You might also like
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFDocument22 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2) PDFBangBoomBang90% (124)
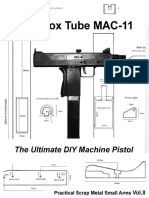
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)gunpdfs95% (210)
- DIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)Document21 pagesDIY Vol 2 - The Box Tube MAC-11 by Professor Parabellum (PRT 21 Pages Copy On Bond Paper 15 To 20)fritzthecat5295% (21)
- The Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)Document21 pagesThe Box Tube MAC-11 (Practical Scrap Metal Small Arms Vol.2)K Scott Wyatt86% (7)
- The Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)Document37 pagesThe Table Leg Typewriter (Practical Scrap Metal Small Arms Vol.10)xan94% (17)
- Build-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFDocument23 pagesBuild-A-Borz (Practical Scrap Metal Small Arms Vol.9) PDFknockelflies85% (20)
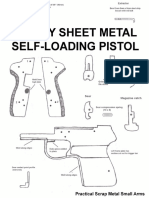
- The DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFDocument15 pagesThe DIY Sheet Metal Self-Loading Pistol (Practical Scrap Metal Small Arms) PDFgunpdfs93% (121)
- The Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)Document16 pagesThe Box Tube MAC-11 Part 2 (Practical Scrap Metal Small Arms Vol.5)BangBoomBang91% (67)
- 9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)Document24 pages9mm Bullet Hose (Practical Scrap Metal Small Arms Vol.8)jkruise81% (16)
- The DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFDocument23 pagesThe DIY STEN Gun (Practical Scrap Metal Small Arms Vol.3) PDFBangBoomBang86% (167)
- Building a Home Defense Remington 870 ShotgunFrom EverandBuilding a Home Defense Remington 870 ShotgunRating: 3.5 out of 5 stars3.5/5 (5)
- 9mm PistolDocument24 pages9mm PistolJall Desenvolvedor Web50% (4)
- Metralleta Casera Sin Torno TRADUCIDO AL FINALDocument12 pagesMetralleta Casera Sin Torno TRADUCIDO AL FINALMiguel Omar Pieszko100% (5)
- Professor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor ParabellumDocument23 pagesProfessor Parabellum - The DIY STEN Gun - Practical Scrap Metal Small Arms Volume 3. 3-Professor Parabellumzaid hashem100% (2)
- Professor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumDocument15 pagesProfessor Parabellum - The DIY Sheet Metal Self Loading Pistol - Practical Scrap Metal Small Arms Volume 1. 1-Professor ParabellumKobi Zada100% (1)
- Homemade Firearm PlansDocument18 pagesHomemade Firearm Plansjohn doe67% (3)
- Build A Borz Practical Scrap Metal Small Arms Vol9Document23 pagesBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- The Box Tube MAC-11: The Ultimate DIY Machine PistolDocument24 pagesThe Box Tube MAC-11: The Ultimate DIY Machine PistolPatrick Peres100% (1)
- BSP SMG BookDocument29 pagesBSP SMG Bookbovine splendor90% (30)
- A Homebuilt Threshing Machine For Small HoldersDocument62 pagesA Homebuilt Threshing Machine For Small HoldersJaremy Scott Golightly100% (1)
- Drill Press TableDocument11 pagesDrill Press TableWil NelsonNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- A Guide to Making Your Own Fishing-Rod and TackleFrom EverandA Guide to Making Your Own Fishing-Rod and TackleRating: 5 out of 5 stars5/5 (1)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Modelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944From EverandModelling the late Panzerkampfwagen IV Ausf. J, 5.Panzer-Division, East Prussia, 1944Rating: 5 out of 5 stars5/5 (1)
- 3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsFrom Everand3D Photography Slide-Bars, How to Make 3D Camera Slide-Bars and Twin-Cam Mounting BarsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Modelling the late Panzerkampfwagen IV Ausf. H 'Frühe' version, 4.Panzer-Division, Russia 1944From EverandModelling the late Panzerkampfwagen IV Ausf. H 'Frühe' version, 4.Panzer-Division, Russia 1944No ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- Mission Style Lamps and Shades: Eighteen Projects You Can Make at HomeFrom EverandMission Style Lamps and Shades: Eighteen Projects You Can Make at HomeNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Triumph Sprint ST 1050 Manual 2005pdfDocument441 pagesTriumph Sprint ST 1050 Manual 2005pdfweverton lenkerNo ratings yet
- GMK4115Document28 pagesGMK4115SeksiNo ratings yet
- 15 ASME Secc VIII Part ULT Alternative Rules For Pressure Vesse PDFDocument14 pages15 ASME Secc VIII Part ULT Alternative Rules For Pressure Vesse PDFTroxterPS3No ratings yet
- Piso Techo Ciac R410a Nuevo Modelo PDFDocument1 pagePiso Techo Ciac R410a Nuevo Modelo PDFjuanNo ratings yet
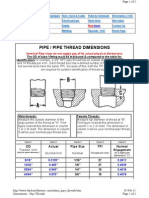
- Pipe Thread DiameterDocument3 pagesPipe Thread DiameterNabil RamehNo ratings yet
- Actuadores Field Devices Spare Parts Catalogue 2010Document34 pagesActuadores Field Devices Spare Parts Catalogue 2010Héctor IbáñezNo ratings yet
- Battery CSB GPL 1272 PDFDocument2 pagesBattery CSB GPL 1272 PDFbata88No ratings yet
- Structural Steel ErectionDocument7 pagesStructural Steel Erectionzaki fadlNo ratings yet
- NEISCO Technical Catalog 2020 Features UPVC Pressure FittingsDocument66 pagesNEISCO Technical Catalog 2020 Features UPVC Pressure FittingsKadiri El MoustaphaNo ratings yet
- HA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFDocument36 pagesHA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFEduardo Expósito EspinosaNo ratings yet
- Electrobombas Verticales Sumergibles Lowara Serie SVIDocument52 pagesElectrobombas Verticales Sumergibles Lowara Serie SVIscoutper100% (1)
- FischerTHERM 2015 06 I EngDocument36 pagesFischerTHERM 2015 06 I EngFourHorsemenNo ratings yet
- Able Ucts: (Wiring Channels)Document4 pagesAble Ucts: (Wiring Channels)VIJAY KUMAR SAJJANo ratings yet
- Material ScienceDocument33 pagesMaterial ScienceLyvea PagaduanNo ratings yet
- 300i ServiceDocument408 pages300i ServiceMichael Klein100% (1)
- TX203P PUSH BUTTON PT100 TX Transmitter Configuration GuideDocument2 pagesTX203P PUSH BUTTON PT100 TX Transmitter Configuration GuidesantorhtperNo ratings yet
- NIIR List of DatabasesDocument61 pagesNIIR List of DatabasesRITESH RATHODNo ratings yet
- Charpy Impact TestDocument3 pagesCharpy Impact TestKajal KhanNo ratings yet
- Sistema Gaspex Multicamadas EmmetiDocument28 pagesSistema Gaspex Multicamadas EmmetiTec SolNo ratings yet
- W4-SCIENCE Grade 5Document56 pagesW4-SCIENCE Grade 5Gladish AnsubanNo ratings yet
- Entropic Memes: One Easy Way to Build a BombDocument2 pagesEntropic Memes: One Easy Way to Build a Bombkimkiko100% (3)
- ASME IX VOL48 InterpretationsDocument28 pagesASME IX VOL48 InterpretationsalanNo ratings yet
- CAT6 Modular Plug Installation GuideDocument2 pagesCAT6 Modular Plug Installation GuideAndrés CisnerosNo ratings yet
- Special Condition RobDocument37 pagesSpecial Condition RobPratik GuptaNo ratings yet
- MNT Design 2520of 2520equipmentsDocument32 pagesMNT Design 2520of 2520equipmentsshamsabbasNo ratings yet
- Thermal Power Plant Layout and OperationDocument77 pagesThermal Power Plant Layout and OperationAlexNo ratings yet
- Kenwood KFF2DS14 ManualDocument20 pagesKenwood KFF2DS14 Manualmortgageworld0% (1)
- Lean management principles for eliminating wasteDocument2 pagesLean management principles for eliminating wastesimranNo ratings yet
- NAAMM NOMMA Finishes Manual PDFDocument116 pagesNAAMM NOMMA Finishes Manual PDFMichaelTorresNo ratings yet