Document Number: 1022762
TWIN DISC
INCORPORATED
Power
Take-off
Model:
SP-111 Series
SPE-111 Series
SP-211 Series
SPE-211 Series
SP-311 Series
RFD-111 Series
RFD-211 Series
Service
Manual
NOTICE
Twi n Di sc, Incorporated makes no warranty or guaranty of
any kind, expressed, implied or otherwise, with regard to the
information contained within this manual. Twin Disc, Incorporated
has developed this manual through research and testing of the
information contained therein. Twin Disc, Incorporated assumes
no responsibility for any errors that may appear in this manual
and shall not be liable under any circumstances for incidental,
consequential or punitive damages in connection with, or arising
out of, the use of this manual. The information contained within
this manual is subject to change without notice.
Power Take-off Service Manual #1022762
Document Number
1022762 Rev. A
Issued
February, 2009
Power Take-off
Service Manual
Power Take-off Service Manual #1022762
REVISION AND REISSUE DATA
Issued June, 2007
Revision A February, 2009
BEFORE YOU START
This manual replaces:
#1015591 for use with model SP111HP Series,
#1015850 for use with model RB11PM Series,
#1015994 for use with model SP111OP Series,
#1015995 for use with model SP111P Series,
#1015996 for use with model SP211HP Series,
#1015997 for use with model SP211OP Series,
#1016065 for use with model SPE111HP Series,
#1016067 for use with model SPE211HP Series,
#1016068 for use with model SP211OP Series,
#1016070 for use with model SP311P Series, and
#1019021 for use with model RFD111 & RFD211 Series (Does not
replace 1019021 for RFD 110 Series)
LIMITED TWIN DISC GENERAL WARRANTY,
LIMITATIONS OF REMEDIES AND LIMITATION OF OTHER WARRANTIES
A. Twin Disc, Incorporated warrants all assembled products and parts (except component products or parts on which written
warranties are issued by the respective manufacturers thereof and are furnished to the original customer, as to which Twin
Disc, Incorporated makes no warranty and assumes no liability) against defective materials or workmanship. For products
and parts other than Rockford power take-offs, such warranty shall extend for a period of twenty-four (24) months from the
date of original shipment by Twin Disc, Incorporated to the original customer, but not to exceed twelve (12) months of
service or two thousand (2,000) hours of service, whichever occurs first. This is the only warranty made by Twin Disc,
Incorporated and is in lieu of any and all other warranties, express or implied, including the warranties of
merchantability and fitness for a particular purpose and no other warranties are implied or intended to be given by
Twin Disc, Incorporated.
The original customer does not rely upon any tests or inspections by Twin Disc, Incorporated or on Twin Disc,
Incorporated's application engineering.
B. In consideration of the Limited Twin Disc General Warranty (hereafter called warranty) and price Twin Disc,
Incorporated charges (which reflects Twin Disc, Incorporated's limited liability), the exclusive remedy provided by
Twin Disc, Incorporated whether arising out of warranty within the applicable warranty period as specified, or
otherwise (including tort liability), shall at the sole option of Twin Disc, Incorporated be either the repair or
replacement of any Twin Disc, Incorporated part or product found by Twin Disc, Incorporated to be defective (or
equivalent credit). Under no circumstances, including a failure of the exclusive remedy, shall Twin Disc,
Incorporated be liable for economic loss, consequential, punitive or incidental damages. The above warranty and
remedy are subject to the following terms and conditions:
1. Complete parts or products upon request must be returned transportation prepaid and also the claims submitted to
Twin Disc, Incorporated within sixty (60) days after completion of the in warranty repair.
2. The warranty is void if, in the opinion of Twin Disc, Incorporated, the failure of the part or product resulted from
abuse, neglect, improper maintenance or accident.
3. The warranty is void if any modifications are made to any product or part without the prior written consent of Twin
Disc, Incorporated.
4. The warranty is void unless the product or part is properly transported, stored and cared for from the date of shipment
to the date placed in service.
5. The warranty is void unless the product or part is properly installed and maintained within the rated capacity of the
product or part with installations properly engineered and in accordance with the practices, methods and instructions
approved or provided by Twin Disc, Incorporated.
6. The warranty is void unless all required replacement parts or products are of Twin Disc origin or are Twin Disc
authorized replacement parts, and otherwise identical with components of the original equipment. Replacement parts
or products not of Twin Disc origin are not warranted by Twin Disc, Incorporated.
C. As consideration for this warranty, the original customer and subsequent purchaser agree to indemnify and hold Twin Disc,
Incorporated harmless from and against all and any loss, liability, damages or expenses for injury to persons or property,
including without limitation, the original customer's and subsequent purchaser's employees and property, due to their acts or
omissions or the acts or omissions of their agents, and employees in the installation, transportation, maintenance, use and
operation of said equipment.
D. Only a Twin Disc, Incorporated authorized factory representative shall have authority to assume any cost or expense in the
service, repair or replacement of any part or product within the warranty period, except when such cost or expense is
authorized in advance in writing by Twin Disc, Incorporated.
E. Twin Disc, Incorporated reserves the right to improve the product through changes in design or materials without being
obligated to incorporate such changes in products of prior manufacture. The original customer and subsequent purchasers
will not use any such changes as evidence of insufficiency or inadequacy of prior designs or materials.
F. If failure occurs within the warranty period, and constitutes a breach of warranty, repair or replacement parts will be
furnished on a no charge basis and these parts will be covered by the remainder of the unexpired warranty which remains in
effect on the complete unit.
*Note The Above constitutes the basic Twin Disc, Incorporated General Limited Warranty and may be supplemented by additional published
warranty terms dependent upon the product involved. Supplementary warranty terms are available upon request.
December 14, 2007 TDWP0001 rev 2008
Power Take-off Service Manual #1022762
Notes
7
Twin Disc, Incorporated Table of Contents
Power Take-Off Service Manual #1022762
Table of Contents
Introduction ........................................................... 11
General Information ............................................................................. 11
Replacement Parts ..............................................................................12
Preventive Maintenance/Troubleshooting .........................................13
Safety ....................................................................................................14
Sources of Service Information ..........................................................15
Warranty ...............................................................................................16
Description and Specifcations ...........................17
General Information .............................................................................17
Finding the Twin Disc Power Take-Off Model and Serial Number ... 18
Identifying the Twin Disc Power Take-off From Its Model Number . 19
Twin Disc Power Take-Off Reference Listing ....................................20
Twin Disc Power Take-Off Reference Listing (continued) ................. 21
Twin Disc Power Take-Off Reference Listing (continued) ................. 22
Twin Disc Power Take-Off Reference Listing (continued) ................. 23
Identifying the SAE Housing Size ......................................................24
Specifcations ......................................................................................25
Twin Disc PTO Support Plate Specifcations ....................................31
Wear Limits ...........................................................................................32
Torque Values for Fasteners ...............................................................36
Installation .............................................................39
Installation Tips ....................................................................................39
Prior to Installation (Ref: SAE J1033 and J617) ................................44
Drive Ring Installation .........................................................................48
Ball-Type Pilot Bearing Installation ....................................................49
Roller-Type Pilot Bearing Installation ................................................50
PTO Installation to Engine or Driving Member .................................52
Hand Lever Position for Twin Disc Power Take-Offs ........................ 54
Model SPE111 and SPE211 Arm Adjustment Procedure .................. 55
Position and Measure Alignment of the Sheave ...............................56
Allowable Side Loads ..........................................................................57
Alignment - U-Joint-Type Installation ................................................76
Setting Up Air Engagement on Twin Disc Power Take Offs ............. 78
8
Twin Disc, Incorporated
Table of Contents
Power Take-Off Service Manual #1022762
Operation ...............................................................81
General Information .............................................................................81
Clutch Engagement Procedure ..........................................................83
Maintenance ..........................................................85
Maintenance Tips .................................................................................85
Lubrication ...........................................................................................88
Clutch Adjustment ...............................................................................91
Friction Plate Replacement .................................................................93
Field Adjustment - Tapered Roller Bearing End Play (side-loaded
pto applications) .............................................................................94
Field Adjustment - Tapered Roller Bearing End Play (in-line pto ap-
plications) ........................................................................................95
Disassembly..........................................................97
Power Take-Off Removal From The Engine ......................................98
Torsion Control Spring Removal (model RB211 only) ..................... 99
Clutch/Drive Spider Removal ...........................................................100
Clutch Disassembly ...........................................................................102
Bronze Collar Disassembly .............................................................102
Ball Bearing Collar Disassembly ......................................................102
Remove the Operating Shaft and Throwout Yoke .......................... 104
Clutch Shaft and Housing Disassembly - Confguration A ............ 106
Clutch Shaft and Housing Disassembly - Confguration B............ 107
Clutch Shaft and Housing Disassembly - Confguration C............ 109
Clutch Shaft and Housing Disassembly - Confguration D............ 111
Clutch Shaft and Housing Disassembly - Confguration E ............ 113
Clutch Shaft and Housing Disassembly - Confguration F ............ 115
Clutch Shaft and Housing Disassembly - Confguration G ........... 117
9
Twin Disc, Incorporated Table of Contents
Power Take-Off Service Manual #1022762
Cleaning and Inspection .................................... 119
Cleaning and Inspection ................................................................... 119
Assembly.............................................................123
Clutch Assembly ................................................................................124
Clutch Shaft and Housing Assembly - Confguration A ................. 136
Clutch Shaft and Housing Assembly - Confguration B ................. 143
Clutch Shaft and Housing Assembly - Confguration C ................. 147
Clutch Shaft and Housing Assembly - Confgurations D, E & F ... 157
Clutch Shaft and Housing Assembly - Confguration G ................ 170
Install the Operating Shaft and Throwout Yoke. .............................175
PTO Final Assembly ..........................................................................176
Illustrations .........................................................183
List of Illustrations .............................................................................183
Parts Identifcation List - SP111, SPE111, SP211, SPE211, SP311,
RFD111, RFD211, RB111, RB211 and RB11PM Series ............... 184
Parts Identifcation List - SP111, SPE111, SP211, SPE211, SP311,
RFD111, RFD211, RB111, RB211 and RB11PM Series ................ 185
Exploded View (SP111 and SP211 Series Clutches) ..................... 186
Exploded View (SP111C016 and SP211C022 Clutches) ............... 187
Exploded View (Confguration A) .....................................................188
Exploded View (Confguration B) .....................................................189
Exploded View (Confguration C) .....................................................190
Exploded View (Confguration D) .....................................................191
Exploded View (Confguration E) .....................................................192
Exploded View (Confguration F) .....................................................193
Exploded View (Confguration G) .....................................................194
Exploded View (SPE111 and SPE211 Series Throwout Mechanism) .. 195
10
Twin Disc, Incorporated
Table of Contents
Power Take-Off Service Manual #1022762
Engineering Drawings ........................................197
SP111P203 Sheet 2 of 2 .....................................................................199
SP111P204 Sheet 2 of 2 (Typical Confguration A) .........................200
SP111P206 Sheet 2 of 2 (Typical Confguration B) .........................201
SP111P325 Sheet 2 of 2 .....................................................................202
SP211P101 Sheet 2 of 2 .....................................................................203
SP211P203 Sheet 2 of 2 .....................................................................204
SP211P204 Sheet 2 of 2 (Typical Confguration C) .........................205
SP211P205 Sheet 2 of 2 .....................................................................206
SPE211P213 Sheet 2 of 2 ..................................................................207
SP211P225 Sheet 2 of 2 .....................................................................208
SP311P101 Sheet 2 of 2 (Typical Confguration D) .........................209
SP311P301 Sheet 2 of 2 (Typical Confguration E) .........................210
SP311P306 Sheet 2 of 2 (Typical Confguration F) ......................... 211
SP111C016 Sheet 2 of 2 .....................................................................212
SPE211C015 Sheet 2 of 2 ..................................................................213
RB111P101 Sheet 2 of 2 ....................................................................214
RB211P201 Sheet 2 of 2 ....................................................................215
XA7518 (Typical Confguration G) ....................................................216
11
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Introduction
General Information
This publication provides the information necessary for the operation and
maintenance of the Twin Disc, Incorporated equipment specifed on the cover
of this manual. Specifc engineering details and performance characteristics
can be obtained from the Product Service Department of Twin Disc,
Incorporated, Racine, Wisconsin, USA.
Operation and maintenance personnel responsible for this equipment should
have this manual at their disposal and be familiar with its contents. Applying
t he information in the manual will result in consistent performance from the
unit and help reduce downtime.
12
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Replacement Parts
Parts Lists
See the engineering assembly drawings in Engineering Drawings and parts
identifcation and exploded views in the Illustration section to facilitate
ordering spare or replacement parts.
Ordering Parts
All replacement parts or products (including hoses and fttings) must be
of Twin Disc origin or equal, and otherwise identical with components
of the original equipment. Use of any other parts or products will void
the warranty and may result in malfunction or accident, causing injury
to personnel and /or serious damage to the equipment.
Renewal parts and service parts kits may be obtained from any authorized
Twin Disc distributor or service dealer.
Parts Shipment
Furnish the complete shipping information and postal address. All parts
shipments made from the factory will be FOB factory location, USA. State
specifcally whether the parts are to be shipped by freight, express, etc. If
shipping instructions are not specifed, the equipment will be shipped the
best way, considering time and expense. Twin Disc, Incorporated will not
be responsible for any charges incurred by this procedure.
Twin Disc, Incorporated having stipulated the bill of material number on
the units nameplate absolves itself of any responsibility resulting from any
external, internal or installation changes made in the feld without the express
written approval of Twin Disc. All returned parts, new or old, emanating from
any of the above-stated changes will not be accepted for credit. Furthermore,
any equipment which has been subjected to such changes will not be covered
by a Twin Disc warranty.
13
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Preventive Maintenance/Troubleshooting
Frequent reference to the information provided in this manual regarding daily
operation and limitations of this equipment will assist in obtaining trouble-free
operation. Schedules are provided for the recommended maintenance of
the equipment and, if observed, minimum repairs (aside from normal wear)
will result.
In the event a malfunction does occur, a troubleshooting table is provided to
help identify the problem area and lists information that will help determine
the extent of the repairs necessary to get a unit back into operation.
Lifting Bolt Holes
Most Twin Disc products have provisions for attaching lifting bolts. The holes
provided are always of adequate size and number to safely lift the Twin Disc
product.
These lifting points must not be used to lift the complete power unit.
Lifting excessive loads at these points could cause failure at the lift
point (or points) and result in damage or personal injury.
Select lifting eyebolts to obtain maximum thread engagement with bolt
shoulder tight against housing. Bolts should be near but should not
contact bottom of bolt hole.
14
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Safety
General
Safe practices must be employed by all personnel operating and servicing
this unit. Twin Disc, Incorporated will not be responsible for personal injury
resulting from careless use of hand tools, lifting equipment, power tools, or
unaccepted maintenance/operating practices.
Important Safety Notice
Because of the possible danger to person(s) or property from accidents
which may result from the use of manufactured products, it is important that
correct procedures be followed. Products must be used in accordance with
the engineering information specifed. Proper installation, maintenance,
and operation procedures must be observed. Inspection should be made
as necessary to assure safe operations under prevailing conditions. Proper
guards and other suitable safety codes should be provided. These devices
are neither provided by Twin Disc, Incorporated nor are they the responsibility
of Twin Disc, Incorporated.
15
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Sources of Service Information
Each series of manuals issued by Twin Disc, Incorporated is current at the
time of printing. When required, changes are made to refect advancing
technology and improvements in state-of-the-art.
Individual product service bulletins are issued to provide the feld with
immediate notice of new service information.
For the latest service information on Twin Disc products, contact any Twin
Disc distributor, or contact the Product Service Department, Twin Disc,
Incorporated, Racine, Wisconsin 53405-3698, USA by e-mail at service@
twindisc.com.
Contact information for Authorized Twin Disc Distributors and Service Dealers
can be found on the Twin Disc Web site at: http://www.twindisc.com.
16
Twin Disc, Incorporated Introduction
Power Take-off Service Manual #1022762
Warranty
Equipment for which this manual was written has a limited warranty. For
details of the warranty, refer to the warranty statement at the front of this
manual.
17
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Description and Specifcations
General Information
The SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211 Series
Twin Disc Power Take-Offs are engine-mounted power take-offs that use
cast iron one-piece or two-piece housings and contain an integral clutch 11
1/2 inches in diameter. The engine drives the clutch through a drive ring that
is bolted to the engine fywheel and connected to the clutch through internal
teeth that mesh with external teeth on the clutch friction plate(s). Clutch
engagement and disengagement for most units is accomplished by use
of the external hand lever assembly. Some units may use other actuation
methods.
The RB111, RB211 and RB11PM Series Twin Disc Power Take-Offs are
engine-mounted power take-offs that use cast iron one-piece or two-piece
housings and contain a drive spider or torsional spring coupling mounted on
the input end of the drive shaft. Model RB units are direct drive units; they
contain no clutch. The engine drives the drive spider through a drive ring that
is bolted to the engine fywheel and connected to the drive spider through
internal teeth that mesh with rubber blocks mounted on external teeth of the
drive spider. Torsional spring couplings are bolted directly to the fywheel.
RB11PM units have a pump mount at the rear of the main housing.
Main bearings are lubricated and cooled with oil or grease, depending upon
the design specifcations. Most units use pilot bearings that are pre-lubricated
and sealed for life, although some may require periodic relubrication. Those
that require periodic relubrication are lubricated through a grease ftting
located in the output end or side of the clutch shaft.
SPE models are designed with release mechanism features and a positive
clearance mechanism to provide extended service and limited attendance
advantages.
18
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Finding the Twin Disc Power Take-Off Model and Serial Number
The nameplate identifes the model, bill of material (BOM) and the serial
number of the unit. These numbers are necessary to identify the correct
parts for your Power Take-Off.
BOM No.
S/N
Model No.
Information and
instructions
specifc to each
individual PTO.
Figure 1. Representative Instruction Plate
19
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Identifying the Twin Disc Power Take-off From Its Model Number
Typical Model Identifcation Number: SP-111HP-3
SP 1 11 HP - 3
A B C D E
{{{{{
A. Indicates the type of clutch.
SP = Counter balanced, toggle action overcenter clutch
SPE = SP model for extended service
RFD = Rockford design with combination Twin Disc and Rockford
design components
RB = Rubber block drive
B. Indicates the number of friction plates in the clutch.
1 = 1 clutch friction plate, or
(RB 111 & RB11PM Series only, 1 drive spider)
2 = 2 clutch friction plates, or
(RB 211 Series only, 1 torsional spring coupling)
3 = 3 clutch friction plates
C. Indicates the nominal size of the clutch friction plates (inches).
11 = 11.5 diameter (nominal), measured just inside the root of the
teeth
(RB units) = diameter (nominal) of the drive spider or torsional spring
coupling
D. Indicates the housing design.
P = standard (grease lubricated main bearings)
HP = Heavy Duty (grease lubricated main bearings)
OP = oil lubricated main bearings
IL = main bearings for in-line duty only
E. Indicates the S.A.E. housing size.
1 = SAE # 1 housing
2 = SAE # 2 housing
3 = SAE # 3 housing
20
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Twin Disc Power Take-Off Reference Listing
The Twin Disc Power Take-Off Reference Listing on the following pages refers
to various basic design confguration designations used for the main bearing
housing. These designations are used primarily to simplify explanation of the
disassembly and assembly procedures in this manual. The following chart
provides a general description of the basic features of each confguration and
also provides general information regarding each Twin Disc Power Take-Off.
However, always refer to a current BOM for your specifc power take-off to
insure that the most up-to-date information is being used.
A B C D E F G
Main Housing and Bearing Carrier
1-piece X X
2-piece (Separate Items) X X X X X
Assembly of Main Bearings
From opposite ends of shaft X X X X X
Both from same end of shaft X X
Retention of Main Bearing(s)
Retained by bearing retainer X X X X X
Retained by lock nut X
Retained by snap rings X
Bearing Retainer
Threaded X X
Bolted X X X
Neither or none X X
Retention of Bearing Retainer
Retained by lock tab X X
Retained by bolts X X X
Retained by snap ring(s) X
Also a rear bearing retainer X
Main Bearing Adjustment
Rotate bearing retainer X X
Shims X X
No adjustment X X X
Oil Seals in Housing or Brg. Carrier X X X
Wear Sleeve(s) on Shaft X
Pump Drive Output X
Confguration
Feature
21
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Twin Disc Power Take-Off Reference Listing (continued)
G
r
e
a
s
e
O
i
l
B
r
o
n
z
e
B
a
l
l
C
a
s
t
I
r
o
n
N
o
d
u
l
a
r
Main Bearing
Lubrication
Throwout
Collar Type
Pilot Bearing
Type
Drive Ring
Type
Main Bearing
Housing
Configuration
B
a
l
l
R
o
l
l
e
r
Facing
Type
S
p
l
i
t
S
o
l
i
d
SP111HP1 SP111P101 x x X X X A
SP111HP1 SP111P102 X X X X A
SP111HP1 SP111P103 X X X X X A
SP111HP1 SP111P104 X X X X A
SP111HP1 SP111P106 X X X X X A
SP111HP1 SP111P107 X X X X X A
SP111HP2 SP111P201 X X X X X A
SP111HP2 SP111P202 X X X X A
SP111HP2 SP111P203 X X X A
SP111HP2 SP111P204 X X X X A
SP111P2 SP111P205 X X X X X A
SP111P2 SP111P206 X not used X X B
SP111P2 SP111P207 X X X X X A
SP111P2 SP111P208 X X X X X A
SP111P2 SP111P210 X X X X X A
SP111P2 SP111P211 X X X X X A
SP111HP2 SP111P212 X X X X X A
SP111HP3 SP111P301 X X X X X A
SP111HP3 SP111P303 X X X X X A
SP111P3 SP111P304 X X X X X A
SP111HP3 SP111P305 X X X X X A
SP111HP3 SP111P306 X X X X X A
SP111HP3 SP111P307 X X X X X A
SP111P3 SP111P309 X X X X X A
SP111P3 SP111P310 X X X X X A
SP111HP3 SP111P312 X X X X X A
SP111HP3 SP111P314 X X X X X A
SP111HP3 SP111P315 X X X X X A
SP111HP3 SP111P319 X X X X X A
SP111HP3 SP111P321 X X X X X A
SP111HP3 SP111P322 X X X X X A
SP111HP3 SP111P323 X X X X X A
SPE111HP3 SP111P325 X spcl spcl X X X A
SP111HP3 SP111P326 X X X X X A
SP111HP3 SP111P328 X X X X X A
SP111HP3 SP111P330 X X X X X A
SP111HP3 SP111P331 X X X X X A
SP111HP3 SP111P332 X X X X X A
SP111HP3 SP111P333 X X X X X A
SP111HP3 SP111P334 X X X X X A
SP111HP3 SP111P335 X X X X X A
SP111HP3 SP111P336 X X X X A
S
u
p
p
o
r
t
P
l
a
t
e
R
e
q
d
Model
Number
BOM
22
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Twin Disc Power Take-Off Reference Listing (continued)
G
r
e
a
s
e
O
i
l
B
r
o
n
z
e
B
a
l
l
C
a
s
t
I
r
o
n
N
o
d
u
l
a
r
Main Bearing
Lubrication
Throwout
Collar Type
Pilot Bearing
Type
Drive Ring
Type
Main Bearing
Housing
Configuration
B
a
l
l
R
o
l
l
e
r
Facing
Type
S
p
l
i
t
S
o
l
i
d
S
u
p
p
o
r
t
P
l
a
t
e
R
e
q
d
SP211HP1 SP211P101 X X X X X A
SP211HP1 SP211P102 X X X X A
SP211HP2 SP211P201 X X X X X A
SP211HP2 SP211P202 X X X X A
SP211HP2 SP211P203 X X X X X A
SP211OP2 SP211P204 X X X X X X C
SP211P2 SP211P205 X X not used X X B
SP211HP2 SP211P206 X X X X X A
SP211OP2 SP211P207 X X X X X X C
SP211OP2 SP211P209 X X X X X X C
SPE211HP2 SP211P213 X spcl spcl X X X X A
SP211HP2 SP211P216 X X X X X A
SPE211HP2 SP211P220 X spcl spcl X X X X A
SP211P2 SP211P221 X X not used X B
SP211HP2 SP211P224 X X X X X A
SP211P2 SP211P225 X X not used X X B
SP211OP2 SP211P226 X X X X X X C
SP211HP2 SP211P227 X X X X X A
SP211HP3 SP211P301 X X X X X A
SP211HP3 SP211P302 X X X X X A
SP211HP3 SP211P304 X X X X X A
SP211HP3 SP211P305 X X X X X A
SP211HP3 SP211P306 X X X X X A
SP211HP3 SP211P307 X X X X X A
SP211HP3 SP211P309 X X X X X A
SP211HP3 SP211P312 X X X X X A
SP211HP3 SP211P314 X X X X X A
SP211HP3 SP211P315 X X X X X A
SP211HP3 SP211P316 X X X X A
SP211HP3 SP211P317 X X X X A
SP211HP3 SP211P318 X X X X X A
SP211HP3 SP211P319 X X X X X A
SP211HP3 SP211P320 X X X X X A
SP211HP3 SP211P321 X X X X X A
SP211HP3 SP211P322 X X X X X A
SP311IL1 SP311P101 X X not used X X X D
SP311P2 SP311P201 X X X X X X E
SP311P3 SP311P301 X X X X X X E
SP311P3 SP311P303 X X X X X X E
SP311P3 SP311P304 X X X X X X E
SP311P3 SP311P305 X X X X X E
SP311OP3 SP311P306 X X X X X X F
Model
Number
BOM
23
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Twin Disc Power Take-Off Reference Listing (continued)
G
r
e
a
s
e
O
i
l
B
r
o
n
z
e
B
a
l
l
C
a
s
t
I
r
o
n
N
o
d
u
l
a
r
Main Bearing
Lubrication
Throwout
Collar Type
Pilot Bearing
Type
Drive Ring Type
Main Bearing
Housing
Confguration
B
a
l
l
R
o
l
l
e
r
Facing
Type
S
p
l
i
t
S
o
l
i
d
S
u
p
p
o
r
t
P
l
a
t
e
R
e
q
d
Model
Number
BOM
RFD211P2 TR411127 X X X X X A
RFD211P2 TR411127A X X X X X A
RFD211P2 TR411127B X X X X A
RFD111HP3 TR434510 X X X X X A
RFD111HP3 TR434510A X X X X X A
RFD111HP3 TR434510B X X X X A
RFD111HP3 TR434510C X X X X X A
RFD211P3 TR434845 X X X X X A
RFD211P3 TR434845A X X X X X A
RFD211P3 TR434845B X X X X A
G
r
e
a
s
e
O
i
l
B
r
o
n
z
e
B
a
l
l
C
a
s
t
I
r
o
n
A
l
u
m
i
n
u
m
Main Bearing
Lubrication
Throwout
Collar Type
Pilot Bearing
Type
Drive Ring Type
Main Bearing
Housing
Confguration
B
a
l
l
R
o
l
l
e
r
Facing
Type
S
p
l
i
t
S
o
l
i
d
S
u
p
p
o
r
t
P
l
a
t
e
R
e
q
d
Model
Number
BOM
N
o
d
u
l
a
r
RB111P1 RB111P101 X not used X X not used A
RB111P3 RB111P301 X not used X X not used A
RB111P3 RB111P302 X not used X X not used A
RB211P2 RB211P201 X not used X not used not used A
RB11PM 38253 X not used X X not used G
24
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Identifying the SAE Housing Size
A
B
D
C
Table 1. SAE Housing Identifcation
1 511.18 20.125 552.4 21.75 530.22 20.875 12 12.29 .484
2 447.68 17.625 489.0 19.25 466.72 18.375 12 10.99 .433
3 409.58 16.125 450.8 17.75 428.62 16.875 12 10.99 .433
SAE
Housing
Size
A
Housing
Pilot Diameter
B
Housing
Flange O.D.
C
Bolt Circle
Diameter
D
Bolt Holes
Qty.
Dia.
mm. inches mm. inches mm. inches mm. inches
25
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Specifcations
Maximum Safe Operating Speeds for Twin Disc Power Take-offs
(Refer to BOM and Twin Disc Power Take-Off Reference Listing on
previous pages.)
Table 2. Maximum Safe Operating Speeds
PTO Model
Solid
Drive Plate(s)
Split
Drive Plate
Solid
Drive Plate(s)
Split
Drive Plate
SP111 Series Grease 2850 2200 3600 3200 n/a
SPE111 Series Grease 2850 2200 3600 3200 n/a
SP211 Series Grease 2850 2200 3500 3160 n/a
SPE211 Series Grease 2850 2200 3500 3160 n/a
SP211 Series Oil 2850 2200 3000 3000 n/a
SP311 Series Grease 2850 2200 3500 3160 n/a
SP311 Series Oil 2850 2200 3000 3000 n/a
RFD111 Series Grease 2800 2800 2800 2800 n/a
RFD211 Series Grease 2800 2800 2800 2800 n/a
RB111 Series Grease n/a n/a n/a n/a 3000
RB11PM Series Oil n/a n/a n/a n/a 3000
RB211 Series Grease 3000 (Does not use a Drive Ring)
Cast Iron Drive Ring Steel or Nodular Drive Ring
Aluminum
Drive Ring
26
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Pilot bearing position (If used)
(Refer to BOM and Twin Disc Power Take-Off Reference Listing on
previous pages.)
Ball-Type
The owner/operator is responsible for checking the fywheel to ensure that
the pilot bearing is installed on the shaft with suffcient clearance without
bottoming in the fywheel bore. The depth of the pilot bore from the fywheel
housing face to shoulder on the fywheel pilot fange is 100.07 mm. (3.94
in.).
Roller-Type
Table 3. Roller-Type Pilot Bearing Dimensions
SP111HP1 M2467 72mm. (2.83 in.) 30.07 mm. (1.184 in.) 0.5mm. (0.02 in.)
SPE111HP3 M2529 72mm. (2.83 in.) 30.07 mm. (1.184 in.) 0.5mm. (0.02 in.)
SPE211HP2 M2713 72mm. (2.83 in.) 30.07 mm. (1.184 in.) 0.5mm. (0.02 in.)
SP211OP2 M2713 72mm. (2.83 in.) 30.07 mm. (1.184 in.) 0.5mm. (0.02 in.)
Bearing Bearing O.D.
Bearing Nominal
Width (C)
(B)
+/- tolerance
27
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Tapered Roller Bearing End Play
Table 4. Recommended Bearing End Play
for Tapered Roller Bearings Used in Side-Loaded applications
SP111P Series .10 - .18 .004 - .007
SP111HP Series .10 - .18 .004 - .007
SP111OP Series .10 - .18 .004 - .007
RFD111HP Series .10 - .18 .004 - .007
SP211P Series .10 - .18 .004 - .007
SP211HP Series .10 - .18 .004 - .007
SPE211HP Series .10 - .18 .004 - .007
SP211OP Series .10 - .18 .004 - .007
RFD211P Series .10 - .18 .004 - .007
SP311P Series .15 - .25 .006 - .010
SP311OP Series .15 - .25 .006 - .010
SP311IL Series n/a (Ball Bearing) n/a (Ball Bearing)
RB111P Series .10 - .18 .004 - .007
RB211P Series .10 - .18 .004 - .007
RB11PM Series n/a (Ball Bearing) n/a (Ball Bearing)
Model Number mm.
Recommended End Play
inches
28
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Table 5. Recommended Bearing End Play
for Tapered Roller Bearings Used in In-Line applications
SP111P Series .10 - .18 .004 - .007
SP111HP Series .10 - .18 .004 - .007
SP111OP Series .10 - .18 .004 - .007
RFD111HP Series .10 - .18 .004 - .007
SP211P Series .18 - .23 .007 - .009
SP211HP Series .18 - .23 .007 - .009
SPE211HP Series .18 - .23 .007 - .009
SP211OP Series .18 - .23 .007 - .009
RFD211P Series .18 - .23 .007 - .009
SP311P Series .23 - .30 .009 - .012
SP311OP Series .23 - .30 .009 - .012
SP311IL Series n/a (Ball Bearing) n/a (Ball Bearing)
RB111P Series .10 - .18 .004 - .007
RB211P Series .18 - .23 .007 - .009
RB11PM Series n/a (Ball Bearing) n/a (Ball Bearing)
Model Number mm.
Recommended End Play
inches
29
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Engagement force on the operating shaft
Table 6. Torque at operating shaft to engage clutch
SP111 Series 144 -191 107 - 141
SPE111 Series 144 -191 107 - 141
RFD111 Series 144 -191 107 - 141
SP211 Series 181 - 240 133 - 177
SPE211 Series 181 - 240 133 - 177
RFD211 Series 181 - 240 133 - 177
SP311 Series 232 - 308 171 - 227
Model
Peak Torque on Operating Shaft
Nm Lb.-Ft.
Filling the Main Bearing Cavity during initial assembly.
(Refer to BOM and Twin Disc Power Take-Off Reference Listing on
previous pages.)
Grease Lubrication:
Hand-pack the bearings before assembly. Hand-packing requires that the
roller elements and bearing races be coated with grease. After assembly,
add grease through the grease ftting until grease escapes from the outboard
labyrinth seal all around the shaft. Do Not Overfll. Always rotate the shaft
while adding grease to the bearing cavity.
Oil Lubrication SP211OP and SPE211OP Series:
Fill with oil through the ftting at the top of the bearing carrier until the oil level
registers full on the oil level gauge.
Oil Lubrication SP311OP Series (BOM SP311P306, for example):
Oil is supplied through a hose connected to the (orifce) ftting at the top
of the bearing carrier. Oil is supplied whenever the engine is running. Oil
drains from the bearing carrier through a hose connected at the bottom of
the bearing carrier.
Oil Lubrication RB11PM Series:
Fill with oil through the oil fll cup until the oil level is at the bottom of the oil
level check plug.
30
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Filling the Main Bearing Cavity during periodic maintenance.
Refer to the information contained in the Maintenance section of this
manual.
PTO Defection
PTO defection due to loads imposed by the application should not exceed
0.254 mm (0.010 in.). Defection should be measured at the support plate
pilot with the dial indicator base mounted on a rigid part of the engine. See the
illustration in Installation Tips in the Installation section of this manual.
31
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Twin Disc PTO Support Plate Specifcations
Twin Disc, Inc. requires that a support plate be used with some SP211 and
SP311Series models.
G
B
(diameter)
(angle to
first hole)
D
(Holes)
E (Qty.)
F (dia.)
43.18 cm. (17.0 in.)
Shim to
within
.12 cm.
(.005 in.)
A
(diameter)
C
(radius)
Figure 2. Typical Support Plate Illustration
Table 7. Support Plate Dimensions
PTO
Model
A
Bore Dia.
+.127/.025mm
(+.005/+.001)
B
Bolt
Circle (Dia.)
C
Radius
D
Degree
E
Hole
Quantity
F
Hole
Diameter
G
Recommended
Thickness
SP211OP 45 8
12.70 mm.
(0.500 in.)
SP311P 30 6
12.70 mm.
(0.500 in.)
127.00 mm.
(5.00 in.)
225.43 mm.
(8.875 in.)
190.5 mm.
(7.50 in.)
SP311OP 30 6
17/32 in.
12.70 mm.
(0.500 in.)
165.86 mm.
(6.53 in.)
307.98 mm.
(12.125 in.)
273.05 mm.
(10.75 in.)
17/32 in.
17/32 in.
225.43 mm.
(8.875 in.)
190.5 mm.
(7.50 in.)
SP311IL 30 6
12.70 mm.
(0.500 in.)
17/32 in.
225.43 mm.
(8.875 in.)
190.5 mm.
(7.50 in.)
127.00 mm.
(5.00 in.)
127.00 mm.
(5.00 in.)
Note: One possible mounting method provides installation
ease. Use angle iron to couple the support plate to the
engine frame.
32
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Wear Limits
Table 8. Wear Limits - Housing/Bearing Carrier Bore Dimensions
(Refer to BOM for the Bearing Carrier/Housing Part Number used in your PTO)
8247 110.025 4.3317 n/a n/a 3
8251 110.025 4.3317 n/a n/a 3
8252 110.025 4.3317 n/a n/a 3
8252B 110.025 4.3317 n/a n/a 3
8252J 110.025 4.3317 n/a n/a 3
8506B 82.626 3.253 n/a n/a 6
9682 112.748 4.4385 n/a n/a 3
9682C 112.748 4.4385 n/a n/a 3
9682E 112.748 4.4385 n/a n/a 3
9682F 112.748 4.4385 n/a n/a 3
9700 112.748 4.4385 n/a n/a 3
9702 110.025 4.3317 n/a n/a 3
9703 110.025 4.3317 n/a n/a 3
9977A 112.748 4.4385 n/a n/a 3
9977C 112.748 4.4385 n/a n/a 3
A5195 152.425 6.0010 n/a n/a 1
A7547 136.710 5.3823 136.576 5.377 5
B5310 95.024 3.7411 127.051 5.002 7
B5470A 115.006 4.5278 n/a n/a 4
1016518 160.065 6.3017 160.065 6.3017 2
02004245 109.995 4.3305 n/a n/a 3
Housing
Part Number
Bearing Carrier
Part Number
Bore Dim. A
(Maximum)
mm.
inches
Illustration
Number
Bore Dim. B
(Maximum)
mm.
inches
33
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
1
A
B
A
A
A
B
3
4
5
2
A
7
B
6
A
A
Figure 3. Housing/Bearing Carrier Illustrations
34
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Table 9. Wear Limits - Shaft Dimensions
(Refer to BOM for the Clutch Shaft Part Number used in your PTO)
Shaft
Part
Number
Pilot Bearing
Journal (Min.)
mm. inches
Illus.
Number
Front & Rear
Seal Journals
(Min.)
mm. inches mm. inches mm. inches
Main Bearing
Journal Dim. A
(Min.)
Main Bearing
Journal Dim. B
(Min.)
A5188 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188A 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188AS 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188AZ 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BQ 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BR 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BU 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BW 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BX 24.999 0.9842 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BY 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A5188BZ 29.997 1.181 57.188 2.2515 57.188 2.2515 n/a n/a 1
A5188CA 29.997 1.181 57.188 2.2515 57.188 2.2515 n/a n/a 1
A5188CB 29.997 1.181 63.538 2.5015 63.541 2.5016 n/a n/a 1
A6691 29.997 1.181 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6691AC 29.997 1.181 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6691AU 34.999 1.3779 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6691AV 29.997 1.181 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6691AW 29.997 1.181 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6691D 29.997 1.181 66.713 2.6265 66.713 2.6265 n/a n/a 1
A6711 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A6711L 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A6711R 29.997 1.181 63.538 2.5015 63.538 2.5015 n/a n/a 1
A7551 not used 76.238 3.0015 71.478 2.8141 n/a n/a 2
A7552 not used 76.238 3.0015 71.478 2.8141 n/a n/a 2
B5027AP 29.997 1.181 95.301 3.752 95.301 3.752 n/a n/a 1
B5027AT not used 90.030 3.545 90.030 3.545 n/a n/a 4
B5027AU 29.997 1.181 95.301 3.752 95.301 3.752 n/a n/a 1
B5027AY 29.997 1.181 95.301 3.752 95.301 3.752 91.999 3.622 1
B5471B 29.997 1.181 70.025 2.7569 70.025 2.7569 66.650 2.624 3
B5964A 29.997 1.181 60.002 2.3623 n/a n/a n/a n/a 5
35
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
1
2
3
4
5
Main Bearing Journal B
Main Bearing Journal A
Pilot Bearing Journal
Main Bearing Journal B
Main Bearing Journal A
Main Bearing Journal B
Main Bearing Journal A
Pilot Bearing Journal
Rear Seal Journal
Front Seal Journal
Main Bearing Journal B
Main Bearing Journal A
Main Bearing Journal A
Pilot Bearing Journal
Figure 4. Clutch Shaft Illustrations
36
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Torque Values for Fasteners
Note: The tables below provide information for several different
types of fasteners: U.S. Standard Fine and Coarse
Thread Capscrews, Bolts, and Nuts; Metric Coarse
Thread Capscrews, Bolts, and Nuts; Tapered Pipe Plugs
(with thread lubricant); Straight Threaded Tube Fittings,
Hose Fittings, and O-ring Plugs. Be sure to use the
appropriate table to obtain the correct torque value.
Note: All threads and bearing face to be lubricated with light
oil flm prior to assembly.
Table 10. U.S. Standard Fine and Coarse Thread Capscrews, Bolts, and Nuts
37
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Table 11. Metric Coarse Thread Capscrews, Bolts, and Nuts
Table 12. Tapered Pipe Plugs (with thread lubricant)
38
Twin Disc, Incorporated Description and Specifcations
Power Take-off Service Manual #1022762
Table 13. Straight Threaded Tube Fittings, Hose Fittings, and O-ring Plugs
39
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Installation
Installation Tips
Tapered Roller Bearing Adjustment
1. Tapered roller bearing end play adjustment is different in SP211,
SP311, RFD211, RB111 and RB211 Series Power Take-Offs for side
load applications than it is for in-line applications. Insure that the
adjustment is correct for the application.
2. All SP111, SPE111, SP211, SPE211, SP311, RFD111, RFD211, RB111
and RB211 Series Power Take-Offs are manufactured at Twin Discs
factory with the tapered roller bearing end play adjusted for side-load
application.
3. Tests and controlled studies indicate that the tapered roller bearing
end play adjustment for SP111, SPE111, RFD111, RB111 and RB211
Series Power-Take-Offs does not need to be changed to use the PTO
for in-line applications. No readjustment is necessary.
4. Tapered roller bearing end play in SP211, SPE211, SP311, RFD111
and RFD211 Series Power Take-Offs used for in-line applications must
be adjusted to specifcations shown in Tapered Roller Bearing End
Play in the Description and Specifcations section of this manual.
a. For model SP211, SPE211, SP311, RFD211, RB111 and RB211
Series PTOs that are rebuilt or remanufactured: Adjust the
end play to proper specifcations for in-line applications at
the time of assembly. Follow instructions contained in the
Assembly section of this manual.
40
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
b. For SP211, SPE211, SP311 and RFD211 Series PTOs
manufactured in Twin Discs factory: Readjust the factory
end play setting prior to installation on the engine for in-line
applications. Most SP211, SPE211, SP311 and RFD211 Series
Power Take-Offs have a tag attached to the housing which
contains instructions that must be followed. Readjust the end
play setting as instructed.
Figure 5. Factory Instruction Tag for End Play Adjustment
Alignment
5. The flywheel and flywheel housing alignment must be within
specifications. Perform the measurements shown in Prior To
Installation in this Installation section.
6. Avoid excessive misalignment between the engine and PTO. Check
the following if abnormal wear of parts exists:
a. Excessive loads tend to defect parts to which PTOs are
mounted. A dial indicator can be mounted on a rigid part of
the engine or independently on the foundation to determine
defection under actual operating conditions. See Support
Plate, Belt or chain tension/Allowable Side Load Pulls and
Defection Caused by Side Load Pulls in this Installation
section and information contained in the Description and
Specifcations section regarding these issues
b. Readings taken before the drive is installed with the engine
standing still and when under operating conditions (with the
engine off and all belts, chains, driveshafts and/or support plates
attached and secured with bolts torqued to specifcations) will
indicate the extent of defection. In no case should the defection
exceed 0.254 mm. (0.010 in.) (T.I.R.) at the bearing carrier.
Note: The dial indicator should never be applied with the engine
running. This is unsafe and could result in damage to
the dial indicator.
41
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
7. In a u-joint-type installation, to realize the longest possible life of
the power take-off bearings, the best possible alignment must be
maintained between the center line of the power take-off shaft and
the center line of the driven unit shaft. See information contained in
Alignment-U-Joint-Type Installation in this Installation section.
8. In side-load installations, alignment between the driveR and driveN
pulleys must be carefully established and maintained. See Position
and Measure Alignment of the Sheave in this Installation section.
Drive Ring
9. The drive ring must be properly installed. See information in Drive
Ring Installation in this Installation section.
Pilot Bearings
10. Ball-type pilot bearings and Roller-type pilot bearings must be installed
properly. See Ball-Type Pilot Bearing Installation or Roller-Type
Pilot Bearing Installation in this Installation section.
Support Plate
11. When mounting the engine and Power Take Off in the machine, a
customer-supplied support plate may be required to support the output
end of the pto housing. See the information about customer-supplied
support plates and Twin Disc PTO Support Plate Specifcations
contained in the Description and Specifications section of this
manual.
Failure to follow this requirement may result in damage to the power
take off or the engine fywheel housing.
Belt or chain tension/Allowable Side Load Pulls
12. Avoid excessive tightening of belts or chains. See the Allowable Side
Load tables in this Installation section.
13. Avoid excessively loose belts or chains. Belt tension or chain
adjustment that is below specifcations can cause belt/chain whip
during operation, resulting in bearing failure and shortened power
take-off service life.
42
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Defection Caused by Side Load Pulls
14. Power Take-Off defection due to loads imposed by the application
should not exceed specifed limits shown in PTO Defection in the
Description and Specifcations section. Defection should be measured
at the support plate location on the power take-off (or main bearing
area of the housing if no support plate is used).
Figure 6. Determining Defection While Applying Side Loads
The dial indicator should not be applied while the unit is operating. This
could result in damage to the dial indicator.
Lubrication
15. Verify that the PTO is properly lubricated prior to starting the
engine.
a. The throwout collar is lubricated by grease through a grease
ftting on the outside of the main housing.
b. SP211OP, SP311OP and RB11PM Series main bearings are
lubricated by oil contained in the main bearing cavity.
43
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
c. All other SP111, SPE111, SP211, SPE211, SP311, RFD111,
RFD211, RB111 and RB211 Series main bearings are lubricated
by grease through a grease ftting in the housing or bearing
carrier.
d. The sealed-for-life pilot bearing should not be lubricated during
service.
e. Pilot bearings designed for periodic lubrication must be
greased. See Lubrication in the Maintenance section for more
information. Improper lubrication will result in premature failure
of components. DO NOT OVERGREASE!
Refer to the Twin Disc Power Take-Off Reference Listing and Filling
the Main Bearing Cavity in the Description and Specifcations section,
Lubrication in the Maintenance section and Engineering Drawings near
the back of this manual.
Clutch Adjustment
16. Verify that the clutch is adjusted according to the procedure outlined
in Clutch Adjustment in the Maintenance section. Failure to do so
will result in premature clutch wear and failure.
Note: Twin Disc will not be responsible for any damage or injury
resulting from improper adjustment and/or lubrication.
This includes any accessory drives and loads.
Hand Lever Position
17. Proper hand lever position is required to obtain long service life
of the throwout bearing. See Hand Lever Position for Twin Disc
Power Take-Offs and Model SPE211 and SPE311 Arm Adjustment
Procedure in this Installation section.
Air Engagement Mechanisms
18. Air engagement mechanisms must be installed and adjusted properly
for proper clutch actuation and long service life of the PTO. No preload
on the throwout bearing can exist either in the fully-engaged or fully-
released positions, and the air mechanism must be engineered and
installed to provide proper engagement force and stroke to properly
engage and disengage the clutch. See Setting Up Air Engagement
on Twin Disc Power Take-Offs in this Installation section.
44
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Prior to Installation (Ref: SAE J1033 and J617)
Refer to Identifying the SAE Housing Size in the Description
and Specifcations section of this manual.
Most Twin Disc products mount directly onto the fywheel of the engine.
Flywheel-to-driven component interference is possible due to mismatch
of components or other reasons. Therefore, engine crankshaft endplay
as well as fywheel alignment check must be made before the driven
component, the Power Take-Off, is installed.
After installation of the Power Take-Off, crankshaft end play should be
measured again. End play at the second measurement should be the
same as the frst. A difference in these two end play measurements
could be an indication of interference. Consequently, the Power Take-
Off should be removed and the source of interference found and
corrected.
Twin Disc will not be responsible for system damage caused by engine
to Twin Disc match-up regardless of the cause of interference. This
engine crankshaft end play check is considered mandatory.
Note: All measurements must be taken with the engine or
motor mounted on its supports after the fywheel and
housing have been thoroughly cleaned.
1. Measure and record the engine crankshaft or motor shaft endplay using
a dial indicator. Record this value, as it will be used later._______
45
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
2. Bolt the indicator to the fywheel so the indicator is perpendicular to
the fywheel housing face and the indicator stem rides on the fywheel
housing face.
Figure 7. Checking Flywheel Housing Face
3. Rotate the shaft through on entire revolution and note the runout. The
total indicator reading (T.I.R.) must not exceed:
SAE #1 Housing 0.30 mm. (0.012 in.)
SAE #2 Housing 0.28 mm. (0.011 in.)
SAE #3 Housing 0.25 mm. (0.010 in.)
Note: The fywheel and crankshaft of the engine must be held
against either the front or rear of the crankshaft thrust
bearing while the total indicator sweep (T.I.R.) is being
made.
4. Readjust the indicator so the stem rides on the pilot bore of the fywheel
housing face.
Figure 8. Checking Flywheel Housing Bore
46
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
5. Rotate the shaft through one entire revolution and note the runout.
The total indicator reading (T.I.R.) should not exceed:
SAE #1 Housing 0.30 mm. (0.012 in.)
SAE #2 Housing 0.28 mm. (0.011 in.)
SAE #3 Housing 0.25 mm. (0.010 in.)
6. Remove the indicator base from the fywheel and bolt it to the fywheel
housing face. Position the indicator stem so that it rides where the
drive ring will set on the fywheel face.
Figure 9. Checking Driving Ring Surface of Flywheel
7. Rotate the shaft through one entire revolution and note the face runout
of the fywheel. The total indicator reading (T.I.R.) must not exceed
0.01mm. (0.0005 in.) per 25.4 mm. (per inch) of fywheel diameter.
Note: The fywheel and crankshaft of the engine must be held
against either the front or rear of the crankshaft thrust
bearing while the total indicator sweep (T.I.R.) is being
made.
8. Readjust the indicator stem so it rides on the driving ring pilot bore of
the fywheel.
Figure 10. Checking Driving Ring Pilot Bore of Flywheel
47
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
9. Rotate the shaft through one entire revolution and note the driving ring
bore eccentricity. The total indicator reading (T.I.R.) must not exceed
0.13 mm. (0.005 in.).
10. Adjust the indicator stem so that it rides on the pilot bearing bore
cavity.
Figure 11. Checking Pilot Bearing Bore of Flywheel
11. Rotate the shaft through one entire revolution and note the pilot bearing
bore eccentricity. The total indicator reading (T.I.R.) must not exceed
0.13 mm. (0.005 in.).
Note: Eccentricity between the driving ring pilot bore and the
pilot bearing bore must not exceed 0.20 mm. (0.008
in.).
48
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Drive Ring Installation
Refer to information regarding cleaning and inspection of the drive ring in
the Cleaning and Inspection section of this manual before proceeding.
1. Clean the drive ring and fywheel of any dirt or debris as necessary.
2. Use crocus cloth or emery cloth to remove any surface imperfections
such as nicks, burrs, and sharp edges on the O.D. or the surface that
will be mounted against the fywheel face.
3. Use crocus cloth or emery cloth to remove any surface imperfections
such as nicks, burrs, and sharp edges in the I.D. of the fywheel pilot
bore or on the face that will be in contact with the drive ring.
4. Position the drive ring against the fywheel, piloted in the mounting
bore, and secure with eight hex-head capscrews. Torque the capscrew
to the proper specifcations given in Torque Values for Fasteners in
the Description and Specifcations section of this manual.
Drive ring attachment screws must be grade 8 per SAE J429. Do not
use substitutes.
49
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Ball-Type Pilot Bearing Installation
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section and Engineering Drawings near the back of this
manual.
Refer to information regarding cleaning and inspection in the Cleaning and
Inspection section of this manual before proceeding.
1. Support the output end of the clutch shaft.
2. Make sure the clutch shaft end stub is free of surface imperfections
such as nicks, burrs, and sharp edges. Remove them using fne emery
cloth or crocus cloth.
3. Tap the pilot bearing onto the clutch shaft. The front face of the pilot
bearing should be positioned fush with the input end of the clutch
shaft. Tap or apply force to only the inner race of the bearing.
Note: Tap or press only on the inner race of the bearing. Any
impact on the outer race or balls will damage the bearing,
resulting in shortened service life or premature failure.
Do not damage the seal of the pilot bearing. A damaged seal renders the
pilot bearing destroyed and it must be replace with a new bearing.
Front of Pilot
Bearing Flush with
End of Clutch
Shaft
Clutch Shaft
Pilot Bearing
(Ball-type shown)
Figure 12. Position of the Ball-Type Pilot Bearing on the Shaft
50
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Roller-Type Pilot Bearing Installation
Some Twin Disc Power Take-Offs are designed with roller-type pilot bearings.
All of the roller-type bearings available from Twin Disc are the separate race
type, i.e. the inner race is removable from the outer race and seal assembly.
Due to its design confguration, axial alignment of the inner and outer races
is extremely important. The information and instructions below will assure
proper bearing mounting.
Instructions for assembly.
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section and Engineering Drawings near the back of this
manual.
Refer to information regarding cleaning and inspection of the related
components in the Cleaning and Inspection section of this manual before
proceeding.
1. Position the PTO on the bed of a press with the pilot bearing end up and
the output end of the clutch shaft resting frmly on a solid support.
Note: The PTO must be standing on the output end of the
shaft.
The power take-off must be securely supported as it stands on the end
of the shaft so it does not tip or fall over.
Output end of the
shaft MUST rest and
be in contact with a
solid support (Press
bed).
Use several 4 x
4 blocks or other
means of insuring
the PTO does not tip
or fall over.
Figure 13. Support the PTO, Standing it on the End of the Shaft
51
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
2. Press the pilot bearing inner race on the clutch shaft so it is fush with
the input end of the shaft.
3. Carefully measure dimension (a). Record the measurement.
4. Refer to the Roller-Type Pilot Bearing Dimensions table in the
Description and Specifcations section of this manual. Subtract the
appropriate roller bearing nominal width (c) from measurement (a).
This will determine the position of the pilot bearing outer race in the
fywheel bore (dimension b).
a - c = b (pilot bearing outer race position)
5. Install the pilot bearing outer race in the fywheel and position it at
dimension (b) as shown.
Pilot Bearing
Inner Race
Inner race
flush with
end of shaft
a
b
Flywheel
Housing
Face
Flywheel
Pilot Bearing
outer race
Figure 14. Install Pilot Bearing-Roller Type
52
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
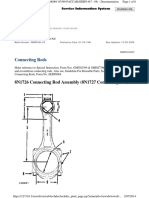
PTO Installation to Engine or Driving Member
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustration section
and Engineering Drawings near the back of this manual.
Refer to information regarding cleaning and inspection in the Cleaning and
Inspection section of this manual before proceeding.
1. Clean the PTO housing fange, fywheel housing fange, and pilot
bearing bore of any debris.
2. Make sure the housing fange and fywheel housing fange are free of
surface imperfections such as nicks, burrs, and sharp edges. Remove
them using fne emery cloth or crocus cloth.
3. Install a minimum of three guide studs in the fywheel housing, located
approximately 120
o
apart. Using a suitable hoist, position the PTO on
the guide studs and slide it against the fywheel housing, carefully
aligning the pilot bearing with the pilot bearing bore in the fywheel
and the teeth of the friction plates (6) with the drive ring (1).
Do not force the PTO unit onto the engine. If any resistance is noted,
repeat the clutch plate centering procedure shown either in the clutch
assembly or fnal assembly information of the Assembly section of this
manual to align and center the friction plates so they mesh properly
with the teeth of the drive ring.
4. Secure the PTO housing to the fywheel housing with 16 hex-head
capscrews. Torque the capscrew to the proper specifcations given in
Torque Values for Fasteners in the Description and Specifcations
section of this manual.
Note: PTO housing to fywheel housing attachment screws
must be grade 5 or better.
5. Rap the output end of the main shaft with a soft hammer to remove
any preload on the main bearings and/or pilot bearing.
This step must not be omitted. Bearing failure may result.
53
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
6. Measure the crankshaft endplay again. The measurement must be
the same value as recorded from step 1 under Prior To Installation.
Locate and correct the source of preload if the end play is not the
same value.
Engine and/or PTO failure will result from any excessive preload on
components.
7. Install the key (34) on the output end of the clutch shaft (33) and install
the drive sheave, chain sprocket, or u-joint fange as the application
requires.
Refer to the Twin Disc Power Take-Off Reference Listing in the
Description and Specifcations section, and Engineering Drawings
towards the back of this manual. If a customer-supplied PTO support
plate mounted at the output end of the PTO is to be used, refer to
information regarding the support plate in Twin Disc PTO Support
Plate Specifcations in the Description and Specifcations section of
this manual.
8. Install the hand lever assembly (53) as shown in the Hand Lever
Position for Twin Disc Power Take-Offs and, if appropriate, the
Model SPE111 and SPE211 Arm Adjustment Procedure in this
Installation section, and torque the hex head capscrew to 81 - 95 Nm
(60 - 70 lb. ft.)
Note: Models RB111, RB211 and RB11PM do not use hand
lever assemblies.
54
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Hand Lever Position for Twin Disc Power Take-Offs
Normal Position: Operating Shaft Horizontal
To insure there is no preload on the shifting mechanism, the hand lever
position with the clutch engaged should be slightly past vertical position,
slightly towards engine.
The handle should NEVER be installed in a horizontal position when
the operating shaft is positioned horizontally. Improper handle position
can cause throwout collar failure resulting in catastrophic failure of
the clutch.
Vertical
Disengaged
Engaged
Figure 15. Hand Lever Position
Special Position: Operating Shaft Vertical
If the installation requires that the operating shaft be in a vertical position,
a stop collar must be installed to prevent the weight of the hand lever,
operating shaft and throwout yoke from creating a preload on the throwout
collar. Position the hand lever as described above and also position and lock
a stop collar on the operating shaft so that the throwout yoke is centered on
the throwout collar. Contact Twin Discs Service Department for information
on use of a stop collar.
Stop Collar Operating Shaft
Figure 16. Use of a stop collar with a vertical operating shaft
55
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Model SPE111 and SPE211 Arm Adjustment Procedure
Clearance X
SPE111 - 3.048 mm. (0.120 in.)
SPE211 - 2.286 mm. (0.090 in.)
Clearance
SPE111 - 3.048 mm. (0.120 in.)
SPE211 - 3.048 mm. (0.120 in.)
Figure 17. SPE111 and SPE211 Series Adjust Camrols
Refer to the Engineering Drawings, the illustrations above and the exploded
views in the Illustrations section of this manual.
1. Loosen the neutral lock arm hex head capscrew that secures it to the
operating shaft.
2. Engage the clutch.
3. Position the camrols (92) at the clearance X by using feeler stock
or gauges.
4. Place the detent roller (84) in the forward groove of the detent locator
(88).
5. Position the neutral lock arm (80) on the operating shaft to provide a
clearance of 3.148 mm. (0.120 in.) between the snap ring (79) on the
roller pin (82) and the neutral lock arm.
6. Tighten the neutral lock arm hex head capscrew and torque to 40.7
Nm (30 lb.-ft.).
56
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Position and Measure Alignment of the Sheave
1. Align the driveR and driveN shafts so that the faces of the sheaves
are aligned and parallel to each other. Misalignment must be LESS
THAN 1/2 of 1 degree between the faces.
2. Position the sheave (driveR sheave on the PTO shaft) so it is aligned
with the driveN sheave (on equipment being driven by the PTO).
3. Calculate MAXIMUM allowable misalignment distance of the faces:
Max. = 0.222 mm. (0.00875 in.) x distance between sheave
centerlines.
4. Place a tight cord or straight edge against both edges of the fat face
of one sheave. Measure the distance between the cord or straight
edge and the face of the other sheave. The gap is the misalignment
distance.
Align the sheaves to meet specifcations.
Misalignment between the sheaves will result in shortened service life
of the belts and may result in premature equipment failure.
Misalignment
Distance
Measure
misalignment
distance
between
sheave face and
cord or straight
edge here.
Straight edge
or tight cord to
be fat against
both edges of
both sheaves
Use
Alignment
straight edge
or tight cord
Use
Alignment
straight edge
or tight cord
Aligned Not Aligned
Straight edge
or tight cord
fat against
both edges of
one sheave
DriveR Sheave
DriveN Sheave
DriveR Sheave
DriveN Sheave
DriveR and
DriveN shafts
must be parallel.
Figure 18. Align Sheaves to Specifcations
57
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Allowable Side Loads
Side loads must NEVER exceed the values shown in this section.
x
CENTERLINE
OF SIDE
LOAD
REAR OF BEARING
HOUSING
L=
126,000 x H.P.
N x D
x F x LF
Figure 19. Allowable Side Pull and Formula to Determine Applied
Load
Formula values:
L = actual applied load (Lbs.)
N = shaft speed (RPM)
D = pitch diameter (in.) at sheave, etc.
F = load factor
1.0 for chain or gear drive 2.5 for all V belts
1.5 for timing belts 3.5 for fat belts
LF = 2.1 for reciprocating compressors and other severe shock drivers
and 1.8 for large inertia type drive (crushers, chippers, planers)
If side load pulls are found to exceed the Allowable Side Loads shown in the
charts and graphs that follow, take appropriate action, BEFORE OPERATING
THE PTO, to bring the side loads within acceptable limits.
A support plate must be attached at the rear of some PTOs. See the
Twin Disc Power Take-Off Reference Listing and Twin Disc Support
Plate Specifcations in the Description and Specifcations section of
this manual.
Note: SP311IL Power Take-offs (BOM SP311P101, for
example) are recommended for in-line, not side-loaded,
applications.
58
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads
1 2 3 4 5 6
1000 3050 2550 2000 1652 1400 1220
1200 2900 2550 2000 1652 1400 1220
1800 2560 2370 2000 1652 1400 1220
2400 2340 2170 2000 1652 1400 1220
2800 2235 2070 1925 1652 1400 1220
RPM
X Distance
(Table 14.1) SP111P (M224A): SP111P205, SP111P207, SP111P208, SP111P210,
SP111P211, SP111P304, SP111P309, SP111P310
Table 14.1
0
500
1000
1500
2000
2500
3000
3500
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
2800
59
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 2790 2600 2240 1840 1570 1333
1200 2630 2450 2240 1840 1570 1333
1800 2330 2170 2030 1840 1570 1333
2400 2140 1990 1865 1750 1570 1333
(Table 14.2) SP111P, SPE111HP (M224, M224A, M2467, M2262A):
SP111P101, SP111P102, SP111P103, SP111P104,
SP111P106, SP111P107, SP111P201, SP111P204,
SP111P212, SP111P301, SP111P303, SP111P305,
SP111P306, SP111P307, SP111P312, SP111P314,
SP111P315, SP111P319, SP111P321, SP111P323,
SP111P325, SP111P326, SP111P328, SP111P330,
SP111P331, SP111P333, SP111P334, SP111P335,
RPM
X Distance
Table 14.2
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
60
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 3290 3060 2870 2700 2540 2240
1200 3190 2970 2780 2610 2460 2240
1800 2810 2620 2450 2300 2170 2050
2400 2530 2370 2220 2090 1970 1860
2800 2320 2160 2030 1890 1800 1700
RPM
X Distance
(Table 14.3) SP111OP (M2467): X9818
Table 14.3
0
500
1000
1500
2000
2500
3000
3500
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
61
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4540 3395 2710 2255 1930 1690
1200 4370 3395 2710 2255 1930 1690
1800 3900 3395 2710 2255 1930 1690
2400 3550 3330 2710 2255 1930 1690
RPM
X Distance
(Table 14.4) SP211HP (M224 & M224A): SP211P101, SP211P102, SP211P201,
SP211P203, SP211P206, SP211P216, SP211P224,
SP211P227, SP211P301, SP211P302, SP211P304,
SP211P305, SP211P306, SP211P307, SP211P309,
SP211P312, SP211P314, SP211P315, SP211P318,
SP211P319, SP211P320, SP211P321, SP211P322
Table 14.4
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
62
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4728 3558 2852 2380 2042 1788
1200 4728 3558 2852 2380 2042 1788
1800 4656 3558 2852 2380 2042 1788
2400 4273 3558 2852 2380 2042 1788
3000 3993 3558 2852 2380 2042 1788
RPM
X Distance
(Table 14.5) SP211OP (M224): X9894B
Table 14.5
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
63
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 5454 4104 3292 2745 2357 2062
1200 5251 4104 3292 2745 2357 2062
1800 4651 4104 3292 2745 2357 2062
2400 4268 4001 3292 2745 2357 2062
RPM
X Distance
(Table 14.6) SP211OP (M2467): SP211P226
Table 14.6
0
1000
2000
3000
4000
5000
6000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
64
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4585 3605 2970 2526 2197 1944
1200 4585 3605 2970 2526 2197 1944
1800 4585 3605 2970 2526 2197 1944
2400 4585 3605 2970 2526 2197 1944
3000 4585 3605 2970 2526 2197 1944
RPM
X Distance
(Table 14.7) SP311P (M224A): SP311P201, SP311P301, SP311P303, SP311P304
Table 14.7
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
65
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 1920 1409 1113 919 783 682
1200 1920 1409 1113 919 783 682
1800 1920 1409 1113 919 783 682
2400 1920 1409 1113 919 783 682
RPM
X Distance
(Table 14.8) SP111HP (M163A): SP111P332
Table 14.8
0
500
1000
1500
2000
2500
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
66
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 2670 1959 1547 1278 1089 948
1200 2670 1959 1547 1278 1089 948
1800 2670 1959 1547 1278 1089 948
2400 2670 1959 1547 1278 1089 948
3000 2670 1959 1547 1278 1089 948
RPM
X Distance
(Table 14.9) SP111P (M167): SP111P332
Table 14.9
0
500
1000
1500
2000
2500
3000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
67
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
(Table 14.10) SP211OP (M224A): SP211P204, SP211P207, SP211P209
1 2 3 4 5 6
1000 4232 3184 2552 2130 1827 1600
1200 4232 3184 2552 2130 1827 1600
1800 4232 3184 2552 2130 1827 1600
2400 4232 3184 2552 2130 1827 1600
3000 4232 3184 2552 2130 1827 1600
RPM
X Distance
Table 14.10
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
68
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4172 3281 2703 2298 1999 1769
1200 4172 3281 2703 2298 1999 1769
1800 4172 3281 2703 2298 1999 1769
2400 4172 3281 2703 2298 1999 1769
3000 4172 3281 2703 2298 1999 1769
RPM
X Distance
(Table 14.11) SP311OP (M224A): SP311P306
Table 14.11
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
69
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4619 3579 2858 2378 2037 1781
1200 4373 3579 2858 2378 2037 1781
1800 3872 3579 2858 2378 2037 1781
2400 3552 3315 2858 2378 2037 1781
3000 3322 3100 2858 2378 2037 1781
(Table 14.12) SPE211HP (M2467): SP211P213, SP211P220
RPM
X Distance
Table 14.12
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
l
o
a
d
,
L
b
s
1000 RPM
1200 RPM
1800 RPM
2400 RPM
3000 RPM
70
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4510 3890 3090 2570 2190 1910
1200 4380 3770 3000 2490 2120 1850
1800 4270 3660 2910 2410 2060 1800
2400 4170 3560 2830 2350 2010 1750
3000 4070 3480 2760 2290 1960 1710
(Table 14.13) SP111P (02007431): TR434510, TR434510C
RPM
X Distance
Table 14.13
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
2000 RPM
2200 RPM
2400 RPM
2600 RPM
2800 RPM
71
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
2000 5280 3940 3140 2610 2230 1950
2200 5110 3810 3040 2530 2160 1890
2400 4970 3710 2950 2460 2100 1840
2600 4840 3610 2880 2390 2050 1790
2800 4720 3520 2810 2330 2000 1740
RPM
X Distance
(Table 14.14) RFD211P (02007431): TR411127, TR434845
Table 14.14
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
2000 RPM
2200 RPM
2400 RPM
2600 RPM
2800 RPM
72
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1600 2691 1996 1586 1316 1124 981
1900 2541 1885 1498 1243 1062 927
2200 2420 1795 1426 1183 1011 883
2500 2319 1720 1367 1134 969 846
2800 2233 1656 1316 1092 933 814
RPM
X Distance
(Table 14.15) RFD111P (M224A): TR434510A
Table 14.15
0
500
1000
1500
2000
2500
3000
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
1600 RPM
1900 RPM
2200 RPM
2500 RPM
2800 RPM
73
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1600 2698 2013 1606 1335 1143 999
1900 2548 1901 1516 1261 1079 943
2200 2426 1810 1444 1201 1028 898
2500 2325 1735 1384 1155 985 861
2800 2239 1671 1332 1108 948 829
RPM
X Distance
(Table 14.16) RFD211P (M224A): TR11127A, TR434845
Table 14.16
0
500
1000
1500
2000
2500
3000
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
1600 RPM
1900 RPM
2200 RPM
2500 RPM
2800 RPM
74
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
1 2 3 4 5 6
1000 4540 3395 2710 2255 1930 1690
1200 4370 3395 2710 2255 1930 1690
1800 3900 3395 2710 2255 1930 1690
2400 3550 3330 2710 2255 1930 1690
RPM
X Distance
(Table 14.17) RB111P (M1985A): RB111P101
Table 14.17
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
1000
1200
1800
2400
75
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
Table 14. Allowable Side Loads (continued)
(Table 14.18) RB111P (M224A): RB111P301, RB111P302
1 2 3 4 5 6
1000 3090 2753 2174 1796 1530 1333
1200 2925 2725 2174 1796 1530 1333
1800 2590 2413 2174 1796 1530 1333
2400 2376 2213 2071 1796 1530 1333
3000 2222 2070 1937 1796 1530 1333
RPM
X Distance
Table 14.18
0
500
1000
1500
2000
2500
3000
3500
1 2 3 4 5 6
"X" Distance, inches (see drawing)
M
a
x
i
m
u
m
L
o
a
d
,
L
b
s
1000
1200
1800
2400
3000
76
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Alignment - U-Joint-Type Installation
Refer to illustration on next page.
To realize the longest possible life of the power take-off bearings, the best
possible alignment must be maintained between the center line of the power
take-off shaft and the center line of the driven unit shaft.
1. It is extremely important that the forks of the drive shaft between the
PTO and the driven unit lie in the same plane. This will prevent severe
vibrations from occurring in the drive shaft.
2. The center lines of the PTO shaft and the driven unit input shaft must
be offset within the limits recommended by the u-joint manufacturer
to prolong the life of the universal joint needle bearings.
3. It is extremely important that the center lines of the pto shaft and driven
unit input shaft be parallel. This will further prevent vibrations which
cause premature pto bearing failure.
4. Proper lubrication of the pto is important for satisfactory service.
Refer to lubrication specifcations in the Maintenance section of
this manual.
Align the centerlines of the pto shaft and the input shaft of the driven
unit. (One possible method is described below.)
5. To align the engine and gear head by this method, two accurate
straight edges at least 91 cm. (36 in.) long and a tape measure are
required.
6. Place the straight edges horizontally along the face of the pto and
gear head hubs. Measure distances A and B. These two distances
should be equal within 3.17 mm. (.125 in.) at a point 45.7 cm. (18 in.)
from the centerline of the shaft. Move the engine and/or driven unit
to obtain this specifcation.
7. Rotate the shafts so the straight edges are in a vertical position.
Measure the distances C and D as was done for A and B in step 2.
These two distances should be equal within 3.17 mm. (.125 in.) at
a point 45.7 cm. (18 in.) from the centerline of the shaft. Move the
engine and/or driven unit to obtain this specifcation.
77
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
8. Secure the engine and driven unit. Recheck A and B, C and D as
described in steps 5 through 7 above. All measurements must be within
the specifcations. If not, repeat steps 5 through 7 until specifcations
are met.
Figure 20. Alignment - U-Joint-Type Installation
78
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Setting Up Air Engagement on Twin Disc Power Take Offs
1. The cylinder should be located so that the piston moves forward and
backward in exactly the same direction as the engagement lever and
is aligned so it travels in exactly the same plane.
2. The air cylinder must be of suffcient size to operate the required torque
to engage the clutch. It must have some means to make adjustment
on the piston stroke.
3. Air pressure must be constant. Low pressures could give only partial
engagement which will cause failures of the clutch and throwout
collar.
4. The piston travel must be within limits established to both fully engage
and fully disengage the clutch. Failure to provide these parameters
will cause failure and possible breakage of the clutch.
5. The engaging cylinder must not place a pressure either in the engaged
or disengaged direction after completion of its cycle. The throwout
collar must foat free after engagement or disengagement. Operating
the pto with constant pressure on the throwout collar will result in
failure.
Suggestion: A slotted connector, similar to the one illustrated
below may be used.
Fully
Engaged
Position
Fully
Disengaged
Position Cylinder
Rod
Connector with
slotted hole
Slotted hole
Pin
Adjust
cylinder
stroke so
there is a
clearance on
both sides of
the pin when
in
engaged AND
disengaged
positions
Figure 21. Slotted Connector Used on Air Cylinder Rod
79
Twin Disc, Incorporated Installation
Power Take-Off Service Manual #1022762
6. The air cylinder must be readjusted when the clutch is readjusted and
any time the travel or position moves from the specifcations described
above.
Determine the length of travel for the engaging cylinder.
7. Multiply the length of the hand lever by the value shown in the following
chart. This provides the approximate required length of the piston
stroke.
Note: The hand lever length is the distance from the center of
the operating shaft to the point where the cylinder will
be connected to the lever.
Table 15. Engaging Stroke Travel at 25.4 mm. (1 in.)
SP111, SPE111 Series 8.255 .325
SP211, SPE211 Series 6.782 .267
Model
Engaging Stroke Travel at 25.4 mm (1 in.)
mm. inches
Determine the engaging force in pounds required at the cylinder.
8. Divide the force value in the chart below by the length of the hand
lever (in inches). This provides the required force (in pounds) that
must be provided by the piston.
Note: Periodically disconnect the power cylinder to measure the
clutch engagement force. Refer to Clutch Adjustment
in the Maintenance section.
Table 16. Engaging Force Required at Cylinder at 25.4 mm. (1 in.)
SP111, SPE111 Series 6850 1540
SP211, SPE211 Series 8585 1930
SP311 Series 11009 2475
Model
Engaging Force Required in Cylinder
force (newtons) force (pounds)
80
Twin Disc, Incorporated
Installation
Power Take-Off Service Manual #1022762
Notes
81
Twin Disc, Incorporated Operation
Power Take-off Service Manual #1022762
Operation
General Information
Model SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211 Series
Power Take-Offs consist of a manually engaged and disengaged disconnect
clutch mounted on an output shaft in a cast iron housing that is bolted to the
engine. Clutch engagement and disengagement is accomplished by means
of an operating lever on the outside of the pto housing, which actuates an
internal linkage mechanism.
A drive ring is bolted to the engine fywheel. Internal teeth of the drive ring
mesh with external teeth of the clutch driving plate(s). These are the input
components of the Power Take-Off. Input components always rotate at
engine rpm.
Output components of the Power Take-Off consist of a clutch hub that is
mounted on the output shaft, a linkage mechanism for clutch engagement and
disengagement and clutch adjustment components. Clutches designed with
multiple clutch driving plates have a clutch center plate located between the
friction plates. The clutch center plate and pressure plate are driven through
internal teeth that mesh with external teeth on the clutch hub. Until clutch
engagement is initiated while the engine is running, the output components
do not rotate.
Model RB111, RB211 and RB11PM Series Power Take-Offs consist of a
drive spider or torsional spring coupling mounted on an output shaft in a
cast iron housing that is bolted to the engine. A drive ring (or the torsional
spring coupling) is bolted to the engine fywheel. Internal teeth of the drive
ring mesh with external teeth of the drive spider These models are direct
drive units and contain no clutch mechanism. The drive spider (or torsional
spring coupling) and output shaft always rotate at engine speed.
82
Twin Disc, Incorporated Operation
Power Take-off Service Manual #1022762
Grease- or oil-lubricated main bearings are located in the pto housing and/or
bearing carrier. Most designs include a pilot bearing mounted in the engine
fywheel to support the front end of the clutch shaft. However, some designs
incorporate a main bearing confguration that does not require use of a pilot
bearing.
A support plate bolted to the bearing carrier of some units is required to
provide suffcient support where heavy weight and/or side loads exist.
83
Twin Disc, Incorporated Operation
Power Take-off Service Manual #1022762
Clutch Engagement Procedure
Normal clutch engagement
Do not start the engine with the nameplate removed.
The PTO clutch should normally be engaged with the engine at the lowest
rpm possible. The clutch should be engaged quickly to avoid an extended
period of slippage during engagement. The clutch should be engaged with
the engine operating below 1,000 rpm.
After the clutch is fully engaged and the load has been brought up to engine
engagement speed, the engine rpm may be increased to operating speed.
Clutch engagement where high inertia loads exist
Twin Disc, Inc. recommends that the PTO installation be designed to allow
clutch engagement at 1,000 rpm or below. Under extreme circumstances,
where high inertia loads must be picked up, the engine may have to be
operated at higher speeds while the engagement occurs, as engaging the
clutch at 1,000 rpm or below may result in stalling the engine.
Clutch engagement should occur at the lowest possible engine rpm.
Heavy inertia loads may be brought up to engine speed by a series of
short clutch engagements and disengagements (sometimes referred to as
bumping) at intervals long enough to gradually increase the speed of the
load, yet prevent excessive heat build-up in the friction facings.
After the clutch is fully engaged and the load has been brought up to engine
engagement speed, the engine rpm may be increased to operating speed.
Under no circumstances should the clutch be slipped for more than a
second or two without either fully engaging or disengaging the clutch
to permit it to cool.
84
Twin Disc, Incorporated Operation
Power Take-off Service Manual #1022762
Clutch engagement to clear a jammed driven device
Never engage the PTO to unjam a stuck load. Doing so could result in
injury to the operator, and damage to the equipment.
Always shut the engine off and disengage the clutch before clearing a jammed
load. The jam should be cleared, and the output shaft must be rotated to be
certain that the jam is completely removed before starting the engine and
engaging the PTO.
Operator should be aware of the required clutch engagement force
The clutch engagement force must be at the proper level to realize long life
of the PTO clutch. If this engagement force seems low, refer to the Clutch
Adjustment Procedure in the Maintenance section of this manual.
Insuffcient clutch engagement force can cause clutch slippage resulting
in catastrophic clutch failure.
The engagement lever must be located in the proper position to prevent
premature failures of the internal throwout collar components. The
engagement lever should be in the vertical position with the clutch engaged.
See Hand Lever Position for Twin Disc Power Take-Offs in the Installation
section of this manual.
Improper handle position can cause throwout collar failure resulting in
catastrophic failure of the clutch.
85
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Maintenance
Maintenance Tips
Tapered Roller Bearing Adjustment
1. Tapered roller bearing end play adjustment should have been
adjusted prior to installation of the power take-off. Periodically
check for excessive shaft movement during clutch engagement and
disengagement and during operation to insure failure is not occurring.
See information in the Installation section of this manual.
Pilot Bearings
2. Ball-type pilot bearings and Roller-type pilot bearings must be installed
properly. Some pilot bearings are to be greased periodically, See
Lubrication this Maintenance section.
Lubrication
3. Verify that the PTO is properly lubricated prior to starting the engine
and at all times during operation. Refer to the Twin Disc Power Take-
Off Reference Listing in the Description and Specifcations section,
Lubrication in this Maintenance section and Engineering Drawings
near the back of this manual.
Throwout bearing failures may be, among other causes, the result of
improper lubrication.
Clutch Adjustment
4. Check frequently to insure that the clutch is adjusted according to the
procedure outlined in Clutch Adjustment in this Maintenance section.
Failure to do so will result in premature clutch wear and failure.
Note: Twin Disc will not be responsible for any damage or injury
resulting from improper adjustment and/or lubrication.
This includes any accessory drives and loads.
86
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
Hand Lever Position
5. Throwout bearing failures may be, among other causes, the result of
improper hand lever position. See Hand Lever Position for Twin Disc
Power Take-Offs and Model SPE211 and SPE311 Arm Adjustment
Procedure in the Installation section of this manual.
Alignment
6. The fywheel and fywheel housing alignment should have been set
within specifcations prior to installation of the power take-off and must
be maintained for long service life of the components.
Misalignment of driven components can result in power take-off
failure. Periodically check for bolts that may have loosened or driven
components that have not been properly aligned during servicing or
maintenance procedures. See information regarding Alignment in
the Installation section of this manual.
Support Plate
7. When mounting the engine and Power Take-Off in the machine, a
customer-supplied support plate may be required to support the
output end of the PTO housing. Proper installation and alignment of
the support plate must be maintained.
Periodically check to insure that the bolts securing the support plate
are tightened to specifcations and that the support plate is properly
reinstalled and realigned whenever work is performed on the power
take-off or power package module. See the information about
customer-supplied support plates and Twin Disc Support Plate
Specifcations contained in the Description and Specifcations section
of this manual.
Failure to follow maintain this requirement may result in damage to the
power take off or the engine fywheel housing.
87
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Belt or chain tension/Allowable Side Load Pulls
8. Maintain proper belt or chain tension adjustments. Avoid excessively
tight or excessively loose belts or chains. Failure to maintain proper
belt or chain adjustment can cause bearing failure and shortened
power take-off service life.
Defection Caused by Side Load Pulls
9. Maintain proper side that do not exceed specifed limits shown in
Allowable Side Load Pulls in the Installation section and PTO
Defection in the Description and Specifcations section.
Air Engagement Mechanisms
10. Air engagement mechanisms remain properly adjusted at all times.
See Setting Up Air Engagement on Twin Disc Power Take-Offs
in the Installation section.
88
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
Lubrication
Refer to the Twin Disc Power Take-Off Reference Listing, Engineering
Drawings and the illustrations below for location of fttings.
Grease Specifcations
Use NLGI Grade 2 grease with a minimum 149 C. (300 F.) drop point for
all lubrication.
Oil Specifcations for oil-lubricated main bearings - SP211OP, SP311OP
and RB11PM Series
Use a good grade MS, DG, or better SAE No. 30 engine oil.
Lubrication Locations
Confg. C
Confg. E
Confg. F
Confg. B
Confg. D
Confg. A
(Except RB111 and RB211 Series)
Confg. A
(RB111 and RB211 Series)
Main
Bearings
(grease)
Collar
(grease)
Main
Bearings
(grease)
Operating
Shaft
(grease)
Collar
(grease)
Check Oil
Level
Operating
Shaft
(grease)
Oil Fill
Collar
(grease)
Main
Bearings
(grease)
Operating
Shaft
(grease)
Collar
(grease)
Main
Bearings
(grease)
Operating
Shaft
(grease)
Collar
(grease)
Main
Bearings
(grease)
Operating
Shaft
(grease)
Operating
Shaft
(grease)
Collar
(grease)
Main
Bearings
(grease)
Confg. G
Oil Fill
Oil Level
Check Plug
Oil Drain
Plug
Figure 22. Lubrication Locations
89
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Refer to BOM and Twin Disc Power Take-Off Reference Listing in the
Description and Specifcations section of this manual.
Table 17.
Quick-reference lubrication chart. Also see information above.
Main Bearings
All Models SP111, SPE111, SP211, SPE211, SP311, RFD111,
RFD211, RB111 and RB211 Series (except SP211OP, SPE211OP
and SP311OP Series)
Apply 1 cc of grease (one shot from a grease gun) before start-up and then
every 8-10 hours operation thereafter, through the ftting on the fange of the
bearing carrier (55).
Models SP211OP, SPE211OP and RB11PM Series
The tapered roller bearings are lubricated from oil contained in an oil cavity
in the bearing carrier. The oil level should be checked and maintained every
8-10 hours operation. Drain and refll the oil cavity every 6 months or 1000
hours (whichever occurs frst).
Models SP311OP Series
The tapered roller bearings are lubricated from engine oil continuously
supplied through an orifce ftting in the bearing carrier. The oil drains back
to sump through an opening in the bottom of the bearing carrier. No periodic
check is necessary.
90
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
Operating Shaft Fittings
All Models SP111, SPE111, SP211, SPE211, SP311, RFD111 and
RFD211 Series
Apply 1 cc. of grease (one shot from a grease gun) before starting and then
every 3 months or 100 hours operation (whichever occurs frst).
Throwout Collar
All Models SP111, SP211 SP311, RFD111 and RFD211 Series
Apply 1 cc. of grease (one shot from a grease gun) daily before start-up and
then every 8-10 hours operation thereafter, through the ftting on the tapered
part of the housing.
Models SPE111, SPE211 Series
No throwout collar is used. No lubrication is necessary.
Pilot Bearing
All Models (except sealed-for-life style bearings).
The pilot bearing supplied with most power take-offs is pre-lubricated and
sealed for life. No maintenance is required. Inspection is recommended every
two years or when the power take-off is removed from the driving component
for servicing.
All Models with sealed-for-life style bearings
If the pilot bearing supplied with your power take-off is to be periodically
lubricated, add one shot of grease from a grease gun every 100 hours through
the ftting in the output end of the clutch shaft. Do Not Overgrease!!
Clutch Linkage
All Models SP111, SPE111, SP211, SPE211, SP311, RFD111 and
RFD211 Series
Lubricate the clutch linkage mechanism, cotter pins, clevis pins and levers,
with engine oil every 500 hours of operation.
Lubricate suffciently but sparingly. Excess oil can splash or drip onto
the friction plates, causing clutch slippage that may result in clutch
failure.
91
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Clutch Adjustment
Note: New power take-offs must have clutch adjustment
checked before being placed into service and after the
frst 10 hours of operation. This includes any power take-
offs with new friction plates. New plates have a wear-in
period and the clutch may require several adjustments
before the new plates are worn-in.
After wear-in, clutch adjustment should be checked regularly. Heavy duty
applications (rock crushers, etc.) which have frequent engagement, numerous
engagements in an operating day or relatively long periods of slip (large
inertias), require more frequent readjustment than light duty applications.
Adjust the clutch BEFORE it overheats, does not pull (slips), or the operating
lever jumps from the engaged position. These symptoms are indications that
clutch adjustment is required.
Adjustment Measurements:
Adjustment measurements are made by ftting a torque wrench with a 1-1/2
socket over the hex end located at the bottom of the hand lever. Grasp only
the torque wrench when making measurements.
1. If equipped with a power engagement device, disconnect it from the
operating shaft before taking measurements.
2. Adjustment measurements are made with the engine operating at
normal clutch engagement speed (below 1000 rpm). Adjustment
measurement must be made before the clutch heats up from operating
(frst engagement of the day). Multiple engagements will heat up the
friction plates and cause them to expand. Success engagements
within a short period of time will have higher torque values unless the
friction plates are wearing more than they are expanding (high inertia
engagement).
92
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
To adjust the clutch:
Engine must be stopped (not rotating) before removing the instruction
cover plate (45) to access the clutch adjustment. Contact with rotating
parts can cause injury.
Refer to the exploded views in the Illustrations Section of this Service
Manual.
1. Clutch must be in the released position before adjusting the clutch.
2. Remove the instruction cover plate (45) from the housing (44) and turn
the clutch shaft until the adjusting ring lock pin (25) can be reached.
3. Disengage the adjusting lock pin and insert a cotter pin or small nail
into the hole provided to hold it in the disengaged position.
4. Turn the adjusting yoke (26) to the right (or clockwise when looking
at the fywheel) until the required peak torque at the operating shaft
(55) to engage the clutch is between the limits on the instruction cover
plate (45). If it is near the minimum torque, adjust one more notch so it
will be approaching the maximum torque value. Do not exceed upper
limit. Refer to the Description and Specifcations Engagement force
on the operating shaft section of this manual for the correct peak
torque.
TIP: If the adjusting nut is hard to turn, loosen the threads by radial rap ping
the adjusting nut with the handle end of the hand lever about every
one-sixth of a revolution of the clutch if it has three levers (quarter of
a revolution of the clutch if it has four levers) to loosen up the threads.
Be careful not to mushroom over the adjustment slots. If the threads
are severely rusted, carefully apply penetrating oil to the threads before
rapping the adjusting nut.
5. Remove the cotter pin or small nail. Re-engage the adjusting lock
pin.
6. Repeat steps 3 thru 5 above as necessary until the proper torque
reading is obtained. Replace the instruction cover plate and secure
with two hex-head cap screws (46). Securely tighten.
7. Recheck engaging torque per above Adjustment Measurements step
2. Torque measurements with the engine off will usually be a few lb-ft
higher.
93
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Friction Plate Replacement
Refer to the exploded views in the illustrations section of this manual.
Common symptoms indicating that the friction plates (6) are worn out are:
1. The adjusting yoke (26) cannot be turned clockwise any further.
2. The friction face surfaces have worn fush with the rivet heads, or the
rivets are loose.
It is necessary to remove and disassemble the clutch assembly to replace
the friction plates. Refer to instructions in the Disassembly and Assembly
sections of this manual.
Split-type friction plates are not recommended for use in SP311 Series
power take-offs.
94
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
Field Adjustment - Tapered Roller Bearing End Play (side-loaded pto
applications)
Refer to exploded views in the illustrations section of this manual.
All SP111, SPE111, SP211, SPE211, SPE211, SP311, RFD111,
RFD211, RB111 and RB211 Series:
The only approved method for feld adjustment of tapered roller bearings (39,
40, 41, 42) in Twin Disc Power Take-Off units is by the use of a dial indicator
to read actual bearing end play.
SP311IL and RB11PM Series:
There is no adjustment of ball-type bearings.
Adjustment:
Refer to the procedure in (Final Setting) Measure and Set Bearing End
Play as described for your bearing housing confguration in the Assembly
section of this manual.
Refer to the illustration below and Standard End Play setting for Tapered
Roller Bearings used with Side-Load Applications in the Description and
Specifcations section.
Figure 23. Dial indicator and power take-off position for measuring and
setting bearing end play.
95
Twin Disc, Incorporated Maintenance
Power Take-off Service Manual #1022762
Field Adjustment - Tapered Roller Bearing End Play (in-line pto
applications)
Refer to exploded views in the illustrations section of this manual.
All SP111, SPE111, SP211, SPE211, SPE211, SP311, RFD111,
RFD211, RB111 and RB211 Series:
The only approved method for feld adjustment of tapered roller bearings (39,
40, 41, 42) in Twin Disc Power Take-Off units is by the use of a dial indicator
to read actual bearing end play.
1. Field experience for tapered roller bearings used with in-line drive
installations indicates that extra care must be taken when adjusting
the power take-off tapered roller bearings.
2. The end play settings for these in-line applications may be different
than for the side load applications.
3. Bearing end play for these special applications must be adjusted
by using the method described for side-loaded applications on
the previous pages. However, the amount of end play must be set
according to the specifcations shown in Bearing End Play setting
for Tapered Roller Bearings used with In-Line applications in the
Description and Specifcations section.
Note: SP111, SPE111 and RFD111 Series only: The tapered
roller bearing end play requirement is the same for both
side-load and in-line applications.
Note: SP311IL and RB11PM Series: There is no adjustment
of ball-type bearings.
96
Twin Disc, Incorporated
Maintenance
Power Take-off Service Manual #1022762
Notes
97
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Disassembly
The following procedure is for complete disassembly of the unit. Prior to this
procedure, the power take-off should be removed from the engine. Qualifed
personnel should do the work in a fully equipped facility.
Note: Illustrations used here are to aid in understanding and
completing the procedure, and may not appear to be
consistent with the previous disassembly steps.
Note: Seven main bearing housing configurations are
illustrated. Refer to the Twin Disc Power Take-Off
Reference Listing in the Description and Specifcations
section to determine which confguration is used in your
PTO.
98
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
Power Take-Off Removal From The Engine
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
1. Remove all attached parts from the output end of the power take-
off.
2. (if used) Remove the hex nut and hex-head capscrew securing the
hand lever to the operating shaft.
3. If used, loosen the support plate from the base mounting.
4. Remove the shaft key.
5. Attach lifting equipment to the power take-off and take out the slack
just enough to begin to support the weight of the pto. Do not apply
too much force.
Lifting devices and their capacity must be capable of supporting the
weight of the power take-off and all attached devices and equipment.
Suspend the pto with the lifting devices securely attached at 3 positions
(minimum) so it remains with the main drive shaft in a horizontal position
until it is safely lowered and resting on a secure bed.
6. Remove the twelve hex-head capscrews securing the power take-off
to the engine fywheel housing. Use two bolts (3/8-16 UNC x 1 1/2
or 7/16-16 UNC x 1 1/2) as pusher screws in the two tapped holes
provided in the housing fange. Use the pusher screws to separate
the pto from the engine fywheel housing. Remove the power take-off
from the engine.
7. Remove the eight hex-head capscrews securing the drive ring to the
engine fywheel.
8. (if used) Remove the rubber blocks from the drive spider.
99
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Torsion Control Spring Removal (model RB211 only)
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
1. Support the power take-off on a bench with the clutch end facing up.
Use wooden blocks under the power take-off.
2. If the pilot bearing remained on the shaft, remove it using a standard
bearing puller.
3. Remove the two hex- head capscrews and remove the instruction
plate if they were not previously removed.
4. Remove eight capscrews that secure the torsional spring to the
fywheel.
5. Straighten the bent portion of the hub nut lock washer. Use a 4 wrench
or socket to remove the hub nut from the clutch shaft. Remove the
hub nut lock washer.
6. Use a standard bearing puller to remove the hub portion of the torsional
control spring from the clutch shaft.
Skip to Clutch Shaft and Housing Disassembly
100
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
Clutch/Drive Spider Removal
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
1. Support the power take-off on a bench with the clutch/drive spider
end facing up. Use wooden blocks under the power take-off.
2. If the pilot bearing (or pilot bearing inner race) remained on the shaft,
remove it using a standard bearing puller.
3. If the pilot bearing is a two-piece bearing, remove the bearings outer
race from the fywheel using a standard bearing puller.
Note: The pilot bearing will be destroyed upon removal. If
the bearing seal is broken the bearing is considered
destroyed.
4. Remove the two hex- head capscrews and remove the instruction
plate if they were not previously removed.
5. (if a clutch is used) Use a 15/16 wrench to remove the jam nut and
lock washer from the hose ftting located on the side of the power
take-off housing. Push the ftting and hose into the power take-off
housing.
6. Straighten the bent portion of the hub nut lock washer. Use a 4 wrench
or socket to remove the hub nut from the clutch shaft. Remove the
hub nut lock washer.
101
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
7. Use a gear puller with threaded legs for tapped holes to pull the clutch
assembly or drive spider from the clutch shaft. Install the puller so
the threaded legs screw into the holes provided in the hub-and-back
plate, usually 1/2-13 UNC, and the jackscrew exerts force on the end
of the clutch shaft.
The thread puller holes are not to be used as jackscrews.
Remove the clutch and puller from the clutch shaft. Remove the hub
key if it was not removed with the clutch.
Note: Certain pto models, such as BOM SP111P325 may
use special components as part of the clutch operation
mechanism. Remove those components that are
mounted on the inside of the pto housing.
Skip to Clutch Shaft and Housing Disassembly
102
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
Clutch Disassembly
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
All 11 1/2-inch model clutches
1. Set the clutch assembly on a bench with the throwout collar facing
up. Disengage the clutch.
2. Remove the grease ftting (23) from the hose ftting (20). Remove
the hose (19) and hose ftting (18) from the trunnion of the collar
assembly.
3. Remove the three cotter pins (17) from the three clevis pins (16)
securing the sliding sleeve to the links (15).
Note: BOMs such as SP111C016 and SP211C022 only:
Remove three hex nuts (110), three shoulder screws
(108) and washers (109).
4. Remove the sleeve and collar assembly from the links.
Note: Models SPE111 and SPE211, such as BOM SP111P325,
do not use a release collar assembly.
Bronze Collar Disassembly
5. Remove two hex huts and two hex head bolts to remove the throwout
collar halves and shims (older style only) from the sliding sleeve.
Ball Bearing Collar Disassembly
6. Remove the internal snap ring (31) from the sleeve side of the collar
and let it hang on the sleeve.
7. Tap the collar from the release bearing (30).
8. Remove the external snap ring (29) from the sliding sleeve (27).
9. Press the sleeve from the bearing in a press or pull the bearing from
the sleeve.
103
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
10. Remove the snap ring from the sleeve.
All 11 1/2-inch model clutches
11. Pull the adjusting lock pin (25), compressing the lock pin spring (24),
and unscrew the adjusting ring (26) from the hub-and-back plate
assembly. Remove the adjusting lock pin and spring from the adjusting
ring.
12. Straighten and remove the three cotter pins (12), three washers (10)
and three clevis pins (11) that secure the levers to the pressure plate
(8). Remove three levers from the pressure plate.
Note: BOMs such as SP111C016 and SP211C022 only:
Remove three hex nuts (106), three shoulder screws
(103) three washers (104) and three washers (105).
13. Straighten and remove the three cotter pins (13) and the three clevis
pins (14) to disconnect the six links from the three levers (9).
Note: BOMs such as SP111C016 and SP211C022 only: Do not
remove the links (15) from the clutch levers (9). These
items are not serviced separately. Discard if unusable.
14. Remove the pressure plate and drive plate (6) from the hub-and-back
plate (4).
Two- and three- plate 11 1/2-inch model clutches only
16. Remove the remaining driving plate(s) (6) and center plate(s) (7) from
the hub-and-back plate.
All 11 1/2-inch model clutches
17. If used, remove the three compression springs (76 & 77) from the
pockets in the hub-and-back plate.
Certain 11 1/2-inch model clutches such as BOM SP111C016
18. Remove the wear pads, compression springs and plungers from the
pockets and bores of the sliding sleeve and the hub-and-back plate.
104
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
Remove the Operating Shaft and Throwout Yoke
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
SPE111 and SPE211 Series only: (SP111, SP211, SP311, RFD111
and RFD211 Series skip to step 5)
Snap Ring
(79)
Neutral
Lock Arm
(80)
Spring
(81)
Roller Pin
(82)
Hex Head
Capscrew
(86)
Retaining
Ring
(83)
Hex Head
Capscrew
(87)
Detent
Locator
(88)
Washer
(85)
Clevis Pin
(89)
Throwout
Fork
(54)
Set Screw
(91)
Roller
(90)
Operating
Shaft
(55)
Key
(56)
Hex Nut
(93)
Camrol
(92)
Figure 24. Illustration - SPE Release Mechanism Components
1. Remove the two hex nuts (93) from the Camrols (92) and remove the
Camrols from the throwout yoke (54).
2. Remove the external snap ring (79) from the roller pin (81) and remove
the roller pin, roller (84) and spring (81) from the neutral lock arm
(80).
3. Remove the retaining ring (83) from the headed pin (89) and remove
the headed pin and roller (84) from the roller pin (82).
4. Remove two hex head capscrews (85) from the locator detent (88)
and remove the detent from the clutch housing (44).
105
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
All SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211
Series
5. Remove the hex-head capscrew from the throwout yoke (54). Tap one
end of the operating shaft (55) gently to expose one of the woodruff
keys (56). Remove the key. Do the same for the other side of the shaft
to remove the other key. Remove the operating shaft from the clutch
housing (44) and throwout yoke.
6. Remove the two grease fttings (57) from the outside of the housing
near the operating shaft holes only if replacement of the parts is
necessary.
Proceed to Clutch Shaft and Housing Disassembly:
Seven main bearing housing confgurations are illustrated. Refer to the Twin
Disc Power Take-Off Reference Listing in the Description and Specifcations
section to determine which confguration is used in your PTO.
Skip to:
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration A
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration B
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration C
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration D
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration E
Clutch Shaft and Housing Disassembly - Bearing Housing Confguration F
106
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration A
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Hex Head
Capscrew
(35)
Washer
(36)
Retainer
Clip
(37)
Bearing
Retainer
(38)
Bearing
Cup
(39)
Bearing
Cone
(41)
Plug
(43)
Bearing
Cone
(40)
Bearing
Cup
(42)
Fitting
(57)
Housing
(44)
Figure 25. Illustration - Main Bearing Housing Confguration A
1. Position the pto on the bench with the input end up.
2. Remove the hex head capscrew (35), lock washer (36) and the retainer
clip (37) so the bearing retainer (38) may be rotated.
3. Rotate the bearing retainer counter-clockwise to remove it.
4. Lift the clutch shaft (33) with the two bearing cones (40 & 41) from
the housing. The forward bearing cup (39) will come out with the shaft
and bearing cones.
5. Use an arbor press to remove the bearing cones from the clutch
shaft. The bearing cones remove in opposite directions from the shaft
shoulder.
6. Remove the rear bearing cup (42) from the housing by removing
the three plugs (52) (if used) from the access holes in the housing
and tapping the race from the bore through the holes using a blunt
punch.
7. Remove the grease ftting (51) from the housing.
107
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration B
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Hex Head
Capscrew
(35)
Front Bearing
Retainer
(38)
Bearing
Cone
(40)
Bearing
Cup
(39)
Bearing Cone
(41)
Bearing Cup
(42)
Internal Bearing
Spacer
(58)
Washer
(60)
Hex Head
Capscrew
(65)
Seal Plate
(64)
Nut
(62)
External Bearing
Spacer
(59)
Washer
(61)
Housing
(44)
Figure 26. Illustration - Main Bearing Housing Confguration B
1. Position the pto housing on the bench with the output end facing
upward.
2. Remove the three hex head capscrews (65) that secure the rear seal
plate (64) to the housing (44).
3. Remove the rear seal plate.
4. Turn the pto housing over on the bench with the input end facing
upward.
5. Remove the six hex head capscrews (35) that secure the bearing
retainer (38) to the housing.
6. Remove the bearing retainer from inside the housing.
108
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
7. Lift the clutch shaft (33) from the housing. The forward bearing cup
(39) and cone (40), the internal and external bearing spacers (58 &
59), the rear bearing cup (42) and cone (41) and the rear lock nut (62)
and washers (60 & 61) will come out with the shaft.
8. Remove the lock nut and washers that secure the rear bearing cone
on the shaft.
Note: Hold the shaft securely without damaging it. The nut is
installed with 678-813 Nm (500-600 lb.-ft.) torque.
9. Remove the rear bearing cup and cone, then the internal and external
bearing spacers and the front bearing cup and cone from the shaft.
109
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration C
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Oil
Slinger
(66)
Front
Wear
Sleeve
(67)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
O-Ring
Seal
(50)
Rear
Seal
(70)
Wear
Sleeve
(69)
Pipe
Plug
(52)
Filler/
Breather
(72)
Drain
Plug
(71)
Front
Oil
Seal
(68)
Bearing
Retainer
(38)
Hex Head
Capscrew
(35)
Lock
Plate
(36)
Bearing Cup
(42)
Bearing
Cone
(40)
Bearing Cup
(39)
Bearing
Cone
(41)
Shims
(63)
Housing
(44)
Fitting
(57)
Figure 27. Illustration - Main Bearing Housing Confguration C
1. On later production units, remove the oil gauge (74) from the oil gauge
tube (73) in the bearing retainer (47).
2. Turn the power take-off housing with attached parts over on the bench.
Support the housing so the output end of the clutch shaft faces up and
is free to rotate. There should be a clearance below the input end of
the clutch shaft.
3. Remove the oil gauge tube from the bearing carrier only if replacement
of either is necessary.
4. Remove hex head capscrews (48) and remove the support plate if
used.
5. Lift the clutch shaft (33) and bearing carrier (47) unit from the clutch
housing (44). Remove and discard the rubber seal (50) located at
the bearing carrier pilot.
110
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
6. Secure the clutch shaft with attached parts in a large vise with
protective jaws, with the input end of the shaft facing up, gripping the
rear cast section of the bearing carrier in the vise.
7. Remove the oil slinger (66) from the shaft using a gear puller.
8. Remove the six capscrews (35), locking plates (36), bearing retainer
(38) and shims (63).
9. Lift the clutch shaft with bearing cones (40 & 41) and 2 wear sleeves
(67 & 69) from the bearing carrier. The forward bearing cup (39) will
come out with the shaft and bearing cones.
10. Use an arbor press or bearing puller to remove the bearing cones from
the clutch shaft. The bearing cones remove in opposite directions from
the shoulder machined on the clutch shaft. The two wear sleeves will
be removed when the cones are removed.
11. Remove the rear bearing cup from the bearing carrier by removing
the two 1/8 pipe plugs (52) from the bearing carrier and tapping the
bearing cup (42) from the bearing carrier through the holes using a
blunt punch.
12. Knock the oil seal (70) out of the bearing carrier (47).
13. Lay the clutch housing on its side and tap out the oil seal (68) using
a blunt-end punch.
14. Remove the pipe reducer, if used, and breather (72) from the bearing
carrier.
111
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration D
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Ball
Bearing
(40)
Bearing
Retainer
(38)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
Internal
Snap Ring
(75)
Ball
Bearing
(41)
Washer
(49)
Fitting
(57)
Housing
(44)
Figure 28. Main Bearing Housing Confguration D
1. Turn the power take-off housing with attached parts over on the bench.
Support the housing so the output end of the clutch shaft faces up and
is free to rotate. There should be a clearance below the input end of
the clutch shaft.
2. Remove hex head capscrews (48) and washers (49) and remove the
support plate.
3. Lift the clutch shaft (33) and bearing carrier unit from the clutch housing
(44).
4. Secure the bearing carrier with attached parts in a large vise with
protective jaws, with the input end of the shaft facing up, gripping the
rear cast section of the bearing carrier in the vise.
5. Remove the internal snap ring (75) from the bearing carrier (47).
6. Remove the bearing retainer (38) from the bearing carrier.
112
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
7. Lift the clutch shaft with the two ball bearings (40 & 41) from the bearing
carrier.
8. Use an arbor press to remove the bearings from the clutch shaft. The
bearings remove in opposite directions from the shaft shoulder.
9. Remove the grease ftting (51) from the bearing carrier.
113
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration E
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Bearing
Cup
(39)
Bearing
Retainer
(38)
Bearing
Carrier
(47)
Hex Head Capscrew (48)
& Washer (49)
Retainer
Clip
(37)
Hex Head
Capscrew
(35)
Washer
(36)
Bearing
Cone
(41)
Plug
(52)
Fitting
(57)
Bearing
Cup
(42)
Bearing
Cone
(40)
Housing
(44)
Figure 29. Main Bearing Housing Confguration E
1. Turn the power take-off housing with attached parts over on the bench.
Support the housing so the output end of the clutch shaft faces up and
is free to rotate. There should be a clearance below the input end of
the clutch shaft.
2. Remove hex head capscrews (48) and washers (49) and remove the
support plate if used.
3. Lift the clutch shaft (33) and bearing carrier (47) unit from the clutch
housing (44).
4. Secure the bearing carrier with attached parts in a large vise with
protective jaws, with the input end of the shaft facing up, gripping the
rear cast section of the bearing carrier in the vise.
5. Remove the hex head capscrew (35), lock washer (36) and the retainer
clip (37) so the bearing retainer (38) may be rotated.
6. Rotate the bearing retainer counter-clockwise to remove it.
114
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
7. Lift the clutch shaft with the two bearing cones (40 & 41) from the
bearing carrier. The forward bearing cup (39) will come out with the
shaft and bearing cones.
8. Use an arbor press to remove the bearing cones from the clutch
shaft. The bearing cones remove in opposite directions from the shaft
shoulder.
9. Remove plugs (52) (if used) and remove the rear bearing cup (42)
from the bearing carrier by tapping the race from the bearing carrier
through the holes using a blunt punch.
10. Remove the grease ftting (51) from the bearing carrier.
115
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration F
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Bearing
Cup
(42)
Bearing
Retainer
(38)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
Hex Head
Capscrew
(35)
Washer
(36)
Bearing
Cone
(41)
Front
Oil Seal
(68)
Shims
(63)
O-Ring Seal
(78)
Washer
(49)
Rear Oil
Seal
(70)
Fitting
(32)
Bearing
Cup
(39)
Bearing
Cone
(40)
Fitting
(57)
Plug
(52)
Housing
(44)
Figure 30. Main Bearing Housing Confguration F
1. Turn the power take-off housing with attached parts over on the bench.
Support the housing so the output end of the clutch shaft faces up and
is free to rotate. There should be a clearance below the input end of
the clutch shaft.
2. Remove hex head capscrews (48) and washers (49) and remove the
support plate.
3. Lift the clutch shaft (33) and bearing carrier (47) unit from the clutch
housing (44).
4. Secure the bearing carrier with attached parts in a large vise with
protective jaws, with the input end of the shaft facing up, gripping the
rear cast section of the bearing carrier in the vise.
5. Remove the hex head capscrews (35) that secure the bearing retainer
(38) to the bearing carrier (47).
6. Remove the bearing retainer and shims (63).
7. Knock the front oil seal (68) out of the bearing retainer and remove
the o-ring seal (78).
116
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
8. Lift the clutch shaft with the two bearing cones (40 & 41) from the
bearing carrier. The forward bearing cup (39) will come out with the
shaft and bearing cones.
9. Use an arbor press to remove the bearing cones from the clutch
shaft. The bearing cones remove in opposite directions from the shaft
shoulder.
10. Remove the rear bearing cup (42) from the bearing carrier by removing
the pipe plugs (52) (if used) from the rear side of the bearing carrier
and tapping the race out using a blunt punch through the holes .
11. Remove the ftting (32) from the bearing carrier.
12. Remove the rear oil seal (70) from the bearing carrier.
Note: It is not necessary to remove the steel balls from the
passageways of the bearing carrier. They are installed
as an integral part of the manufacturing process.
117
Twin Disc, Incorporated Disassembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Disassembly - Confguration G
Refer to the BOM and exploded views in the Illustrations section of this
manual, and the main bearing confguration illustrations below.
Ball
Bearing
(40)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
External
Snap Ring
(114)
Internal
Snap Ring
(113)
Housing
(44)
Internal
Snap Ring
(112)
Oil Seal
(68)
Shaft
(33)
Figure 31. Main Bearing Housing Confguration G
1. Remove oil fll cup (72), oil level check plug (115) and oil drain plug
(71) from the bearing carrier (47)
2. Position the power take-off housing on the bench. Support the housing
so the input end up.
3. Remove the four hex head capscrews (48) that secure the bearing
carrier to the housing (44).
4. Remove the housing from the bearing carrier and shaft.
5. Remove the oil seal (68) from the housing.
6. Remove the internal snap rings (112 and 113) that secure the
ball bearing (40) in the bearing carrier and remove the shaft and
bearing.
118
Twin Disc, Incorporated
Disassembly
Power Take-off Service Manual #1022762
7. Remove the external snap ring (114). Position the shaft and bearing
on the bed of a press with the shaft extending downward. Support
beneath the inner race of the bearing and press the shaft (33) from
the bearing.
Press Ram
Bearing
Support
beneath
bearing inner
race
Shaft
Press Bed
Figure 32. Main Bearing Housing Confguration G
Note: Do not remove the plugs from the housing unless they
are damaged or must be replaced.
119
Twin Disc, Incorporated Cleaning and Inspection
Power Take-off Service Manual #1022762
Cleaning and Inspection
Cleaning and Inspection
Refer to the BOM, the exploded views in the Illustrations section and
Engineering Drawings near the back of this manual.
Bearings
1. Thoroughly wash bearings in clean solvent if they have been in service.
Soak bearings in solvent if they are particularly dirty.
Never dry bearing with compressed air. Do not spin bearings while they
are not lubricated. Oil bearings with SAE 10 engine oil immediately after
cleaning. Be sure bearings are oiled before inspection. Protect clean
bearings, whether they are new or have been in service, from dirt, dust,
grit or any other contaminant.
2. Inspect bearings for roughness of rotation. Replace the bearing if
roughness is found.
3. Inspect bearings for corrosion, scored, scratched, cracked, pitted or
chipped races, and for indication of excessive wear of balls or rollers.
If one of the these defects is found, replace the bearing.
Preventing Entrance of Dirt Into Bearings
4. Dirt and grit in bearings are often responsible for bearing failure.
Consequently, it is important to keep bearings clean. Do not remove
grease from new bearings. Keep the wrapper on new bearings until
immediately before they are to be installed. Do not expose new clean
bearings until they are ready to be used in the assembly. Keep them
wrapped in clean lint-free cloth or paper to keep out dust and debris.
Protect bearings from contamination even after they are installed on
the shaft or in the bore.
120
Twin Disc, Incorporated
Cleaning and Inspection
Power Take-off Service Manual #1022762
Housings, Cast Parts and Machined Surfaces
5. Replace cast parts or housings that are cracked.
6. Inspect bearing bores for grooved, burred or galled conditions that
would indicate that the bearing has been turning in its housing. If the
damage cannot be repaired to like-new condition with a crocus cloth,
replace the part. Bore diameters must not exceed the maximum
dimension shown in Wear Limits in the Description and Specifcations
section of this manual.
Typical Bearing Carrier or Housing bore area
Closely check bearing
bore for damage.
Check threads or pilot
for damage.
Check face for
damage.
Figure 33. Inspect the bores, threads and faces
7. Inspect bores for wear, grooves, scratches and dirt. Remove burrs
and scratches with crocus cloth or a soft stone. Replace parts that
are deeply grooved or scratched.
8. Inspect oil and grease passages for obstructions. If an obstruction is
found, remove it with compressed air or by working a wire or wire brush
back and forth through the passage and fushing it with solvent.
Figure 34. Be sure passageways are clean.
121
Twin Disc, Incorporated Cleaning and Inspection
Power Take-off Service Manual #1022762
Shafts, seal lip contact surfaces and bearing journals
9. Inspect machined surfaces for burrs, scratches, nicks and foreign
matter. If such defects cannot be removed with crocus cloth or a soft
stone, replace the part.
10. Inspect bearing journals on the shaft for grooved, burred or galled
conditions that would indicate that the bearing has been turning on
the shaft. If the damage cannot be repaired to like-new condition with
a crocus cloth, replace the part. Bearing journal diameters must not
be less than the dimensions shown in Wear Limits in the Description
and Specifcations section of this manual.
11. Inspect the pilot bearing journal on the clutch shaft. If it is worn in any
way, or if it shows signs that the pilot bearing has been turning on
the journal, replace the clutch shaft. Pilot bearing journal diameters
must not be less than the dimensions shown in Wear Limits in the
Description and Specifcations section of this manual.
1
2
3
4
5
Main Bearing Journal B
Main Bearing Journal A
Pilot Bearing Journal
Main Bearing Journal B
Main Bearing Journal A
Main Bearing Journal B
Main Bearing Journal A
Pilot Bearing Journal
Rear Seal Journal
Front Seal Journal
Main Bearing Journal B
Main Bearing Journal A
Main Bearing Journal A
Pilot Bearing Journal
Figure 35. Inspect bearing journals and seal journals
122
Twin Disc, Incorporated
Cleaning and Inspection
Power Take-off Service Manual #1022762
12. Inspect seal journal surfaces on the shaft. Look especially for scratches
or nicks that extend above the shaft surface. If they cannot be removed
using a fne crocus cloth, replace the part. Seal journal diameters
must not be less than the dimensions shown in Wear Limits in the
Description and Specifcations section of this manual.
13. Inspect seal lip contact surfaces on wear sleeves and other surfaces.
Look especially for scratches or nicks that intersect with or cross the
lip contact area. If they cannot be removed using a very fne crocus
cloth, replace the part.
14. Inspect threaded openings for damaged threads. Chase damaged
threads with a tap of the correct size.
15. Be sure the snap ring grooves have straight sides, especially if a
bearing failure has occurred.
Figure 36. Snap ring grooves must have square sides
123
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Assembly
The following procedure is for complete disassembly of the unit. Prior to this
procedure, the power take-off should be removed from the engine. Qualifed
personnel should do the work in a fully equipped facility.
Note: Illustrations used here are to aid in understanding and
completing the procedure, and may not appear to be
consistent with the previous assembly steps.
Note: Seven main bearing confgurations are illustrated. Refer
to the Twin Disc Power Take-Off Reference Listing in
the Description and Specifcations section to determine
which confguration is used in your pto.
124
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Clutch Assembly
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
All SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211
Series (except BOMs such as SP111C016 and SP211C022-skip to
step 9.)
Bronze Throwout Collar only: (Ball Bearing Type Throwout Collar skip to
step 4.)
1. (Design used on some older models only.) Install the woodruff key in
the slot of the sliding sleeve and install the collar ring with the keyway
aligned with the woodruff key. Install the external snap ring to secure
the collar ring on the sleeve.
Sliding Sleeve
Collar Ring
Key
Snap Ring
Figure 37. Older Style Sliding Sleeve
125
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
2. Lubricate the shoulder of the sliding sleeve (27) with No. 30 engine oil
prior to installation of the split collar. Place the throwout collar halves
over the sliding sleeve shoulder. Install 2 hex head capscrews 1/2
- 20 x 3 1/4 through the halves. Install 2 hex nuts on the capscrews.
Torque the capscrews to the proper specifcations given in Torque
Values for Fasteners in the Description and Specifcations section.
Sliding
Sleeve
Nut
Capscrew
Collar
Halves
23
22
21
20
19
18
Figure 38. Assembly of Bronze Throwout Collar
3. Check collar rotation to be sure it turns freely on the sliding sleeve.
(Proceed at step 14.)
Ball Bearing Type Throwout Collar
4. Place the sliding sleeve (27) on the bed of a press with the bearing
end up. Place the external snap ring (31) on the sleeve before the
bearing (30) is installed.
Figure 39. Assembly of Ball Bearing Type Throwout Collar
126
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
5. Press the ball bearing (30) on the sleeve. Press tight to stop against
the shoulder.
Note: Pack the bearing with grease before installing it on the
collar.
Note: Apply force only against the inner race of the bearing.
Pressing against the outer race or contact with the balls
will damage the bearing, leading to premature failure.
6. Install the external snap ring (29) to secure the bearing.
7. Install the throwout collar (28) over the bearing. Seat the collar tight
against the bearing.
Excessive pressure or sharp impact against the outer race of the bearing
during installation of the collar will damage the bearing, leading to
premature failure.
8. Turn the sliding sleeve assembly over on the bed of the press. Install
the internal snap ring (31) in the collar. (Proceed at step 14.)
127
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
BOMs such as SP111C016 and SP211P022 only:
9. Install the two plungers (100) in the holes in the sides of the sliding
sleeve (27). The plungers must extend through the holes into the
internal bore of the sliding sleeve.
10. Install springs (101) in the holes against the plungers.
11. Compress the springs while installing the roll pins (102). The roll pins
must retain the springs and plungers in the holes.
12. Lubricate the shoulder of the sliding sleeve (27) with No. 30 engine oil
prior to installation of the split collar. Place the throwout collar halves
over the sliding sleeve shoulder. Install 2 hex head capscrews 1/2
- 20 x 3 1/4 through the halves. Install 2 hex nuts on the capscrews.
Torque the capscrews to the proper specifcations given in Torque
Values for Fasteners in the Description and Specifcations section.
Sliding
Sleeve
Nut
Capscrew
Collar
Halves
23
22
21
20
19
18
Figure 40. Assembly of Bronze Throwout Collar
13. Check collar rotation to be sure it turns freely on the sliding sleeve.
(Proceed at step 29.)
128
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Assemble the plate stack
14. Set the hub and back plate (4) on a bench with the threaded and
splined section facing up.
15. Install a friction plate (6) on the hub-and-backplate.
Figure 41. Typical SP111, SP211 and SP311 Plate Stack (SP311 is
shown)
SP211, SPE211, SP311 and RFD211 Series clutches only:
(SP111, SPE111 and RFD111 Series Clutches, skip to step 20.)
16. Install a center plate (7) so it rests fat on the friction plate, meshing
the splines of the center plate and hub-and-backplate.
17. Install a second friction plate (6) on the center plate.
SP311 Series clutches only: (SP211, SPE211 and RFD211 Series
clutches, skip to step 20.)
18. Install a second center plate (7) so it rests flat on the second
friction plate, meshing the splines of the center plate and hub-and-
backplate.
19. Install a third friction plate on the second center plate.
129
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
All SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211
Series
20. Install the pressure plate (8) on the top friction plate, meshing the
splines of the center plate and hub-and-backplate.
21. Install the adjusting lock pin spring (24) into the pocket in the pressure
plate and install the adjusting lock pin (25) on the spring.
Figure 42. Illustration - Levers, Links, Sleeve, Throwout Collar
22. Push down on the pin, compressing the spring while screwing the
adjusting yoke (26) partially onto the threaded part of the hub-and-
back plate.
23. Place the levers (9) between the lugs of the pressure plate and secure
to the pressure plate with three clevis pins (11).
Note: Hook each lever under the edge of the adjusting yoke
while aligning the clevis pin hole with the holes in the
pressure plate lugs.
130
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
24. Place a washer (10) on each clevis pin and install three cotter pins
(12). Spread the legs of the cotter pins as shown below.
Note: The head of the clevis pin must be in the clockwise side
of the lug when viewing it from the top (sliding sleeve)
side.
Note: Models SP111, SP211, RFD111 and RFD211 clutches
are different from SP311 clutches.
11.9 mm. (0.47 in.) Radius (12)
9.65 mm. (0.38) Radius (13 & 17)
Legs do not
extend outside
this area.
23.9 mm. (0.94 in.) Diameter (12)
19.3 mm. (0.76 in.) Diameter (13 & 17)
Figure 43. Spread the cotter pin legs - SP111, SP211, RFD111 &
RFD211
14.7 mm. (0.58 in.) Radius (12)
11.9 mm. (0.47 in.) Radius (13 & 17)
Legs do not
extend outside
this area.
29.4 mm. (1.16 in.) Diameter (12)
23.8 mm. (0.94 in.) Diameter (13 & 17)
Figure 44. Spread the cotter pin legs - SP311
25. Attach six lever links (15) one on each side of each of the three clutch
levers (9). Secure with three clevis pins (14) and three cotter pins
(13).
26. Place the pre-assembled sliding sleeve (27) on the adjusting yoke,
aligning the three lugs between the three pairs of lever links.
27. Attach the links to the sliding sleeve with three clevis pins (16) and
three cotter pins (17).
28. Install the hose ftting (18) in the collar trunnion, and attach the fexible
hose (19), hose ftting (20) and lubrication ftting (23).
(Proceed to step 48)
131
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
BOMs such as SP111C016 and SP211P022 only:
Assemble the plate stack
29. Set the hub and back plate (4) on a bench with the threaded and
splined section facing up.
Figure 45. BOMs such as SP211C022 and SP211C016 Spring Locations
(SP211C022 is shown)
30. Install the inner compression springs in the pockets in the (either three
or four) pockets in the hub-and-backplate.
BOMs such as SP211C022 only: (BOMs such as SP111C016, skip
to step 32.)
31. Also install the four outer compression springs (77) in the pockets,
over the inner springs (76).
132
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
BOMs such as SP111C016 and SP211P022 only:
32. Install a friction plate (6) on the hub-and-backplate.
Figure 46. Plate Stack SPE Clutch (BOM SP111C016 is shown)
BOMs such as SP211C022 only: (BOMs such as SP111C016, skip
to step 36.)
33. Install a center plate (7) so it rests fat on the friction plate, meshing
the splines of the center plate and hub-and-backplate.
34. Install a second friction plate (6) on the center plate.
BOMs such as SP111C016 and SP211P022:
35. Install the plunger (97) in the hole in the side of the hub and back plate
(4). The plunger must extend through the hole into the internal bore.
36. Install spring (98) in the hole against the plunger.
133
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
37. Install the wear pad (99) against the spring. The wear pad must insert
into the spring.
38. Install the pressure plate (8) on the top friction plate, meshing the
splines of the center plate and hub-and-backplate.
Note: While installing the pressure plate, push the wear pad
(96) to compress the spring (97).
39. Install the adjusting lock pin spring (24) into the pocket in the pressure
plate and install the adjusting lock pin (25) on the spring.
Figure 47. Illustration - Levers, Links, Sleeve, Concial Spring, Throwout
collar - BOMs such as SP111C016 & SP211C022
40. Push down on the pin, compressing the spring while screwing the
adjusting yoke (26) partially onto the threaded part of the hub-and-
back plate.
41. Install the conical spring (111) on top of the hub and back plate (4).
The small end of the spring must extend downward into the internal
bore.
134
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
42. Place the levers (9) between the lugs of the pressure plate.
Note: Hook each lever under the edge of the adjusting yoke
while aligning the clevis pin hole with the holes in the
pressure plate lugs.
43. Install three washers (104) on the three shoulder screws (103). Insert
the shoulder screws through the levers and lever lugs.
Note: The clutch links (15), clutch levers (9), headed pins
(14), washers (107) and washers (13) are not serviced
separately. Order new parts if necessary and install as
a pre-assembled unit.
Note: The head of the shoulder screw must be in the clockwise
side of the lug when viewing it from the top (sliding
sleeve) side.
44. Install three washers (105) on the three shoulder screws and secure
each with a hex nut (106). The nuts are self-locking-type hex nuts.
Tighten securely.
45. Place the pre-assembled sliding sleeve (27) on the adjusting yoke,
aligning the three lugs between the three pairs of lever links.
46. Insert the shoulder screws (108) through the links and sliding sleeve
lugs. Place three washers (109) on the three shoulder screws and
secure each with a hex nut (110). The nuts are self-locking-type hex
nuts. Tighten securely.
47. Install the hose ftting (18) in the collar trunnion, and attach the fexible
hose (19), hose ftting (20) and lubrication ftting (23).
135
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Center the clutch plates
48. Visually center the friction plates (6) on the clutch and align the
teeth. Press down on the collar assembly to lock the plates in place.
If necessary, pull the adjustment lock pin to compress the lock pin
spring, and rotate the adjusting yoke assembly until the plates are
locked in position when the collar is pressed down.
Note: This is an initial setting to hold the plates in place until
after the pto is mounted on the engine, so it is imperative
that the teeth be exactly aligned and the plates are
exactly centered on the clutch. The driving ring may
be used as an alignment fxture to align the teeth and
center the plates relative to the hub-and-backplate so
they are perfectly aligned when the pto is installed on
the engine.
Wooden block
(use 3) to hold
driving ring in
position
Teeth
Perfectly
center the clutch in the drive ring.
(This gap is to be exactly equal
all the way around.)
Driving Ring
(1)
Bench
Figure 48. Align the Plate Stack
Proceed to Clutch Shaft and Housing Assembly. Seven main bearing housing
confgurations are illustrated. Refer to the Twin Disc Power Take-Off
Reference Listing in the Description and Specifcations section to determine
which confguration is used in your PTO.
Skip to:
Clutch Shaft and Housing Assembly - Bearing Housing Confguration A
Clutch Shaft and Housing Assembly - Bearing Housing Confguration B
Clutch Shaft and Housing Assembly - Bearing Housing Confguration C
Clutch Shaft and Housing Assembly - Bearing Housing Confguration D
Clutch Shaft and Housing Assembly - Bearing Housing Confguration E
Clutch Shaft and Housing Assembly - Bearing Housing Confguration F
136
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Assembly - Confguration A
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Hex Head
Capscrew
(35)
Washer
(36)
Retainer
Clip
(37)
Bearing
Retainer
(38)
Bearing
Cup
(39)
Bearing
Cone
(41)
Plug
(43)
Bearing
Cone
(40)
Bearing
Cup
(42)
Fitting
(57)
Housing
(44)
Figure 49. Illustration - Confguration A
Install main bearings on the clutch shaft
1. Clean the tapered bearing cones (40 & 41) and clutch shaft (33) with
isopropyl solvent to remove any oil or grease residue.
Note: Do not use any oil or paraffn based solvents.
137
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
2. Use an arbor press to install the two bearing cones on the clutch
shaft. Install the cones, one from each end, with the back faces (wide
section) butting against the shoulder on the clutch shaft. (See note
below regarding alternative installation method.)
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Note: Use a piece of steel tubing approximately 5 cm. (2
inches) longer than the distance from the end of the
shaft to the shoulder and just slightly larger in inside
diameter than the bearing cones inside diameter. The
tubing must not be thick enough to contact the cage of
the bearing during installation.
Press Ram
Flat Plate (tool)
Press Tube
Output end of
Clutch Shaft (33)
Bearing Cone (41)
Note: I.D. of Press Tube is
slightly larger than the I.D.
of the bearing.
Note: Thickness of
Press Tube wall must
contact ONLY the
i nner race of the
bearing.
Note: Bearing must
be pressed ti ght
against the shoulder.
Figure 50. Install bearing cones on the shaft
Note: An alternative method to install the bearing cones is to
heat them in an oven at 135 C. (275 F.) for one hour
and install them immediately on the clutch shaft. Let the
bearing cone cool to room temperature after installation
while continuing to apply force as the bearing cools. This
is necessary to ensure that it remains properly seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
3. After the bearings return to room temperature, coat the bearing rollers
and both bearing cups with a light flm of clean No. 30 engine oil.
138
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Clutch housing
4. Set the clutch housing (44) on the bed of a press with the input end
of the housing facing up.
Note: There should be suffcient clearance below the housing
to allow for installation of the clutch shaft.
5. Install 2 lubrication fttings (57) if they were removed.
6. Use a round steel plate slightly smaller in diameter than the outer
diameter of the rear main bearing cup (42). Place the bearing cup on
the housing, back (wide section) face down. Be sure the plate does
not press against the bearing cups roller contact surface in the cup.
Press the cup to the bottom of the bore.
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Note: Installation Tip
A scrap bearing cup the same size as the one being
installed (42) may be used as an installation tool in
addition to a fat plate.
Press beari ng
cup to bottom of
the bore.
Press Ram
Flat Plate (tool)
Scrap Bearing Cup
used upside down
Housing (44)
New Bearing Cup (42)
Figure 51. Install the rear bearing cup (42)
Install the clutch shaft and bearings into the housing.
7. Carefully install shaft and bearings in the housing. The output end of
the shaft must enter the housing frst.
Note: DO NOT pre-grease the bearings prior to installation
into the housing.
139
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
8. Install the front bearing cup (39) in the bore on top of the upper bearing
cone. Press it tight against the cone.
9. Install the bearing retainer (38) in the housing. Thread the bearing
retainer tight against the bearing.
Note: The notches must be up.
(Preliminary setting) Measure and set bearing end play.
The only approved method for adjustment of tapered roller bearings in
Twin Disc Power Take-Offs is by use of a dial indicator to read actual
bearing end play. This preliminary setting is for assembly purposes
only. Final bearing end play must be adjusted as described below in
(Final setting) Measure and set bearing end play.
10. Tighten the bearing retainer until 6.8 Nm. (60 in.-lbs.) of torque is
required to rotate the shaft.
Note: Do not overtighten! Damage may occur to the bearings
or bearing retainer.
Rotate the shaft several revolutions. This aligns and seats the bearing
cones in the bearing cups and creates a zero clearance.
11. Note the position of any one of the notches in the bearing retainer
relative to the threaded hole for the retainer lock capscrew.
Bearing
Retainer
Notches
Figure 52. Bearing Retainer Notches
140
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
For side-load applications:
Back off the bearing retainer (38) to create a clearance between the
bearing retainer and bearing cup. The notch closest to the threaded
hole (aligned with or clockwise from the hole) is the frst notch.
SP111, SPE111 Series: Back off 3 1/2 - 4 1/2 notches
SP211, SPE211 Series: Back off 3 3/4 - 4 3/4 notches
RFD111, RFD211 Series: Back off 2 - 3 notches
RB111P301, RB111P302: Back off 3 1/4 - 4 1/4 notches
RB111P101, RB211P201: Back off 3 3/4 - 4 3/4 notches
For in-line applications:
Back off the bearing retainer (38) to create a clearance between the
bearing retainer and bearing cup.
SP111, SPE111 Series: Back off 3 1/2 - 4 1/2 notches
SP211, SPE211 Series: Back off 4 3/4 - 5 3/4 notches
RFD111 Series: Back off 2 - 3 notches
RFD211 Series: Back off 3 - 4 notches
RB111P301, RB111P302: Back off 3 1/4 - 4 1/4 notches
RB111P101, RB211P201: Back off 3 3/4 - 4 3/4 notches
Note: SP111, SPE111, RFD111, RB111 and RB211 Series
use the same setting for both side-load and in-line
operation.
Note: Bump the output end of the shaft with a soft mallet
hard enough to move and seat the front bearing cup up
against the bearing retainer and create the specifed
bearing clearance after each adjustment of the bearing
retainer.
Only a preliminary adjustment procedure has been completed by
backing off the bearing retainer. The only approved method for
adjustment of tapered roller bearings in Twin Disc Power Take-Offs is
by use of a dial indicator to read actual bearing end play. Continue
to (Final Setting) Measure and set bearing end play to complete the
adjustment procedure.
141
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
(Final setting) Measure and set bearing end play
12. Securely support the unit with the clutch shaft in a vertical position
and the output end up. Be sure the shaft is clear to rotate.
13. Attach an eyebolt in the thread at the output end of the shaft. Attach
a hoist with a thrust bearing-equipped swivel hook to the eyebolt.
14. Securely attach a dial indicator to the housing and locate the stem
so the tip is contacting the end of the shaft and movement of the tip
is exactly vertical, the same direction as the movement of the shaft.
15. Lift the unit off the supports using the hoist. Apply approximately
90.7 Kg. (200 lbs.) of downward force on the bearing carrier while
dial indicator is being set. Mark a spot on the end of the shaft next
to the stem as a starting reference point and set the dial indicator to
zero.
Figure 53. Measuring and setting bearing end play
142
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
16. Carefully and gently lower the unit back onto the supports. Allow the
hoist to go slack. Apply approximately 90.7 Kg. (200 lbs.) of downward
force on the shaft while dial indicator reading is being taken. (The
weight of the shaft will be considered part of the 90.7 Kg. (200 lbs.)
Read the dial indicator to read actual bearing end play.
17. Repeat steps 15 and 16 to be sure the dial indicator reading repeats
with accuracy. Adjust the bearing retainer as necessary to obtain 0.101
- 0.178 mm. (0.004 - 0.007 in.) bearing end play. (See note below.)
Note: SP211, SPE211 and RFD211 only: For in-line operation:
Adjust the bearing retainer as necessary to obtain 0.178
- 0.229 mm. (0.007 - 0.009 in.) bearing end play.
.
18. Once the bearing end play adjustment is completed, match-mark the
bearing retainer and bearing housing so the bearing retainer may be
removed and reinstalled in the same exact position.
19. After match-marking the bearing retainer and bearing housing, remove
the bearing retainer (35) and front bearing cup (39).
20. Remove the shaft and hand-pack the bearing cones (40 & 42) with
grease specifed in the Lubrication specifcations in the Maintenance
section. See information regarding Filling the Main Bearing Cavity
at initial assembly in the Description and Secifcations section of this
manual.
Note: Do not pack the bearing carrier cavity with grease. The
proper amount of grease will be added later.
21. Reinstall the shaft with bearings, front bearing cup and bearing retainer.
Position the bearing retainer exactly as it was prior to removal. Realign
the match-marks.
22. Install the retainer clip (37), hex head capscrew (35) and washer (36).
Torque the capscrews to the proper specifcations given in Torque
Values for Fasteners in the Description and Specifcations section.
Note: Bump the output end of the shaft with a soft mallet (as
described in the previous step above) hard enough
to move and seat the front bearing cup up against
the bearing retainer and create the specifed bearing
clearance after each adjustment of the bearing
retainer.
(Proceed to Install the Operating Shaft and Throwout Yoke)
143
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Assembly - Confguration B
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Figure 54. Illustration - Confguration B
Install main bearings on the clutch shaft
1. Clean the tapered bearing cones (40 & 41) and clutch shaft with
isopropyl solvent to remove any oil or grease residue.
Note: Do not use any oil or paraffn based solvents.
2. Use an arbor press to install the front bearing cone (40) on the clutch
shaft. Install the cone from the output end, with the back face (wide
section) butting against the shoulder on the clutch shaft. (See note
below regarding alternative installation method. )
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
144
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Note: Use a piece of steel tubing approximately 5 cm. (2
inches) longer than the distance from the end of the
shaft to the shoulder and just slightly larger in inside
diameter than the bearing cones inside diameter. The
tubing must not be thick enough to contact the cage of
the bearing during installation.
Press Ram
Flat Plate (tool)
Press Tube
Output end of
Clutch Shaft (33)
Bearing Cone (40)
Note: I.D. of Press Tube is
slightly larger than the I.D.
of the bearing.
Note: Thickness of
Press Tube wall must
contact ONLY the
i nner race of the
bearing.
Note: Bearing must
be pressed ti ght
against the shoulder.
Figure 55. Install bearing cones on the shaft
Note: An alternative method to install the bearing cone is to
heat it in an oven at 135 C. (275 F.) for one hour and
install them immediately on the clutch shaft. Let the
bearing cone cool to room temperature after installation
while continuing to apply force as the bearing cools. This
is necessary to ensure that it remains properly seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
3. After the bearing returns to room temperature, coat the bearing rollers
with a light flm of clean No. 30 engine oil.
145
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Clutch housing
4. Set the clutch housing (44) on the bed of a press with the input end
of the housing facing up.
5. Install 2 plugs (57) if they were removed.
6. Use a round steel plate slightly smaller in diameter than the outer
diameter of the front main bearing cup (39). Place the bearing cup on
the housing, back (wide section) face down. Be sure the plate does
not press against the bearing cups roller contact surface in the cup.
Press the cup to the bottom of the bore.
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Note: Installation Tip
A scrap bearing cup the same size as the one being
installed (39) may be used as an installation tool in
addition to a fat plate.
Press beari ng
cup to bottom of
the bore.
Press Ram
Flat Plate (tool)
Scrap Bearing Cup
used upside down
Housing (44)
New Bearing Cup (39)
Figure 56. Install the front bearing cup (39)
146
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Install the clutch shaft and bearing into the housing.
7. Carefully install the clutch shaft and bearing in the housing. The output
end of the shaft must enter the housing frst.
Note: Pre-grease the bearings prior to installation into the
housing.
8. Install the (front) bearing retainer (38) on top of the upper bearing
cone. Press it tight against the cone and secure it with six hex head
capscrews (35). Torque the capscrews to the proper specifcations
given in Torque Values for Fasteners in the Description and
Specifcations section.
9. Carefully turn the housing over on the bench. Install the external spacer
(59) in the housing, resting against the front bearing cup.
10. Install the internal spacer (58) in the housing, resting against the front
bearing cone.
11. Install the rear bearing cup (42) with the wide side down against the
internal and external spacers.
12. Install the rear bearing cone, seated securely in the bearing cup.
13. Install the (thick) washer (60), resting against the rear bearing cone.
14. Install the (thin) washer (61) on top of the thick washer.
15. Install the nut (62). Thread it tight against the washer and torque the
nut to 655 - 790 Nm (483 - 583 lb. ft.).
Use extreme caution to avoid damaging shaft while holding it secure
to allow obtaining proper torque on the nut.
16. Install the seal plate (64) and secure with three capscrews (65). Torque
the capscrews to the proper specifcations given in Torque Values
for Fasteners in the Description and Specifcations section.
(Proceed to Install the Operating Shaft and Throwout Yoke)
147
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Assembly - Confguration C
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Oil
Slinger
(66)
Front
Wear
Sleeve
(67)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
O-Ring
Seal
(50)
Rear
Seal
(70)
Wear
Sleeve
(69)
Pipe
Plug
(52)
Filler/
Breather
(72)
Drain
Plug
(71)
Front
Oil
Seal
(68)
Bearing
Retainer
(38)
Hex Head
Capscrew
(35)
Lock
Plate
(36)
Bearing Cup
(42)
Bearing
Cone
(40)
Bearing Cup
(39)
Bearing
Cone
(41)
Shims
(63)
Housing
(44)
Fitting
(57)
Figure 57. Illustration - Confguration C
Clutch Shaft
1. Clean the tapered bearing cones (40 & 41) and clutch shaft (33) with
isopropyl solvent to remove any oil or grease residue.
Note: Do not use any oil or paraffn based solvents.
148
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
2. Use an arbor press to install the two bearing cones on the clutch
shaft. Install the cones, one from each end, with the back faces (wide
section) butting against the shoulder on the clutch shaft. Use a piece
of steel tubing approximately 5 cm. (2 inches) longer than the distance
from the end of the shaft to the shoulder and just slightly larger in
inside diameter than the bearing cones inside diameter. The tubing
must not be thick enough to contact the cage of the bearing during
installation.
Press Ram
Flat Plate (tool)
Press Tube
Output end of
Clutch Shaft (33)
Bearing Cone (41)
Note: I.D. of Press Tube is
slightly larger than the I.D.
of the bearing.
Note: Thickness of
Press Tube wall must
contact ONLY the
i nner race of the
bearing.
Note: Bearing must
be pressed ti ght
against the shoulder.
Figure 58. Install bearing cones on the shaft
Note: An alternative method to install the bearing cones is
to heat them in an oven at 135 C. (275 F.) for one
hour and install them immediately on the clutch shaft.
Let the bearing cones cool to room temperature after
installation. Continue to apply force as the bearing cools
to room temperature ensuring that it remains seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
149
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
3. Coat the I.D. of the rear wear sleeve (69) with an anaerobic sealant
Twin Disc part number M2828. Press the sleeve onto the shaft. The
fat end of the sleeve should be nearest the rear bearing cone. When
positioned properly, the contoured side will align exactly with the
shoulder of the shaft. Be sure the contour blends in with the shoulder
of the clutch shaft. Remove excess sealant when sleeve is in its proper
position on the shaft.
Shaft shoulder
Shaft wear sleeve shoulder
Contour is flush.
Wear sleeve
Figure 59. Locating the oil seal wear sleeve on the shaft
Note: The front wear sleeve (67) will be installed on the shaft
later in the assembly procedure. It will be installed after
fnal bearing end play is set and the oil slinger is then
installed.
Clutch housing
4. Set the clutch housing (44) on the bed of a press with the input end
of the housing facing down.
5. Install 2 lubrication fttings (57) if they were removed.
6. Rest the front oil seal (68) in the housing bore; the seal lip should
be up, extending toward the bearing carrier. Use a fat steel plate
slightly larger in diameter than the O.D. of the oil seal. Press the seal
straight into the bore until the steel plate stops against the surface of
the housing. The top end of the outer shell of the seal should be fush
with the surface of the housing. Pre-lubricate the seal lip with clean
No. 30 engine oil.
Note: Press only on the outer shell of the seal. Do not damage
the seal lip.
7. Set the clutch housing on a work bench, securely supported with
wooden blocks, with the input end of the housing facing down.
There should be suffcient clearance below the housing to allow for
installation of the clutch shaft.
150
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Bearing Carrier
8. Position the bearing carrier (47) on the bed of an arbor press with the
input end down.
9. Rest the rear oil seal (70) in the bore; the seal lip should be down,
extending toward the input end of the bearing carrier. Use a fat steel
plate slightly larger in diameter than the O.D. of the oil seal. Press
the seal straight into the bore until the steel plate stops against the
surface of the carrier. The rear of the outer shell of the seal should
be fush with the surface. Pre-lubricate the seal lip with clean No. 30
engine oil.
Note: Press only on the outer shell of the seal. Do not damage
the seal lip.
10. Invert the bearing carrier (47) on the bench so the input end is up. Use
a piece of steel tubing or round plate slightly smaller in diameter than
the outer diameter of the rear main bearing cup. Place the bearing
cup (42) on the carrier, back face down. Be sure the steel tubing or
plate does not press against the bearing contact surface in the cup.
Press the cup to the bottom of the bore.
Press beari ng
cup to bottom of
the bore.
Press Ram
Flat Plate (tool)
Scrap Bearing Cup
used upside down
Bearing Carrier (47)
New Bearing Cup (42)
Figure 60. Install the rear bearing cup (42)
11. Pre-lubricate the wear sleeve surface with clean No. 30 engine oil in
preparation for installation of the shaft into the bearing retainer.
12. Coat the bearing rollers and both bearing cups with a light flm of clean
No. 30 engine oil.
151
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Install the clutch shaft and bearing cones into the bearing carrier.
13. Place the bearing carrier (47) in a large bench vise with protective jaws
or securely support it on a bench with the input end up. There must be
suffcient clearance below the carrier to install the shaft. Carefully install
shaft and bearings in the bearing carrier. Be careful to not damage the
seal lip as the shaft is installed through it.
14. Install the forward bearing cup (39) into the bearing carrier.
15. Install the bearing retainer (38) over the clutch shaft, resting against
the bearing cup.
(Preliminary setting) Measure and set bearing end play
16. Use 3 of the 6 hex head capscrews (35) and pull the retainer down evenly
until 6.8 Nm. (60 in.-lbs.) of torque is required to rotate the shaft.
Note: Do not overtighten! Damage may occur to the bearings
or bearing retainer.
Rotate the shaft several revolutions. This aligns and seats the bearing
cones in the bearing cups and creates a zero clearance.
17. Measure the shim gap between the bearing retainer and the bearing
carrier with a feeler gage. Add a thickness of shims equal to the gap
plus 0.102 - 0.178 mm. (0.004 - 0.007 in.).
Note: For in-line operation, add a thickness of shims equal to
the gap plus 0.178 - 0.229 mm. (0.007 - 0.009 in.).
18. Remove the three hex head capscrews and the bearing retainer. Install
the selected shim pack (63) and reinstall the retainer, 6 hex head
capscrews (35) and three lock plates (36). Torque the capscrews to
the proper specifcations given in Torque Values for Fasteners in the
Description and Specifcations section.
Note: Bump the output end of the shaft with a soft mallet
hard enough to move and seat the front bearing cup up
against the bearing retainer and create the specifed
bearing clearance.
Only a preliminary adjustment procedure has been completed by the
previous operations. Continue to (Final Setting) Measure and set bearing
end play to complete the adjustment procedure.
152
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
(Final setting) Measure and set bearing end play
19. Securely support the unit with the clutch shaft in a vertical position
and the output end up. Be sure the shaft is clear to rotate.
Figure 61. Measuring and setting bearing end play
20. Attach an eyebolt in the 1/4 PTF thread at the output end of the
shaft. Attach a hoist with a thrust-bearing-equipped swivel hook to
the eyebolt.
21. Securely attach a dial indicator to the housing and locate the stem
so the tip is contacting the end of the shaft and movement of the tip
is exactly vertical, the same direction as the movement of the shaft.
22. Lift the unit off the supports using the hoist. Apply approximately 90.7
Kg. (200 lbs.) of downward force on the bearing carrier while dial
indicator is being set. Mark a spot on the end of the shaft next to the
stem as a starting reference point and set the dial indicator to zero.
153
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
23. Carefully and gently lower the unit back onto the supports. Allow the
hoist to go slack. Apply approximately 90.7 Kg. (200 lbs.) of downward
force on the shaft while dial indicator reading is being taken. (The
weight of the shaft will be considered part of the 90.7 Kg. (200 lbs.))
Read the dial indicator to read actual bearing end play.
24. Repeat steps 22 and 23 to be sure the dial indicator reading repeats
with accuracy. Remove the capscrews (35), washers (36), bearing
retainer (38) and shims (63), if necessary, to add or subtract shims to
obtain the specifed bearing end play. When the correct bearing end
play has been set and verifed, reinstall the components. Torque the
capscrews to the proper specifcations given in Torque Values for
Fasteners in the Description and Specifcations section.
25. Bend the tabs of the lock plates (36) so they are against the fats of
the hex head capscrews.
Note: Bump the output end of the shaft with a soft mallet
hard enough to move and seat the front bearing cup up
against the bearing retainer and create the specifed
bearing clearance after each adjustment of the bearing
retainer.
Install the oil slinger
26. Invert the shaft unit and support it with the output end resting securely
on a solid surface so the press force is carried through the shaft, not
against the roller bearings, when the oil slinger (66) and front wear
sleeve (67) are installed.
27. Carefully measure the length of the front wear sleeve and mark the
shaft at a point below the shoulder equal to that measurement; that
is, just above the bearing retainer. Press the oil slinger (66) on the
shaft. The fat side will be down toward the bearing retainer, located
exactly at the marked location. The lip extension at the I.D. will be up,
toward the shoulder.
Oil Slinger
(66)
Clutch Shaft
(33)
Mark position on shaft and
locate Oil Slinger at the mark.
Figure 62. Mark position of Oil Slinger
154
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
28. Coat the I.D. of the front wear sleeve (67) with an anaerobic sealant
Twin Disc part number M2828. Press the sleeve onto the shaft. The
fat end of the sleeve should be tight against the oil slinger. When
positioned properly, the contoured side will align exactly with the
shoulder of the shaft. Be sure the contour blends in with the shoulder
of the clutch shaft. Remove excess sealant when sleeve is in its proper
position on the shaft.
Wear Sleeve
(67)
Oil Slinger
(66)
Clutch Shaft
(33)
Figure 63. Proper position of Wear Sleeve and Oil Slinger
Shaft shoulder
Shaft wear sleeve shoulder
Contour is flush.
Wear sleeve
Figure 64. Locating the oil seal wear sleeve on the shaft
Check to be sure the oil slinger is not in contact with the clutch
housing.
29. Lift the bearing carrier and shaft using a hoist securely attached to it.
Carefully place the bearing carrier and shaft onto the clutch housing
(34). Disconnect the hoist.
Note: Do not install the rubber seal (50) at this time.
30. Align the bearing carrier (47) so the breather (72) will be at the top
when the pto is installed on the engine, aligned with the instruction
cover plate hole.
155
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
31. Install two hex head bolts (48), located 180
o
apart, and tighten the
bearing carrier to the clutch housing.
32. Slowly rotate the shaft. Carefully listen and feel for contact between the
oil slinger and the clutch housing. The oil slinger MUST NOT contact
the housing. If it does, remove the bearing carrier and shaft and repeat
step 27 by moving the oil slinger a little closer to the bearing retainer.
Then repeat this step as necessary to insure no contact exists.
Install the shaft and bearing carrier in the main housing.
33. Again remove the bearing carrier. Place the rubber seal (50) on the
pilot of the bearing carrier.
34. Lift the bearing carrier and shaft using a hoist securely attached to it.
Carefully place the bearing carrier and shaft onto the clutch housing
(44). Disconnect the hoist.
Use extreme care to prevent damage to the oil seal as the shaft passes
through it. If the seal lip is damaged, replace the seal before proceeding
(see step 6).
Complete the assembly of the bearing carrier and shaft unit.
35. Install the drain plug (71) and breather (72) in the bearing carrier.
36. (Later production units) Install the oil gauge tube (73) into the bearing
carrier if it was removed. The tube must ft tight enough in the hole so
as to require over 133 N. (30 lbs.) to remove it. The tube must seal in
the hole so an oil leak does not occur.
37. Place the support plate in position (if used), and secure the bearing
carrier and support plate to the clutch housing with eight hex-head
capscrews (48). Torque the capscrews to the proper specifcations
given in Torque Values for Fasteners in the Description and
Specifcations section.
156
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
38. Install two fush pipe plugs (52) at the rear of the carrier. Torque the
capscrews to the proper specifcations given in Torque Values for
Fasteners in the Description and Specifcations section.
Note: Bump the output end of the shaft with a soft mallet (as
described in the previous step above) hard enough
to move and seat the front bearing cup up against
the bearing retainer and create the specifed bearing
clearance after each adjustment of the bearing
retainer.
(Proceed to Install the Operating Shaft and Throwout Yoke)
157
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Assembly - Confgurations D, E & F
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Figure 65. Illustration - Confguration D
Figure 66. Illustration - Confguration E
158
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Figure 67. Illustration - Confguration F
Clutch shaft
1. Clean the tapered bearing cones (40 & 41, or bearings 40 & 41) and
clutch shaft (33) with isopropyl solvent to remove any oil or grease
residue.
Note: Do not use any oil or paraffn based solvents.
159
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Confguration D only: (Confgurations E & F skip to step 7.)
2. Use an arbor press to install the two bearings (40 & 41) on the clutch
shaft (33). Install the bearings, one from each end, tight against the
shoulder on the clutch shaft. Use a piece of steel tubing approximately
5 cm. (2 in.) longer than the distance from the end of the shaft to the
shoulder and just slightly larger in inside diameter than the bearings
inside diameter. (See note below regarding special tools.) The tubing
must not be thick enough to contact the cage or balls of the bearing
during installation.
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Press Ram
Flat Plate (tool)
Press Tube
Output end of
Clutch Shaft (33)
Bearing (41)
Note: I.D. of Press Tube is
slightly larger than the I.D.
of the bearing.
Note: Thickness of
Press Tube wall must
contact ONLY the
i nner race of the
bearing.
Note: Bearing must
be pressed ti ght
against the shoulder.
Figure 68. Install bearings on the shaft
Note: An alternative method to install the bearings is to heat
them in an oven at 135 C. (275 F.) for one hour and
install them immediately on the clutch shaft. Let the
bearing cone cool to room temperature after installation
while continuing to apply force as the bearing cools. This
is necessary to ensure that it remains properly seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
160
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Install the clutch shaft and bearings into the bearing carrier.
3. Place the bearing carrier (47) in a large bench vise with protective
jaws or securely support it on a bench with the input end up. There
must be suffcient clearance below the carrier to install the shaft.
Note: Pre-grease the bearing prior to assembly.
4. Carefully install shaft and bearings in the bearing carrier. The output
end of the shaft must enter the carrier frst.
5. Install the bearing retainer (38) in the bearing carrier. Press the bearing
retainer tight against the bearing.
Note: The raised side with the internal labyrinth seal grooves
must be away from the bearing, against the internal snap
ring (75).
This side away
from bearing
This side toward
bearing
Figure 69. Bearing Retainer
6. Install internal snap ring (75) in the groove in the bearing carrier,
contacting against the bearing retainer. (Proceed to step 33.)
161
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Confgurations E & F only
7. Use an arbor press to install the two bearing cones (40 & 41) on the
clutch shaft (33). Install the cones, one from each end of the shaft,
with the back faces (wide section) butting tightly against the shoulder
on the clutch shaft. Use a piece of steel tubing approximately 5 cm. (2
in.) longer than the distance from the end of the shaft to the shoulder
and just slightly larger in inside diameter than the bearing cones inside
diameter. (See note below regarding special tools.) The tubing must
not be thick enough to contact the cage or balls of the bearing during
installation.
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Press Ram
Flat Plate (tool)
Press Tube
Output end of
Clutch Shaft (33)
Bearing Cone (41)
Note: I.D. of Press Tube is
slightly larger than the I.D.
of the bearing.
Note: Thickness of
Press Tube wall must
contact ONLY the
i nner race of the
bearing.
Note: Bearing must
be pressed ti ght
against the shoulder.
Figure 70. Install Bearing Cones on the Shaft
Note: An alternative method to install the bearing cones is to
heat them in an oven at 135 C. (275 F.) for one hour
and install them immediately on the clutch shaft. Let the
bearing cones cool to room temperature after installation
while continuing to apply force as the bearing cools. This
is necessary to ensure that it remains properly seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
162
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
8. After the bearings return to room temperature, coat the bearing rollers
and both bearing cups with a light flm of clean No. 30 engine oil.
Install the clutch shaft and bearings into the bearing carrier.
Confguration F only: (Confguration E skip to step 10.)
9. Position the bearing carrier with the output end up. Rest the rear oil
seal (70) in the bearing carrier bore; the seal lip should be down,
extending toward the front end of the bearing carrier. Use a fat steel
plate slightly larger in diameter than the O.D. of the oil seal. Press
the seal straight into the bore until the steel plate stops against the
surface of the bearing carrier. The top end of the outer shell of the
seal should be fush with the surface. Pre-lubricate the seal lip with
clean No. 30 engine oil.
Note: Press only on the outer shell of the seal. Do not damage
the seal lip.
163
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Confgurations E & F :
10. Use a round steel plate slightly smaller in diameter than the outer
diameter of the rear main bearing cup (42). Place the bearing cup
on the housing, back (wide section) face down. Press the cup to
the bottom of the bore. Be sure the plate does not press against the
bearing cups roller contact surface in the cup.
Note: Special tools are not available from Twin Disc, Inc., but
can be fabricated in any capable machine shop.
Note: Installation Tip
A scrap bearing cup the same size as the one being
installed (41) may be used as an installation tool in
addition to a fat plate.
Press beari ng
cup to bottom of
the bore.
Press Ram
Flat Plate (tool)
Scrap Bearing Cup
used upside down
Bearing Carrier (47)
New Bearing Cup (42)
Figure 71. Install the rear bearing cup (42)
11. Carefully install shaft and bearings in the bearing carrier. The output
end of the shaft must enter the carrier frst.
12. Install the front bearing cup (39) in the bearing carrier bore, securely
positioned against the bearing cone.
Confguration E only: (Confguration F skip to step 16)
13. Install the bearing retainer (38) in the housing. Thread the bearing
retainer tight against the bearing.
Note: The notches must be up.
164
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
(Preliminary setting) Measure and set bearing end play.
The only approved method for adjustment of tapered roller bearings in
Twin Disc Power Take-Offs is by use of a dial indicator to read actual
bearing end play. This preliminary setting is for assembly purposes
only. Final bearing end play must be adjusted as described below in
(Final setting) Measure and set bearing end play.
14. Tighten the bearing retainer until 6.8 Nm. (60 in.-lbs.) of torque is
required to rotate the shaft.
Note: Do not overtighten! Damage may occur to the bearings
or bearing retainer.
Rotate the shaft several revolutions. This aligns and seats the bearing
cones in the bearing cups and creates a zero clearance.
15. Note the position of any one of the notches in the bearing retainer
relative to the threaded hole for the retainer lock capscrew. Back off
the bearing retainer (38) four notches to create a clearance between
the bearing retainer and bearing cup. The notch closest to the threaded
hole (aligned with or clockwise from the hole) is the frst notch.
Note: For in-line operation, back off the bearing retainer (38)
fve notches.
Bearing
Retainer
Notches
Figure 72. Bearing Retainer Notches
Note: Bump the output end of the shaft with a soft mallet
hard enough to move and seat the front bearing cup up
against the bearing retainer and create the specifed
bearing clearance after each adjustment of the bearing
retainer. (Proceed at step 22.)
165
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Confguration F only:
(Preliminary setting) Measure and set bearing end play.
The only approved method for adjustment of tapered roller bearings in
Twin Disc Power Take-Offs is by use of a dial indicator to read actual
bearing end play. The preliminary setting is for assembly purposes only.
Final bearing end play must be adjusted as described below in (Final
setting) Measure and set bearing end play.
16. Measure the distance from the top surface of the bearing retainer to the
top surface of the bearing cup. Record this measurement. This is A.
A Top Surface
Bearing
Cup
Figure 73. Measuring for Shims - Dimension A
17. Measure the distance from the fange of the bearing retainer (38) to
the surface opposite the oil seal bore. Record this measurement. This
is B.
B
Surface Opposite
Seal Bore
Seal Bore
Figure 74. Measuring for Shims - Dimension B
166
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
18. Calculate a preliminary shim stack. Subtract measurement B from
measurement A. The difference between the two measurements is
C.
Select a shim stack that is 0.15 mm. (0.006 in) less than difference
C.
19. Install the selected shim stack on top of the bearing cone (39).
20. Install the bearing retainer (38) in the housing bore, tight against the
shim stack.
Note: The oil seal bore must be up. (See previous illustration.)
Do not install the seal (68) in the bore at this time. It will
be installed later.
21. Install three hex head capscrews (35) with washers (36). Torque the
capscrews to the proper specifcations given in Torque Values for
Fasteners in the Description and Specifcations section.
Note: Bump the output end of the shaft with a soft mallet (as
described in the previous step above) hard enough
to move and seat the front bearing cup up against
the bearing retainer and create the specifed bearing
clearance after each adjustment of the bearing
retainer.
Confgurations E & F:
(Final setting) Measure and set bearing end play
22. Securely support the unit with the clutch shaft in a vertical position
and the output end up. Be sure the shaft is clear to rotate.
23. Attach an eyebolt in the thread at the output end of the shaft. Attach
a hoist with a thrust bearing-equipped swivel hook to the eyebolt.
24. Securely attach a dial indicator to the housing and locate the stem
so the tip is contacting the end of the shaft and movement of the tip
is exactly vertical, the same direction as the movement of the shaft.
167
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
25. Lift the unit off the supports using the hoist. Apply approximately
90.7 Kg. (200 lbs.) of downward force on the bearing carrier while
dial indicator is being set. Mark a spot on the end of the shaft next
to the stem as a starting reference point and set the dial indicator to
zero.
Figure 75. Measuring and setting bearing end play
26. Carefully and gently lower the unit back onto the supports. Allow the
hoist to go slack. Apply approximately 90.7 Kg. (200 lbs.) of downward
force on the shaft while dial indicator reading is being taken. (The
weight of the shaft will be considered part of the 90.7 Kg. (200 lbs.)
Read the dial indicator to read actual bearing end play.
168
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
27. Repeat steps 25 and 26 to be sure the dial indicator reading repeats
with accuracy. Adjust the bearing retainer (or remove the bearing
retainer and add or subtract shims) as necessary to obtain the proper
bearing end play as shown in Tapered Roller Bearing End Play in
the Description and Specifcations section. (See note below.)
Note: For in-line operation: Adjust the bearing retainer (or
remove the bearing retainer and add or subtract shims)
as necessary to obtain the proper bearing end play
as shown in Tapered Roller Bearing End Play in the
Description and Specifcations section.
Confguration E only: (Confguration F skip to step 33)
28. Once the bearing end play adjustment is completed, match-mark the
bearing retainer and bearing housing so the bearing retainer may be
removed and reinstalled in the same exact position.
29. After match-marking the bearing retainer and bearing housing, remove
the bearing retainer (36) and front bearing cup (39).
30. Remove the shaft and hand-pack the bearing cones (40 & 41) with
grease specifed in the lubrication specifcations in the Maintenance
section. See information regarding Filling the main bearing cavity
at initial assembly in the Description and Operation section of this
manual.
Note: Do not pack the bearing carrier cavity with grease. The
proper amount of grease will be added later.
31. Reinstall the shaft with bearings, front bearing cup and bearing retainer.
Position the bearing retainer exactly as it was prior to removal. Realign
the match-marks.
32. Install the retainer clip (37), hex head capscrew (35) and washer (36).
Torque the capscrews to the proper specifcations given in Torque
Values for Fasteners in the Description and Specifcations section.
Note: Bump the output end of the shaft with a soft mallet (as
described in the previous step above) hard enough
to move and seat the front bearing cup up against
the bearing retainer and create the specifed bearing
clearance after each adjustment of the bearing
retainer.
169
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Install the bearing carrier unit on the clutch housing.
Confgurations D, E & F:
33. Set the clutch housing (44) on a work bench, securely supported
with wooden blocks, with the input end of the housing facing down.
There should be suffcient clearance below the housing to allow for
installation of the clutch shaft.
34. Lift the bearing carrier and shaft using a hoist securely attached to it.
Carefully lower the bearing carrier and shaft onto the clutch housing.
Disconnect the hoist. Position the carrier so the grease ftting (51) (or
breather (32) if Confguration F) will be up when the clutch housing is
in its fnal position on the engine.
35. Attach the support plate and secure the bearing carrier to the clutch
housing with six hex-head capscrews (48) and washers (49). Torque
the capscrews to the proper specifcations given in Torque Values
for Fasteners in the Description and Specifcations section.
36. Install plugs (52) in the bearing retainer holes.
(Proceed to Install the Operating Shaft and Throwout Yoke)
170
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Clutch Shaft and Housing Assembly - Confguration G
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Ball
Bearing
(40)
Bearing
Carrier
(47)
Hex Head
Capscrew
(48)
External
Snap Ring
(114)
Internal
Snap Ring
(113)
Housing
(44)
Internal
Snap Ring
(112)
Oil Seal
(68)
Shaft
(33)
Figure 76. Illustration - Confguration G
Shaft
1. Clean the main bearing (40) and shaft (33) with isopropyl solvent to
remove any oil or grease residue.
Note: Do not use any oil or paraffn based solvents.
171
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
2. Use an arbor press to install the bearing on the shaft. Install the
bearing tight against the shoulder on the clutch shaft. Use a piece of
steel tubing approximately 5 cm. (2 inches) longer than the distance
from the end of the shaft to the shoulder and just slightly larger in
inside diameter than the bearing cones inside diameter. The tubing
must not be thick enough to contact the cage of the bearing during
installation.
Press Ram
Bearing
Shaft
Press Bed
Tube
Flat Plate
Press bearing
tight against
shoulder
Figure 77. Install bearing on the shaft
Note: An alternative method to install the bearing is to heat it
in an oven at 135 C. (275 F.) for one hour and install
it immediately on the shaft. Let the bearing cool to room
temperature after installation. Continue to apply force
as the bearing cools to room temperature ensuring that
it remains seated.
Handle the heated parts with care. The heated parts are extremely
HOT.
3. Install the external snap ring (114) in the groove of the shaft.
172
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Housing
4. Set the housing (44) on the bed of a press with the input end of the
housing facing down. Support the housing on a steel block - minimum
88.9 mm (3.5) in diameter - located directly beneath the seal bore of
the housing
5. Rest the oil seal (68) on the housing bore; the seal lip should be down
extending toward the inside of the housing. Use a fat steel plate
slightly smaller in diameter than the O.D. of the oil seal. Press the seal
straight into the bore until it stops against the steel block support on
the inside of the housing. Pre-lubricate the seal lip with clean No. 30
engine oil.
Note: Press only on the outer shell of the seal. Do not damage
the seal lip.
Note: The seal must be pressed straight into the bore.
Note: The seal must be fush with the inside surface of the
housing.
Press Ram
Oil Seal
Flat Plate
Steel
Support
Press Bed
Press until
Oil Seal stops
against steel
support
Figure 78. Install oil seal in the housing
Install the shaft and bearing in the bearing carrier
6. Place the bearing carrier (47) on a bench with the input end (housing
end) up.
173
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
7. Install the internal snap ring (113) in the lower snap ring groove of the
bearing carrier.
Bearing
Carrier
(47)
Internal
Snap Ring
(113)
Figure 79. Install shaft in bearing carrier
8. Install the shaft and ball bearing in the bearing carrier bore.
9. Install the second internal snap ring (112) in the upper groove.
Install the housing on the bearing carrier
10. Place the bearing carrier and shaft on a bench with the input end
up.
11. Lubricate the lip of the oil seal (68) if not previously lubricated.
12. Carefully lower the housing onto the bearing carrier aligning the four
bolt holes.
Do not damage the seal lip.
174
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
13. Install the four hex head capscrews (48) and tighten. Torque the
capscrews to the proper specifcations given in Torque Values for
Fasteners in the Description and Specifcations section.
(Proceed to PTO Final Assembly)
175
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Install the Operating Shaft and Throwout Yoke.
SPE111 and SPE211 Series only: (SP111, SP211, SP311, RFD111
and RFD211 Series, skip to step 2.)
1. Install the two Camrols (92) into the throwout yoke (54). Position the
Camrols toward the inside of the yoke and the nuts (93) on the outside.
Install a hex nut on each Camrol and torque the nuts to 17-21 Nm
(13-16 lb.-ft.).
SP111, SPE111, SP211, SPE211, SP311, RFD111 and RFD211
Series
2. Position the clutch housing on a bench with the input end facing up.
Install the operating shaft (55) halfway into the clutch housing. Slip
the throwout fork (54) onto the operating shaft and push the shaft
through to the hole on the other side of the clutch housing far enough
to expose one of the woodruff key slots at the center of the throwout
fork.
3. Install one woodruff key (56) in the operating shaft.
Clutch Shaft (33)
Bearing
Carrier (47)
Note position
of throwout fork
(54)
Op e r a t i n g
Shaft (55)
Figure 80. Install the throwout fork
4. Push the operating shaft the other way to expose the other key slot
in the center of the fork.
5. Install the other woodruff key (56).
6. Center the operating fork so the hex head capscrews will enter the
bottom of the throwout fork and thread into the top section. Install the
two hex-head capscrews and tighten. Torque the capscrews to the
proper specifcations given in Torque Values for Fasteners in the
Description and Specifcations section.
(Proceed to PTO Final Assembly)
176
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
PTO Final Assembly
Refer to the Twin Disc Power Take-Off Reference Listing in the Description
and Specifcations section, the exploded views in the Illustrations section
and Engineering Drawings near the back of this manual.
Install the clutch/drive spider in the clutch housing.
1. Set up and support the main housing assembly (44) with attached
parts on the bench with the input side facing up.
Note: The output end of the shaft must rest securely on a solid
surface.
(RB11PM models only: The bearing carrier must rest
securely on the bench)
177
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
PTO models with a clutch only: (RB111, RB211 and RB11PM
Series, skip to step 12.)
2. Carefully place the clutch assembly over the clutch shaft while:
A. Aligning the trunnions on the collar with the throwout fork.
B. Aligning the keyways in the hub-and-back plate with the keyway
in the clutch shaft.
Note: BOMs such as SP111C016 and SP211C022 only:
Carefully insure that the three plungers are properly
positioned as the clutch is put on the shaft, and that they
are not damaged.
Rotate
throwout fork
to engage
trunnion.
Clutch Shaft (33)
Clutch Key (29)
Clutch
Output end of the
shaft MUST rest and
be in contact with a
solid support (Press
bed).
Use several 4 x 4
blocks or other
means of insuring
the pto does not tip
or fall over.
Figure 81. Assemble clutch into Power Take-Off
3. Partially install the hub key (32) in the keyway. Tap the hub-and-back
plate with a large, but soft mallet, to seat it on the tapered surface of
the clutch shaft.
Be sure the output end of the shaft is resting on a solid surface to absorb
the force through the shaft rather than through the bearing surfaces.
178
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
4. Drive the hub key (32) into position slightly below the surface of the
hub-and-back plate (4).
Note: Do not use excessive hammer force when installing the
key.
5. Install the hub nut lock washer (3) over the clutch shaft (33), locating
its tab in the drilled hole on the hub-and-back plate (4). Install the hub
nut (2) and tighten and torque to 40.7 Nm. (30 ft. -lb).
6. Tighten the hub nut an additional 150 - 180 degrees clockwise, then
bend a side of the hub nut lock washer up against a fat on the hub
nut.
7. Route the fexible hose assembly (19) clear of all moving parts and push
the end hose ftting (20) through the hole in the clutch housing.
8. Install the lock washer (21) and jam nut (22) to retain the end ftting (23)
in the housing. Torque the capscrews to the proper specifcations given
in Torque Values for Fasteners in the Description and Specifcations
section.
Confrm that the hose assembly is not twisted or applying preload to
the collar assembly.
9. Install all remaining plugs and external components on the power
take-off.
Confguration F only:
10. Install the oil level gauge (74).
179
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Center the clutch plates
11. If not previously done, visually center the friction plates (6) on the clutch
and align the teeth. Press down on the collar assembly to lock the
plates in place. If necessary, pull the adjustment lock pin to compress
the lock pin spring, and rotate the adjusting yoke assembly until the
plates are locked in position when the collar is pressed down.
Note: This is an initial setting to hold the plates in place until
after the pto is mounted on the engine, so it is imperative
that the teeth be exactly aligned and the plates are
exactly centered on the clutch. The driving ring may
be used as an alignment fxture to align the teeth and
center the plates relative to the hub-and-backplate so
they are perfectly aligned when the pto is installed on
the engine.
Perfectly
center the clutch in the drive ring.
(This gap is to be exactly equal
all the way around.)
Visually align
Driving Ring
relative to housing
bore.
Figure 82. Using the driving ring as an alignment tool
180
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
RB111, RB211 and RB11PM Series only
12. Carefully place the drive spider (4) (hub of the torsional spring coupling)
on the shaft), aligning the keyway of the drive spider with the keyway
in the shaft.
Drive Spider
Spring
Torsion
Coupling
Hub
Figure 83. Drive Spider and Spring Torsion Coupling
13. Partially install the hub key (32) in the keyway. Tap the drive spider
(torsional spring coupling hub) with a large, but soft, mallet to seat it
on the tapered surface of the shaft.
Note: Do not use excessive hammer force when installing the
key.
14. Drive the hub key (32) into position slightly below the surface of the
drive spider (hub)
Note: Do not use excessive hammer force.
15. Install the hub nut lock washer (3) over the shaft (33), locating its tab
in the drilled hole on the hub.
16. (If used) install the spacer (117) on top of the lock washer.
17. Install the hub nut (2) and tighten and torque to 40.7 Nm. (30 ft. -lb).
18. Tighten the hub nut an additional 150 - 180 degrees clockwise, then
bend a side of the hub nut lock washer up against a fat on the hub
nut.
181
Twin Disc, Incorporated Assembly
Power Take-off Service Manual #1022762
Models RB11PM Series only:
19. Install the oil fll cup (72), oil level check plug (115) and oil drain plug
(71) in the bearing carrier.
Models RB211 Series only:
20. Install the coupling on the hub with the raised spring portion toward
the inside of the housing just prior to installation of the unit on the
engine.
182
Twin Disc, Incorporated
Assembly
Power Take-off Service Manual #1022762
Final assembly and lubrication.
21. Install the power take-off according to instructions in the Installation
section of this manual.
22. Adjust the clutch according to Clutch Adjustment in the Maintenance
section of this manual.
23. Fill the main bearing cavity with grease or oil according to Filling the
Main Bearing Cavity during initial assembly in the Description
and Specifcations section and Lubrication specifcations in the
Maintenance section of this manual.
24. Lubricate the remainder of the pto according to lubrication
specifcations in the Description and Specifcations section of this
manual.
25. Place the instruction cover plate (45) in position on the housing and
secure with 2 hex-head cap screws 5/16 - 18 x 1/2 (46). Torque the
capscrews to the proper specifcations given in Torque Values for
Fasteners in the Description and Specifcations section.
26. Install the shaft key (34) and all parts previously removed from the
output end of the clutch shaft.
183
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Illustrations
List of Illustrations
The following pages include illustrations that are specifc to thse models. The
illustrations included are listed below.
Note: Any part numbers listed in the following illustrations are
for reference only. Please refer to your bill of material
for part numbers specifc to your model.
Parts Identifcation List - SP111, SPE111, SP211, SPE211, SP311,
RFD111 and RFD211 Series
Exploded View (SPE111 and SPE211 Series Clutches)
Exploded View (SP111C016 and SP211C022 Clutches)
Exploded View (Confguration A)
Exploded View (Confguration B)
Exploded View (Confguration C)
Exploded View (Confguration D)
Exploded View (Confguration E)
Exploded View (Confguration F)
Exploded View (Confguration G)
Exploded View (SPE111 and SPE211 Series Throwout Mechanism)
184
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Parts Identifcation List - SP111, SPE111, SP211, SPE211, SP311,
RFD111, RFD211, RB111, RB211 and RB11PM Series
1 Pilot Bearing 1
2 Nut 1
3 Washer 1
4 Hub-and-back plate 1
5 Ring, drive 1
6 Plate, friction 1,2 or 3
7 Plate, center 1 or 2
8 Plate, pressure 1
9 Lever 3
10 Washer (lever to pressure plate) 3
11 Pin, clevis (lever to pressure plate) 3
12 Pin, cotter (lever to pressure plate) 3
13 Cotter pin (or washer) (lever to link) 3
14 Pin, clevis (lever to link) 3
15 Link 3
16 Pin, clevis (link to sleeve) 3
17 Clevis pin (link to sleeve) 3
18 Fitting 1
19 Hose 1
20 Fitting 1
21 Washer 1
22 Nut 1
23 Fitting, grease 1
24 Spring, compression 1
25 Pin 1
26 Yoke, adjusting 1
27 Sleeve, sliding 1
28 Collar assembly (collar) 1
29 Ring, snap-external 1
30 Bearing, ball 1
31 Ring, snap-internal 1
32 Key-clutch 1
33 Shaft, clutch 1
34 Key-output 1
35 Capscrew, hex-head 1 or 6
36 Washer 1 or 6
37 Retainer, clip 1
38 Retainer, bearing 1
39 Bearing, cup-front 2
40 Bearing, cone-front (or bearing-qty. 1) 2
41 Bearing, cone-rear (or bearing-qty. 1) 2
42 Bearing, cup-rear 2
43 pipe plug or ball 1
44 Housing 1
45 Plate, instruction 1
46 Screw, machine 2
47 Carrier, bearing 1
48 Screw, hex-head 6
49 Washer 6
50 Seal 1
51 Fitting 1
52 Plug 2 or 3
53 Hand lever assembly 1
54 Throwout yoke 1
55 Shaft, operating 1
56 Key, woodruff 2
57 Fitting (or plug) 2
58 Spacer, internal 1
Item Description Qty. Item Description Qty.
185
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Parts Identifcation List - SP111, SPE111, SP211, SPE211, SP311,
RFD111, RFD211, RB111, RB211 and RB11PM Series
Item Description Qty. Item Description Qty.
59 Spacer, external 1
60 Washer 1
61 Washer 1
62 Nut 1
63 Shims ar
64 Seal Plate (or rear bearing retainer) 1
65 Capscrew 3
66 Oil Slinger 1
67 Sleeve, wear-front 1
68 Seal, oil-front 1
69 Sleeve, wear-rear 1
70 Seal, oil-rear 1
71 Plug, pipe 1
72 Breather 1
73 Oil gauge tube 1
74 Gauge, oil 1
75 Snap ring, internal 1
76 Spring, inner (not shown) 3 or 4
77 Spring, outer (not shown) 3 or 4
78 Seal, o-ring 1
79 Snap ring 1
80 Neutral Lock Arm 1
81 Spring, Compression 1
82 Roller Pin 1
83 Retaining ring 1
84 Roller Detent 1
85 Washer 1
86 Hex Head Capscrew 1
87 Hex Head Capscrew 1
88 Detent Locator 1
89 Clevis Pin 1
90 Stop, roller 2
91 Screw, set 2
92 Bearing, Camrol 2
93 Hex Nut 2
94 Plunger 2
95 Spring 2
96 Wear Pad 2
97 Plunger 1
98 Spring 1
99 Wear Pad 1
100 Plunger 2
101 Spring 2
102 Wear Pad 2
103 Shoulder Screw 3
104 Washer, shoulder screw 3
105 Washer 3
106 Hex Nut 3
107 Washer 6
108 Shoulder Screw 3
109 Washer, shoulder screw 3
110 Hex Nut 3
111 Spring, conical 1
112 Snap Ring, internal 1
113 Snap Ring, internal 1
114 Snap Ring, external 1
115 Check plug, oil level 1
116 Rubber Block 20
117 Spacer 1
186
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Exploded View (SP111 and SP211 Series Clutches)
Note: Typical unit illustrated.
Typical SP111 Series Clutch with Bronze Throwout Collar
Typical SP211 Series Clutch with Ball-Type Throwout Collar
187
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Exploded View (SP111C016 and SP211C022 Clutches)
Note: Typical unit illustrated.
188
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration A)
Note: Typical unit illustrated.
189
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration B)
Note: Typical unit illustrated.
190
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration C)
Note: Typical unit illustrated.
191
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration D)
Note: Typical unit illustrated.
192
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration E)
Note: Typical unit illustrated.
193
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration F)
Note: Typical unit illustrated.
194
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
Exploded View (Confguration G)
Note: Typical unit illustrated.
44
48
113 114 40 112
68 47
3 2 1
116
4
Drive Spider
33 32
195
Twin Disc, Incorporated Illustrations
Power Take-off Service Manual #1022762
Exploded View (SPE111 and SPE211 Series Throwout Mechanism)
Note: Typical unit illustrated.
196
Twin Disc, Incorporated
Illustrations
Power Take-off Service Manual #1022762
197
Twin Disc, Incorporated Engineering Drawings
Power Take-off Service Manual #1022762
Engineering Drawings
The engineering drawings included are listed below.
Note: All part numbers listed in the following engineering
drawings are for reference only and illustrate most of the
variations found in the SP111, SP211, SP311, RFD111
and RFD211 Series PTOs. Please refer to your bill of
material for part numbers specifc to your model.
SP111HP SP111P203 Sheet 2 of 2
SP111HP SP111P204 Sheet 2 of 2 (Confguration A)
SP111P SP111P206 Sheet 2 of 2 (Confguration B)
SPE111HP SP111P325 Sheet 2 of 2
SP211HP SP211P101 Sheet 2 of 2
SP211HP SP211P203 Sheet 2 of 2
SP211OP SP211P204 Sheet 2 of 2 (Confguration C)
SP211P SP211P205 Sheet 2 of 2
SPE211HP SP211P213 Sheet 2 of 2
SP211P SP211P225 Sheet 2 of 2
SP311IL SP311P101 Sheet 2 of 2 (Confguration D)
SP311P SP311P301 Sheet 2 of 2 (Confguration E)
SP311OP SP311P306 Sheet 2 of 2 (Confguration F)
Contact your
Authorized Twin Disc Dealer
for the latest BOM and
engineering drawings.
198
Twin Disc, Incorporated Engineering Drawings
Power Take-off Service Manual #1022762
SP111 Clutch SP111C016 Sheet 2 of 2
SPE111 Clutch SP211C015 Sheet 2 of 2
RB111P RB111P101 Sheet 2 of 2
RB211P RB211P201 Sheet 2 of 2
RB11PM XA7518 (Confguration G)
56
Twin Disc, Incorporated
Introduction
EC300 Marine Control System Conguration/Troubleshooting Manual #1020XXX
#1022762
TWIN DISC, INCORPORATED RACINE, WISCONSIN 53403, U.S.A. 262-638-4000/262-638-4482 (FAX) WWW.TWINDISC.COM
You might also like
- Lawsuit!: Reducing the Risk of Product Liability for ManufacturersFrom EverandLawsuit!: Reducing the Risk of Product Liability for ManufacturersNo ratings yet
- Transmisión Marina Twin Disc.Document230 pagesTransmisión Marina Twin Disc.Edwin Enrique Osorio100% (6)
- Twin DiscDocument217 pagesTwin Discvinu1175100% (9)
- Twin Disc 1022763 - 01 - 08 - CDDocument0 pagesTwin Disc 1022763 - 01 - 08 - CDGeorge Buitrago100% (3)
- Detroit 1180 Op Manual 1023080 - RevB - 0512 - CDDocument174 pagesDetroit 1180 Op Manual 1023080 - RevB - 0512 - CDchodgem100% (2)
- ASD 14 Service & Installation ManualDocument210 pagesASD 14 Service & Installation ManualMarianoBonetFeo78% (9)
- TWINDISC - Marine Trans Service Manual 1021346Document281 pagesTWINDISC - Marine Trans Service Manual 1021346Jorge Lopes86% (14)
- Manual Transmision Twin DiscDocument152 pagesManual Transmision Twin Discfredysuka71% (7)
- 0406 CD PDFDocument169 pages0406 CD PDFEdwin Enrique Osorio100% (2)
- Twin Disc 1022763 01 08 CD PDFDocument217 pagesTwin Disc 1022763 01 08 CD PDFJORGE MONTES100% (1)
- EC300 Manual 1020607 - 09 - 03 - CDDocument224 pagesEC300 Manual 1020607 - 09 - 03 - CDJim Keesler91% (11)
- Twin Disc ManualDocument164 pagesTwin Disc ManualDavid B100% (10)
- MG Etroll Control Installation and Operator's ManualDocument48 pagesMG Etroll Control Installation and Operator's Manualfelipecaf100% (5)
- Twin Disc: Service ManualDocument158 pagesTwin Disc: Service ManualЕвгений Гуцулюк100% (2)
- Mg540 Twin DiscDocument125 pagesMg540 Twin DiscGustavo Ferreira100% (2)
- FILE - 20191115 - 125331 - FILE - 20191115 - 111318 - 366821558 Twin Disc Electronic Control Installation and Operator S Manual 1022756 PDFDocument48 pagesFILE - 20191115 - 125331 - FILE - 20191115 - 111318 - 366821558 Twin Disc Electronic Control Installation and Operator S Manual 1022756 PDFManh Vu100% (1)
- Twin MG 6690Document234 pagesTwin MG 6690Calos Enrque75% (4)
- Twin Disc PTO Service ManualDocument196 pagesTwin Disc PTO Service ManualEvgenyAmbul100% (6)
- Service Manual Gearbox Twin Disc MG-5170DCDocument250 pagesService Manual Gearbox Twin Disc MG-5170DCroni amiruddin100% (4)
- Twin Disc Service ManualDocument141 pagesTwin Disc Service ManualJhon Hever Benitez100% (6)
- Inversor Twin Disc 1Document76 pagesInversor Twin Disc 1ellidero100% (1)
- MG 514 C Service ManualDocument100 pagesMG 514 C Service ManualMahmoud Yosri100% (2)
- Perkins 6.3544 and T6.3544 Diesel EnginesDocument40 pagesPerkins 6.3544 and T6.3544 Diesel EnginesArmando Orta100% (3)
- 8v 71 Detroit Diesel Manuals SearchDocument3 pages8v 71 Detroit Diesel Manuals SearchRicardo Alex Paiva17% (6)
- CylinderPack ConnectingRod PistonPacksSELD0080Document34 pagesCylinderPack ConnectingRod PistonPacksSELD0080Sergio Ramos RiveraNo ratings yet
- Automatic Timing Advance 7FB1-Up, 4MG1-4MG3599Document10 pagesAutomatic Timing Advance 7FB1-Up, 4MG1-4MG3599EdivaldoVeronese100% (1)
- Spec Sheets - Cat 3126 PropulsionDocument14 pagesSpec Sheets - Cat 3126 Propulsionhallohendra100% (6)
- MG 509 Service ManualDocument106 pagesMG 509 Service ManualEver Luis Jimenez Cardenas100% (8)
- Detroit Diesel tune-up specificationsDocument1 pageDetroit Diesel tune-up specificationsRami Dal100% (1)
- MG-MGX-Operators-manual-1016313 RevL 0818 CD Twin DiskDocument201 pagesMG-MGX-Operators-manual-1016313 RevL 0818 CD Twin DiskSteven Salazar ArangoNo ratings yet
- Caterpillar 3406B Connecting RodsDocument6 pagesCaterpillar 3406B Connecting Rodsducatiss900100% (3)
- TM 5-2420-222-20-2 John Deere JD 410 Backhoe LoaderDocument774 pagesTM 5-2420-222-20-2 John Deere JD 410 Backhoe LoaderAdvocate100% (8)
- Twin Disc PartsDocument22 pagesTwin Disc PartsJuan AcostaNo ratings yet
- TWIN DISC MARINE TRANSMISSION Operators - Manual PDFDocument84 pagesTWIN DISC MARINE TRANSMISSION Operators - Manual PDFcascade1100% (2)
- ZF B Transmission ExplainDocument42 pagesZF B Transmission ExplainPablo Grassi100% (5)
- Volvo Engines CatalogueDocument54 pagesVolvo Engines CatalogueUmar Shamsudin100% (2)
- Ec300 Twin Disc PDFDocument186 pagesEc300 Twin Disc PDFhugo delacruz100% (5)
- Detroit V71 Service Manual PDFDocument641 pagesDetroit V71 Service Manual PDFSebastian Flores90% (10)
- Series 149 Parta Book Section 5 AbbyDocument12 pagesSeries 149 Parta Book Section 5 AbbyDhanraj Patil50% (2)
- SM1866EN, 5&6000 Service Manual, 200506Document379 pagesSM1866EN, 5&6000 Service Manual, 200506Алексей Гордеев80% (5)
- Onan RV GenSet Service ManualDocument136 pagesOnan RV GenSet Service ManualAlbert A Ghazaleh100% (2)
- Operating Instruction: MAN Marine Diesel Engines D2840 LE403/404 D2842 LE404/407/410/414/415/416/417Document82 pagesOperating Instruction: MAN Marine Diesel Engines D2840 LE403/404 D2842 LE404/407/410/414/415/416/417Dmitry100% (2)
- 3408 Remove Injection Pumps PDFDocument6 pages3408 Remove Injection Pumps PDFmanu luvunga100% (1)
- 8V92 Engine Exploded ViewDocument975 pages8V92 Engine Exploded ViewAndi AsruddinNo ratings yet
- Detroit V71 Service Manual Parte 2Document319 pagesDetroit V71 Service Manual Parte 2Elisio Marques100% (3)
- Manual Transmision Twin DiscDocument152 pagesManual Transmision Twin DiscMvarik Mario100% (2)
- TDI - Service Manual Model T100V Turbo Twin Engine Air StartDocument18 pagesTDI - Service Manual Model T100V Turbo Twin Engine Air StartJorge ContrerasNo ratings yet
- VolvoPenta 4.3gi User ManualDocument96 pagesVolvoPenta 4.3gi User ManualDilbert007100% (1)
- SENR4023 - Testing & Adjusting (3406B Industrial & Marine Engines) PDFDocument107 pagesSENR4023 - Testing & Adjusting (3406B Industrial & Marine Engines) PDFEdivaldoVeronese100% (2)
- 0006 Ec300 MFST PDFDocument120 pages0006 Ec300 MFST PDFTimuçin KARABULUTLAR60% (5)
- Manual de PartesTransmisiones AllisonDocument652 pagesManual de PartesTransmisiones AllisonFreddy Guallichico100% (22)
- Volvo Drive ChartDocument1 pageVolvo Drive ChartandbjoNo ratings yet
- Maintenence Guide For Cat D379Document6 pagesMaintenence Guide For Cat D379taonglantsaNo ratings yet
- 3208 Pump Install Timing InstructionsDocument4 pages3208 Pump Install Timing Instructionsshinichie100% (3)
- Ser Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualDocument86 pagesSer Ser Ser Ser Service Vice Vice Vice Vice Manual Manual Manual Manual ManualsukauriNo ratings yet
- EC200 EC250 EC251 Installation 1018434 - RF - 0306 - CDDocument146 pagesEC200 EC250 EC251 Installation 1018434 - RF - 0306 - CDCalos Enrque100% (5)
- Twin Disc HP 300, 600 Service Manual - MorbarkDocument197 pagesTwin Disc HP 300, 600 Service Manual - MorbarkWidhana FajarNo ratings yet
- RevD 0213 CDDocument56 pagesRevD 0213 CDtm5u2r100% (4)
- EC300-system Operation and MaintenanceDocument96 pagesEC300-system Operation and Maintenancemaybelysog1789No ratings yet
- Conta Marcha Twin Disc Mx5114scDocument165 pagesConta Marcha Twin Disc Mx5114sctomislav zuvicNo ratings yet
- Check Tread Depth & Tire Condition GuideDocument2 pagesCheck Tread Depth & Tire Condition Guidestainless31620039126No ratings yet
- Labrie - Heavy Duty Right-Hand Arm - Parts Manual - 90418Document42 pagesLabrie - Heavy Duty Right-Hand Arm - Parts Manual - 90418stainless31620039126No ratings yet
- GeneracDocument20 pagesGeneracstainless31620039126No ratings yet
- FluidsDocument1 pageFluidsstainless31620039126No ratings yet
- Madward 24x36 2013Document1 pageMadward 24x36 2013stainless31620039126No ratings yet
- 122sd and Coronado 132 Maintenance ManualDocument129 pages122sd and Coronado 132 Maintenance Manualstainless31620039126No ratings yet
- Workplace IncivilityDocument4 pagesWorkplace Incivilitystainless31620039126No ratings yet
- Service Manual - 2RII Over Serial #2016000Document146 pagesService Manual - 2RII Over Serial #2016000stainless31620039126No ratings yet
- BAYNE Taskmaster ManualDocument33 pagesBAYNE Taskmaster Manualstainless31620039126No ratings yet
- The Common US Wire Gauges - AWG GaugesDocument2 pagesThe Common US Wire Gauges - AWG Gaugesstainless31620039126No ratings yet
- Trailer Plug PinoutsDocument1 pageTrailer Plug Pinoutsstainless31620039126No ratings yet
- The Ohms's Law Formula Wheel Back From School DaysDocument1 pageThe Ohms's Law Formula Wheel Back From School Daysstainless31620039126No ratings yet
- Datalink Protocol IdentificationDocument4 pagesDatalink Protocol Identificationstainless31620039126No ratings yet
- BAYNE Taskmaster ManualDocument33 pagesBAYNE Taskmaster Manualstainless31620039126No ratings yet
- Dell Venue 7 User's Guide en UsDocument28 pagesDell Venue 7 User's Guide en UsPaul KostrzewaNo ratings yet
- Labrie Right-Hand Co-Mingle Troubleshooting 90252Document48 pagesLabrie Right-Hand Co-Mingle Troubleshooting 90252stainless31620039126100% (2)
- 1-003 Measurement Conversion ChartsDocument7 pages1-003 Measurement Conversion Chartsstainless31620039126No ratings yet
- ALLISON TRANSMISSION - TS3977EN - Troubleshooting Manual 4th Gen 1000 & 2000 Prod FamDocument642 pagesALLISON TRANSMISSION - TS3977EN - Troubleshooting Manual 4th Gen 1000 & 2000 Prod Famstainless3162003912697% (106)
- Multiplexing System OverviewDocument12 pagesMultiplexing System Overviewstainless31620039126100% (3)
- First Steps With CodesysDocument10 pagesFirst Steps With CodesystynizNo ratings yet
- Meritain ProvidersDocument1,027 pagesMeritain Providersstainless31620039126No ratings yet
- BAYNE TL Manual 2200Document51 pagesBAYNE TL Manual 2200stainless31620039126100% (1)
- PLC by CoDeSysDocument460 pagesPLC by CoDeSysomkardahale519075% (4)
- Identification - Milton - Air Couplers and PlugsDocument1 pageIdentification - Milton - Air Couplers and Plugsstainless31620039126No ratings yet
- NovaFlex® Sweeper & Vacuum Truck HosesDocument8 pagesNovaFlex® Sweeper & Vacuum Truck Hosesstainless31620039126No ratings yet
- Right-Hand Comingle Lubrication 90250Document18 pagesRight-Hand Comingle Lubrication 90250stainless31620039126No ratings yet
- Service Manual - 2RII Over Serial #2016000Document146 pagesService Manual - 2RII Over Serial #2016000stainless31620039126No ratings yet
- CFR 2012 Title49 Vol4 Subtitleb PDFDocument1,101 pagesCFR 2012 Title49 Vol4 Subtitleb PDFstainless31620039126No ratings yet
- Installation & Operational Manual Model D6080 27k Hydraulic Cart LifterDocument45 pagesInstallation & Operational Manual Model D6080 27k Hydraulic Cart Lifterstainless31620039126No ratings yet
- Kr451 Nepiro Ergo PR enDocument4 pagesKr451 Nepiro Ergo PR enForum PompieriiNo ratings yet
- Forced Convection from a Circular CylinderDocument11 pagesForced Convection from a Circular CylinderSharath SharuNo ratings yet
- 9 Info and Work Sheet Service Steering System2Document47 pages9 Info and Work Sheet Service Steering System2DEATHSTAR GAMINGNo ratings yet
- Work Power Energy Faculty Copy Yw3bPNODocument92 pagesWork Power Energy Faculty Copy Yw3bPNOSamridh GuptaNo ratings yet
- Chapter 2 P H Diagram Analysis Refrigerant Flow DiagiaramDocument20 pagesChapter 2 P H Diagram Analysis Refrigerant Flow DiagiaramMyo Kyaw KyawNo ratings yet
- Aerodynamic Ground EffectDocument12 pagesAerodynamic Ground EffectLev SorkinNo ratings yet
- Flare SystemDocument29 pagesFlare Systemvikkoo7100% (4)
- PC2000-8 Shop ManualDocument1,348 pagesPC2000-8 Shop ManualPeetNo ratings yet
- Thermodynamics 2 Module #2 Rankine CycleDocument19 pagesThermodynamics 2 Module #2 Rankine CycleJohn Rexel CaroNo ratings yet
- FANUC Laser C1000-C6000 Operator's ManualDocument166 pagesFANUC Laser C1000-C6000 Operator's ManualTec PachucaNo ratings yet
- An Insight of Compacted Graphite Iron (Cgi) Characteristics and Its Production A ReviewDocument18 pagesAn Insight of Compacted Graphite Iron (Cgi) Characteristics and Its Production A ReviewMiguel BrionesNo ratings yet
- Structural Design 1: Module inDocument4 pagesStructural Design 1: Module inkangkongNo ratings yet
- TEFC vs WPII Motors in Harsh Petrochemical EnvironmentsDocument3 pagesTEFC vs WPII Motors in Harsh Petrochemical EnvironmentsJhonatan OyolaNo ratings yet
- WAHLER Imagebroschuere SERIE enDocument16 pagesWAHLER Imagebroschuere SERIE ensagarpatel337No ratings yet
- USBOOSTERS Booster Compressors 06-2017!46!37064Document8 pagesUSBOOSTERS Booster Compressors 06-2017!46!37064fherlixNo ratings yet
- BH35 2Document4 pagesBH35 2Bipin KumarNo ratings yet
- 3 Lobe BearingDocument5 pages3 Lobe BearingRaman KumarNo ratings yet
- Fixed Free Fixed Free Plate PDFDocument7 pagesFixed Free Fixed Free Plate PDFbeenaNo ratings yet
- Caterpillar Cat 320 GC Excavator (Prefix KTN) Service Repair Manual (KTN00001 and Up)Document21 pagesCaterpillar Cat 320 GC Excavator (Prefix KTN) Service Repair Manual (KTN00001 and Up)kfmuseddk75% (8)
- FEA Answers by Professor GuruprasadDocument146 pagesFEA Answers by Professor GuruprasadManendra SaiNo ratings yet
- Depressurisation - A Practical GuideDocument20 pagesDepressurisation - A Practical GuideAhmad Firman Masudi100% (2)
- Gear TrainsDocument16 pagesGear Trainsraju100% (1)
- Carbon-Carbon CompositesDocument12 pagesCarbon-Carbon CompositesSONU KUMARNo ratings yet
- WegaconceptDocument76 pagesWegaconceptSvitaho ImportNo ratings yet
- Catalog284 004Document1 pageCatalog284 004Miltongrimi GrimilNo ratings yet
- Pressure Testing ChecklistDocument3 pagesPressure Testing Checklistjerin100% (3)
- Selection of MotorsDocument16 pagesSelection of Motorsmithun46No ratings yet
- Dehumidifcation and CoolingDocument3 pagesDehumidifcation and CoolingWaleed A. ShreimNo ratings yet
- Hydraulic Hose PDFDocument86 pagesHydraulic Hose PDFAgus Yulfizar100% (1)
- BOM for 11 kV VCB truck assembly componentsDocument3 pagesBOM for 11 kV VCB truck assembly componentsTawhidul IslamNo ratings yet