Professional Documents
Culture Documents
General Bearing Design
Uploaded by
Nguyễn Thanh SơnCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
General Bearing Design
Uploaded by
Nguyễn Thanh SơnCopyright:
Available Formats
Bearing Design & Lubrication
Introduction
The components of industrial machinery requiring grease lubrication include bearings, couplings, open gears
and a variety of other moving parts. The widest use of grease is in lubricating bearings, which are critical
elements in equipment used in steel mills, mining, construction and transportation the industries largely
determining the nations economic stability.
A bearing is a housing or support for a rotating part (a shaft rotating within a bearing) or one that moves
linearly (moves axially within the bearing). A bearing may also restrain motion in some manner. Bearings are
of two basic types: plain and rolling-element. Plain bearings are based on sliding motion between a stationary
and a moving member. Rolling-element bearings have either balls or rollers that accommodate motion
between the stationary and moving parts. In either case, a film of lubricant separating moving surfaces is
essential for long service life.
Plain bearings that support loads perpendicular to their axis of rotation are called journal bearings; rolling-
element bearings carrying similar loads are called radial bearings. Bearings of either type that support loads
parallel to their axis of rotation are called thrust bearings.
Operat ing Ranges for Different Types of Bearings
There are many different types of anti-friction bearings
but when all the factors relating to load spectrum and
capacity, size, performance, costs, bearing life and
reliability are analyzed, designers in most industries
rarely deny the logic and value-analysis benefits of the
tapered roller bearing. Of course, other bearing types
have their accepted fields of use as discussed in the
following review, but the tapered roller bearing is the
most versatile of all bearing types.
Fluid Film Bearings
The most widely used plain bearing. They rely on lubricant viscosity to separate the bearing surfaces. The
rotating shaft drags the lubricant around forming a supporting wedge. These bearings usually need a
lubrication system. The continuous lubrication acts to cool the bearing allowing high shaft speeds and heavy
loads.
Rolling Element Bearings
Rolling element bearings generally consist of two rings (races or raceways) with a set of rolling elements
running in their tracks. The rolling elements take the form of balls or various types of rollers. The outer race
is located in a housing and the inner race on the shaft. Often one of the races is not fixed axially but is free to
move to allow for shaft movement. Due to the inertia forces on the bearing shaft speeds are limited but they
have an advantage over fluid film bearings as a lubrication system is generally not needed.
Porous Metal Bearings
These bearings are made from a porous metal, typically sintered bronze, impregnated with lubricant. They
are cheap and simple and quite sufficient for many applications. Applications include shafts for light power
transmission, typically electric motors and small engines.
Dry rubbing beari ngs
These are usually plain plastic bushes which have to be able to run with marginal or no lubrication. The main
requirement of dry bearings is that the bearing surfaces have a low coefficient of friction. These bearings are
used in undemanding applications such as low speed moving parts in domestic appliances, instrument and
electro-mechanical devices. Bearings may be self-lubricated or externally lubricated with oil or grease.
Grease is generally preferred under high loads or when good adhesion to bearing surfaces or good sealing
properties are necessary. Fluid Film
Pl ain Bearings
A plain bearing is the most basic type and contains no moving parts . In their simplest form, these bearings
consist of load-carrying cylindrical inserts, made of a material or alloy that is softer than the part that slides
or moves against it. Consequently, the bearing assumes most of the wear. This is an important economic
advantage because bearings are more conveniently replaced or adjusted than the relatively inaccessible
moving components . Plain bearings are used mainly in applications where the loads are relatively light and
the motion is relatively continuous. The prime example is crankshafts and connecting rods in internal
combustion engines. To work efficiently, there must be some clearance between the stationary part and the
rotating part. Extreme care needs to be taken to ensure that particle contaminants do not collect in this
clearance in order that rapid wear is avoided. Regular maintenance is therefore very important with most
plain bearing applications. In view of the need for frequent maintenance anti-friction bearings with rolling
elements have largely replaced plain bearings in modern applications. Plain bearings can be described by
their configuration, by their motion, or by the type of loading they accommodate. Thus, the major categories
of plain bearings are journal, guide and thrust bearings.
Journal Bearings
A journal or sleeve bearing consists of a cylindrical housing supporting a rotating shaft. The term journal
refers to the portion of a shaft contained within a bearing; sleeve refers to the bearing configuration. The
terms are commonly used interchangeably. If the bearing is a full-cylindrical, 360 design it is called a
bushing. A shaft that is loaded in a single direction can be supported by a journal bearing in the form of a
partial cylinder. Such a bearing supports the shaft in the load zone only. For example, cranes, earth-moving
equipment and railroad journals use partial-cylinder bearings to support loads directed against the top portion
of an axle.
Confi gurat ions of plai n j ournal bearings
J ournal bearings frequently contain two or more parts to facilitate removal or replacement. Automotive
engine main bearings, for instance, contain two half-round sleeves which contain the crankshaft journals. A
single-piece bearing may be difficult to remove because of flanges on the shaft, which may be too large to be
pulled through the bearing housing, or perhaps the shaft is simply too long or too heavy to be easily freed
from the bearing.
Guide Beari ngs
Guide bearings support reciprocating rather than rotating
machine parts; loading is generally less than in a journal bearing.
Interior surfaces may be grooved to help distribute lubricant and
relieve pressure. Equipment using guide bearings include
crossheads in steam engines and some air compressors.
Pl ai n guide bearing accommodat es linear motion
Thrust Bearings
Thrust bearings accommodate the axial movement of a rotating shaft.
They are usually used in conjunction with journal bearings and are
lubricated by grease, which leaks from the ends of the journal
housings.
Rolling-El ement Bearings
The main function of any rolling Bearing type is the decreasing of friction which could be caused from any
elements related rotation, in order to reach the maximum efficiency of the power, which could have been
converted from torque power into heat power, so the main function for the bearings is decreasing the
"converted to heat" power.
A great variety of rolling bearing types and designs are known, the
manifolds of the bearings is justified by their various purpose of
application, each type of bearing has a certain characteristic
technical properties, rolling bearings have the following
advantages compared with the plain bearings:
Low starting moment.
Low friction at all speeds.
Low energy consumption.
High reliability.
Small width.
Low consumption of lubricant.
Long relubrication intervals.
Easy to mount and dismount.
Standardized dimensions.
A rolling-element bearing has balls or rollers situated between a stationary housing and a moving journal.
Rollers can be cylindrical, spherical or tapered. Roller bearings with relatively long, small-diameter rollers
are called needle bearings.
Rolling element bearings generally consist of two rings (races or raceways) with a set of rolling elements
running in their tracks. The rolling elements take the form of balls or various types of rollers. The outer race
is located in a housing and the inner race on the shaft. Often one of the races is not fixed axially but is free to
move to allow for shaft movement. Due to the inertia forces on the bearing shaft speeds are limited but they
have an advantage over fluid film bearings as a lubrication system is generally not needed. Typically, the
outer race is stationary and the inner race is affixed to a rotating shaft. Unlike plain bearings, rolling-element
bearings are made of hard steel alloys because the small rolling elements must carry a wide range of loadings
and unit stresses at the contact surfaces can be very high. Most rolling-element bearings used in industry are
grease lubricated.
Rolling-element bearings are frequently called antifriction bearings although the frictional torque of a full
fluid-film plain bearing can be as low as that of a rolling-element bearing. However, starting friction in a
plain bearing is usually higher than that of a rolling-element bearing.
The following are some of the very common types of bearings, a certain bearing type is chosen in order to
make it particularly suitable for the desired applications, however it is not possible to apply general
application rules for the selection of any type of bearings, as several factors must be considered and assessed
in relation to each other they are all produced by most of the bearings manufacturers:
Deep Groove ball bearing Cylindrical Roller Bearing Taper Roller Bearings
Spherical roller and Needles bearings
Basic types of rolling-element bearings
Ball Bearings
Ball bearings are, perhaps, the most familiar type of rolling-element bearing. Radial ball bearings contain the
rotating motion of a shaft and are functionally similar to plain journal bearings. Ball thrust bearings are the
functional equivalent of plain thrust bearings.
All types of ball bearings have a point contact between the balls and the races. Because of this point contact
for a given load capacity it is generally necessary to specify a larger ball bearing than a tapered roller bearing
which distributes the load over the length of the roller (line contact). The most popular type is the deep
groove ball bearing which is suitable for light radial loads only. Axial or shock load conditions should be
avoided since this can lead to rapid failure. It is also important to ensure that the lubricant is clean since
contaminants tend to get trapped in the race groove, which ultimately limit performance and bearing life.
A ball-bearing assembly includes balls, a retainer, races, the rotating shaft and the supporting housing. The
balls are made of hardened steel, ground to a true sphere, and polished to a fine finish. The balls are held in
position by a retainer, or spacers, and roll between races which must also be ground and polished to a fine
finish. This type of bearings divided into two categories
Deep groove ball bearings are supplied as an assembly with inseparable races; they necessarily have a radial
clearance which can only be adjusted by the fits of the inner and outer races. They are mostly used where
size, load capacity and radial clearance are not important, but where ease of assembly and low cost are.
1- Single row deep groove ball bearings
Single row deep groove ball bearings are:
simple design;
carry considerable axial loads in either direction, even at high speeds; and
little attention in service.
Shielded deep groove bearings are intended to be used in any applications where the inner ring is
to rotate. The steel shield forms a small gap with the inner ring shoulder, oil and rubber wear-
resistant synthetic rubber, seal against a recess in the inner ring.
Single row deep groove ball bearings have limited ability to accept any misalignment.
Single row deep groove ball bearings are the most popular of all the ball bearings in use today,
because they are various types and are cost effective relative to performance.
Radial ball bearings
Radial ball bearings use a versatile design that permits relatively high-speed
operation under a range of load conditions. Bearings consist of an inner and
outer ring with a cage containing a complement of precision balls.
The standard Conrad-type bearing has a deep-groove construction capable of
handling radial and axial loads from either direction. The maximum-capacity type
supports primarily radial loading.
An extremely wide variety of sizes is available in extra-light to heavy series. Various
shield and seal configurations help protect internal bearing components and retain
lubricants.
Angul ar cont act ball bearings
The angular contact ball bearing is designed to overcome some of the limitations of
the deep groove ball bearing, by improving its ability to cope with the combined thrust loads as well as radial
loads. Although load capacity is increased compared to the deep groove ball bearing, it is significantly less
than the equivalent dimensioned tapered roller bearing (see Fig.). Single row angular contact ball bearings
are of non-separable design, usually arranged so that they can be adjusted against a second bearing. They are
not very tolerant of any misalignment between shaft and housing and this can have a serious effect on
bearing life.
Single-row bearings have high thrust capacity in one direction. Some single-row bearings are specifically
designed for duplex mounting in sets for maximum performance. Double-row Conrad bearings can
accommodate thrust in both directions.
The special geometry of angular contact bearing raceways and shoulders creates ball contact angles that
support higher axial loads. Different designs offer contact angles ranging from 20 to 40. Higher angles
provide more axial load capacity for longer service life operating under axial and radial loads.
2- Double Row Angular Contact Ball Bearings
Double Row Angular Contact Ball Bearings correspond in function to two single row bearings
arranged back-to-back. These bearings can accommodate axial loads in both direction, as well as,
tilting moments.
Bearings with one-piece inner ring have a filling slot at one side. If directional axial loads must be
accommodated, the bearings should be arranged so that the axial load acting on the shaft is not
directed towards the filling slot.
Angular misalignment can only be accommodated between the ball bearing and the raceways by force,
however, this produces increased ball bearing loads and may lead to a reduction of bearing life
Roll er Beari ngs
A roller-bearing assembly consists of rollers, a retainer, races, a shaft and a bearing housing and seals. As
with ball bearings, the contact surfaces of roller bearings must have a fine surface finish that perform with
maximum efficiency.
Cylindrical roller bearings
The most common use of cylindrical roller bearings is at non-locating positions where it is necessary to
accommodate thermal expansion effects by allowing axial displacement (floating) of the shaft relative to the
housing. Inner and outer races are separable (which facilitates mounting and dismounting), and the
cylindrical rollers have line contact with the races so they can carry more radial load than the point contact of
ball bearings. The cage must align and retain the rollers which necessitates a heavier cage and fewer rollers
when compared to a tapered roller bearing of similar size, and hence a lower load capacity. The rollers are
not true cylinders but are usually crowned or end relieved to reduce stress concentrations at the ends of the
roller-race contact. Designs are also available to carry a limited axial load by integrating additional flanges
on the inner or outer race. However, the full axial thrust must be taken between the flanges and the roller
ends which can lead to high stress concentrations . Cylindrical roller bearings can carry heavy radial loads
and operate at high speeds.
Tapered roller bearings
Because of their geometry and design features, tapered roller bearings provide several important and unique
performance characteristics enabling them to meet a wide range of application requirements. Tapered roller
bearings consist of four basic components. These are the inner race (cone), the outer race (cup), tapered
rollers and a cage (roller retainer) (Fig. 1). Under normal operating conditions the inner race, outer race and
rollers carry the load while the cage spaces and retains the rollers. The inner race, roller and cage is referred
to as the 'inner race assembly' and this is usually separable from the outer race, facilitating equipment build.
Fig 1 Tapered Roller Bearing , the tapered roller bearing can handle both radial and thrust loads
The tapered roller bearing combines the benefits of all the other bearing types as well as offering additional
advantages :
Because of its tapered roller/race geometry, a tapered roller bearing can carry both heavy radial and
thrust loads or heavy combined loads than angular contact ball bearings(Fig. 1)
Excellent load carrying capacity/cross section ratios provide economic bearing arrangements.
A longer relative life for a given bearing size
Reduced bearing size for a given load capacity.
high reliability and low operating temperatures
Adjustability : for optimum performance either endplay or preload values can be specified according
to the design requirements.
Tapered roller bearing bearings are less sensitive to misalignment and offer long life
Less sensitive to contaminated environments due to the natural pumping action which forces any
particle contaminants out of roller/race contact area.
Low friction coefficient and high speed capabilities due to true rolling motion, when compared to
other roller bearing types.
Simple mounting and dismounting with separable inner and outer races.
A choice of mounting arrangements to suit the loading aspects and design constraints of an
application.
Lower price for a given calculated fatigue life
This adds up to optimum bearing system performance for virtually any application, together with cost
effective design and manufacture of equipment, as well as reduced maintenance and longer life.
Axial loads are only supported in one direction. Account must be taken of the fact that due to the angle of the
rollers radial loads will generate axial forces. To counteract this bearings are usually employed in pairs,
either face to face or back to back. The bearings can then be adjusted against each other to provide preload
which determines the internal clearance. This versatile bearing is especially popular in the automotive
industry.
Spherical roller bearings
The self aligning feature of spherical roller bearings allows minor angular displacements between shaft and
housing to be accommodated. They have a high radial load carrying capacity, but under heavy load the stress
is not evenly distributed and true rolling motion only occurs at two contact points on each roller. This
naturally induces skidding along the roller length and therefore the spherical roller bearing has a higher
coefficient of friction and lower speed capabilities than other types of roller bearings. This adds up to
optimum bearing system performance for virtually any application, together with cost effective design and
manufacture of equipment, as well as reduced maintenance and longer life.
The cage must be of an extremely robust construction to counteract the roller skewing effect which increases
the cage moment of inertia and limits the number of rollers. It is best suited to applications where there is a
risk of misalignment at assembly, and where speed and deflection criteria are not exacting. Mounted on
adapter or withdrawal sleeves and housed in plummer blocks they present economic bearing arrangements.
Also available with seals for maintenance-free operation. . However, they are somewhat speed limited.
Needle roller bearings
Needle roller bearings are similar to cylindrical roller bearings but with long, thin rollers, giving them a very
compact cross-section. Needle bearings, containing cylindrical rollers with a high length-to-diameter ratio,
provide the highest load capacity for a given radial space of any rolling-element bearing. They are very
adaptable and have a high radial load capacity in relation to their sectional height, but can cope only with
very light axial loads. This type frequently has no inner race and can accommodate oscillating motion.
Needle bearings without a retainer, or cage, and a full-complement of rollers provide high load capacity, but
are speed limited. Needle bearings with a retainer contain fewer rollers and, therefore, have a lower load
capacity, but can operate at higher speeds. Wide variety of designs including combined bearings for radial
and axial loads providing simple, compact and economic bearing arrangements. Typical applications are in
the synchromesh mechanisms of automotive gearboxes, and as planetary gear bearings in light duty epicyclic
hub-reduction units.
Lubrication of Bearings
Proper lubrication is essential to successful performance of any bearing and necessarily includes the selection
of an adequate type of lubricant, the right amount of lubricant and the correct application of the lubricant on
the bearing.
The fundamental functions of a lubricant are as follows :
To prevent metallic contact between the rolling elements, raceways, and cage
To prevent the bearing from corrosion and wear
To separate mating surfaces and reduce friction.
To transfer heat (with oil lubrication).
To reduce rolling and sliding friction.
To protect the highly finished surfaces of the rolling elements and races against corrosion and pitting.
This is extremely critical to service life.
Sealing and cooling of the bearing.
To act as a sealant.
These functions include consideration of the lubrication and generated film thickness on the raceway
(simulated according to elastohydrodynamic effects) and on rib/roller end contact.
Bearings may be lubricated with grease or oil-in special cases with a solid lubricant-the choice of which
depends primarily on the temperature range, operating speeds, and loading conditions of the bearings
concerned. All lubricants must be changed from time to time because their properties deteriorate as a result
of aging and contamination of the lubricants. The limited speeds for both grease and oil lubrication are
usually given in the bearing tables.
Grease Lubrication
Grease lubrication is generally used for bearings operating under normal conditions. Grease has certain
advantages over oil because it's easily retained in housing as well as its sealing effect against the entry of
moisture and outside impurities. In general, the bearing should only be 1/3 to 1/2 partly filled with grease
because over filling will cause rapid temperature rise, particularly if speeds are high.
Oil Lubrication
Oil lubrication is generally used when high speeds or operating temperatures are beyond the effective range
of greases, or when it is so designed that heat developed in the bearing must be transferred away through a
lubricating oil circulation system. Viscosity of the lubricating oil is the main factor to be considered to suit
the diverse applications with respect to speed, temperature, and loading conditions. Oil lubrication is
effective; however, its oil feeding and sealing devices must be provided. Some of them are recommended as
follows:
Lubri cation of Plain Bearings
The mode of lubrication of a plain bearing depends on the conditions
that affect the bearings ability to develop a load-carrying fluid film to
separate the journal and bearing surfaces. If such a film is not
produced (or before it is produced), the lubrication mode is termed
boundary or mixed-film lubrication where the surfaces are not
completely separated and some metal-to-metal contact occurs. If a
lubricating film is formed with sufficient pressure to separate the
journal and bearing surfaces, the lubrication mode is termed
hydrodynamic or full fluid-film lubrication.
Hydrodynamic Lubrication
Keeping a liquid film intact between surfaces moving with respect to each other is generally done
mechanically, as by pumping. In a cylindrical journal and bearing, the rotary shaft acts as a pump to maintain
the lubricant film. The journal floats on a film of oil with an equilibrium thickness established between oil
input and oil leakage (mostly at the bearing ends).
The equilibrium thickness of the oil film can be altered by:
Increasing load, which squeezes out oil.
Increasing temperature, causing more oil leakage.
Changing to a lower viscosity oil, which also causes more oil leakage.
Reducing journal speed, which generates a thinner oil film.
Lubrication of a journal rotating in a cylindrical bearing offers the classic example of the hydrodynamic
theory of bearing friction, as described by Osborne Reynolds in 1886. The theory assumes that under these
conditions, friction occurs only within the fluid film, and is a function of fluid viscosity.
As speed increases, the wedging action of the lubricant moves in the direction of rotation, and pressure
within the film becomes greater so the journal is now riding on a full fluid-film and hydrodynamic
lubrication is reached. If loading on the bearings is increased sufficiently, the hydrodynamic film may
collapse and the bearing will revert to the boundary-lubrication mode.
Elastohydrodynamic Lubrication
As pressure or load increases, viscosity of the oil also increases. As the lubricant is carried into the
convergent zone approaching the contact area, the two surfaces deform elastically due to lubricant pressure.
In the contact zone, the hydrodynamic pressure developed in the lubricant causes a further increases in
viscosity that is sufficient to separate the surfaces at the leading edge of the contact area. Because of this high
viscosity and the short time required to carry the lubricant through the contact area, the lubricant cannot
escape, and the surfaces will remain separated.
Load has little effect on film thickness because at the pressures involved, the oil film is actually more rigid
than the metal surfaces. Therefore, the main effect of a load increase is to deform the metal surfaces and
increase the contact area, rather than decrease the film thickness.
The principles governing the lubrication of rolling-element bearings differ from those of plain bearings. In a
full fluid-film plain bearing, the journal load is supported by a continuous hydrodynamic lubricant film
which keeps the two contact surfaces separated.
In a rolling-element bearing, unit pressures are extremely high between the relatively small rolling elements
and their raceways. Lubricants subjected to the high pressure within the contact zone of a rolling-element
bearing undergo a dramatic increase in viscosity. This enables the lubricant film to withstand the high contact
stresses while preventing contact between the rolling surfaces. Pressures of this magnitude do not exist in a
full fluid-film plain bearing and lubricant viscosity is unaffected.
The high contact pressures in a rolling-element bearing also elastically deform the rolling surfaces to enlarge
the contact area which supports the load. The combination of surface deformation and hydrodynamic
lubricating action produces a thin, elastohydrodynamic (EHD) lubricant film which provides for lubrication
within the contact zone of rolling-element bearings.
The two major considerations in EHD lubrication are :
The elastic deformation of the contacting bodies under
load.
The hydrodynamic effects forcing the lubricant film to
separate the contacting surfaces while the pressure is
deforming them.
Elastohydrodynamic (EHD) lubrication
Film thickness on the raceway
The importance of the elastohydrodynamic lubrication mechanism lies in the fact that the lubricant film
thickness between the two contacts can be related to the bearing performance. The thickness of the generated
film depends on the operating conditions such as :
Velocity Loads
Lubricant viscosity Pressure/viscosity relationship.
Analytical relationships for calculating the minimum and the average film thickness have been developed :
Minimum film thickness (based on Dowson Equation) :
h
min
= K
D
(
o
V)
0.7
a
0.54
W
-0.13
R
0.43
where : h
min
=minimum lubricant film thickness K
D
= constant containing moduli of elasticity
o
=lubricant viscosity at atmospheric pressure V = relative surface velocity
a =lubricant pressure viscosity coefficient W =load per unit length
R =equivalent radius
Average film thickness (based on Grubin Equation) :
h = 0.039 (Va)
0.728
(P/ l)
-0.091
(S 1/ R)
0.364
where :
h =lubricant film thickness (mm) =viscosity of lubricant
V = surface velocity a =lubricant pressure viscosity coefficient
P =load between inner race and rollers l =effective length contact between rollers and inner race
S 1/ R =sum of inverses of contact radii
The major factors influencing the lubricant film thickness are viscosity and speed whereas load has less
importance. These thin EHD films are often not much larger than the surface roughness height.
The fatigue life of a bearing is related in a complex way to speed, load, lubrication, temperature, setting and
alignment. The lubricants role in this interaction is determined primarily by speed, viscosity and
temperature; and the effects of these factors on bearing fatigue life can be dramatic. For example, in a test
program, table 5-A, two bearing test groups were subjected to conditions of constant speed and load.
Differing film thicknesses were achieved by varying operating temperature and oil grade, and thereby, oil
operating viscosity. Life was dramatically reduced at higher temperatures, with lower viscosity, and thinner
resultant films
Film thickness at rib/roller end contact
The contact between the large end of the roller and the inner race rib is described as an elastohydrodynamic
contact or a hydrodynamic contact (elastic deformations are negligible). As the roller/rib loads are much
lower than the roller/race loads, the film thickness at the rib/roller end contact is usually larger than the film
thickness on the roller/race contact (approximately 2 times more). Nevertheless, in severe conditions, scoring
and/or welding of the rib/roller asperities can occur. This may be related to speed, oil viscosity, load or
inadequate oil supply to the rib/roller end contact. In these conditions, the use of Extreme Pressure (EP)
lubricant additives may help prevent scoring damage.
Grease lubrication: Greases provide a lubricating film on the surfaces of rolling elements, separators, and
raceways. The lubricant is actually a thin film of oil which is released as the three-dimensional fibrous
network within the grease is ruptured under shear. Only that portion of the grease in intimate contact with
moving surfaces breaks down; the balance remains intact and functions as a sealant.
When a freshly charged bearing begins to rotate, grease is thrown from the rolling elements and is rapidly
circulated through the housing. After a short time, grease from the rotating outer race is then thrown back
onto the rolling elements where shearing takes place. This turbulent environment at the outset of rotation
creates frictional heat which attains a maximum and then gradually diminishes as the continual shearing
action releases a lubricating oil film. As lubrication takes effect, the temperature of a properly charged
bearing will drop and assume equilibrium.
WARNING: Bearing lubrication is critical. Failure to maintain proper lubrication can result in
equipment failure, creating a risk of serious bodily harm.
Boundary Lubri cati on
The simple assumptions made in discussing fluid film lubrication are hardly ever valid in practice. Under
certain conditions -- such as shock loading, steady heavy load, high temperature, slow speed, and critically
low viscosity -- the lubricant system no longer remains in the hydrodynamic regime. A situation arises
wherein there is intermittent contact between the surfaces, resulting in a significant rise in temperature and
subsequent destruction of the contacting surfaces. Under these circumstances, the fluid film is no longer
capable of adequately protecting the surfaces, and other approaches must be employed such as adding film-
forming additives. Because of the generation of relatively high levels of friction and heat, and the resulting
high rate of surface wear, boundary lubrication is not the most desirable mode of operation. However, at
times, it is completely unavoidable.
Grease should be introduced to the bearing where fluid pressure is least at the point of maximum
clearance within the bearing. Grooves are often incorporated in the interior surface of a journal bearing to
relieve pressure and to store reserve lubricant. When loading is in one direction, axial grooves running
lengthwise on the bearing surface and located in areas of low pressure will not disturb the lubricating film
and can relieve pressure.
When the direction of loading is variable, the location of pressure extremes within the bearing is also
variable. Under these conditions, well spaced annular or circumferential grooves will relieve pressure without
substantially interrupting lubricating films. Axial grooves should be beveled so lubricating grease is more
easily swept from the groove by the rotating shaft.
Lubri cation of Roll ing-El ement Bearings
The lubricant in a rolling-element bearing has three functions:
1. To reduce rolling and sliding friction.
2. To protect the highly finished surfaces of the rolling elements and races against corrosion and
pitting. This is extremely critical to service life.
3. To act as a sealant.
Generally , rolling bearings are lubricated with grease or oil. Grease is generally preferred as it is easier to
retain in the housing, provides a better barrier to contaminants and is less likely to drain away from the
bearing surfaces, therefore providing more reliable lubrication. Oil, on the other hand, is a better lubricant
and is essential for high speed and high temperature operation (over 100 C). Bearings are greased by
completely filling the bearing (not the housing). They are then occasionally re-lubricated to maintain
maximum efficiency. The simplest form of oil lubrication is an oil bath. The oil level should almost reach the
centre of the lowest rolling element. This method is acceptable provided that the operating temperature is not
excessive. Another common and simple method is oil splash. This method is frequently used in applications
such as gearboxes. If the operating temperature excludes the use of an oil bath/splash then an oil circulation
system or oil injection system must be used. This aids in the cooling of the bearing.
Sources of friction
Rolling action is the predominant source of friction in a rolling-element bearing. Rolling friction arises from
metal deformation when a ball or roller under load moves along the surface of a race. A buildup of deformed
material preceding the rolling element offers resistance to motion which, in turn, creates frictional heat. Other
less prominent sources of frictional heat in rolling-element bearing include sliding, slippage, and abrasive
action.
A limited amount of sliding friction results when the spacers between rolling elements contact the raceway.
Friction also arises from slippage of rolling elements. This occurs in the unloaded region of a bearing where
clearance between rolling elements and raceway is a maximum. Slippage also increases with decreasing
speed because the reduction of centrifugal force on the rolling elements results in greater clearance. Friction
can also result from rusting or corrosion of metal surfaces which produces abrasive oxide particles.
Oil Bath Lubrication
Oil bath lubrication is widely used method in the case of low or medium speeds. The oil is picked up by the
rotating bearing elements. The oil should be at the centre of the lowest rolling element. It is desirable to
provide a sight gauge so the proper oil level may be maintained.
Dripping Oil Lubrication
This method is suitable for the application where a small quantity of lubricating oil is constantly fed into the
bearing without interruption. The excessive amount of oil dripped may cause a rise in the temperature of the
bearing.
Oil Jet Lubrication
Oil jet provides a very effective lubricating method for high speed applications. It is important to
ensure that sufficient amount of oil will reach the bearing components and will be able to dissipate
the heat generated by friction. The velocity of the oil jet, usually 15 M/S, must enable some of the
oil to penetrate through the turbulent air membrane surrounding the bearing. The position of the oil
jet should be placed between the inner race and cage of the bearing.
Oil Mist Lubrication
This method is often used for high speed applications, such as grinding spindles. The oil mist is
produced in an atomizer. Dry compressed air, after filtered, is used in the oil lubricator. The oil is
then introduced into the bearings. The air current will also serve to cool the bearing, and its slightly
higher pressure in the housing will also prevent impurities from entering. The small quantity of oil
can be regulated so that the lubricant friction is practically negligible.
Solid Lubrication
Sometimes it is found that the addition of a small amount of solid lubricant, such as MoS2, into the grease
will greatly improve the lubricating properties. In some special cases where very high temperature or high
vacuum prevails, solid lubrication will be the solution.
Oil Circulation System
Circulating lubrication is commonly used for high speed
operation requiring bearing cooling and for bearings used at
high temperatures. Oil is supplied by the pipe at the top, it
travels through the bearing, and drains out through the pipe an
the left. After being cooled in a reservoir, It returns to the
bearing through a pump and a filter. The oil discharge pipe
should be larger than the supply pipe so that an excessive
amount of oil will not back up in the housing . This method
of lubrication is the common practice of spindle design for
high speed precision machine tools.
Oil Injection System
J et lubrication is often used for ultra high speed
lubrication such as bearings in jet engines with a
dm.n value (dm: pitch diameter of rolling
element set in mm; n: rotational speed in rpm)
exceeding one million. Lubricating oil is sprayed
under pressure from one or more nozzles directly
into the bearing. In the diagram the lubricating
oil is sprayed on the inner ring and cage guide
face. In the case of high speed operation, the air
surrounding the bearing rotates with it causing
the jet to be deflected. The jetting speed of the oil
from the nozzle should be more that 20% of the
circumferential speed of the inner ring outer
surface
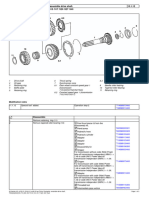
Oil Splash Lubrication
With this lubrication method, oil is splashed onto the
bearings by gears or a simple rotating disc installed near
bearings without submerging the bearings in oil. It is
commonly used in automobile transmission and final drive
gears. The figure shows this lubrication method used on a
reduction gear
The high contact pressures in a rolling-element bearing also elastically deform the rolling surfaces to enlarge
the contact area which supports the load. The combination of surface deformation and hydrodynamic
lubricating action produces a thin, elastohydrodynamic (EHD) lubricant film which provides for lubrication
within the contact zone of rolling-element bearings.
Grease lubrication: Greases provide a lubricating film on the surfaces of rolling elements, separators, and
raceways. The lubricant is actually a thin film of oil which is released as the three-dimensional fibrous
network within the grease is ruptured under shear. Only that portion of the grease in intimate contact with
moving surfaces breaks down; the balance remains intact and functions as a sealant.
When a freshly charged bearing begins to rotate, grease is thrown from the rolling elements and is rapidly
circulated through the housing. After a short time, grease from the rotating outer race is then thrown back
onto the rolling elements where shearing takes place. This turbulent environment at the outset of rotation
creates frictional heat which attains a maximum and then gradually diminishes as the continual shearing
action releases a lubricating oil film. As lubrication takes effect, the temperature of a properly charged
bearing will drop and assume equilibrium.
Choice of lubri cant
The choice between oil or grease lubrication depends on the relationship of journal speed to viscosity. Slower
journal speeds have higher viscosity requirements while high speeds call for a light-bodied oil. Bearings
designed for low speed operation usually have a relatively large clearance between shaft and housing, while
high-speed bearings usually have a much smaller clearance.
Rolling El ement Bearing
Appli cations
Bevel Gear Pinion
Requirements = Pinion must be accurately located
axially and have a high radial capacity at the gear end
LH bearing =X arranged taper roller bearings locate the
shaft and carry the high axial load. Spacers accurately control the axial clearance in the bearing pair. X
arrangement is less sensitive to misalignment allowing the roller bearing to locate the shaft radially.
RH bearing =NUP roller bearing has a high radial load capacity. The NUP design requires no locating
shoulders that would make assembly difficult. The sliding fit is in the housing
Car Wheel
Requirements =Wheel must be accurately located with
small clearance in the bearings
LH bearing =The O arrangement allows the bearing
clearance to be adjusted through the inner race. Since
the load direction is stationary relative to the shaft the
inner race can be a sliding fit.
RH bearing =O arranged taper roller bearings resist side forces on the wheel better than X arranged
bearings. This is important due to the short shaft.
Electric Motor
Requirements =Simple and quiet. Axial forces are
low but shaft speed is high
LH bearing =Deep groove ball bearing axially
locates the shaft
RH bearing =This is the output end of the shaft and the bearing floats in the housing
Bearing housings differ in design depending on the application and serve to support the bearing and contain
the lubricant. Suitable seals are usually provided to exclude water, dust, dirt or other external contaminants
from the bearing components and to prevent leakage of the lubricant from the housing.
Rolling Element Bearings Selection
The table below demonstrates the features of each bearing type enabling a suitable bearing to be chosen for a
particular application.
Having chosen the bearing type the bearing size can be calculated. A bearing is selecting based on its quoted
value of static load carrying capacity or dynamic load carrying capacity. If the bearing is stationary for long
periods or rotates slowly and is subject to shock loads then the bearing selection procedure is based on the
Static Load Carrying Capacity. For more continuous operation the bearing is selected on the Dynamic Load
Carrying Capacity.
Static load Carrying Capacity
The Basic Static Load Rating given for each bearing in bearing catalogues is based on the stationary axial
and radial forces acting on the bearing.
When bearings are subject to both radial and axial loadings the equivalent static load must be found thus:
Po = XoFr + YoFa
If only radial forces act then
Po=Fr
Where
Po =The equivalent static bearing load (N) Fr =static radial load on the bearing (N)
Fa =static axial load on the bearing (N) Xo =static radial factor
Yo =static axial factor
N.B. The values of Xo & Yo are given in the Bearing Data
The Basic Static Load Rating Co can be calculated from
Co = SoPo
where Co =basic load rating (N) , o =static safety factor and Po =equivalent static bearing load (N)
Values of So depend on the type of bearing and the requirements regarding quiet running.
Guidelines on Static Saf ety Fact or
If the bearing is stationary for long periods or rotates slowly and is subject to shock loads then the bearing
selection procedure is based on this basic load rating. Values of Co for each bearing are quoted in the bearing
catalogues. Choose a bearing whose quoted value for Co is equal to the required value of Co calculated
above.
Dynamic Load Carrying Capacity
The dynamic load carrying capacity of a bearing is dependent on the dynamic forces acting on the bearing as
well as the basic static forces. The first step is therefore to calculate the Static Load Rating before continuing
with the following procedure.
If the bearing is subject to radial and axial forces then an equivalent dynamic bearing load must be
calculated.
P = XFr + YFa
P =The equivalent dynamic bearing load (N) Fr =static radial load on the bearing (N)
Fa =static axial load on the bearing (N) X = radial factor
Y=axial factor
When Fa =0 or Fa is relatively small up to a limiting case of Fa/Fr =e (where e is a certain limiting value)
then
P = Fr
N.B. The values of X, Y & e are given in the Bearing Data
Once a value for the equivalent dynamic bearing load is obtained it can be used to calculate the dynamic load
rating of the bearing. This value is used to select the bearing. Each bearing in the bearing catalogue has a
quoted value for dynamic load rating and so a bearing should be chosen that has a higher rating than the one
calculated.
The dynamic load rating that is quoted in the catalogues for each bearing is dependent on the required life of
the bearing and the equivalent dynamic bearing load (P).
The ISO equation for basic rating life is
Where
L =basic rated life, Millions of revolutions C =basic dynamic load rating
P =equivalent dynamic bearing load p =exponent in the life equation
p =3 for all ball bearings p =10/3 for all other roller bearings
Basic Rated Life of Bearings
The basic rated life (defined as the number of revolutions that 90% of a group of identical bearings would be
expected to achieve) is determined from the length of life that is required of the bearing. Typical life
expectancies of required of various machines are given below.
Machine Usage Hours
intermittent- domestic machines 300-3000
short periods- hand tools, construction machines 3000-8000
high reliability for short periods- lifts, cranes 8000-12000
8 h/day partial use gears, motors 10000-25000
8 h/day full use machine tools, fans 20000-30000
continuous use 40000-50000
N.B. The Following figure shows that the same calculated fatigue life as for ball or cylindrical roller bearings
can be achieved under the same combined axial / radial load by a tapered roller bearing of a much smaller
bore ; alternatively, a tapered roller bearing of the same bore can achieve much greater fatigue life.
Fig. 2 The calculated fatigue life for ball , cylindrical roller bearings and a tapered roller bearing of a
much smaller bore
True rolling motion
The extensions of the raceways and rollers of a tapered rollerbearing are designed to converge at a common
point on the axis of rotation (fig. 2). This results in true rolling motion of the rollers on the raceways, at every
point along the roller body.
Fig. 2 On-apex design results on true rolling motion at all points along the roller body.
Radial & thrust load capability
The angled raceways allow the tapered roller bearing to carry combinations of radial and thrust loads. The
greater the angle between the outer race and bearing center line the greater is the ratio of thrust to radial load
capacity (fig. 3). Long line roller/race contact gives the tapered roller bearing a high load carrying capacity.
This and the capability to carry radial loads, thrust loads, or any combination of the two, makes tapered roller
bearings the ideal choice for many applications. For a given bore it is possible to select a specially light or
heavy section to meet application load/duty requirements (fig. 4)
Fig. 3 Designs to support radial and thrust loads in Fig. 4 Designs to suit the space available
Combination
Bearing damage Analysis
Recognize and preventing Damage
Recognizing and preventing damage can dramatically increase bearing life and
decrease the potential for improper handling, installation and adjustment.
Additionally, it can highlight other conditions associated with the system design
and/or operation. Our service engineering team can help customers apply proper
practices in their plants, helping to decrease downtime
Damage to bearings while handling before and during installation and damage caused by improper
installation, setting and operating conditions are, by far, the causes of the largest percentage of premature
trouble.
In the following, examples are shown of the most common types of damage and some of the causes of this
damage.
In many cases the damage is easily identified by the appearance of the bearing, but it is not easy and
sometimes it is impossible, to determine the exact cause of that damage. As an example, a bearing with
scored and heat discolored roller ends and rib is easily identified as a burned up bearing and damaged beyond
further use. The cause of the burning or damage, however, might be traced to any one of a number of things
such as insufficient or improper lubricant. It may be the wrong type of lubricant or the wrong system for
supplying lubricant. Perhaps a lighter or a heavier lubricant is needed or an extreme pressure type of
lubricant rather than a straight mineral oil and a circulating oil system needed rather than an oil level or
splash system. This type of damage could be caused by excessively tight bearing setting or a combination of
too tight setting and inadequate lubrication.
From this it can be seen that simple examination of a bearing will not reveal the cause of the trouble. It can
reveal if the bearing is good for further service, but often it is necessary to make a thorough and complete
investigation of the mounting, installation and parts affecting the bearing operation to determine the cause of
the damage. Unless the true cause of the damage is found and corrected, the replacement bearing will be
damaged in the same manner and again there will be premature trouble. This information is not an attempt to
make "trouble shooters" or "bearing experts" of all who read it. It is intended to caution users about possible
causes of damage and alert them to take preventive action. With proper precautions during the handling,
assembly and operation of bearings, almost all damage can be prevented. It is much easier, and a great deal
less expensive, to prevent damage than to determine and correct the cause of damage after the machine or
equipment is in operation.
Typical modes of failures
Mode of contact fatigue
Geometric stress concentration
Geometric stress concentration fatigue results from locally increased stress at the ends of roller/race contact.
Point Surface Origin (PSO)
PSO is fatigue damage that has its origin associated with surface asperities, which act as local stress
concentrations.
Peeling
This type of fatigue is characterized by a shallow <2.5 m m (0.1 m in) deep, spalling which sometimes
occurs locally around bruises, grooves, or ends of roller/race contacts where the EHD film is lost by leakage.
Transverse cracking fatigue
a) Non-propagating spall
Inclusion origin spall
b) Spall propagated by hydraulic pressure
Damage by mechanisms other than contact fatigue
Abrasive Wear
Spalling
Wear from foreign material. Debris bruises on all contact surfaces due to hard particles in the lubricant
Brinelling
Brinelling is the plastic deformation of bearing element surfaces due to extreme or repeated shock loads.
False brinelling
False brinelling is recognisable by the grooves worn into the raceways by axial movement of the rollers
during transportation.
Cage damage
Cage breakage
Results of good practices
In the preceeding comments, the results of bad handling, improper assemblies, adjustments and operating
conditions have been stressed and the resulting damage shown. The following image shows what happens
when there is good lubrication, good assembly and maintenance and the proper fitting practice for the bearing
application has been followed. This bearing shows that, with reasonable care in machining the parts and in
the assembly and maintenance, it is not difficult to get excellent life. This bearing operated for over 400,000
km (250,000 miles) in a bus and is still in excellent condition and probably would run for many more
kilometres.
How to determine probable causes
PLAIN BEARING FAILURES
PLAIN BEARING DAMAGE
The identification of the cause of damage or failure in plain bearings is crucial before remedial
action can be taken to prevent further recurrence.
The first step is a visual examination of the damaged component. The following photographs can
then be used to find a match. "A picture is worth a thousand words." However, do not stop at this
stage. More than one mechanism of failure can lead to superficially similar bearing damage.
Moreover, once failure has been initiated, the original mechanism may lead to other failure
mechanisms and it is essential to identify the original cause.
We are primarily concerned with bearings from industrial machines. The vast majority of these are
designed to operate with a hydrodynamic lubricating film and are based on white metals (Babbitts)
- alloys of tin and lead. Most of the photographs are of damaged white metal bearings, but some
examples of other materials are included.
White metals are chosen because they are of low hardness and melting point, so that, in the event
of failure, damage should be limited to the bearing, a comparatively cheap and readily replaced
component, leaving the expensive rotor unharmed. These desirable characteristics, however, place
limits on their operation (see below). The effect of temperature on the hardness of white metals,
and hence their ability to carry load, is critical:
Suggest ed Temperature Li mit s f or Whit emetal Beari ngs
OPERATING LIMITS
The Figure below gives a working envelope for steadily-loaded journal bearings in terms of the
main operating parameters: load, speed, lubricant viscosity and bearing geometry.
<>
Load Capacity Di agram for Steadi ly-Loaded Plai n Journal Bearings
(EDSU 66023 )
The Figure below gives a working envelope for steadily-loaded thrust bearings in terms of load
capacity and operating speed.
<>
Limits of Saf e Operati on
Note. Both these figures are for steadily-loaded operation. Under alternating load conditions, such
as occur in the bearings in reciprocating machines or in the bearings of rotating machines subject
to vibration (rotor out-of-balance, rotor instability), a separate limitation is imposed by the fatigue
strength of the bearing material. In the case of reciprocating machines, higher strength bearing
materials can be used, but with the risk of damage to the bearing journal.
Index of Failure and Damage Mechanisms
1. Lubrication Breakdown
2. Wear
3. Fatigue
4. Cavitation Erosion
5. Fretting Damage
6. Chemical Effects
7. Thermal Ratchetting of Tin-Rich White Metal
8. Electrical Damage
9. Incompatible Materials
10. Manufacturing and Assembly Errors
1. Lubrication breakdown
1. Start-up wiping damage
2. Excessive load at start-up
3. Loss of clearance in tilting-pad journal bearing at start-up
4. Typical wiping failure
5. Lubricant breakdown with lead-bronze bearing
6. Summary
1.1 Start-up wi ping damage
Minor rub in bottom of bearing subject to a vertical load
Main Characteri sti cs
Minor wiping - melting and resolidification of white metal at right hand side of damage patch (the
black axial mark is a photographic artefact and should be ignored) - in centre of bottom half of
bearing subjected to a vertically downward load.
Cause
Damage is caused by rubbing of journal before hydrodynamic lubricating film has developed.
Note
When hydrodynamic film is present the load-line, and the minimum film thickness, is displaced in
the direction of rotation. Hence any damage due to small dirt particles, transient lubrication film
breakdown is displaced from the centre of the loaded half of the bearing.
Possi bl e Confusi ng Damage
Fretting damage caused by vibration from an external source when machine is not operating with
the journal resting in the bearing also occurs on the bottom centre line.
Comments
This type of damage is limited to heavily loaded bearings, particularly in machines subject to
frequent starts. The main effect is optical with the damage no more than a witness mark; it has no
effect on the performance of the bearing and is only found when the bearing is examined at
overhaul.
Minor wiping or plastic deformation can be a desirable feature, assisting run-in, the bearing
generating its own profile to suit the operating conditions.
Similar witness marks may also be found at the edges of a bearing where there is misalignment or
manufacturing error.
1.2 Wi pi ng damage caused by excessi ve l oad at start-up
Wipi ng of white metal thrust pad caused by successive st arts under escessive load
Main Characteri sti cs
Obvious melting of bearing metal that has been carried over the trailing edge of the pad and
solidified in layers where subjected by cool oil flowing between the pads.
Cause
Excessive thrust load at starting has meant that the bearing metal has been subjected to rubbing
and frictional overheating before the development of hydrodynamic lubricating film. The molten
white metal has resolidified on coming into contact with the cool oil flowing between the pads. The
photograph shows successive layers of resolidified white metal following a number of starts.
Comment
If load at start up cannot be reduced, the only cure is to use a larger bearing.
1.3 Loss of clearance i n ti lti ng-pad j ournal beari ng at start-up
Loss of clearance in five pad, t ilting-pad journal beari ng
at high-speed start-up causi ng wipe at the centres of al l the pads
Main Characteri sti cs
Small patch of wiping in centre of all of the pads.
Cause
Establishment of thermal equilibrium in a tilting-pad journal bearing takes some time because of
the restricted thermal path through the pad pivots. With rapid start-up, sufficient radial thermal
expansion can occur in the pads to take up the radial clearance, preventing the formation of a
hydrodynamic lubricating film and causing wiping at the centres of the pads.
Comment
This type of failure can be avoided by extending the run up time to full speed or by increasing the
radial clearance in the bearing if this is acceptable for the performance of the bearing for the
normal operating conditions.
1.4 Typi cal wi pi ng fail ure
Wipi ng of j ournal bearing showi ng resoli difi ed whit e
met al in t he central circumf erenti al oil groove
Main Characteri sti cs
The photograph shows a typical wiping failure with the molten white metal from the bearing surface
solidifying in a cooler part of the bearing, in this case the central oil supply groove.
Cause
Wiping is caused by loss of the hydrodynamic lubricating oil film during running. There are a
number of reasons why this can occur. These are discussed in the summary sheet at the end of
this Section.
Possi bl e Confusi on Damage
Wiping can be a secondary event initiated by fatigue damage or electrical erosion reducing the
effective load carrying area of the bearing. The signatures of these failure mechanisms are
described in the appropriate Sections and should be looked for, particularly in the nominally
unloaded parts of the bearing.
Comment
Do not change to a bearing material with higher load-carrying capacity unless it can be established
that failure has been the result of inadequate strength in the white metal. Treating the symptoms is
not the way to provide a cure. The cause of failure must be identified
1.5 Lubri cant breakdown with l ead-bronze beari ng
Crack i n crankpi n of reciprocating compressor caused by
lubri cat ion breakdown failure of l ead-bronze big-end beari ng
Main Characteri sti cs
The photograph shows a section through one 10 inch diameter crankpin from a 6-throw
reciprocating compressor after a lubrication failure. The lead-bronze bearing had wiped, but, in
contrast to the case with a white metal bearing that limits the temperature rise to about 240C,
much higher temperatures have been reached and this has resulted in quench cracking of the steel
crankpin and total loss of a large crankshaft.
Cause
This is a lubrication breakdown failure (see summary sheet at end of section for possible reasons).
Note
When wiping occurs with a lead containing copper alloy (lead bronze, copper lead), only a small
proportion of the bearing metal melts (the lead phase); high enough temperatures are generated by
rubbing against the solid material leading to cracking of the journal by repeated quenching as it
leaves the load zone.
Comments
White metal bearings should be the first choice where loading conditions permit their use. Lead-
bronze can be used for little-end bearings where loads tend to be high, but the lower speed
oscillating conditions do not tend to give rise to quench cracking. Note that hardened steel journals
have to be used with these harder bearing alloys. As a rule of thumb journal hardness should be at
least three times that of the bearing metal.
Lubri cati on Breakdown: Summary
Characteri sti cs
Melting of white metal, often resolidifying in cooler parts of the bearing (e.g. in the oil grooves, or in
the upper half of the bearing, though in the case of minor wipes it will be confined to the trailing
edge of the damaged region.
Re-deposited bearing material does not form a metallurgical bond with the underlying material and
can often be easily peeled off (particularly if whitemetal).
Circumferential scoring of wiped bearing usually occurs.
Possi bl e Causes
Wiping is caused by a failure to form a hydrodynamic oil film at start up or reduction in lubricant film
thickness (sometimes complete breakdown of the lubricating film), resulting in overheating and
melting of the bearing material (partial melting in the case of the higher strength lead-bronzes and
copper-leads). It should be noted that in high-speed machines wiping can occur without complete
film breakdown if the temperature in the oil film rises above the melting point of the bearing
material (about 240C in the case of whitemetals).
A number of possible causes are listed below. It is unlikely that failure occurs as a consequence of
poor bearing manufacturing quality.
1. Inadequate supply of lubricant. This can occur at start up in low temperature conditions if the
lubricant viscosity in the reservoir is so high that flow rate is too low. (Viscosity at start up should
not exceed 2000 cSt.)
2. Use of lubricant of too low viscosity grade for the application
3. Lubricant supply is too hot leading to thin lubricant film
4. Misalignment leading to edge loading.
5. Excessive load causing high temperature and thin lubricant film. (Excessive start-up load,
preventing or delaying the generation of a hydrodynamic lubricating film can be a problem with
hydrodynamic bearings.)
6. Excessive shaft orbiting due to bearing instability (e.g. sub-synchronous whirl), but this can also
give rise to fatigue failure.
7. Shaft operating load line close to an oil groove causing breakdown of the oil film or oil starvation.
The particular case of gear bearings, where the load line is a combination of gravity and gear
thrust, should be noted.
8. Loss of bearing area by some other failure mechanism, e.g. fatigue, electrical erosion damage.
Acti ons
The first check is whether the failure has occurred for the first time or whether there is a history of
similar failures on the particular machine, or other similar machines. The operating conditions of
the equipment leading up to failure are very important in understanding the cause. For example:
has the failure occurred at start-up; was there an increase in vibration levels; has there been a
problem with the lubricant pump or was the oil at the correct operating level in a self-contained
system; was the filter element blocked?
The profile of the wiping patch may indicate the occurrence of misalignment. Measuring the shell
thickness can in some instances indicate the exact position of the shaft when the failure occurred.
Check that the position of wiping corresponds to the predicted minimum film thickness in the
bearing (this can be calculated using the techniques listed below). If the actual and predicted
positions do not correspond then look for conditions that may result in the applied load being in a
different direction to that expected. Note again that changes in gear loading will alter the direction
of the resultant load.
Check damage to the mating shaft. Surface scoring and/or thermal cracking can occur; this risk is
greater with harder bearing materials (e.g. copper and aluminium alloys).
Useful Anal ysi s Techni ques
Calculation of bearing operating conditions (lubricant flow rate, temperature, lubricant film
thickness, attitude angle) can provide good supporting evidence. See, for example, ESDU Data
Items 84031, 90027 (journal bearings), 82029, 83004 (thrust bearings).
2. Wear
Bearing materials are chosen to be soft, not only does this allow them to conform to the journal or
thrust collar to accommodate slight misalignment (conformability), but also to allow hard
contaminant particles to embed so that they do not score the counterface (embeddability). There is,
however, a limit to the latter and with severely contaminated lubricants particles small enough to
enter the oil film at the supply groove, but larger than the minimum oil-film thickness can remain
proud in the soft bearing metal and score the shaft or thrust collar - scoring.
Scoring results in an increase in clearance that eventually requires the bearing to be replaced.
More seriously, however, wear in non-cylindrical profile bearings (e.g. lemon, multi-lobe), used to
give enhanced stability, tends to produce a more cylindrical bore that can result in the bearing
developing instability. Hydrodynamically-lubricated bearings can operate satisfactorily with a
certain amount of scoring; however, a stage is eventually reached when it is no longer possible to
generate an oil film at start-up and wiping failure occurs (see Lubrication breakdown).
Particles in high concentration, but small enough to pass through the oil film can erode the soft
bearing material in the direction of oil flow in the bearing - erosion. Larger particles trapped in the
oil grooves can also cause erosion damage.
Other wear mechanisms such as fatigue, cavitation erosion, fretting, chemical attack and electric
erosion are dealt with separately.
2.1 Scoring damage of white metal thrust pad by dirt
Scoring of thrust pad by dirt in oil
Main Characteri sti cs
Score marks follow the direction of motion in the bearing, like the grooves in a gramophone record.
The score marks start where the dirt particle bridges the film and form a continuous mark up to the
end of the bearing surface, the trailing edge on the right of the pad in the Photograph, or stop with
an embedded particle (see following example). Scoring is an example of abrasive wear; adhesive
wear gives discontinuous tears rather than clear uninterupted scores.
Cause
Contamination of the lubricant with hard particles small enough to enter the oil film at the point of
maximum film thickness, but too large to pass right through without bridging the film. See also in
the photograph how the soft white metal has been dragged over the trailing edge of the pad
Comments
Scoring damage indicates inadequate filtration of the oil or failure to change the oil filter when
necessary.
2.2 Scori ng of whi te metal j ournal beari ng
a. Dirt particles embedded in b. Iron print from bearing surface
white metal bearing
Main Characteri sti cs
Photograph a shows typical score marks in the white metal surface ending in an embedded
foreign particle.
Cause
Contamination of the lubricant with hard particles small enough to enter the oil film at the point of
maximum film thickness, but too large to pass right through without bridging the film.
Note
The embedded particles may be analysed to identify the source of the contamination. For example,
iron or steel particles can be identified by iron printing using absorbent paper soaked in potassium
ferrocyanide solution. Photograph b shows an iron print from a bearing surface.
Comment
Scoring damage indicates inadequate filtration of the oil or failure to change the oil filter when
necessary.
2.3 Scori ng of l ead-bronze j ournal bearing
Gross scoring damage to lead-bronze journal bearing
Main Characteri sti cs
Deep circumferential scoring of bearing surface in the direction of rotation.
Cause
Gross contamination of lubricating oil.
Note
Note the continuous score marks and the dragging over of the bearing metal at the downstream
end of the half bearing (right hand side in Photograph).
Comment
This was a main bearing of a three-throw reciprocating pump. The damage occurred at
commissioning because the crankcase was not cleaned out before starting.
2.4 Erosi on damage of white metal j ournal beari ng
Erosion of surface of bearing caused by the presence of
large amounts of small size dirt particles in the oil
Main Characteri sti cs
The arrow in the photograph shows the direction of rotation. The erosion damage is clearly caused
by dirt particles entering via the oil feed holes in the central circumferential oil groove. Erosive wear
is shown by roughening and dulling of the white metal surface.
Cause
Contamination of the lubricant by fine particles.
Possi bl e Confusi on with Other Types of Damage
Cavitation of the oil film gives similar looking damage (see cavitation erosion), but in the present
case the damage is in the centre of a bearing land away from the oil feed.
2.5 Erosi on damage to axial oil groove i n j ournal beari ng
Erosion damage to inlet oil groove caused by
particles in oil too large to enter oil film
Main Characteri sti cs
Edges of oil groove have been eroded away by particles trapped in oil groove as they were too
large to enter bearing oil film.
Cause
Oil contamination.
Note
Axial oil grooves should have dirt escape gutters cut at 45 at ends of groove. These gutters should
be deep enough to discharge the dirt particles, but not so deep that they cause excessive sideways
drainage of oil from the groove.
Comment
This damage indicates inadequate filtration of the oil.
2.6 Summary
Characteri sti cs
Wear by hard particles larger than the minimum oil film thickness in the bearing give characteristic
continuous scores extending to a discontinuity in the bearing surface (oil groove, trailing edge of
thrust pad) or ending in an embedded foreign particle.
Erosive wear is a fatigue process causing small scale removal of material that results in a
characteristic roughening of the surface. Superficially this can resemble cavitation damage (see
cavitation erosion), and electric erosion/spark erosion, but the former occurs in the centre of
bearing lands away from oil feed holes and the latter results in small rounded shiny melt pits that
are quite different in appearance.
Possi bl e Causes
Two causes of wear damage are discussed in this section: abrasive wear caused by the cutting
action of hard particles that bridge the bearing oil film; erosive wear, the small scale removal of
material by fatigue resulting from the mechanical action of small particles repeatedly striking the
surface.
Acti ons
Where damage is caused by solid particles in the lubricant, the only remedy is improved filtration of
the oil. This should be no problem where there are duplicate filters, but single filters with over-
pressure relief can release particles into the lubricant when the filter becomes blocked and there is
a risk of particle release when filter changes are made.
Magnetic plugs should be fitted to reduce damage by ferrous wear particles.
Anal yti cal Methods
Analysis of filter debris may be useful in identifying the source of solid contaminants, with iron
printing using absorbent paper soaked in potassium ferrocyanide a useful technique for the
identification of ferrous particles embedded in soft bearing materials.
3. Fatigue
White metal bearing alloys have low strength and readily suffer fatigue damage when subject to
reversing loads, such as occur in reciprocating machines (engines, reciprocating compressors, ram
pumps), and also when subject to vibration caused by out-of-balance or dynamic instabilities.
White metals are always used as a lining on a backing of a harder material, usually mild steel, but
more rarely bronze. The fatigue strength of the white metal can be increased by reducing the
thickness of the lining, but with the penalty of reducing the conformability and embeddability of the
bearing material.
White metal thicknesses of 1 to 3 mm (thick wall bearings) are most commonly used in industrial
machines; this not only gives good conformability and embeddability, but may also provide a
molten layer that allows a machine to be run down safely in the event of failure without damage to
the rotor. Thick wall bearings can be repaired by re-metalling. Thin wall bearings with white metal
linings in the range 0.08 to 0.12 mm are only used in reciprocating applications, in particular high-
speed engines, to give enhanced load-carrying capacity; these bearings cannot be repaired.
See Secti on 7 for a different fatigue mechanism, thermal fatigue. Mechanical erosion (Section 2)
and cavitation erosion (Secti on 4), which are other forms of fatigue damage, are also treated
separately.
3.1 Fati gue of White Metal Journal Beari ngs
Initial stages of fatigue showing bruising of
the white metal surface
Main
Characteri sti cs
Both photographs show the characteristic crazy cracking of the white metal
surface. Where loose pieces are formed these may remain in the bearing
(photograph b) or come away and get trapped so that they melt and wipe, but
this is a secondary effect, not the primary damage. The loose pieces tend to
have an aspect ratio (length / thickness) of about 5:1, so that on thick wall
bearings the fatigued areas are large
Cause Excessive alternating loading.
Note
Photograph b, where the fatigue damage is on one side of the bearing
suggests that there may have been slight misalignment.
3.2 Fati gue of White Metal Journal Beari ng Caused by Vibrati on
White metal journal bearing showing
fatigue in both bearing halves
Main Characteristics
Fatigue of journal bearing removed from a
high-speed centrifugal compressor (16,000
rev/min) following a 12-hour vibration
incident.
Cause
Synchronous vibration causing excessive
loading on the white metal. Note that the
fatigue patches are diametrically opposed,
showing that the vibration mode was
elliptical.
Note
The circumferential bands of fatigue
correspond to the dovetail grooves that were
machined in the bearing shell.
Comment
This bearing remained in service for six
weeks after the vibration had been
suppressed.
This shows the remarkable load-carrying
capacity of the oil film formed by
hydrodynamic action. The loss of bearing
material would of course have prevented the
bearing from starting up satisfactorily.
This type of machine was prone to a peculiar
type of intermittent synchronous vibration
instability. In one machine, with a rotational
speed of 26,000 rev/min, the manufacturer
supplied lead-bronze bearings with a lead
overlay in an attempt to prevent fatigue
failure, though this was treating the
symptoms rather than addressing the real
problem. Bearing fatigue still occurred,
leading to lubricant film breakdown and
cracking of the expensive rotor by thermal
shock (see Section 1: Lubrication Breakdown
with Lead-Bronze Bearing) that incorporated
an integral gear. The problem was
successfully solved by changing to a
modified design of bearing (elliptical bore)
that inhibited the instability.
3.3 Premature Fati gue of White Metal Journal Beari ng
Premature fatigue caused by poor bonding
of white metal to bearing shell
Exposed dovetails in machined oil groove
showing lack of bonding between the edges
of the dovetail and the white metal (the
black lines at the edges of the dovetails)
Main Characteri sti cs
This has the appearance of typical fatigue
cracking. The tell-tale bubbles in the central oil
groove that have been caused by vaporisation of
oil trapped in the cast iron bearing shell point to
poor bonding. This suggests that the fatigue
damage has also been the result of poor
bonding.
Cause
Premature fatigue from inadequate bonding of
the white metal to the bearing shell resulting in
decreased fatigue strength of the white metal
lining.
Note
te the presence of the dovetails in the bearing
ell. This has been used in the mistaken
pression that the strength of the white metal is
reased by giving it a mechanical bond. The
rmful effect of dovetails in preventing the
mation of a metallic bond because of the different
rmal conductivities and rates of expansion in
el and white metal is shown in photograph b
ere the machined oil groove has exposed the
vetails revealing lack of bonding between the
ite metal and the sides of the dovetails.
Possi bl e Confusi on with Other Types of Damage
The appearance of premature fatigue is very similar to that or normal fatigue. It can be confirmed
by removing loose pieces and examining the bearing shell. In the case of normal fatigue the tin
lining on the shell will still be present.
Comment
Cast iron should not be used for bearing shells. Cast iron is porous and absorbs lubricating oil in
service. This oil is almost impossible to remove and prevents satisfactory re-metalling of the shell.
The bonding should be checked by ultrasonic testing before re-metalled bearings are put into
service.
3.4 Fati gue Fai l ures: Summary
Section through fatigued
white metal showing
crack penetrating to the
backing layer, but not to
the backing metal
Fatigued white metal
showing presence of tin
layer on steel backing
Characteri sti cs
Fatigue damage is readily distinguished from other failure mechanisms. It manifests itself by crazy
cracking on the surface; the cracks propagate through the white metal to the tin lining on the
bearing shell where they continue until joining up with another crack and form a loose piece that
detaches from the backing. These loose pieces have an aspect ration of about 5:1 (Fig. a). The
full fatigue strength of the white metal lining depends on a sound metallurgical bond between the
backing material and the white metal that is obtained by tinning the backing before pouring on the
molten white metal. If a sound metallurgical bond is not created, the fatigue strength is markedly
reduced, making the bearing susceptible to premature fatigue failure. Normal and premature
fatigue can be distinguished by examining the bottom of the fatigue pit; this should show a coating
of tin on the backing, not steel or a rusty surface (Fig. b).
Fatigue failure is normally confined to journal bearings and rarely occurs with thrust bearings. The
loose pieces of white metal can remain in place, held in by the closing fitting journal, or disappear
by getting trapped so that they rub and wipe.
Possi bl e Causes
Fatigue in journal bearings can result from inadequate design, but is usually the result of excessive
alternating loading.
Acti ons
Where fatigue is the result of excessive load, the only remedy is to change to a more fatigue
resistant bearing material. Where it is a consequence of vibration, the vibration level has to be
reduced.
4. Cavitation Erosion
This is a particular form of fatigue caused by rapid fluctuation of pressure in the bearing oil film.
When the pressure is low, bubbles of vapour or dissolved gas are formed and then collapse as
they go into a high pressure region.
Vaporous cavitation, where the bubble collapse is much more violent, results in shock waves in the
lubricant film that cause fatigue failure in the white metal surface. This differs from normal fatigue in
that small pits are formed rather than loose pieces. Cavitation damage occurs where there are
reciprocating loads, either as part of the normal loading cycle or because of high-frequency
vibration. It can also occur in bearings where there are sharp discontinuities in the thickness of the
bearing oil film
Gaseous cavitation, in which the bubbles are of gas from solution in the lubricant, is much less
energetic than vaporous cavitation as bubble dispersion depends on re-absorption of the gas by
diffusion rather than instantaneous collapse. Gaseous cavitation can still, however, cause damage
to soft white metal bearings.
4.1 Cavit ation Erosi on Damage i n Reci procat ing Engine Beari ng
Cavitati on erosion damage t o
engine beari ng caused by
rapid approach of shaft to
bearing, coll apsing vapour
bubbles i n the oil f il m.
(Phot ograph: Glacier Metal
Co.)
Main Characteristics
Cavitation damage results in roughening of the bearing lands. It takes the
form of arrows with the arrow head pointing against the direction of
motion.
Cause
Rapid fluctuations of pressure in the oil film in reciprocating machine
causing the formation of bubbles as the shaft moves away from the
bearing followed by rapid collapse of the bubbles as the load is applied
and the shaft approaches the bearing.
Note The damage is in the middle of the bearing lands, away from the oil
groove and the oil feed holes.
Possible Confusion
with Other Types of
Damage
Cavitation damage is very similar to the damage resulting from dirt erosion
(see Sect ion 2.4: Erosion damage of whit e met al journal beari ng). In
the latter case, however, the arrow head starts at the oil feed hole
Comment
This is a case of vaporous cavitation. For an example where the less
violent gaseous cavitation was involved, see Section 4.3: Cavit ation
Damage Caused by Bearing Inst abi lity below and Sect ion 6 " Copper
deposi t on thrust bearing" .
4.2 Cavit ation Erosi on of Whit e Metal Thrust Coll ar
Photograph a
Cavitati on erosion of whit e met al
thrust face
Photograph b
Steel thrust coll ar with lubricant feed
grooves on end of gear shaft
Main
Characteristics
Photograph a shows typical roughening of white metal caused by erosion.
Cause Photograph b shows the thrust collar associated with the cavitation damage
shown in Photograph a. This is an unusual arrangement with the oil grooves
machined in the hard steel thrust collar, the reverse of the more normal
arrangement with the grooves in the soft white metal.
Comment The problem was caused by the sharp fall in pressure at the beginning of the
grooves in the steel collar, followed by bubble collapse as the oil re-entered the
high pressure region downstream of the groove. The problem was solved by
changing to the more normal arrangement with the grooves in the white metal
face.
4.3 Cavit ation Damage Caused by Bearing Inst abi lity
Photograph 'a'
Cavitati on erosion damage t o whi te
met al journal beari ng in high-speed
refrigerat ion compressor subj ect to
inst abi lity
Photograph b
Part of Photograph ' a' at hi gher
magnif ication
Main
Characteristics
This is another aspect of cavitation erosion damage, in this case the bearing of a
high-speed (25,000 rev/min) refrigeration compressor that was subject to a
synchronous vibration. The higher magnification Photograph b shows erosion
damage resembling the effect of wave action on a sandy shore.
Cause The refrigerant was Refrigerant R12 that was in contact with the lubricating oil.
Because of the vibration, the refrigerant came out of solution in the oil as the shaft
moved away from the bearing, only to go back into solution as the pressure
increased as the shaft approached the bearing.
Note This was a case of gaseous cavitation, giving a less energetic bubble collapse,
but sufficiently energetic to cause cavitation damage to the bearings.
Comment For another example where gaseous cavitation was involved, see Section 6
" Copper Deposit on Thrust bearing" .
CAVITATION DAMAGE: SUMMARY
Characteristics
Cavitation erosion gives a fine scale roughened texture to the damaged surface. This could
possible be confused with wear by fine particles (see Section 2.4: Erosi on damage of white
met al journal beari ng) or even electrical erosion damage (see Sect i on 8: El ectrical damage),
but can readily be distinguished by closer examination (electrical damage, for example, shows
rounded shiny pits from which molten metal has been removed) and the circumstances in which
the damage occurred.
Possible Causes
Cavitation damage is associated with high-speed reciprocating machines, or machines in which the
bearings are subject to high frequency vibration. Gaseous cavitation should be suspected in
machines handling lubricating oils with gas in solution, most particularly refrigeration compressors
in which the refrigerant is in contact with the lubricating oil.
Actions
In many cases a modification of the bearing design can prevent bubble formation in a sensitive part
of the bearing. Where cavitation is associated with vibration, it is a secondary effect and the cure is
to remove the cause of the vibration.
5. Fretting Damage
Fretting is a form of adhesive wear; it occurs as the result of small scale oscillatory movement.
There are three situations in which this can result in damage in plain bearings.
Fretting can occur at the contact of a journal in the bearing in a machine that is subject to external
vibration. This causes a change in the bearing profile that can affect its performance. Secondly,
fretting can also occur on the backs of bearing shells that are not given an adequate interference fit
in the housing (see Sect ion 10: Manuf act uring and assembly errors). The third situation is at the
contact between the pivots of tilting pads and the carrier, where the pads are subject to fluttering
through loading by a vibrating shaft
5.1 Fretting i n a Journal Bearing
Fretti ng damage to j ournal beari ng
subject to vibrat ion when stat ionary
Main
Characteristics
Fretting when the machine is stationary occurs in line with the gravity load; in the
Photograph this is in the centre of the bearing, not displaced to one side as it
would be if the damage had occurred at the point of minimum oil film thickness
during running.
Cause This is caused by external vibration that causes small oscillatory movement at the
point of contact between journal and bearing.
Comment The damage resembles a start-up witness mark or wipe (see Sect ion 1.1: Start-
up wi ping damage), but is much more severe.
5.2 Fretting at Tilting-Pad Pivot
Thrust bearing pad (back si de) with
fretted pivot bar resulting from axial
rotor vibration (Phot ograph: Glacier
Metal Co.)
Main
Characteristics
With steel contacts fretting produces a characteristic reddish-brown stain at the
point of contact
Cause This has been brought about by axial vibration which causes the pad to flutter
with the resulting oscillating load.
FRETTING DAMAGE: SUMMARY
Characteristics
Fretting on white metal results in a blackening of the surface. With a journal bearing, it occurs when
the shaft is stationary and hence the damage is in the direction of the gravity load. In this way it
resembles start-up damage (see Sect ion 1.1: Start-up wipi ng damage), but can be distinguished
as a deposit rather than a witness mark or wipe.
Fretting between steel surfaces (for example between the backs of bearing shells fitted with
inadequate interference fit in the housing, or at the points of contact between the pivots of tilting-
pads and the carrier in tilting-pad bearings) leaves a reddish-brown stain on the steel surfaces.
Possible Causes
Fretting is caused by small scale oscillatory movements. With journal bearings this can occur
through external vibration transmitted to a stationary machine. Fretting damage can also occur on
the backs of journal bearing shells that are not given an adequate interference fit in the housing.
The latter is a fitting error and is dealt with in Section 10: Manuf acturing and assembly errors.
Fretting at the contact between the carrier and the pivot of a tilting-pad occurs if the pad is
subjected to radial vibration (journal bearing) or axial vibration (thrust bearing) causing a fluttering
instability through the slight changes in load induced by the vibration. It can also occur with a
lightly-loaded thrust pad, particularly the pads of the reverse thrust in a double thrust bearing if the
axial float is such that the reverse pads are loaded by hydrodynamic action.
Actions
Fretting with journal bearings is uncommon. If it is a problem the cure is to isolate the machine from
the source of the vibration or to rotate the shaft at weekly intervals so that the point of contact is
changed.
When fretting occurs with tilting pads subject to vibration, the only remedy is to reduce the level of
vibration. Double thrust bearings should be given an adequate axial float to prevent fluttering. As a
guide the float should not be less than 0.1% of the mean diameter of the thrust collar with a
minimum value of 0.1 mm. With point (ball) contact pivots, a hardened carrier has to be used.
Analysis
Fretting damage is normally easy to identify by visual examination. Fretting between steel surfaces
results in the formation of the reddish-brown ferric oxide, alpha-Fe
2
O
3
. If confirmation of fretting is
required, alpha-Fe
2
O
3
can be identified by x-ray diffraction
6. Chemical Effects
A number of different chemical effects can cause problems in bearings. Although these effects may
be different, there are similarities both in the appearance of the damage and the resulting failure. It
is thus convenient to treat them together.
Three separate phenomena are described:
1. Chemical reactions taking place in the lubricant that result in the formation of deposits on
the bearing surface. In most cases the rate of deposit formation tends to be temperature
dependent so that deposit formation follows the temperature profile of the bearing surface.
In general, the underlying bearing material is unaffected.
2. Chemical reactions between the bearing metal and the lubricant, lubricant degradation
products or contaminants in the lubricant. This can have two effects: selective removal of
different phases from the bearing metal or the formation of deposits on the surface of the
bearing metal. Chemical reactions are temperature dependent and, once again, the
corrosive removal of material or the formation of the reaction deposit reflects the
temperature profile of the bearing surface.
3. Electrochemical reaction between materials in the lubricant, normally contaminants of some
sort, and the bearing metal producing deposits on the bearing surface. The difference in this
case is that electrochemical reactions are relatively independent of temperature so that the
deposit forms uniformly over the bearing surface and is not restricted to the high
temperature areas.
The problems created by these effects are similar: a modification of the bearing surface profile that
leads to a degradation in its hydrodynamic film generating capacity and ultimately to a breakdown
in the lubricant film. As thrust bearings are generally more sensitive in this respect than journal
bearings, failure by these chemical mechanisms tend to be more frequent in the former, though the
effects also manifest themselves in the latter. This can be an advantage in failure investigation,
providing evidence that may be lost in the complete destruction of a thrust bearing.
6.1 Lubricant Oxi dat ion Deposits
Lubri cant oxi dati on deposit s on the
traili ng edge of a thrust pads
Lubri cant oxi dati on deposit s on
traili ng edges of thrust pads
Main Characteristics Deposit forms in the loaded (high temperature) part of the bearing: the load
line in a journal bearing, or the trailing edge of the pad in a thrust bearing
(Photographs above). The deposit ranges in colour from reddish-brown to
almost black depending on the degree of oxidation (a function of the
temperature) and is characteristically patchy rather than continuous.
Cause Excessive temperature. The rate of chemical reaction is a function of
temperature. Although the time of exposure to the high temperature in the
bearing is very short (milliseconds), oxidation of mineral hydrocarbon
lubricating oils, even those containing anti-oxidants, can occur if the
temperature exceeds about 150C.
Note Lubricant oxidation deposits are a clear sign of excessive temperature and
are frequently associated with other effects such as wiping and plastic
deformation. In the case of thrust bearings the deposits may be restricted to
only a few of the pads, showing differences in the pad heights with the
affected pads carrying most of the load.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially similar.
The final diagnosis requires chemical analysis.
Comments Oil degradation deposits are usually soluble or partly soluble in aromatic solvents
and can be removed by wiping with a swab soaked in the solvent, but see
Summary Sheet at end of this Section for possible analytical techniques.
6.2 Lubricant Degradati on Deposi ts
Deposit of ammonium succi nat e i n
bearing of ammoni a synt hesi s gas
compressor
Main Characteristics This is clearly a deposit from the lubricant that has been laid over the whole
bearing surface apart from the loaded lands on the bottom half (right),
where the high shear rate in the oil film has prevented settling. Diagnosis
depends on chemical identification of the deposit.
Cause This occurred in the bearings of the synthesis gas compressor on an
ammonia manufacturing plant; this was the first such plant using a
centrifugal compressor rather than reciprocating ones. The bearings and
shaft seals on this machine were lubricated by a turbine oil from a common
system. Chemical analysis showed the deposit to be ammonium succinate.
Succinic acid is widely used as the corrosion inhibitor in turbine oils.
Ammonium succinate was formed by reaction between ammonia leaking
across the oil barrier shaft seals into the lubrication systems and the
corrosion inhibitor in the oil. Ammonium succinate is soluble in water, but
not in mineral oil. The lubricant that was also used for the steam turbine
driver was slightly wet, the water dissolved the ammonium succinate which
was then deposited in the hot bearing as the water boiled off.
Note Note also the small patch of fatigue damage (see Section 3: Fatigue) on the
right hand land of the upper half (left}and the signs of wiping (see Section
1: Lubrication breakdown) on both lands on the bottom half (right); the latter
is probably a consequence of the deposit formation.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
Comments It was not possible with this system to prevent minor contamination of the
lubricating oil with ammonia. The solution was to reformulate the oil with a
corrosion inhibitor that did not react with ammonia. Such oils are now
standard on ammonia synthesis plants.
6.3 Copper Deposit on Thrust bearing
Deposit of met al lic copper on the
surface of a f ixed, incli ned pad t hrust
bearing
Main Characteristics Note the uniform appearance of the golden-brown deposit on the white
metal bearing surface, in the oil grooves as well as on the bearing surface.
This clearly has an electrolytic origin. Diagnosis depends on chemical
identification of the deposit.
Cause Deposit was identified by x-ray diffraction as pure copper. Copper deposits
preferentially from solution on other metal surfaces that have a more
negative Standard Electrode Potential (SEP). The SEP of copper =+0.345,
tin =-0.136; hence copper will plate out from solution on to tin-rich white
metal, just as it does on a steel penknife blade (SEP for iron = -0.441)
dipped into a solution of copper sulphate. The lubrication system contained
copper pipes and a copper alloy cooler, but the problem was to find a
mechanism that would produce sufficient dissolved copper in the oil to plate
out on the bearing. The bearing was from a centrifugal refrigeration
compressor that used R12 as the refrigerant. R12 contains chlorine that
could attack the copper, but R12 is stable to over 250C well above any
expected temperature in the system. The only hypothesis was that gaseous
cavitation was taking place in the bearing (R12 is soluble in mineral oil) and
that sufficiently high temperatures occurred on bubble collapse to
decompose the R12, producing free chlorine that reacted with water in
solution in the oil to give the required electrolyte. The bearing was changed
to a tilting-pad one, where it was thought that pressure gradients in the oil in
the bearing would be reduced. Although the hypothesis was never fully
proved, the change in bearing type solved the problem.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
Comments The identification of the deposit in this case was simple. Once that fact had
been established it became possible to look for an explanation. The
hypothesis suggested seemed improbable, but in the absence of any
alternative suggestion, it seemed worth trying to modify the conditions in the
bearing by changing the geometry. This was a standard package
refrigeration unit and it subsequently turned out that, despite assurances
from the manufacturer that it was limited to the company involved, in fact it
was a common problem with these units.
6.4 Tin Oxide Formation on Whit e Metal
Tin oxi de deposit on trail ing edge of
thrust pad
Tin oxi de formati on on thrust bearing,
the deposit coveri ng t he complet e
surface of the pads. Beari ng fai lure
has caused melt ing of t he underlyi ng
white metal causing cracki ng of the
brittl e ti n oxide l ayer
Main Characteristics Deposit was identified by x-ray diffraction as tin oxide. The deposit of tin
oxide is black and brittle. This is shown by the patchy nature of the deposit
in Photograph a and the way the deposit has broken up when not
supported by solid white metal, Photograph b. (Rather similar to a thin
layer of ice on mud, that fractures when stood on.}The particles of the
deposit that have broken away in the case of the single pad (Photograph a)
have scored the softer white metal in the direction of motion, though these
scores do not extend to the trailing edge, probably because they have
broken down to small particles of size below that of the oil film; this is
suggested by the small radial ticks at the ends of some of the score marks.
Cause Tine oxide was a particular problem in marine steam turbines. Tin oxide
forms by an electrochemical reaction of a tin-rich white metal and an
electrolyte. This occurred in marine turbine sets as steps were taken to
remove steam condensate from the oil. In the marine environment there
was also some contamination by salt (sodium chloride) and as the oil was
dried the concentration of the electrolyte increased until reaction occurred.
Note The problem has become much less common now that the condition of the
oil in marine steam turbine lubrication systems has been improved, but tin
oxide formation still occurs occasionally in systems with sea water cooling
and machines operating in marine environments.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
6.5 Sul phur Att ack of White Metal
Copper sulphide deposits on whit e
met al t hrust pads
Copper sulphide deposit on whi te
met al journal beari ng
Main Characteristics Black deposit on the trailing edge of thrust pad, Photograph a and in the
load area in the bottom of a journal bearing, Photograph b (right). The
location of the deposits suggests chemical attack. Diagnosis depends on
the chemical identification of the deposit.
Cause The deposit was identified by x-ray diffraction as copper sulphide. Attack of
the copper present in tin-rich white metal by reaction with active sulphur
compounds in the process gas contaminating the lubricant forming deposit
of copper sulphides (Cu2S, CuS}on the bearing surface.
Note The reaction is a temperature dependent one. The fact that there is hardly
any deposit present on the second pad from the right in Photograph a
indicates that this pad has been carrying little of the load, presumably as it
is thinner than the others. Copper-free lead-rich white metal is more
resistant to attack by sulphur, though under severe conditions (high
temperature, high concentration of active sulphur compounds) a deposit of
lead sulphide (PbS) may be formed.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
Comment Sulphur attack is more of a problem on floating-bush shaft seals lined with
tin-rich white metal, where it can take up the clearance and cause seal
failure. It can also cause breakdown of the lubricant film in thrust bearings,
leading to wiping and loss of the evidence. Failure of journal bearings is
much less likely, so that, in the case of wiping failures with thrust bearings, it
always pays to look at the associated journal bearings to see if there is any
evidence of deposits.
6.6 Sul phur Att ack of Copper-Based Bearing Al loy
Sulphur attack of lead-bronze tilt ing-
pad journal bearing
Main Characteristics Black deposit in loaded area of pad, suggesting chemical attack. Diagnosis
depends on chemical identification of the deposit.
Cause Deposit was identified by x-ray diffraction as copper sulphide. Copper alloys
are more prone to attack that tin-rich white metal. In this case the attack has
come from the presence of the sulphur-containing load-carrying additive
zinc dialkyl dithiophosphate commonly used in High Duty (HD) Hydraulic
Oils.
Note This example comes from a high speed centrifugal pump with an integral
gear. An HD Hydraulic Oil was used to provide additional protection for the
gears. These were turbine quality gears that can operate perfectly
satisfactorily with oils without load-carrying additives. A change to a turbine
oil solved the problem. Note this bearing had not actually failed. The
machine was shut down because of failure of the thrust bearing (see next
example Sulphur Attack of Silver Bearing).
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
Comment Extreme pressure (EP) and High Duty hydraulic oils that contain active
sulphur additives should be avoided in systems where there are copper-
based bearing alloys.
6.7 Sul phur Att ack of Silver Bearing
Silver sul phi de deposit on t hrust pads
Main Characteristics Black deposit on trailing edge of thrust pads, suggesting chemical attack.
Diagnosis depends on chemical identification of the deposit.
Cause The deposit was identified by x-ray diffraction as silver sulphide. Silver is even
more prone to attack than copper. These pads come from a heavily-loaded, high
speed thrust bearing. Silver was chosen for the bearing material because of the
expected high bearing temperature. (Note the oil feed groove at the inlet edge of
the pad, giving individual pad lubrication to assist cooling.}In this case the attack
has come from the presence of the sulphur-containing the load-carrying additive
zinc dialkyl dithiophosphate commonly used in High Duty (HD) Hydraulic Oils.
Note This example comes from a high speed centrifugal pump with an integral gear. A
HD Hydraulic Oil was used to provide additional protection for the gears. These
were turbine quality gears that can operate perfectly satisfactorily with oils without
load-carrying additives. A change to a turbine oil solved the problem. (This was the
same machine that provided the previous example Sulphur Attack of Copper-
Based Bearing Alloy that involved the journal bearing. Note that the pads are
showing signs of wiping at the trailing edge where the deposit has effectively
reduced the load-carrying capacity.
Possible Confusion
with other Types of
Damage
Other deposits described in this Section tend to look superficially the same.
The final diagnosis requires chemical analysis
Comment Extreme pressure (EP) and High Duty hydraulic oils that contain active
sulphur additives should be avoided in systems where there are silver
bearing alloys. Silver can be used for the bearing surface on the swash
plate of multiple piston hydraulic pumps.
CHEMICAL EFFECTS: SUMMARY
Characteristics
Chemical effects can result in changes to the profile of the bearing surface, either by corrosion of
the bearing material or by the formation of deposits on the bearing surfaces. Attack may also occur
on the journal or thrust collar and these should be examined when the damage to the bearing has
been so severe that the evidence for the cause of the failure has been removed.
Possible Causes
Chemical attack can be caused by the use of unsuitable lubricants containing active chemical
additives (e.g. anti-wear and extreme pressure load-carrying additives) or by contamination from
external sources, most frequently the process material being handled.
Actions
Diagnosis of chemical effects depend identification of the reactants or the deposits forming on the
bearing surfaces. Where chemical effects are suspected or where there is no clear evidence for the
cause of a failure, a careful examination should be made of the other bearing surfaces that have
not failed.
Useful Analytical Techniques
X-ray diffraction analysis can be used for the specific identification of inorganic deposits, provided
the deposit has a crystalline structure. Where the deposit is non-crystalline, ESCA may provide
useful evidence by identifying the chemical elements present. Identification of organic deposits is
much more difficult. Infrared spectroscopy can be used to identify hydrocarbon mineral oil
degradation deposits, which are also usually soluble in aromatic solvents, but the identification of
other organic deposits require more sophisticated techniques such as mass spectroscopy or
nuclear magnetic resonance (NMR) and the services of a skilled analyst. Again, where there is any
suspicion of chemical effects, the lubricating oil should be analysed for contaminants.
PLAIN BEARING FAILURES
7. Thermal Ratcheting of Tin-Rich White Metals and Thermal
Fatigue
Tin has an anisotropic crystal structure; this results in different physical properties in different
directions in the crystals. The crystal size in tin-rich white metals is large (ca. 5 mm) and in thrust
pads subject to thermal cycling, the difference in the coefficient of thermal expansion can cause
angular roughening corresponding to the grain size of the tin-rich crystals in the white metal..
Thermal ratcheting does not occur with lead-rich white metals.
The differential thermal coefficient of expansion between white metals and steel can result in
thermal fatigue if thermal cycling takes place. This is most commonly found on thrust pads with
dovetailed joints where differences in the thermal conductivities of the two metals are also a factor.
Thermal Ratcheti ng of Tin-Ri ch White Metal
Roughening of tin-rich white metal on trailing edge of thrust pads caused by thermal cycling
Point s t o Not e
Main
Characteristics
Highlighting of tin-rich crystals in tin-rich white metal on the trailing edges of the
pads where the temperature is highest.
Cause Thermal cycling causing differential rotation of the anisotropic tin-rich crystals in
the white metal. It occurs at the trailing edges of the pads where thermal changes
are greatest.
Note Possible Confusion with Other Types of Damage
Comment The effect is produced by differences in optical reflection by differences in
rotation of the different crystals. The amount of rotation is small and does not
have a significant effect on performance.
Thermal Fati gue of Whi te Metal
Thermal f atigue of white metal thrust pad. Note the absence of a tinned layer on the
steel backi ng
Thermal f atigue of white metal thrust pad. Note how the fatigue l ines up wit h the
dovetail
Point s t o Not e
Main
Characteristics
The Photographs show typical fatigue of white metal. Normally, however, there is
insufficient axial vibration in industrial machines to cause fatigue failure of thrust
bearings. This is much more likely to be caused by thermal cycling.
Cause Thermal cycling can lead to cracking because of the difference in the thermal
coefficient of expansion between steel and white metal. Differences in thermal
conductivity may also be a factor, particularly where dovetails are used because
the different thermal paths accentuate the temperature difference between the
white metal and the steel. Note the way the fatigue damage lines up with the
dovetail in Photograph b. Poor bonding accentuates the situation. The absence
of a tinned layer on the exposed steel in Photograph a shows poor bonding. The
use of dovetails tends to make it more difficult to achieve a sound metallurgical
bond between the white metal and the steel backing..
Note Notice particularly the coincidence in location of the fatigue with the dovetails in
the steel backing.
Possible Confusion with Other Types of Damage
Normal fatigue (see Sect ion 3) can occur in thrust bearings, but is very
uncommon.
Comment Dovetails should not be used in white metals bearings. The differences in the
thermal paths tend to disrupt the bond when cooling after pouring on the molten
white metal because of the different coefficients of thermal expansion between
the two metals.
(See also Sect ion 3: Premature Fatigue)
Thermal Ratcheti ng and Thermal Fatigue: Summary
Characteristics
Thermal ratcheting of tin-rich white metal produces a chequer board appearance on the trailing
edges of thrust pads subject to thermal cycling. The effect is similar to that produced by chemical
etching used for metallographic examination. It is largely an optical effect resulting from variations
in the light reflected from slight differences in the orientation of neighbouring crystals. The scale of
the pattern shows the size of the tin-rich crystals. The effect is limited to tin-rich white metals.
Possible Causes
Thermal ratcheting arises from thermal cycling of the bearing metal and, when this occurs, the
effect is most obvious on the trailing edges of thrust pads where temperature changes are greatest.
It occurs because of differential rotations of the tin-rich crystals caused by differences in the
thermal coefficient of expansion in different directions in the tin-rich crystals.
Where dovetails are used thermal cycling can lead to thermal fatigue because of the difference in
thermal expansion of white metal and steel, particularly where the use of dovetails results in to
poor bonding of the white metal to the backing (see Section 3).
Actions
No corrective action is normally required for thermal ratcheting, though the very slight damage can
easily be removed by a light polish with abrasive paper. Excessive temperature rise can, of course,
result in wiping failure as described in Section 1.
Dovetails can inhibit the production of a sound metallurgical bond between steel and white metal
and should not be used. See Secti on 3: Premature Fat igue.
8.Electrical Damage
Both electromagnetic and electrostatic voltages generated on rotors can discharge through the thin
oil films in bearings and cause electrical erosion damage. This produces a characteristic matt finish
that is frequently replicated on the journal or thrust collar.
Electrical Erosion Damage in Journal Bearing (1)
Electrical arcing damage i n loaded area of j ournal bearing
Electrical arcing damage to the j ournal corresponding to Photograph a
Point s t o Not e
Main
Characteristics
This damage occurred in an electric motor after a short run on test following a
mechanical overhaul. Damage is confined to the loaded area on the bottom half
bearing, but is continuous on the journal. Note the shiny melt pits on the surface
of the bearing
Cause Electrical fault with leakage to earth through bearing oil film.
Note Possible Confusion with Other Types of Damage
Dirt erosion (see Secti on 2: Erosion of Whit e Metal Journal Beari ng) and
cavitation erosion (see Secti on 4) give a superficially similar matt finish on the
bearing surface, but both of these have an arrow shape pointing against the
direction of motion. Moreover, there is no corresponding damage on the journal
Comment
Electrical Erosion Damage in Journal Bearing (2)
Spark erosion damage on top half of ri ng-oil bearing
Point s t o Not e
Main
Characteristics
Note the characteristic roughening at the leading edge of the top half bearing. In
this case so much damage had been caused to the bottom half that it had wiped
and the evidence of electrical damage had been removed.
Cause Electrical fault in motor causing sparking through oil film at area of minimum film
thickness.
Note Evidence of electric arcing was also present on journal.
Possible Confusion with Other Types of Damage
Dirt erosion (see Secti on 2: Erosion of Whit e Metal Journal Beari ng) and
cavitation erosion (see Secti on 4) give a superficially similar matt finish on the
bearing surface, but both of these have an arrow shape pointing against the
direction of motion. Moreover, there is no corresponding damage on the journal
Comment This was the third successive failure to the motor after an overhaul. The wiping in
the first two was attributed to lubricant breakdown caused by dirt in the oil; this
was also considered responsible for the damage to the journal. A more careful
examination after the third failure revealed the erosion damage on the top half
bearing and that the damage to the journal was pitting, not scoring.
Electrical Arci ng Damage on Journal of Vert ical Electri c Motor
Electrical arcing damage on the j ournal of a verti cal electri c mot or
Point s t o Not e
Main
Characteristics
This is an unusual type of electric damage, similar in appearance to
washboarding in rolling bearings.
Cause The damage shown in the Photograph occurred on a 4 MW vertical motor on a
standby water pump. The motor was run each month for about an hour. This
pattern of operation lead to the laying down of wear dust from the carbon brushes
that in time caused an explosion that was traced to arcing in the end cover. The
damage to the journal was found when the machine was stripped to investigate
the explosion. Similar damage was found on other motors in the pumping station
that were subject to the same operating regime.
Note The direction of motion in the Photograph is horizontal. Note that most of the lines
of marks follow the direction of motion, some are at an angle of about 45.
Possible Confusion with Other Types of Damage
Comment No explanation was found to account for the effect, but it is worth illustrating as an
example of electrical damage.
Electrostat ic Erosion Damage on Journal Bearing
Electrostat ic erosion damage t o bottom half beari ng from centrif ugal compressor
Journal correspondi ng t o the bearing shown in Photograph a
Point s t o Not e
Main
Characteristics
Typical frosting appearance of electrostatic arcing damage. This tends to be on a
finer scale than electromagnetic current erosion, but at low magnification (5-10X),
the characteristic shiny pits can be seen
Cause Electrostatic built up on rotor of centrifugal compressor caused by droplet
impingement on the wheels.
Note Note that the damage to the bearing is limited to the region of low oil film
thickness, the loaded region, of the bottom half bearing, but is continuous on the
journal.
Possible Confusion with Other Types of Damage
Dirt erosion (see Secti on 2: Erosion of Whit e Metal Journal Beari ng) and
cavitation erosion (see Secti on 4) give a superficially similar matt finish on the
bearing surface, but both of these have an arrow shape pointing against the
direction of motion. Moreover, there is no corresponding damage on the journal
Comment Electrostatic build up can result from either solid particle or liquid droplet
impingement on the rotor. A build up of about 20V at least is necessary for
damage to be caused.
Electrostat ic Erosion Damage on Thrust Pad
Electrostatic erosion damage on thrust pad
Point s t o Not e
Main
Characteristics
Note the characteristic frosting, that is caused by spark erosion pitting. The
shiny melt pits are obvious at low magnification (5-10X)
Cause Electrostatic built up on rotor of centrifugal compressor caused by droplet
impingement on the wheels.
Note Note that the damage to the bearing is limited to the outer edge of one pad. This
suggests that this particular pad was misaligned and proud of the other pads.
Possible Confusion with other Types of Damage
Comment Electrostatic build up can result from either solid particle or liquid droplet
impingement on the rotor. A build up of about 20V at least is necessary for
damage to be caused.
Electrical Damage: Summary
Characteristics
Both the passage of electric current and electrostatic discharge across a bearing oil film produces
a characteristic matt appearance on the bearing surface (sometimes referred to as frosting}and
this damage is frequently replicated on the opposing steel surface(journal or thrust collar). As
discharge occurs at the point of minimum film thickness, the damage is confined to the loaded
region of the bearing, but is continuous on the opposing surface as this rotates and passes through
the minimum film thickness. Examination at low magnification (5-10X) reveals shiny, rounded pits
from which metal has been removed by melting.
The bearing surface is gradually degraded and, when it can no longer support a load-carrying oil
film, breakdown occurs and a wiping failure follows (see Secti on 1). This is a secondary effect, but
the problem is that it can remove the evidence of electrical discharge, though in the case of journal
bearings some signs of this may remain in the unloaded half of the bearing and evidence of
discharge should be found on the opposing steel surface.
Possible Causes
Electromagnetic damage is most frequently caused by leakage currents in elevctric motors, though
it can also occur in large rotary machines (compressors, turbines) where the rotor has been
handled with magnetic grabs. A potential of at least 250 mV is necessary for damage to be caused.
Electrostatic damage is most likely in large steam turbines and high-speed centrifugal compressors
where particles are or droplets of liquid are present in the gas stream. It also occurs in
compressors subject to on-line washing by the periodic injection of solvents. A potential built up of
about 20V is required for damage to occur.
The diagram opposite shows the principles sources of electrical discharge that can cause
damage to bearings.
Actions
Electric motors should be provided with insulated bearing housings and fitted with earthing straps
unless shaft voltages can be guaranteed to be less than 250mV.
The conditions required for the generation of electrostatic potential on a rotor - particle/droplet size
and velocity - are difficult to define precisely. Thus, where there is a risk of liquid droplets or solid
particles being present in the gas stream in turbines and compressors, the shaft should be
grounded by earthing brushes if the bearing oil film can sustain a potential of 20V or greater.
Principal Sources of Electrical Discharges that Can Cause Damage to Bearings
9. Incompatible Journal or Thrust Collar Material
The design philosophy with plain bearings is that, should failure occur, the shaft or thrust collar
should be unharmed with any damage limited to the bearing. This imposes little restriction on the
choice of the shaft or thrust collar, which is normally of steel, apart from the general rule that they
should have a hardness at least three times that of the bearing material. This means that mild steel
is perfectly satisfactory with white metal bearings, though hardened steels are required for harder
bearing alloys, such as the lead-bronzes. Again, this poses no particular problems, though nitrided
steels must be cleaned by lapping before use, otherwise they are liable to cause bearing damage.
The one exception is that steels containing more than 1.5% chromium should not be used where
peripheral speeds exceed 25 m/sec to avoid the risk of a destructive failure mechanism known as
wire-wool failure (black-scab failure). The diagram below shows an analysis made in 1966 of
reported wire-wool failures. These were shown to occur with to steels having chromium contents in
the range 3-18% in bearings operating with surface speeds greater than 80 ft/sec (25 m/sec).
Fail ure of Bearings wit h Nitrided Steel Shaft
Bearing that had been operated with a nitrided shaft that had not been surface
lapped after nitriding
Point s t o Not e
Main
Characteristics
The bearing damage is in the form of sharp vee-shaped grooves pointing against
the direction of rotation.
Cause The presence of hard particles loosely adhering to the nitrided surface.
Note Possible Confusion with Other Types of Damage
Both dirt erosion (see Sect ion 2: Wear) and cavitation erosion (see Sect ion 4:
Cavitati on Erosion) produce arrow-shaped damage on the bearing surface; in
these cases, however, the whole of the arrowhead has a matt appearance.
Comment Nitrided steels should be cleaned and polished before being used as bearing
surfaces.
Wire-Wool Fail ure of Journal and Thrust Bearing
Wire-wool failure of journal bearing
Wire-wool failure: damage to journal and thrust collar corresponding to the bearing in
Photograph a above.
Point s t o Not e
Main
Characteristics
Identified by extensive damage to both bearing and the journal and/or thrust collar
with wear products from the shaft collected in the bearing housing where they
look like wire wool. A black scab is also often present on the damaged surface,
hence the alternative name black scab failure.
Cause This failure occurs when a small particle of hard dirt or swarf gets embedded in
the bearing material, but continues to rub against the steel counterface. At high
speed the temperature generated by the frictional rub carburises the chromium in
the steel in the presence of a hydrocarbon oil, producing hard chromium carbides
that embed in the soft bearing material and act as cutting tools on the journal or
thrust collar. The process continues by accretion of the embedded carbides and
may result in a journal being turned completely through.
Note Although wire-wool failures have been most frequently encountered with whitte
metals bearings, they can also occur with copper bearing alloys.
Possible Confusion with other Types of Damage
Comment The best solution is to limit the chromium content of the steel to 1.5% where
surface speeds are greater than 25 m/sec.
Unsuitable Journal or Thrust Col lar Material s Summary
There are two quite separate types of bearing damage that arise from using unsuitable materials
for the journal or thrust collar.
Damage with Nitrided Steel Shafts
Characteristics
The bearing surface of a nitrided steel shaft has to be cleaned and polished before going into
service otherwise there is a risk of scoring of the bearing, with a characteristic vee-shape pointing
against the direction of rotation
Cause
Failure to clean the surface after nitriding. This is in fact a manufacturing error (see Section 10),
though for descriptive purposes it is most conveniently treated here.
Wire-Wool Failure
Characteristics
This is the only form of bearing failure that results in extensive damage to both bearing surfaces. It
is readily identified by the presence of a mass of wire wool in the bearing housing.
Cause
Embedding of a hard particle of dirt or swarf in the bearing material that remains proud and rubs
against the steel surface creating high temperature through friction. Wire-wool failure is limited to
alloy steels containing more than 3% chromium operating with surface speeds greater than 25
m/sec.
Actions
The best action is to avoid using steels containing more than 1.5% chromium in bearings with
surface speeds greater than 25 m/sec. The optimum solution with existing machines is either to
sleeve the journal and replace the thrust collar with a plain low carbon steel; though hard chrome
plating of the bearing surfaces will also remove the risk. Careful control has to be exercised over
the chromium plating to ensure that the chromium is properly bonded to the steel surface.
10. Manufacturing Faults and Assembly Errors
Bearing failures can occur as a result of manufacturing or assembly errors. A few examples are
given, but obviously there is no general pattern as the failure mechanism depends on the type of
error.
In the event of unusual effects that do not match with any of those illustrated in the previous
Sect ions, a careful examination should be made of the whole bearing assembly for any
manufacturing defects or assembly error that could account for the damage. This should include
the back of the bearing or bearing shell for peculiar markings and a check of the journal for taper,
barrelling or corrosion damage..
There are two obvious categories:
manuf act uring fault s assembly errors
Manufact uring Fault s
1. Barrel led Shaft
Point s t o Not e
Main Characteristics
Cause
Note Possible Confusion with Other Types of Damage
Comment
Manufact uring Fault s
2. Undersize Bearing Shel ls or Oversize Housing Bore
Point s t o Not e
Main Characteristics
Cause
Note Possible Confusion with Other Types of Damage
Comment
Manufact uring Errors
3. Incorrect drilli ng of oil f eed hole
Fatigue damage to journal bearing (a) in line with incorrectly positioned feed hole partially
drilled in back of shell (b)
Point s t o Not e
Main
Characteristics
A small patch of fatigue damage at centre line of bottom half bearing, Photograph
a. Fatigue would be expected to occur at the position of maximum, not at the
bottom of the bearing
Cause Examination of the back of the bearing shell shows a partially drilled hole in line
with the fatigue damage, Photograph b. This was obviously a machining error
that was discovered before the oil feed hole was completely drilled through. This
has resulted in inadequate support of the white metal that has failed in fatigue
under the low loading at the centre of the bottom half of the bearing.
Note This was a main bearing from a reciprocating compressor, with sufficient
alternating loading to cause the fatigue.
Possible Confusion with Other Types of Damage
While this is clearly a fatigue failure, the location of the fatigue patch suggests
some abnormality.
Comment The back of the bearing shell should always be examined, particularly in cases of
abnormal damage.
Manufact uring Errors
4. Incorrectly Insert ed Thermocouple Causi ng Dist ortion of Bearing Surface
Point s t o Not e
Main
Characteristics
This bearing was removed because of a very high temperature when it was put
into service.
Cause The surface of the pad was distorted by incorrect assembly of the thermocouple.
This led to reduction in the oil film thickness in the distorted area with abnormally
high temperature resulting from the thin oil film.
Note It is normal to fit more than one pad with a thermocouple or RTD. This should
help to indicate if one of the pads is behaving abnormally.
Possible Confusion with Other Types of Damage
Comment
Assembly Errors
1. Misalignment
Pair of bearing shells showing wiping at opposite sides of bottom and top shell
Point s t o Not e
Main
Characteristics
The wiping at opposite sides of the top and bottom halves of the bearing shows
misalignment causing breakdown of the oil film by edge loading.
Cause Misalignment
Note A similar result could occur by running with a tapered shaft, but in this case the
damage would be on the same side of each bearing half.
Possible Confusion with Other Types of Damage
Comment The low melting point and strength of white metal (compatibility) are valuable
properties, allowing it to wipe or deform to compensate for a limited amount of
misalignment.
Assembly Errors
2. Dirt Bet ween Thin Shell Bearings and Housi ng
A thin-walled bearing shell showing local overheating in its bore caused by dirt trapped
between the shell and the housing
Point s t o Not e
Main Characteristics
Cause
Note Possible Confusion with Other Types of Damage
Comment
Mechanical Engineering Solutions
ROLLING BEARING PROBLEMS & FAILURES
INTRODUCTION
Examination of failed components is a crucial element in failure diagnosis and is frequently the
starting point in any failure investigation. The illustrations that follow have been specifically
selected to highlight particular mechanisms of failure. It should not be overlooked, however, that
the initial cause may lead to secondary damage that obscures the original event. Care and
experience may be needed to separate primary and secondary effects.
It is important to realize that rolling bearings have a finite life, the repeated high stressing at the
contacts between rolling elements and tracks eventually resulting in fatigue damage to the
surfaces. There are, however, a large number of other reasons why rolling bearings fail and it is
crucial to distinguish between these and normal fatigue when investigating failures.
Following are the main mechanisms of bearing damage and failure, but examination of used
bearings that have not failed can still give valuable information on the conditions under which the
bearing has been operating. This forms the first section.
1. Track markings
2. Fatigue Failure
3. Premature Fatigue
4. Fitting Damage
5. Lubrication Failures
6. Loss of Internal Clearance
7. Wear
8. Fretting Damage
9. Manufacturing Defects
10. Electrical Damage
1. Track marki ngs
Even if fatigue failure has not occurred, rolling bearings usually show track marks on the races in
the regions where the rolling elements have been in contact. The shape and position of these track
marks can give useful guidance on the conditions under which the bearing has been operating
(figure 1a).
Figure 1a Tracking patterns on a bal l beari ng races arisi ng from a
variety of operat ing sit uat ions
Figure 1b is a phot ograph of t he tracki ng patt ern
on a misali gned bal l beari ng with associ ated ball
pocket wipi ng on the cage.
2. Fati gue Fail ure
The life of a rolling bearing is defined as the time the first detectable fatigue pit forms on any of the
contacting surfaces (figures 2a, b). This is a somewhat random effect, determined by metallurgical
imperfections in the steel and, while modern steel-making techniques have produced steels that
are significantly cleaner and have more uniform structures, crystal lattice imperfections or other
defects still provide the loci for fatigue. This can occur on either the races or the rolling elements,
depending on the design of the bearing, the direction of loading and variations in steel quality.
Figure 2a Figure 2b
Once a fatigue pit has formed, it sets up a point of weakness and fatigue damage progresses
round the component (figures 2c, d). In this condition, although the bearing may have become
noisy, it is still performing its function of guiding the shaft and cannot really be said to have failed in
the conventional usage of the term. Collapse of the bearing occurs when the component fractures
from a stress raiser set up by the fatigue pits (figure 2e). Practical experience suggests that once
the first fatigue pits are formed the bearing has only used up 70-80% of its life to collapse.
Figure 2c Figure 2d
Figure 2e
3. Premature Fati gue
3a. Misalignment
Misalignment of roller bearings causes edge loading and overstressing of the raceway and can
result in premature fatigue. This is easily recognised as the damage is clearly restricted to one side
(figures 3.1a, b).
Figure 3.1a Edge pitting of the i nner race of a t aper rol ler
bearing due t o misali gnment
Figure 3.1b Edge pi tting of a
cylindrical roll er beari ng due to
misali gnment
3b. Incorrect fitting methods
Pressing the inner race on to a shaft by applying force to the outer race will cause indentations at
the rolling element contacts by plastic deformation (figure 3.2a).
Alternatively, misalignment when offering up the races of a separable cylindrical roller bearing can
cause scoring at the point of contact of the roller ends and the race (figure 3.2b).
Figure 3.2a Fitti ng impact damage on
angular cont act
Figure 3.2b
Both these mechanisms result in damage to the bearing surface that acts as stress raisers and
reduces the fatigue life.
3c. Corrosion when stationary
Corrosion can occur when the bearing is stationary and is not adequately protected by the
lubricant. For example, if a grease-packed bearing is installed in a machine and left standing for
some time without running, the grease is not spread over all the surfaces and distributed so that it
forms a good seal in the end covers. In this event moisture can condense on the bearing surfaces.
Corrosion occurs at the narrowing contact between rolling element and race by a mechanism
known as crevice attack (figure 3.3). Again this produces points of weakness that act as initiators
for fatigue.
Figure 3.3
3d. False brinnelling
If a bearing is subject to vibration when stationary, fretting damage occurs at the points of contact,
giving rise to what is known as false brinnelling (figures 3.4a , b). (Note: It is different from fitting
damage in that material is removed rather than displaced.) This can occur to large bearings even
before they are installed. With separable bearings, e.g. cylindrical roller, taper roller bearings, it is
good practice to store the bearing with the two parts separated. Non-separable bearings should be
stored with the axis of rotation vertical so that the gravity loading is uniformly distributed over the
rolling elements.
Figure 3.4a Figure 3.4b
Standby machines and machines in store should be rotated slightly once per week to change the
points of contact. Where there are installed standby machines, it is good practice to run the
machines alternately to reduce the risk of fretting. This is particularly important in the case of two
machines mounted on the same pedestal.
A characteristic of all the above mechanisms is that the damage occurs when the bearing is
stationary and is thus at rolling element spacing. Premature fatigue is readily distinguished from
normal fatigue in that it occurs in discrete patches at rolling element spacing, rather than as a
continuous band starting from the initial point of failure as is the case with normal fatigue (figures
3a, b).
Figure 3a Figure 3b
Premature fatigue also occurs with angular contact bearings incorrectly fitted so that the axial load
is taken on the low shoulder side of the race (figure 3c).
Figure 3c
4. Fitting Damage
Excessive impacts when fitting a bearing on to a shaft during assembly can lead to indentations on
the tracks, figure 3.2a (similar to false brinnelling, figure 3.4b, but in this case there will be a raised
lip surrounding the indentation) or to fracture of the race shoulders (figures 4a, b).
Figure 4a A spherical roll er bearing
damaged by the appl icati on of excessive
impact s duri ng assembly
Figure 4b A cyli ndri cal rol ler bearing
fract ured by careless fitti ng
Excessive interference fit can even result in fracture of the race (figure 4c).
Figure 4c
5. Lubri cation Fail ures
Rolling bearings have two separation lubrication requirements: a lubricant film to protect the
surfaces of the cage where sliding contact occurs, and an elastohydrodynamic lubricating film that
forms at the rolling contacts. Breakdown of either of these mechanisms give rise to characteristic
types of damage.
5a. Sliding contacts
In normal operation the loading at the sliding contacts between rolling elements and cage, or
between race and cage with a race-centred cage, is low and lubrication requirements are modest.
Wear occurs, however, if there is insufficient oil or the grease becomes hard through oxidation or
loss of oil. Wear is normally confined to the softer cage (figures 5.1a, b).
While in normal circumstances the loading at the cage contacts points is low, this changes,
however, if the bearing is misaligned. The overloading caused by misalignment is a common cause
of cage wear and failure. The evidence of misalignment can frequently be found from track
markings on the races (see Track Markings).
Figure 5.1a Wear of softer cage through l oss of
lubri cat ion
Figure 5.1b Cage wear
5b. Rolling contacts
There is a need to develop a satisfactory lubricant film at the rolling contacts; in the majority of
cases this will be an elastohydrodynamic film, but in very heavily-loaded bearings it can be a film
developed by reaction of extreme pressure additives in the oil. Failure to develop a satisfactory
lubricant film gives rise to a smearing type of damage that is usually referred to as surface distress
(figure 5.2).
Figure 5.2 Surface di stress in deep groove bal l beari ng caused
by breakdown of elastohydrodynamic lubrication fi lm
A characteristic of both types of lubrication failure is that the temperature rises through increased
friction loss in the bearing. This may allow a breakdown in lubrication to be detected before failure
occurs, though if a lot of heat is generated sufficient thermal gradient may develop between inner
and outer race (for example, on a rotating shaft, the housing usually provides a better heat sink for
the outer than the shaft does for the inner race so that the latter reaches a higher temperature) to
result in loss of internal bearing clearance, giving rise to a different failure mechanism (Loss of
Internal Clearance).
6. Loss of Internal Clearance
The optimum condition for a rolling bearing is when the internal radial clearance is zero. It is
possible to run bearings with pre-load so that there is no residual internal clearance and rolling
occurs by elastic deformation at the contacts; this is, however, a somewhat sensitive condition with
higher friction losses and the risk of differential thermal expansion between the races loading the
contacts beyond the elastic limit and preventing rolling. Pre-loaded bearings are normally only used
where very accurate guidance of the shaft is required (e.g. in machine tools) and more normal
practice is to run with a small residual internal clearance to ensure that rolling is maintained at the
contacts.
Once the clearance has been lost and the elastic limit exceeded, sliding occurs at the contacts.
There is a large increase in friction and the process escalates, giving a condition of thermal
runaway. Either the machine stalls if there is not sufficient power to overcome the friction, or the
bearing heats up so much that it deforms plastically (figures 6a, b). With a bearing mounted on a
rotating shaft, the inner race reaches the highest temperature and a characteristic of this type of
failure is that the severity of damage is greatest at the inner race.
Figure 6a Loss of i nternal clearance
fail ure
Figure 6b Loss of i nternal cl earance failure
This is a serious type of failure that can lead to catastrophic damage if sufficient power is available
to continue driving the machine (figure 6c). Moreover, the failure occurs so suddenly that it is not
possible to provide a monitor that will give adequate warning to allow protective action to be taken.
This is a serious type of failure that can lead to catastrophic damage if sufficient power is available
to continue driving the machine (figure 6c). Moreover, the failure occurs so suddenly that it is not
possible to provide a monitor that will give adequate warning to allow protective action to be taken.
Figure 6c Damage t o mot or and pump f oll owing loss
of clearance failure i n pump drive-end bearing
The following mechanisms can lead to loss of clearance failure.
1. Transient temperature differential during start-up or acceleration
The shaft generally heats up faster than the bearing housing so that the temperature differential
during the start-up can be much greater than the steady state value. This is particularly severe with
hollow shafts or very thick housings.
2. Use of bearing with incorrect internal clearance class for the application
Where in normal circumstances there is a difference in temperature between shaft and housing
(e.g. in centrifugal pumps handling hot liquids, hot gas fans, electric motors) a higher than normal
clearance class of bearing should be used. This is particularly the case with chemical pumps using
austenitic steel shafts that have a higher coefficient of thermal expansion than the ferritic steel of
the bearing. In such cases a high clearance bearing should be used (e.g. C3) and, with hot fluids,
C4.
Particular care has to be taken during maintenance that the correct clearance class of replacement
bearing is fitted.
3. Excessive interference fit(s) of races
About 80% of the interference fit is transmitted through the race. This is allowed for in the fits
recommended by the bearing manufacturers.
4. Insuffi cient fi t of inner race on shaft
Rotation of the bearing on its seating leads to increased friction and heating of the inner race and
hence loss of clearance.
5. Complete loss of lubrication
Loss of lubrication leads to increased friction and again to increased temperature differential.
6. Inadequate lubricant viscosity to allow generation of elastohydrodynamic lubricant film
This can occur with oil-lubricated double-row bearings and bearings mounted in pairs where there
is insufficient circulation of the oil to the outer row or race to prevent it rising to a temperature
where its viscosity becomes too low. In such cases the loss of clearance occurs in the outer
bearing or row. A positive supply of lubricant to the outer bearing or race is required when
dmn>3500 mm.rev/s (dm =mean bearing diameter).
7. Gross overload resulting in excessive frictional heating
A typical example of this is where two locating-type bearings are mounted on the same shaft with
one mounted free in its housing to allow for differential axial thermal expansion between shaft and
housing. If the free bearing fails to slide during a thermal change, e.g. on starting or stopping, a
gross overload is created when the bearings have to resist the expansion (contraction) of the shaft.
In practice this effect only becomes significant for bearings with outer diameter >100mm.
8. Use of cooling jacket round bearing
Where, because of the environment, cooling is required to control the bearing temperature, this
should not be in the form of a complete water jacket round the bearing, which only serves to
increase the temperature gradient between inner and outer races. Where cooling is necessary it
should be applied to the oil, not to the bearing.
Where bearing housings are fitted with cooling jackets, these should be filled with oil or glycol to
allow convection cooling. The jacket should be fitted with a stand pipe to allow for thermal
expansion of the liquid.
7. Wear
Abrasive particles in the lubricant will cause wear. This is normally most severe with the softer cage
material and can lead to cage fracture. Wear damage can be distinguished from lubrication
breakdown by the appearance of the tracks. Either these take on a specular polish if the abrasive
particles are very fine, or become matt and scored with larger particles (figure 7a).
Figure 7a Matt track caused by wear with
abrasive part icles
Wear, of course, can be caused by the particles released by fatigue pitting, but this is secondary to
the fatigue damage.
Care should be taken to ensure that, when electric induction heaters are used to ease the fitting of
races with an interference fit, the bearing is properly demagnetised. A magnetised bearing tends to
collect steel particles and this will increase the amount of wear.
Wear also occurs as a secondary result of corrosion, the iron oxides so produced acting as
jewellers rouge (figure 7b). Under extreme conditions with high speed bearings this can lead to the
formation of hollow balls (figure 7c) where there is some internal discontinuity in the ball that allows
it to expand to fit the gap between the races to compensate for the wear.
Figure 7b Heavily corroded ball Figure 7c Holl ow ball
8. Fretti ng Damage
Fretting damage can occur at the contact between the bearing and its seating / housing,
particularly where a sliding fit is used, because of small oscillating movements that take place there
as the rolling elements pass through the loaded zone (figure 8a). This does not normally give rise
to failures, though if it is very severe it can form stress raisers that will initiate fatigue fracture of the
race (figure 8b); this differs from the cracking shown in figure 4c by the absence of fretting marks
where the cracking has been caused by excessive interference fit.
Fretting can also cause sticking of a free mounted bearing as discussed in 7, above. Where
fretting is a problem it can be prevented by applying a thin electro-deposited coating of indium to
the surface or the bore or outer diameter before fitting.
Figure 8a Frett ing on a beari ng outer race
due to i nadequate int erference fit and local
dist ortion of housi ng.
Figure 8b Frett ing of a bearing inner
race due t o i nadequat e int erference f it,
leading to fracture of the race.
9. Manuf act uring Defects
Rolling bearings are manufactured in a highly competitive commercial market and are subject to
rigorous inspection procedures. Nevertheless, the odd substandard bearing may get through and,
although this is very uncommon, should not be discounted as a possible cause of failure. The
following cases have been encountered.
1. Wrong material
One example concerns a single-row angular contact bearing in which, on removal from service,
one of the balls was found to be scored, whereas all the others were in the as-new condition.
Examination showed that the offending ball was of 13% Cr steel, not the standard 1% Cr, 1% C
steel. This was by a chance examination; if this had not taken place, a premature failure would
have occurred.
2. Wrong heat treatment
Races and rolling elements of normal rolling bearings are tempered at about 140C to give a final
hardness of 600-650 HV (62-63 HRc). Some large taper roller bearings may be manufactured of
case-hardened steel. A soft bearing will fail prematurely.
Incorrect heat treatment can be suspected if any of the components are soft and do not exhibit
heat discolouration from the failure.
3. Incorrect machining
Very rarely bearings may be found to be outside the standardised external dimensions. This is
usually obvious during fitting and should not cause a problem.
A more serious error, however, was in a double-row angular contact bearing with a filling slot that
had been machined right into the ball track (figure 9a).
Figure 9a Inner race of doubl e-row angul ar
cont act beari ng with incorrectly machi ned
filling slot
Figure 9b shows comparative Talyrond tracings from the race of a normal quality bearing and the
one that was removed because of excessive noise. This would probably have suffered a lubricant
breakdown failure if it had not been removed because of the noise.
(a) Poor quality fi nish (magnif ication x2500)
(b) normal quality fi nish (magnif ication x5000)
Figure 9b Talyrond traces of track of i nner race
10. El ectri cal Damage
Passage of an electrical current through a rolling bearing causes surface damage and hence
decreased fatigue life. With currents above 0.5 amp a characteristic ripple or washboard pattern is
formed on the contacting surfaces (figure 10a), but even with currents as low as 0.01 amp there is
still some deterioration, which although not visible results in a decrease of life as shown in table 1.
Note that the washboarding in figure 10a is very severe, and milder forms of washboarding occur,
some of which can only be detected by rotating the race while viewing in good lighting. The
wavelength of the washboard pattern is highly variable, and shows no obvious correlation with
features such as roller spacing, electrical frequency etc.
Figure 10a El ectrical washboard damage on out er
race of ball bearing
Current Comments
0.001 amp no effect on life
0.01 amp
ca. 20% reduction in
life expectancy;
failurehas normal
fatigue characteristics
0.01-0.1 amp
life expectancy reduced
by 20-80% over
thisrange; failure has
still normal
fatiguecharacteristics
0.5 amp
life expectancy reduced
by more than
80%;washboard
damage occurs
Table 1 Ef fect of el ectric current s on t he lif e of roll ing beari ngs
From a practical point of view, the impressed voltage should not exceed 0.3 V on ball bearings, 0.5
V on rolling bearings.
Electric discharge damage does not, however, always result in washboarding. Figure 10b shows
pitting damage caused by high voltage discharge. This is similar to corrosion pitting, figure 7b, but
is distinguished by the absence of oxide and the rounded pits that show evidence of melting.
Figure 10b El ectrical pitti ng damage on ball from ball
Figures 10c and d show arcing damage caused by electrostatic discharge.
Figure 10c Not e corresponding pattern on race and
on ball , suggesting single large di scharge.
Figure 10d
SEAL FAILURES
The failure mechanisms of mechanical seals are covered extensively by B J Woodley in "Mechanical Seal Practice for Improved
Performance" (J D Summers-Smith (ed.) 2nd edition 1992). It is not proposed to cover the same ground here, though it is perhaps
worth mentioning that failures of mechanical seals are frequently catastrophic with the resulting damage making it difficult to
distinguish the original cause of failure. Most failures are the result of operating faults, e.g. failure of external cooling, flush or
quench resulting in breakdown of the filmbetween the seal faces. With the seal damaged, wear continues, even with the re-
establishment of the coolant supply, so that it is hard to identify that the real problemwas earlier, temporary loss of coolant.
In such circumstances the nature of the face materials plays an important role. With two hard faces (e.g. silicon carbide, tungsten
carbide), failure is almost immediate; whereas the seal with one soft, self-lubricating face (e.g. carbon-graphite, ptfe) can continue
to operate some time before failure while the soft face wears out. If failure does not manifest itself for some weeks after the event
that prompted it, identification of the cause of failure is not straightforward.
OIL BARRIER SEALS
Floating-bush seals are commonly used on the shafts of process gas centrifugal compressors. Figure 1 shows the general
arrangement, with mineral oil, normally the systemlubricating oil, fed between a pair of floating bushes to about 5 mhead above
the pressure of the sealed gas. Despite the pressure differential, some leakage occurs across the seal (the mechanismfor this is not
clear, but it seems likely to be precession of the seal ring about the shaft through slight departures fromroundness in the seal ring
bore or the shaft causing cavitation in the oil film.). High temperature occurs in the seal oil filmbecause the high rate of shear and
negligible cooling by the leaking oil. This can lead to chemical reactions in the seal that led to failure.
Figure 1: Schematic diagram of floating-bush seal system
Figure 2 shows a deposit of copper sulphide on the white metal lining of a seal ring. Figure 3 shows a failure when the deposit had
taken up the clearance.
Figure 2: Black deposit of copper sulphide on white metal
lining of seal ring
Figure 3: Failure of seal ring through loss of clearance
caused by build up of copper sulphide deposit
This reaction occurs between the active sulphur present in sour hydrocarbon gases and copper in the tin-rich white metal lining of
the seal. Some relief can be obtained by using a copper-free lead white metal.
Figure 4 gives a Guidance Chart for white metal selection based on operating experience using shaft peripheral velocity as an index
of temperature. In very severe conditions, high speeds and high sulphur contents, sulphur reacts with lead forming a deposit of lead
sulphide on the seal ring and an alternative seal design is required.
Zone A
Tin-rich
white
metal
acceptable
Zone B
Copper-
free lead-
rich white
metal
acceptable
Zone C
Alternative
seal design
required
Figure 4: Guidance chart for selection of white metal lining for floating-bush
seal rings for use with sulphur containing hydrocarbon process gas
Reaction can also occur with active sulphur additives in the oil. Figure 5 shows a failed seal ring caused by operating with a high
duty hydraulic oil containing zinc dialkyldithiophosphate (zddp).
Figure 5: Failure of floating-bush seal ring caused by build up of
copper sulphide on white metal lining caused by reaction with zddp
additive in the oil
Similar failures can occur through loss of clearance caused by deposition of reaction products between the process gas and
additives in the oil. Figure 6 shows a failure of a seal ring caused by reaction between ammonia in the gas and the succinic acid
corrosion inhibitor in the oil. The ammoniumsuccinate reaction product is insoluble in the oil and is deposited on the hot lining of
the seal ring.
Figure 6: Failure of seal ring through deposit of ammonium
succinate formed by reaction between ammonia in the gas and the
corrosion inhibitor in the oil
Rings with low clearance are used to limit the inward leakage of the barrier oil. This results in a low oil filmthickness between the
rotor and the casing and this is the most likely place for discharge to occur in the event of electrostatic build up on the rotor. Figure
7 shows electrostatic erosion of the white metal lining of a seal ring giving increased clearance and excessive inward leakage.
Figure 7: Electrostatic erosion of white metal lining of seal ring
causing increased inward leakage of the seal oil
Radial face seals are also used as oil barrier seals. Again, problems can occur because of high temperature in the seal. Figure 8
shows a seal ring that was removed because of excessive inward leakage of oil. This was caused by three equispaced deposits that
separated the faces. Analysis showed the deposits to be oxidised oil. The ring was found to have a three-wave undulation, the thin
filmat the high spots causing excessive temperature leading to the deposition of oil oxidation products. Distortion had resulted
fromthe relief of locked-in stresses during manufacture in a three-jaw chuck. The problemwas solved by stress relieving before
final machining.
Figure 8: Three equidistant deposits of oil oxidation roducts on a
radial face seal
Similar failures have occurred through the breakdown of oil additives at the high temperature in the seal. Figure 9 shows the
presence of additive breakdown products on a radial face seal removed because of excessive leakage. The oil used in the
lubrication systemcontained e.p. additives that broke down in the seal.
Figure 9: Deposit of e.p. additive breakdown products on radial
face seal
GLANDS ON RECIPROCATING RODS
Lubrication of the glands on reciprocating rods is essential. If adequate lubrication is not provided, severe scoring of the rod results
even with packings of self-lubricating materials.
Figure 10 shows scoring on the rod of a 240 bar methanol rampump at the point where it passed through the filled ptfe packing.
The local safety authority required that there should be no leakage of methanol. Scoring occurred when the gland was tightened up
to stop the leakage. The problemwas solved by fitting a lantern ring at the centre of the packing and supplying a low viscosity
lubricating oil.
Figure 10: Scoring on chrome-plated rod of 240 bar methanol
pump as the result of overtightening the gland
A similar failure occurred on a 3-row rampump discharging light aldehydes at 250 bar using glass-fibre reinforced ptfe chevron
rings to seal the rods. The pump had been specified to operate without leakage. Predictably the seals failed. Automatic packings
require adequate viscosity in the pumped liquid and wetting of the rod to ensure lubrication of the rings. The viscosity of the light
aldehydes was inadequate and failure was inevitable, even with self-lubricating ptfe rings.
You might also like
- Bearing DesignDocument28 pagesBearing DesignVIBHAV100% (1)
- AYCCL-Bearing PresentationDocument74 pagesAYCCL-Bearing PresentationKashif Muhammad100% (1)
- Bearing Function and TypesDocument98 pagesBearing Function and TypesNikesh MoreNo ratings yet
- Roller BearingsDocument58 pagesRoller BearingsNuruzzaman SakiNo ratings yet
- Friction torque of rotary shaft lip sealDocument5 pagesFriction torque of rotary shaft lip sealmans2014No ratings yet
- TT 401 Paper: Theory of Machines GearsDocument45 pagesTT 401 Paper: Theory of Machines GearsDurjoy Roy100% (1)
- Basics of Belt DrivesDocument12 pagesBasics of Belt DrivesSrinivasan RaviNo ratings yet
- Design of Flat Belt DriveDocument18 pagesDesign of Flat Belt DriveSaravanan Kumar50% (2)
- Bearing PreloadDocument3 pagesBearing PreloadASHOKNo ratings yet
- Design of BearingsDocument46 pagesDesign of BearingsSatyaprakash Dinesh Vispute100% (1)
- BearingsDocument52 pagesBearingsrahul singhNo ratings yet
- Drive Shaft - WikipediaDocument5 pagesDrive Shaft - WikipediaMohsen SharifNo ratings yet
- Principles and Use of Ball and Roller Bearings PDFDocument76 pagesPrinciples and Use of Ball and Roller Bearings PDFMohammad Umair TareenNo ratings yet
- Bearing TerminologiDocument9 pagesBearing Terminologihengki wibowoNo ratings yet
- Belts, Chains, Pulleys, Gears, Clutches and Brakes GuideDocument76 pagesBelts, Chains, Pulleys, Gears, Clutches and Brakes GuideAMCFC BlueNo ratings yet
- Shaft Alignment - Rim and Face MethodDocument6 pagesShaft Alignment - Rim and Face MethodWajdi MansourNo ratings yet
- Lecture5 BearingsDocument77 pagesLecture5 BearingsMahesh100% (4)
- Training Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyDocument77 pagesTraining Program On: Vibration Monitoring, Alignment and Balancing Triveni Reliability Services and Training AcademyMithlesh SharmaNo ratings yet
- Unit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeDocument200 pagesUnit 1 Shaft, Key, Splines, Couplings, Bearings, Clutch and BrakeAbhijeet somawarNo ratings yet
- Types of GearsDocument22 pagesTypes of GearsAnonymous 2RbW9dNo ratings yet
- Sleeve BearingsDocument18 pagesSleeve BearingsrikumohanNo ratings yet
- Shaft design procedure stepsDocument2 pagesShaft design procedure stepsPehr Hedström80% (5)
- Accessory and Load Gearbox ProblemsDocument36 pagesAccessory and Load Gearbox ProblemsJJ100% (1)
- Fluid coupling operating principlesDocument43 pagesFluid coupling operating principlesKuntal Satpathi50% (2)
- Super Finishing Operation for Ultra-Smooth SurfacesDocument8 pagesSuper Finishing Operation for Ultra-Smooth SurfacesUttara GargNo ratings yet
- SKF Self Aligning BearingsDocument22 pagesSKF Self Aligning BearingsLLNo ratings yet
- Mechanical Bearing Types and ApplicationsDocument24 pagesMechanical Bearing Types and Applicationsniteen_mulmule485No ratings yet
- Shaft CouplingsDocument121 pagesShaft CouplingsvenkeekuNo ratings yet
- Design of Helical Springs - SEO Optimized TitleDocument11 pagesDesign of Helical Springs - SEO Optimized TitleNarender Kumar100% (1)
- Key& CouplingsDocument7 pagesKey& CouplingsRamanathan DuraiNo ratings yet
- ME RoTIC 2018 PresentationAbdulrahman Alkhowaiter FinalDocument19 pagesME RoTIC 2018 PresentationAbdulrahman Alkhowaiter FinalAbdulrahman AlkhowaiterNo ratings yet
- Gear Assembly Maintenance Techniques TurbogearsDocument12 pagesGear Assembly Maintenance Techniques Turbogearshumayun121No ratings yet
- HB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsDocument4 pagesHB Clutches The Only One-Way Clutch For Your Hydro-Dynamic Drilling RigsRafael Charry AndradeNo ratings yet
- Thrust BearingsDocument112 pagesThrust BearingsMohammad Ali ZamanNo ratings yet
- Shaft AlignmentDocument4 pagesShaft AlignmentmokarahNo ratings yet
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and CureslorindalNo ratings yet
- GearsDocument51 pagesGearsKasi Visweswar Rao100% (1)
- Maintenance of Gears and Gear DrivesDocument44 pagesMaintenance of Gears and Gear Driveskapun kumar nayakNo ratings yet
- Introduction to Power Transmission CouplingsDocument51 pagesIntroduction to Power Transmission CouplingsNagy ElrasheedyNo ratings yet
- Shaft Coupling DesignDocument25 pagesShaft Coupling DesignAmal JithNo ratings yet
- Chapter 6 - Lubricating SystemDocument29 pagesChapter 6 - Lubricating SystemEugine BalomagaNo ratings yet
- Diff Types of Suspension Used in Automotive Industriesss PDFDocument26 pagesDiff Types of Suspension Used in Automotive Industriesss PDFRahul SharmaNo ratings yet
- Unit III Sliding Contact BearingDocument26 pagesUnit III Sliding Contact BearingSHUBHAM GOVILNo ratings yet
- Variable Speed Fluid Coupling - SCDocument7 pagesVariable Speed Fluid Coupling - SCRavikanth AluriNo ratings yet
- Bowed Rotor Straightening WebVersion Dec 29 2010Document2 pagesBowed Rotor Straightening WebVersion Dec 29 2010elrajilNo ratings yet
- How To Determine End-Play in Thrust Bearings - Turbomachinery BlogDocument5 pagesHow To Determine End-Play in Thrust Bearings - Turbomachinery Blogjbalagee100% (1)
- Ignition SystemsDocument10 pagesIgnition Systemselvergonzalez1No ratings yet
- BearingsDocument25 pagesBearingsrehmanullah296100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- General Bearing Basics: SKF NotesDocument37 pagesGeneral Bearing Basics: SKF NotesVinod Varadan SNo ratings yet
- BearingDocument13 pagesBearingabduallah rabahNo ratings yet
- The Ultimate Guide To Different Types of BearingsDocument19 pagesThe Ultimate Guide To Different Types of BearingsRashmiranjan BaralNo ratings yet
- University of Gaziantep Bearing PresentationDocument17 pagesUniversity of Gaziantep Bearing PresentationHazim Hazim100% (1)
- Bearing ProjectDocument6 pagesBearing ProjectbabublsNo ratings yet
- Shafts: Moments and Twisting Moments and Sometimes To Axial LoadsDocument11 pagesShafts: Moments and Twisting Moments and Sometimes To Axial Loadsabddul128No ratings yet
- Chapter 4 Bearing PDFDocument41 pagesChapter 4 Bearing PDFMaitri ViratNo ratings yet
- Bearing - Types, Applications, Failures, Selection, AdvantagesDocument5 pagesBearing - Types, Applications, Failures, Selection, AdvantagesDanyal KhattakNo ratings yet
- Bearings Types of Damages and Their Causes: Kushal Dhungana Ab13 Professor: José Brigas and Pedro Alves IndiceDocument12 pagesBearings Types of Damages and Their Causes: Kushal Dhungana Ab13 Professor: José Brigas and Pedro Alves Indiceuploadz upNo ratings yet
- Kami Export - Rolling Element Bearing-16!9!21Document38 pagesKami Export - Rolling Element Bearing-16!9!21Dr Atul WaghmareNo ratings yet
- Transformer ProtectionDocument29 pagesTransformer Protectionapi-3732151100% (4)
- Structure of A Technical ReportDocument5 pagesStructure of A Technical ReportDr_M_SolimanNo ratings yet
- CFDDocument12 pagesCFDDr_M_SolimanNo ratings yet
- دليل كليات ومعاهد التعليم العالي2007Document808 pagesدليل كليات ومعاهد التعليم العالي2007Dr_M_SolimanNo ratings yet
- National Academic StandersDocument26 pagesNational Academic StandersDr_M_SolimanNo ratings yet
- About Project ReportDocument7 pagesAbout Project Reportgopinath0708No ratings yet
- Quality DictionaryDocument92 pagesQuality DictionaryDr_M_Soliman100% (3)
- Report Writing Tip SheetDocument3 pagesReport Writing Tip SheetDr_M_SolimanNo ratings yet
- Egyptian Handbook For QaapDocument170 pagesEgyptian Handbook For QaapDr_M_SolimanNo ratings yet
- Material Definitions & TermsDocument3 pagesMaterial Definitions & TermsDr_M_SolimanNo ratings yet
- Developmental Engagement Site Visit Guide LineDocument136 pagesDevelopmental Engagement Site Visit Guide LineDr_M_SolimanNo ratings yet
- How Do I Write A ReportDocument2 pagesHow Do I Write A ReportDr_M_Soliman100% (1)
- Svu - Plan - Stratigic Plan Quality in EgyptDocument48 pagesSvu - Plan - Stratigic Plan Quality in EgyptDr_M_SolimanNo ratings yet
- Forging Definitions: Prepared by Dr. M. A. SolimanDocument6 pagesForging Definitions: Prepared by Dr. M. A. SolimanDr_M_SolimanNo ratings yet
- Manufacturing, Machine Shop DefinitionsDocument19 pagesManufacturing, Machine Shop DefinitionsDr_M_SolimanNo ratings yet
- Action Plan Part1Document32 pagesAction Plan Part1Dr_M_SolimanNo ratings yet
- ضبط الجودةDocument200 pagesضبط الجودةDr_M_SolimanNo ratings yet
- Quality Assurance Information SystemDocument15 pagesQuality Assurance Information SystemDr_M_SolimanNo ratings yet
- Viscosity-1 Viscometer-2 Relation Between Viscosity &temperature-3 Vogel Equation-4 Programming ofDocument71 pagesViscosity-1 Viscometer-2 Relation Between Viscosity &temperature-3 Vogel Equation-4 Programming ofDr_M_SolimanNo ratings yet
- How Robots WorkDocument15 pagesHow Robots WorkDr_M_Soliman100% (1)
- Ready Standards Prsentation9Document44 pagesReady Standards Prsentation9Dr_M_SolimanNo ratings yet
- مشروعات تطوير التعليم العالىDocument27 pagesمشروعات تطوير التعليم العالىDr_M_SolimanNo ratings yet
- Cairopresentationdraft 1Document35 pagesCairopresentationdraft 1Dr_M_SolimanNo ratings yet
- Engineering Standards PrsentationDocument26 pagesEngineering Standards PrsentationDr_M_SolimanNo ratings yet
- Ready Standards Prsentation9Document44 pagesReady Standards Prsentation9Dr_M_SolimanNo ratings yet
- What Is AbetDocument38 pagesWhat Is AbetDr_M_SolimanNo ratings yet
- Program Criteria For Mechanical EngineeringDocument3 pagesProgram Criteria For Mechanical EngineeringDr_M_SolimanNo ratings yet
- Action Plan Part1Document32 pagesAction Plan Part1Dr_M_SolimanNo ratings yet
- Nars For Industrial EngineeringDocument2 pagesNars For Industrial EngineeringDr_M_SolimanNo ratings yet
- Maintaining Precision Rotary Unit Components for Continuous OperationDocument31 pagesMaintaining Precision Rotary Unit Components for Continuous Operationahmed mahmoudNo ratings yet
- Assignment 04Document1 pageAssignment 04anurag kumarNo ratings yet
- All Seasons 2014 Bearings (Page 415) - Sparex Parts Lists & Diagrams - Malpasonline - Co.ukDocument3 pagesAll Seasons 2014 Bearings (Page 415) - Sparex Parts Lists & Diagrams - Malpasonline - Co.ukMichael BochoridisNo ratings yet
- Kirloskar Electric Ltd. Internship ReportDocument41 pagesKirloskar Electric Ltd. Internship ReportPranit Patil100% (5)
- B300 Plummer BlocksDocument12 pagesB300 Plummer BlocksBudy AndikaNo ratings yet
- Hoist CapacityDocument10 pagesHoist CapacityDheeraj ThakurNo ratings yet
- Industrial and Commercial Horizontal Slide Gates: Standard Specification ForDocument5 pagesIndustrial and Commercial Horizontal Slide Gates: Standard Specification ForJ MrNo ratings yet
- Case Study DJJ50203 Q & ADocument5 pagesCase Study DJJ50203 Q & AUncle WayneNo ratings yet
- 72-30-00 Compressor Section - Maintenance Practices - (Revision 17 Dated 9-1-2014) PDFDocument38 pages72-30-00 Compressor Section - Maintenance Practices - (Revision 17 Dated 9-1-2014) PDFАндрей ДрагуновNo ratings yet
- Double-Row Tapered Roller Bearings - OutwardDocument4 pagesDouble-Row Tapered Roller Bearings - OutwardJayminNo ratings yet
- Split Plummer Block Housings SNS: Mounting ManualDocument56 pagesSplit Plummer Block Housings SNS: Mounting ManualEdwin Antonio Zavala CardenasNo ratings yet
- Thrust BearingDocument8 pagesThrust Bearingsonu_saurabh100% (1)
- SCIE - Design Optimization of Rolling Element Bearings Using Advanced Optimization TechniqueDocument18 pagesSCIE - Design Optimization of Rolling Element Bearings Using Advanced Optimization TechniqueRushi TutorNo ratings yet
- Tapered roller bearing dimensions, load ratings and speedsDocument13 pagesTapered roller bearing dimensions, load ratings and speedsHector SotoNo ratings yet
- SKF Insocoat 2017 BrochureDocument5 pagesSKF Insocoat 2017 BrochureHector MaldonadoNo ratings yet
- Shaft Details For INCH Lock NutsDocument4 pagesShaft Details For INCH Lock NutsKOMATSU SHOVELNo ratings yet
- MM Standard ConfigurationDocument156 pagesMM Standard ConfigurationSUBHOJIT BANERJEENo ratings yet
- ISO 10816 Vibration Severity LevelsDocument7 pagesISO 10816 Vibration Severity Levelsgsaiprasath100% (2)
- SKF Solutions For Industrial FansDocument20 pagesSKF Solutions For Industrial FansLL100% (1)
- Bearings ShaftsDocument74 pagesBearings ShaftsCik MinnNo ratings yet
- FagDocument198 pagesFagHamza NoumanNo ratings yet
- GGDocument65 pagesGGFernando RomoNo ratings yet
- Sparepart hộp số sew fh87Document5 pagesSparepart hộp số sew fh87minhlykgNo ratings yet
- Dismantle, Assemble Drive ShaftDocument3 pagesDismantle, Assemble Drive ShaftAhmad EdyNo ratings yet
- FAG-V Spherical Roller Bearings VibratingDocument4 pagesFAG-V Spherical Roller Bearings VibratingVishnu Sathya100% (1)
- SKF SNH Housings CatalogueDocument36 pagesSKF SNH Housings CatalogueSandesh SoniNo ratings yet
- A1000 CatalogDocument238 pagesA1000 Catalogmortensen5No ratings yet
- Tpi 64 de en PDFDocument140 pagesTpi 64 de en PDFjjcadena2000No ratings yet
- CTRBDocument98 pagesCTRBAlok AmanNo ratings yet