (BY-NC)
Available Formats
Download as PDF, TXT or read online from Scribd
You are on page 1of 20
KARYA TULIS
KAYU LAPIS (PLYWOOD)
Disusun Oleh:
APRI HERI ISWANTO, S.Hut, M.Si
NIP. 132 303 844
DEPARTEMEN KEHUTANAN
FAKULTAS PERTANIAN
UNIVERSITAS SUMATERA UTARA
2008
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
KATA PENGANTAR
Puji syukur pada Allah SWT atas segala nikmat dan karunia-Nya sehingga
penulis dapat menyelesaikan karya tulis mengenai Kayu Lapis (Plywood) .
Tulisan ini berisi tentang gambaran umum secara singkat mengenai pembuatan
dan pengujian kayu lapis. Penulis berharap semoga karya tulis ini dapat
memberikan tambahan informasi dibidang biokomposit kayu.
Akhirnya penulis tetap membuka diri terhadap kritik dan saran yang
membangun dengan tujuan untuk menyempurnakan karya tulis ini.
Desember, 2008
Penulis
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
DAFTAR ISI
Halaman
KATA PENGANTAR......................................................................................i
DAFTAR ISI.....................................................................................................ii
DAFTAR TABEL.............................................................................................iii
DAFTAR GAMBAR........................................................................................iv
PENDAHULUAN............................................................................................1
KAYU LAPIS...................................................................................................2
PEREKAT UREA FORMALDEHIDA (UF)...................................................5
PROSES PEMBUATAN KAYU LAPIS.........................................................6
HASIL DAN PEMBAHASAN........................................................................8
PENUTUP ........................................................................................................14
REFERENSI .....................................................................................................15
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
DAFTAR TABEL
No Keterangan Halaman
1 Waktu Pengeringan Vinir 7
2 Hasil Pengukuran Leathe Check 8
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
DAFTAR GAMBAR
No Keterangan Halaman
1 Leathe check pada perbesaran objek 10x dan 30x 10
2 Grafik kadar air rata-rata kayu lapis 11
3 Keteguhan rekat terbuka dan tertutup tipe interior I 12
4 Keteguhan rekat terbuka dan tertutup tipe interior II 13
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
PENDAHULUAN
Kayu lapis merupakan produk komposit yang terbuat dari lembaran-lembaran
vinir yang direkat bersama dengan susunan bersilangan tegak lurus. Kayu lapis
termasuk kedalam salah satu golongan panel struktural, dimana arah penggunaan kayu
lapis ini adalah untuk panel-panel struktural. Cikal bakal munculnya kayu lapis terjadi
di Mesir sekitar tahun 1500 S.M dimana pada masa tersebut orang-orang Mesir telah
mampu membuat vinir untuk menghiasi perabot rumah tangga mereka. Selanjutnya
disusul bangsa Yunani dan Roma kuno mengembangkan alat pemotong vinir
(Haygreen and Bowyer, 1993). Seiring dengan meningkatnya kebutuhan bahan
konstruksi maka keberadaan industri kayu lapis mulai berkembang.
Perkembangan industri kayu lapis dimulai setelah tahun 1930-an yang ditandai
dengan penggunaan kempa panas dari Eropa dan perekat resin sintetis sebagai
perkembangan teknik yang memainkan peranan penting pada pertumbuhan awal
industri kayu lapis. Pada tahun 1972 di Amerika Serikat ada sekitar 600 perusahaan
pembuat kayu lapis dan vinir yang telah mampu mengekspor kayu lapis sebesar US$ 3
milyar (Haygreen and Bowyer, 1993). Di Indonesia sendiri, perkembangan industri
kayu lapis terjadi sekitar tahun 1980-an semenjak diberlakukannya larangan ekspor
kayu bulat oleh pemerintah. Pada tahun tersebut kondisi hutan di Indonesia masih
sangat mendukung perkembangan industri kayu lapis, ketersediaan log-log berdiameter
besar dan silindris yang berasal dari hutan alam sebagai syarat utama bahan baku
dalam pembuatan kayu lapis masih cukup melimpah.
Lain halnya dengan sekarang, kondisi hutan alam sudah tidak mampu lagi
mensuplai kayu berdiameter besar, hal ini berdampak pada terancamnya keberadaan
industri kayu lapis yang ada. Ketersediaan bahan baku berkualitas dari hutan alam
semakin menurun, telah membuat para ahli dan pelaku industri kayu lapis mulai
berpikir mengenai efisiensi dan regulasi terhadap bahan baku (log) untuk membuat
kayu lapis.
Melalui perbaikan dan peningkatan teknologi telah berhasil meningkatkan
rendemen vinir yang dihasilkan. Persyaratan log berdiameter besar sudah tidak
menjadi faktor utama lagi, pemanfaatan log berdiameter kecil sudah bias dipergunakan
dalam pembuatan kayu lapis karena di industri kayu lapis telah menggunakan spindles.
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Keberadaan spindles mampu meminimalisasi diameter log yang tersisa setelah proses
pengupasan dimana pada saat menggunakan metode konvensional tanpa spindles,
diameter log sisa sekitar 15-20 cm telah dapat direduksi menjadi 5 cm sehingga hal ini
berakibat pada peningkatan rendemen vinir yang dihasilkan.
KAYU LAPIS
Kayu lapis adalah suatu produk yang diperoleh dengan cara menyusun
bersilangan tegak lurus bersilangan lembaran vinir yang diikat dengan perekat,
minimal 3 (tiga) lapis (SNI, 1992). Tsoumis (1991) mengemukakan bahwa, kayu lapis
adalah produk panel yang terbuat dengan merekatkan sejumlah lembaran vinir atau
merekatkan lembaran vinir pada kayu gergajian, dimana kayu gergajian sebagai bagian
intinya/core (yang lebih dikenal sebagai wood core plywood). Arah serat pada
lembaran vinir untuk face dan core adalah saling tegak lurus, sedangkan antar
lembaran vinir untuk face saling sejajar. Youngquist (1999) mengemukakan bahwa
kayu lapis merupakan panel datar yang tersusun atas lembaran-lembaran vinir yang
disatukan oleh bahan pengikat (perekat) dibawah kondisi pengempaan.
Haygreen dan Bowyer (1993) mengemukakan bahwa kayu lapis merupakan
produk panel vinir-vinir kayu yang direkat bersama sehingga arah serat sejumlah
vinirnya tegak lurus dan yang lainnya sejajar sumbu panjang panil. Pada kebanyakan
tipe kayu lapis, serat setiap dua lapisan sekali diletakkan sejajar yang pertama. Hali ini
untuk menjaga keseimbangan dari satu sisi panil ke yang lainnya. J umlah vinir yang
digunakan biasanya ganjil (3, 5, 7, dst), namun ada sejumlah kayu lapis yang
diproduksi dengan jumlah vinir genap misalnya kayu lapis dari jenis softwood yang
terbuat dari 4 atau 6 vinir dalam hal ini dua vinir sebagai bagian core diletakkan
sejajar.
Keunggulan dari kayu lapis dibandingkan dengan kayu solid adalah dimensinya
lebih stabil, tidak pecah/ retak pada pinggirnya jika dipaku, keteguhan tarik tegak lurus
serat lebih besar, ringan dibandingkan luas permukaannya, bidang yang luas dapat
ditutup dalam waktu yang singkat, kuat pegang sekrupnya relative tinggi serta warna,
tektsur dan serat dapat diseragamkan sehingga corak atau polanya bisa simetris.
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Penggolongan Kayu Lapis
Berdasarkan penggunaannya, kayu lapis dikelompokkan menjadi dua yaitu interior
dan eksterior plywood. Youngquis (1999) mengelompokkan kayu lapis menjadi dua
bagian yaitu
1. Kayu lapis konstruksi dan industrial,
2. Kayu lapis hardwood dan dekoratif.
Berdasarkan jenis perekat yang dipergunakan, pengelompokan kayu lapis
dibedakan menjadi dua:
1. Kayu lapis Interior yaitu kayu lapis yang penggunaannya didalam ruangan atau
dengan kata lain tidak langsung terekspos oleh kondisi lingkungan luar
ruangan, perekat yang dipergunakan adalah perekat interior seperti UF, MF dan
MUF.
2. Kayu lapis Eksterior yaitu kayu lapis yang penggunaannya diluar ruangan yang
terekspos langsung dengan kondisi luar ruangan, perekat yang dipergunakan
adalah perekat eksterior seperti PF.
Berdasarkan Vinir mukanya, kayu lapis dikelompokkan menjadi:
1. Ordinary Plywood yaitu kayu lapis dimana vinir mukanya dihasilkan dari
proses rotary cutting.
2. Fancy Plywood yaitu kayu lapis dimana vinir mukanya terbuat dari kayu-kayu
indah dan dihasilkan dari proses slice cutting atau half rotary cutting.
Manfaat / Kegunaan Kayu Lapis
Menurut Massijaya (2006), penggunaan kayu lapis dikelompokkan menjadi:
1. Konstruksi bangunan
Paneling: penyekat ruang, pintu, jendela
Bahan pelapis
Lantai
Sidding: dinding
Plyform
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
2. Konstruksi alat-alat transportasi:
Pesawat terbang: pelapis dinding bagian dalam
Kereta api: atap, lantai, dinding
Truk dan trailer: body
Bahan Baku Kayu Lapis
Persyaratan bahan baku untuk kayu lapis dikelompokkan menjadi:
1. Face Veneer:
Diameter minimal 45 cm
Log harus lurus, bulat dan silindris
Kayu harus segar
Tidak terdapat cacat kayu
Tidak terdapat mata kayu tidak sehat
2. Core Veneer
Diameter minimal 45 cm
Log minimal 85% silindris
Diperbolehkan adanya bagian yang bengkok asal tidak parabola
Kayu harus segar
Boleh ada cacat kayu berupa mata kayu sehat, lapuk hati (diameternya
kurang dari 1/3 diameter bontos)
PEREKAT UREA FORMALDEHYDE (UF)
Pizzi (1994) mengemukakan bahwa perekat UF merupakan hasil reaksi polimer
kondensasi dari formaldehid dengan urea. Keuntungan dari perekat UF antara lain
larut air, keras, tidak mudah terbakar, sifat panasnya baik, tidak berwarna ketika
mengeras serta harganya murah.
Hiziroglu (2007) mengemukakan beberapa karakteristik dari perekat Urea-
Formaldehyede (CH4 N2O CH2 O)x antara lain:
pH: 7.98
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Titik didih: 100
0
C
Berat jenis: 1.27
Solid content: 64.8%
Viskositas: 292 cps
Vick (1999) mengemukakan bahwa perekat UF ada yang berbentuk serbuk atau
cair, berwarna putih, garis rekatnya tidak berwarna dan lebih durable apabila
dikombinasikan dengan melamin. Penggunaan perekat ini adalah untuk kayu lapis,
meubel, papan serat dan papan partikel.
Tsoumis (1991) mengemukakan bahwa UF tersedia dalam bentuk cair atau
serbuk. Resin ini mengeras pada suhu 95-130
0
C. UF tidak cocok dipakai untuk
eksterior, namun kinerjanya dapat diperbaiki dengan penambahan Melamin
Formaldehyde atau Resocynol Formaldehyde sekitar 10-20%. Hasil sambungan
dengan UF tidak berwarna sampai berwarna coklat terang. Kelemahan dari UF antara
lain tidak tahan air serta menyebabkan emisi formaldehyde yang berdampak pada
kesehatan.
Perekat UF termasuk dalam kelompok perekat termoseting. Dalam
pemakaiannya sering ditambahkan hardener, filler, extender dan air. Menurut Rayner
(1967) dalam J oyoadikusumo (1984) perekat UF memiliki ketahanan yang sangat baik
terhadap air dingin, agak tahan terhadap air panas, tetapi tidak tahan terhadap
perebusan.
PROSES PEMBUATAN KAYU LAPIS
Massijaya (2006) mengemukakan bahwa urutan proses dalam pembuatan kayu
lapis adalah sebagai berikut:
Seleksi log
Log yang akan dipergunakan sebagai kayu lapis diseleksi mulai dari ukuran,
bentuk, dan kondisinya terhadap cacat-cacat yang masih diperbolehkan.
Perlakuan awal pada log
Perlakuan awal ini ditujukan untuk memudahkan dalam proses pengupasan log,
terutama untuk kayu yang memiliki kerapatan tinggi. Beberapa perlakuan awal
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
pada log diantaranya adalah pemanasan log (dengan air panas, uap panas, uap
panas bertekanan tinggi, listrik, memaksa air/ uap panas masuk dari arah
longitudinal. Haygreen and Bowyer (1993) dan Tsoumis (1991)
mengemukakan beberapa keuntungan dari pemanasan log diantaranya adalah
terjadi peningkatkan rendemen sebesar 3-5%, peningkatan kualitas vinir
(ketebalan lebih seragam, permukaan lebih halus, retak akibat pengupasan
dapat dikurangi), pengurangan biaya pengolahan, pengurangan pemakaian
jumlah perekat, mengurangi perbedaan kadar air kayu gubal dan kayu teras,
memperbaiki warna kayu, membunuh jamur dan serangga perusak kayu.
Pengupasan
Tsoumis (1991) mengemukakan bahwa ada tiga metode pengupasan vinir yaitu
(1) Rotary cutting / pelling, (2) Slicing / sayat, (3) Sawing. Proses pelling
memproduksi lembaran vinir yang kontinyu, sedangkan slicing memproduksi
lembaran vinir yang terputus. Pelling kebanyakan dipergunakan dalam
pembuatan kayu lapis tipe ordinary sedangkan slicing untuk fancy plywood.
Vinir yang diproduksi dengan proses rotary cutting menghasilkan dua sisi yaitu
sisi luar (tight side) dan sisi dalam (loose side). Bagian loose side ini
merupakan bagian yang terdapat retak akibat pengupasan yang dikenal dengan
leathe check.
Penyortiran vinir
Kegiatan ini dilakukan untuk menseleksi vinir setelah proses pengupasan, vinir
dipisahkan antara yang rusak dengan yang tidak serta vinir untuk bagian face
dan core.
Pengeringan Vinir
Kegiatan ini dilakukan dengan tujuan untuk mengurangi kadar air vinir
sehingga dapat menghindarkan terjadinya blister pada kayu lapis setelah
dilakukan pengempaan panas. Tsoumis (1991) mengemukakan bahwa
temperatur dalam pengeringan vinir sekitar 60-180
0
C tergantung pada jenis
kayu, kadar air awalnya, ketebalan vinir. Berikut disajikan data waktu
pengeringan vinir.
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Tabel 1. Waktu Pengeringan Vinir
Jenis Kayu Tebal (mm) KA(%) Suhu (
0
C) Waktu (min)
Jenis
Pengering
Beech 1.5 50 5-7 80 22 Belt
Oak 0.8 40 5-7 100 4 Belt
Walnut 0.8 65 8 140 2.5 Drum
Oak
b
0.6 60-80 10-12 180 1 J et
Sumber: Tsoumis (1991)
b) Beech, birch, cherry, makore, walnut (0.8-1.5 mm)
Perekatan
Aplikasi pelaburan perekat pada kayu lapis dapat dilakukan dengan cara roller
coater, curtain coater, spry coater, atau liquid and foam extruder (Youngquist,
1999). Perekat yang dapat dipergunakan dalam pembuatan kayu lapis antara
lain Phenol Formaldehyde (PF), Urea Formaldehyde (UF), Melamine Urea
Formaldehyde (MUF), Polyurethan dan Isocyanat (Vick, 1999). Tsoumis
(1991) mengemukakan bahwa berat labur (jumlah perekat yang dipersiapkan
per satuan luas permukaan vinir) antara 100-500 g/m
2
tergantung dari beberapa
faktor seperti jenis kayu, jenis perekat serta cara pelaburannya.
Pengempaan
Menurut Tsoumis (1991) pengempaan dikelompokkan menjadi 2 (dua) yaitu
hot press (kempa panas) dan cold press (kempa dingin). Sebagian besar kayu
lapis diproduksi dengan menggunakan kempa panas. Besarnya tekanan
berkisar antara 100-250 psi tergantung pada kerapatan kayunya. Untuk jenis
kayu berkerapatan rendah (100-150 psi), untuk jenis kayu berkerapatan sedang
(150-200 psi) serta untuk kayu berkerapatan tinggi (200-250 psi). Besarnya
temperatur pengempaan tergantung pada jenis perekat yang digunakan. UF
(120
0
C) dan PF (150
0
C). Kempa dingin dilakukan apabila perekat yang
dipakai adalah perekat alami atau perekat sintetik yang mengeras pada suhu
ruang. Besarnya tekanan pada pengempaan dingin berkisar antara 150-350 psi
tergantung pada kerapatan kayu. Penggunaan pengempaan dingin (tekanan
mekanik ataupun klem) sulit untuk mendapatkan keseragaman ketebalan pada
kayu lapis yang dibuat.
Pengkondisian
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Pengkondisian dilakukan bertujuan untuk mengurangi sisa tegangan akibat
proses pengempaan serta menyesuaikan dengan kondisi lingkungan. Biasanya
dilakukan selama 1-2 minggu.
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
HASIL DAN PEMBAHASAN
Leathe Check pada Vinir
Pengukuran leathe check dilakukan pada vinir yang dipergunakan sebagai core.
Pengukuran hanya diwakili pada core vinir 4, 6, dan 8. Berdasarkan hasil pengukuran
leathe check diperoleh data sebagai berikut:
Tabel 2. Hasil Pengukuran Leathe Check
Plc Dlc Dlc/Tv
Vinir Ulangan
(mm) (mm) (%)
Core 1 1.0983 0.5590 24.41
2 1.0431 0.5467 23.87
3 1.0416 0.4597 20.07
1 1.6155 0.8768 38.29
2 1.9710 1.2382 54.07
3 2.1290 1.3525 59.06
4 2.0360 1.5052 65.73
5 1.9709 1.2954 56.57
6 1.7182 1.3292 58.04
7 2.8967 1.3652 59.62
8 2.5905 1.2000 52.40
9 3.5848 1.4477 63.22
10 2.4969 1.2112 52.89
11 2.3668 1.3144 57.40
12 2.7445 1.3335 58.23
13 2.1201 1.0667 46.58
14 2.8967 1.3652 59.62
Rata-rata 2.1365 1.1451 50.00
Catatan:
Tebal vinir, baik core maupun surface veneer, diambil dari rata-rata total hasil pengukuran vinir,
yaitu: 0,073 cm untuk surface veneer dan 0,229 cm untuk core veneer;
Plc =panjang lathe check (mm); Dlc =kedalaman lathe check/depth of lathe check (mm);
Tv =tebal vinir (mm); Dlc/Tv =ratio kedalaman lathe check terhadap tebal vinir (%)
Berdasarkan hasil pengukuran tersebut, nilai rata-rata panjang leathe check
2.1365 mm, kedalaman leathe check 1.1451 mm serta rasio kedalaman leathe check
terhadap tebal vinir sebesar 50% . Terjadinya leathe check ini disebabkan karena
ketidaksesuaian posisi bar penekan dengan kayu. Kemungkinan berikutnya
disebabkan karena ketajaman mata pisau yang telah berkurang, atau sifat dari lognya
dalam hal ini kerapatan dari log yang berpengaruh pada tingkat kekerasan pada log.
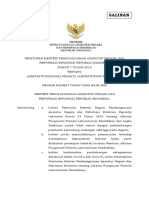
Berikut ini disajikan gambar hasil pengamatan leathe check pada perbesaran objek 10x
dan 30x.
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Kedalaman Leathe check
Panjang Leathe check
Perbesaran
30x
Perbesaran 10x
Gambar 1. Leathe check pada perbesaran objek 10x dan 30x
Tsoumis (1991) mengemukakan bahwa leathe check terjadi pada vinir yang
diproduksi dengan metode rotary cutting / pelling, dimana pada metode ini ada dua
bagian penting. Pertama, bagian permukaan vinir yang terkena bar dikenal dengan
sebutan tight side dan yang kedua yaitu baian permukaan vinir yang terkena ujung
mata pisau dikenal dengan sebutan loose side. Bagian ini merupakan bagian yang
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
terdapat retak sejajar serat yang dikenal dengan sebutan leathe check. Namun
keberadaan leathe check dapat dikurangi dengan cara menyesuaikan kayu dengan bar
penekannya. Efek dari bar penekan terhadap kualitas vinir ada 4 (empat), pertama
pada produksi konvensional terjadi retak kecil pada bagian loose side; Kedua,
ketidaksesuaian bar penekan berakibat pada terjadinya retak dan kekasaran pada
permukaan vinir; Ketiga, penempatan bar dengan ujung mata pisau berjarak 93% dari
ketebalan vinir maka vinir yang dihasilkan relatif halus serta retak dapat dikurangi;
Keempat, pada jarak 86% dari ketebalan vinir menyebabkan retak tidak terjadi dan
permukaan vinir menjadi halus. Haygreen and Bowyer (1993) mengemukakan bahwa
sisi vinir yang terkena ujung mata pisau merupakan sisi yang kasar. Pengamatan lebih
dekat akan menunjukkan retak-retak garis rambut yang disebut dengan retak mesin
kupas dengan arah sejajar serat. Apabila kayu lapis diekspos diluar ruangan, maka
retak kupas dapat terlihat sebagai retak permukaan.
Kadar Air Kayu Lapis
Nilai kadar air kayu lapis rata-rata disajikan pada Gambar 2.
8.65
8.18
12.85
8.98
18.28
8.30
16.26
17.55
11.89
12.18
11.95
13.65
13.32
10.72
13.13
13.32
6.60
11.93
9.02
11.81
0
2
4
6
8
10
12
14
16
18
20
P1 P2 P3 P5 P4 P7 P6 P9 P8 P10
Kayu Lapis
K
a
d
a
r
A
i
r
SS DS
Gambar 2. Grafik kadar air rata-rata kayu lapis
Berdasarkan Gambar 2, nilai kadar air rata-rata pada kayu lapis hasil praktikum
berkisar antara 10.72 18.28% (14.5%) pada double spread (DS). Dan 8.65 16.26%
(12.46%) pada single spread (SS). Nilai kadar air rata-rata tertinggi terdapat pada
kayu lapis dengan kode P1 (tanpa ekstensi dan berat labur 110 g/cm
2
) dengan teknik
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
pelaburan double spread (DS), sedangkan nilai kadar air rata-rata terendah terdapat
pada kayu lapis dengan kode P7 (ekstensi 25% dan berat labur 130 g/cm
2
) dengan
teknik pelaburan double spread (DS). Keragaman nilai kadar air pada masing-masing
kayu lapis ini diduga karena kondisi kadar air awal vinir yang beragam. Berdasarkan
grafik tersebut dapat dijelaskan bahwa kadar air pada teknik pelaburan DS sedikit lebih
tinggi dibanding dengan SS, hal ini diduga karena pelaburan perekat pada DS kurang
homogen/merata sehingga penetrasi dari perekat kurang optimal akibatnya pada
dinding sel masih terdapat rongga yang menyebabkan air/uap air masih bisa masuk,
karena seperti kita ketahui bahwa kayu merupakan bahan yang bersifat higroskopis.
Keteguhan Rekat Kayu Lapis
Nilai keteguhan rekat rata-rata kayu lapis tipe Interior I disajikan pada
Gambar 3.
Keteguhan Rekat Tipe Interior I
0
2
4
6
8
10
12
14
16
P1 P2 P3 P5 P4 P7 P6 P9 P8 P10
Kayu Lapis
K
e
t
e
g
u
h
a
n
R
e
k
a
t
OPEN SS OPEN DS CLOSE SS CLOSE DS
Gambar 3. Keteguhan rekat terbuka dan tertutup tipe interior I
Berdasarkan Gambar 3, nilai keteguhan rekat tipe Interior I rata-rata pada kayu
lapis hasil praktikum berkisar antara 5.85 - 10.76 kg/cm
2
(8.31 kg/cm
2
) untuk
keteguhan rekat terbuka dengan teknik pelaburan SS, 5.61 12.76 kg/cm
2
(9.19
kg/cm
2
) untuk keteguhan rekat terbuka dengan teknik pelaburan DS, 5.71 13.75
kg/cm
2
(9.73 kg/cm
2
) untuk keteguhan rekat tertutup dengan teknik pelaburan SS
serta 3.06 10.75 kg/cm
2
(6.91 kg/cm
2
) untuk keteguhan rekat tertutup dengan teknik
pelaburan DS.
Nilai keteguhan rekat tipe Interior I rata-rata tertinggi terdapat pada kayu lapis
dengan kode P7 (keteguhan rekat tertutup, ekstensi 25% dan berat labur 130 g/cm
2
)
dengan teknik pelaburan single spread (SS), sedangkan nilai keteguhan rekat rata-rata
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
rata-rata terendah terdapat pada kayu lapis dengan kode P5 (keteguhan rekat tertutup,
ekstensi 20% dan berat labur 120 g/cm
2
) dengan teknik pelaburan double spread (DS).
Nilai keteguhan rekat rata-rata kayu lapis tipe Interior II disajikan pada Gambar
4.
Keteguhan Rekat Tipe Interior II
0
2
4
6
8
10
12
14
16
18
P1 P2 P3 P5 P4 P7 P6 P9 P8 P10
Kayu Lapis
K
e
t
e
g
u
h
a
n
R
e
k
a
t
OPEN SS OPEN DS CLOSE SS CLOSE DS
Gambar 4. Keteguhan rekat terbuka dan tertutup tipe interior II
Berdasarkan Gambar 4, nilai keteguhan rekat tipe interior II rata-rata pada kayu
lapis hasil praktikum berkisar antara 4.36 - 13.17 kg/cm
2
( 8.77 kg/cm
2
) untuk
keteguhan rekat terbuka dengan teknik pelaburan SS, 3.32 - 12.14 kg/cm
2
( 7.73
kg/cm
2
) untuk keteguhan rekat terbuka dengan teknik pelaburan DS, 5.85 - 15.37
kg/cm
2
( 10.61 kg/cm
2
) untuk keteguhan rekat tertutup dengan teknik pelaburan SS
serta 7.22 - 12.53 kg/cm
2
(9.88 kg/cm
2
) untuk keteguhan rekat tertutup dengan teknik
pelaburan DS.
Nilai keteguhan rekat tipe Interior II rata-rata tertinggi terdapat pada kayu lapis
dengan kode P5 (keteguhan rekat tertutup, ekstensi 20% dan berat labur 120 g/cm
2
)
dengan teknik pelaburan single spread (SS), sedangkan nilai keteguhan rekat rata-rata
rata-rata terendah terdapat pada kayu lapis dengan kode P10 (keteguhan rekat terbuka,
ekstensi 400% dan berat labur 180 g/cm
2
) dengan teknik pelaburan double spread
(DS).
Berdasarkan Gambar 3 dan 4, secara umum bila dilihat dari tingkat ekstensi pada
masing-masing kayu lapis, tren dari grafik tersebut bersifat acak. Peningkatan ekstensi
berdasarkan grafik tersebut tidak bisa digambarkan secara jelas pola distribusi
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
optimalnya. Menurut literatur yang ada, seharusnya semakin tinggi ekstender yang
digunakan dapat berakibat pada penurunan tingkat keteguhan rekat dari kayu lapis.
Hal ini sesuai dengan pendapat yang dikemukakan oleh Panshin et al (1950) dalam
J oyoadikusumo (1984), bahwa pemakaian ekstender yang terlalu tinggi akan
menaikkan kepekatan perekat dan mengurangi keteguhan rekat. Penurunan daya ikat
ini karena ekstender tepung terigu sebagian besar komponennya adalah karbohidrat
dan sedikit protein. Sifat mengembang lunak dan larut air dari karbohidrat
menyebabkan lemahnya garis perekatan (Hopela, 1949 dalam J oyoadikusumo, 1984).
Selanjutnya ditambahkan oleh Brown et al (1952) dalam J oyoadikusumo (1984)
bahwa penurunan keteguhan rekat karena ekstender dalam campuran perekat akan
mengurangi gaya kohesi perekat terutama bila kadarnya tinggi.
Teknik pelaburan dengan SS memiliki rata-rata keteguhan rekat lebih tinggi
dibandingkan dengan DS, hal ini diduga karena dengan SS maka pelaburan perekat
lebih merata pada permukaan vinir (karena jumlah perekat dilaburkan pada sisi core)
sedangkan pada DS didalam teknik pelaburannya jumlah perekatnya dibagi dua karena
bagian permukaan vinir yang dilabur ada dua yaitu face dan core jadi kontak perekat
pada bidang luasan yang sama kurang bisa merata dibanding dengan SS.
PENUTUP
Nilai rata-rata panjang leathe check 2.1365 mm, kedalaman leathe check 1.1451
mm serta rasio kedalaman leathe check terhadap tebal vinir sebesar 50% .
Nilai kadar air rata-rata tertinggi terdapat pada kayu lapis dengan kode P1 (tanpa
ekstensi dan berat labur 110 g/cm
2
) dengan teknik pelaburan double spread (DS),
sedangkan nilai kadar air rata-rata terendah terdapat pada kayu lapis dengan kode
P7 (ekstensi 25% dan berat labur 130 g/cm
2
) dengan teknik pelaburan double
spread (DS)
Nilai keteguhan rekat tipe Interior I rata-rata tertinggi terdapat pada kayu lapis
dengan kode P7 (keteguhan rekat tertutup, ekstensi 25% dan berat labur 130 g/cm
2
)
dengan teknik pelaburan single spread (SS), sedangkan terendah pada kayu lapis
dengan kode P5 (keteguhan rekat tertutup, ekstensi 20% dan berat labur 120 g/cm
2
)
dengan teknik pelaburan double spread (DS).
Nilai keteguhan rekat tipe Interior II rata-rata tertinggi terdapat pada kayu lapis
dengan kode P5 (keteguhan rekat tertutup, ekstensi 20% dan berat labur 120 g/cm
2
)
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
Apri Heri Iswanto : Kayu Lapis (Plywood), 2008
USU e-Repository 2009
dengan teknik pelaburan single spread (SS), sedangkan terendah pada kayu lapis
dengan kode P10 (keteguhan rekat terbuka, ekstensi 400% dan berat labur 180
g/cm
2
) dengan teknik pelaburan double spread (DS).
Teknik pelaburan dengan SS memiliki nilai kadar air dan keteguhan rekat yang
lebih baik dibandingkan dengan DS
REFERENSI
Haygreen and Bowyer. 1993. Hasil Hutan dan Ilmu Kayu (Suatu Pengantar).
Diterjemahkan oleh Sutjipto A. Hadikusumo. Gadjah Mada University Press.
Yogyakarta.
Hiziroglu, Salim. 2007. Composite Panel Manufacture From Bamboo-Rice Straw-
Eucalyptus In Thailand. Paper disampaikan pada Studium General Fakultas
Kehutanan Institut Pertanian Bogor Tanggal 17 J anuari 2007. Bogor.
J oyoadikusumo, S. 1984. Pengaruh Kadar Ekstender dan Kadar Bahan Pengawet
Dalam Perekat Urea Formaldehyde Terhadap Keteguhan Rekat Kayu Lapis dari
Kayu Tusam (Pinus merkusii J ungh et de Vriese) dan Kayu Karet (Hevea
Brasiliensis Muell Arg). Skripsi Fakultas Kehutanan IPB. Bogor. Tidak
dipublikasikan.
Massijaya, M.Y. 2006. Plywood. Bahan Kuliah Ilmu dan Teknologi Kayu. Program
Studi Ilmu Pengetahuan Kehutanan, Sekolah Pascasarjana IPB. Bogor
Pizzi, A. 1994. Advanced Wood Adhesives Technology. Marcel Dekker, Inc. New
York. USA
SNI. 1992. Standar Nasional Indonesia untuk Kayu Lapis (SNI 01-2704-1992).
Tsoumis, G. 1991. Science and Technology of Wood: Structure, Properties,
Utilization. Van Nostrand Reinhold, New York. USA.
Vick, B. Charles. 1999. Adhesive Bonding of Wood Materials. Wood Hand Book:
Wood as an Engineering Material. USA.
Youngquist. 1999. Wood Based Composites and Panel Product. Wood Hand Book:
Wood as an Engineering Material. USA.
You might also like
- Buku Petunjuk Praktikum KD IDocument104 pagesBuku Petunjuk Praktikum KD INoviNo ratings yet
- Wangiyana 2019 Medicinal Usage of Agarwood Resin in Form of Essential Oil A ReviewDocument5 pagesWangiyana 2019 Medicinal Usage of Agarwood Resin in Form of Essential Oil A ReviewYuliana Sabarina LewarNo ratings yet
- Pemanfaatan Kulit Singkong Sebagai Bahan Baku KarbDocument5 pagesPemanfaatan Kulit Singkong Sebagai Bahan Baku KarbAyu AnggrainiNo ratings yet
- M. Andi Trijaya - 14525049Document59 pagesM. Andi Trijaya - 14525049Yuliana Sabarina LewarNo ratings yet
- Panduan Magang PLP 2020 Final 1 PDFDocument21 pagesPanduan Magang PLP 2020 Final 1 PDFBudiman AdiNo ratings yet
- Pedoman Pelatihan Metode Pembelajaran Inovatif Untuk Dosen Bahasa MandarinDocument7 pagesPedoman Pelatihan Metode Pembelajaran Inovatif Untuk Dosen Bahasa MandarinYuliana Sabarina LewarNo ratings yet
- Optimasi Waktu Pengadukan Dan Volume Koh 388de6e0 PDFDocument6 pagesOptimasi Waktu Pengadukan Dan Volume Koh 388de6e0 PDFMhd Ihsan NabilNo ratings yet
- KRISTOLOGISAKSIYEHUWADocument88 pagesKRISTOLOGISAKSIYEHUWAWida yantiNo ratings yet
- Arang Aktif PotensialDocument7 pagesArang Aktif PotensialNuzul fajriNo ratings yet
- Mochammad Ghiffari-151810201057Document45 pagesMochammad Ghiffari-151810201057Yuliana Sabarina LewarNo ratings yet
- Materi Pertemuan 11Document23 pagesMateri Pertemuan 11Yuliana Sabarina LewarNo ratings yet
- KADAR ALBUMIN PADA PENGOLAHAN IKAN GABUSDocument30 pagesKADAR ALBUMIN PADA PENGOLAHAN IKAN GABUSYuliana Sabarina LewarNo ratings yet
- Direktorat Jenderal Pendidikan Tinggi, Riset Dan TeknologiDocument15 pagesDirektorat Jenderal Pendidikan Tinggi, Riset Dan TeknologiYuliana Sabarina LewarNo ratings yet
- Pustakawan Tidak Boleh Menyerah Oleh DUPAKDocument1 pagePustakawan Tidak Boleh Menyerah Oleh DUPAKkahfiNo ratings yet
- Peraturan BKN No. 5 Tahun 2019 Tata Cara Pelaksanaan MutasiDocument113 pagesPeraturan BKN No. 5 Tahun 2019 Tata Cara Pelaksanaan MutasiLukman AnugrahNo ratings yet
- File 1621215181Document2 pagesFile 1621215181Yuliana Sabarina LewarNo ratings yet
- TIU 13 Feb 2020Document14 pagesTIU 13 Feb 2020Yuliana Sabarina LewarNo ratings yet
- 13Document18 pages13Erlina NafulaniNo ratings yet
- File 1620707108Document1 pageFile 1620707108Yuliana Sabarina LewarNo ratings yet
- 2020 III XII Sena Sukmananda SupraptoDocument39 pages2020 III XII Sena Sukmananda SupraptoYuliana Sabarina LewarNo ratings yet
- BASO TO SKD DULU AJA 19 Juli 2020Document19 pagesBASO TO SKD DULU AJA 19 Juli 2020Yuliana Sabarina LewarNo ratings yet
- OPTIMALKAN PELUANGDocument9 pagesOPTIMALKAN PELUANGYuliana Sabarina LewarNo ratings yet
- BASO TO SKD DULU AJA 19 Juli 2020Document19 pagesBASO TO SKD DULU AJA 19 Juli 2020Yuliana Sabarina LewarNo ratings yet
- BASO TO SKD DULU AJA 19 Juli 2020Document19 pagesBASO TO SKD DULU AJA 19 Juli 2020Yuliana Sabarina LewarNo ratings yet
- Pembahasan TIU 2 Juli 2020 PDFDocument16 pagesPembahasan TIU 2 Juli 2020 PDFYuliana Sabarina Lewar100% (1)
- Pembahasan TIU 2 Juli 2020 PDFDocument16 pagesPembahasan TIU 2 Juli 2020 PDFYuliana Sabarina Lewar100% (1)
- Pembahasan BASO TIU AMBIZ 3S 24 Oktober 2020Document12 pagesPembahasan BASO TIU AMBIZ 3S 24 Oktober 2020Yuliana Sabarina LewarNo ratings yet
- Cara Kalibrasi Volumetri Dan BobotDocument5 pagesCara Kalibrasi Volumetri Dan BobotyoanNo ratings yet
- Seleksi-Nasional-Masuk-Politani SAmarinda 2020Document3 pagesSeleksi-Nasional-Masuk-Politani SAmarinda 2020Yuliana Sabarina LewarNo ratings yet
- Pembahasan TIU 29 Juni 2020Document17 pagesPembahasan TIU 29 Juni 2020Yuliana Sabarina LewarNo ratings yet