You might also like
- Shop Manual Komatsu PC200Document944 pagesShop Manual Komatsu PC200solserengsa95% (58)
- VIGORDocument14 pagesVIGORRafael Sauceda LopezNo ratings yet
- Iluminacion Profesional El EstudioDocument74 pagesIluminacion Profesional El Estudiolimvep100% (1)
- Instructor de Buceo - Guía Completa 2019 - Buceo - Pro PDFDocument48 pagesInstructor de Buceo - Guía Completa 2019 - Buceo - Pro PDFHanz Fredrick100% (1)
- PoseDocument88 pagesPosemarbelli2888% (26)
- Esquemas de Iluminación para Photo StudioDocument22 pagesEsquemas de Iluminación para Photo StudioSantiago Camargo Buitrago0% (1)
- Cmas BuceoDocument95 pagesCmas BuceoGeanpierre Guzman UrteagaNo ratings yet
- Pruebas a transformadoresDocument7 pagesPruebas a transformadorespablo ariel santiagoNo ratings yet
- Regulador y octopus para buceoDocument21 pagesRegulador y octopus para buceoquike2013100% (1)
- Habilidades y destrezas básicas en el medio acuático. AFDP0109From EverandHabilidades y destrezas básicas en el medio acuático. AFDP0109No ratings yet
- Libro RescueDocument114 pagesLibro Rescuealvaro junior duran bustamanteNo ratings yet
- Movimiento Rectilíneo Uniforme. Práctica 4Document14 pagesMovimiento Rectilíneo Uniforme. Práctica 4sergio navarro yescasNo ratings yet
- Manual de Nitrox AvanzadoDocument55 pagesManual de Nitrox AvanzadoFRED SAMAK50% (2)
- PADI Rescue Diver Course Knowledge ReviewDocument11 pagesPADI Rescue Diver Course Knowledge ReviewMAURICIO VILLEGASNo ratings yet
- Informe Hardy CrossDocument11 pagesInforme Hardy CrossElber Bonilla Del CarpioNo ratings yet
- BuceoDocument174 pagesBuceoEdgar Efren Segura CruzNo ratings yet
- Pánico y La Agorafobia - Antonio Cano Vindel & Esperanza Dongil ColladoDocument4 pagesPánico y La Agorafobia - Antonio Cano Vindel & Esperanza Dongil ColladoCarlos Reyes UrbinaNo ratings yet
- Capítulo 15 Supervisor de Buceo ComercialDocument39 pagesCapítulo 15 Supervisor de Buceo ComercialsharkpreventionNo ratings yet
- Padi Nitrox CursoDocument71 pagesPadi Nitrox Cursojobeco83% (6)
- Prevención de accidentes en instalaciones acuáticas. AFDP0109From EverandPrevención de accidentes en instalaciones acuáticas. AFDP0109No ratings yet
- Anebp Borrador Temario Curso SDBDocument215 pagesAnebp Borrador Temario Curso SDBRicardo100% (1)
- Rescate de accidentados en instalaciones acuáticas. AFDP0109From EverandRescate de accidentados en instalaciones acuáticas. AFDP0109No ratings yet
- Reguladores de BuceoDocument40 pagesReguladores de BuceoDavid Ren Bello100% (1)
- El Buceo y La FisicaDocument19 pagesEl Buceo y La Fisicafranciscomp7100% (1)
- Manual de rescate de socorrismo en instalaciones acúaticas: Sports, #1From EverandManual de rescate de socorrismo en instalaciones acúaticas: Sports, #1No ratings yet
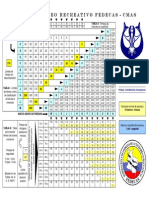
- Tabla de Buceo CMASDocument1 pageTabla de Buceo CMASLuiz H M Ventura50% (2)
- Buceo Deportivo, Técnico y Profesional - NITROX- Una puerta al buceo técnicoDocument24 pagesBuceo Deportivo, Técnico y Profesional - NITROX- Una puerta al buceo técnicoMarcos Canda100% (2)
- NT - Manual Del AlumnoDocument108 pagesNT - Manual Del Alumnogabriellhabash100% (1)
- BUCEO - Manual Open WaterDocument147 pagesBUCEO - Manual Open WaterRAFAPASKY100% (1)
- Manual Curso FEDAS Bajo HieloDocument108 pagesManual Curso FEDAS Bajo HielojonNo ratings yet
- Nitrox CourseDocument3 pagesNitrox CourseRicardoNo ratings yet
- Cursos de Buceo ProfundoDocument11 pagesCursos de Buceo ProfundoYuum K'ak Náab PT100% (1)
- Buceo Con Nitrox - Manual Del AlumnoDocument68 pagesBuceo Con Nitrox - Manual Del Alumnocolgueit100% (1)
- Manual Profundo PDFDocument122 pagesManual Profundo PDFinformaticaoladomunuNo ratings yet
- Regulador militar resistente para aguas fríasDocument2 pagesRegulador militar resistente para aguas fríasJoan Pladeveya SelvasNo ratings yet
- Nitrox Manual - Iantd SpainDocument42 pagesNitrox Manual - Iantd SpainSanti Ramos Martin100% (2)
- GC InmersionesDocument52 pagesGC InmersionesjonNo ratings yet
- Examen-3-BuceoDocument2 pagesExamen-3-BuceoEduardo Lopez100% (1)
- ManoEstandar PADIDocument2 pagesManoEstandar PADIBrady MartinNo ratings yet
- Gloria Fuertes, Poeta de Guardia (Entrevista)Document3 pagesGloria Fuertes, Poeta de Guardia (Entrevista)icanogarNo ratings yet
- Manual de Cuevas EspañolDocument84 pagesManual de Cuevas EspañolBraulioNo ratings yet
- NRF 131 Pemex 20072Document27 pagesNRF 131 Pemex 20072EDYLESNo ratings yet
- Catalogo TecnicoDocument24 pagesCatalogo TecnicoPaulo Costa SilvaNo ratings yet
- Catalogo Tecline 2017 EspañolDocument52 pagesCatalogo Tecline 2017 Españolviboraluna100% (1)
- Buceo SeñalesDocument3 pagesBuceo SeñalesGenesys AMV 龍No ratings yet
- Curso Avanzado Buceo Luis ContrerasDocument8 pagesCurso Avanzado Buceo Luis ContrerasgercomxNo ratings yet
- Iti Prospectus 0719 ES No BleedDocument20 pagesIti Prospectus 0719 ES No BleedSebastian Amago PratoNo ratings yet
- Sc-Deco Spanish PegDocument67 pagesSc-Deco Spanish PegJose E RafolsNo ratings yet
- Convalidaciones Fedas PDFDocument1 pageConvalidaciones Fedas PDFdeleyteNo ratings yet
- Tablas BuceoDocument18 pagesTablas BuceoRicardo González100% (1)
- Buceo Saturacion 1Document8 pagesBuceo Saturacion 1Jesus ANo ratings yet
- La Bitcora de BuceoDocument2 pagesLa Bitcora de Buceoapi-130278131No ratings yet
- Cuaderno Del AlumnoDocument68 pagesCuaderno Del Alumnosoy yo o no100% (1)
- AQUA LUNG - Catalogo 2010 EspañolDocument101 pagesAQUA LUNG - Catalogo 2010 EspañolJavier GarciaNo ratings yet
- Teoria Del Buceo Fisico PDFDocument21 pagesTeoria Del Buceo Fisico PDFyandreshernandez100% (1)
- 24974-Ficha Buceo IaDocument2 pages24974-Ficha Buceo IaManuel MoncadaNo ratings yet
- Manual Curso FEDAS Buceo Bajo El Hielo (2003)Document92 pagesManual Curso FEDAS Buceo Bajo El Hielo (2003)Oscar DuranNo ratings yet
- Trabajo PirotecniaDocument11 pagesTrabajo Pirotecniamatias carrasco100% (1)
- Algoritmo RGBMDocument25 pagesAlgoritmo RGBMJuanAngelcerredaNo ratings yet
- Accidentes de BuceoDocument13 pagesAccidentes de Buceowww.pacourgencias.blogspot.com100% (1)
- Manual Básico de Buceo en CuevasDocument45 pagesManual Básico de Buceo en Cuevascharlygreenhouse100% (1)
- Procedimiento Desmonte-Montaje PecheraDocument3 pagesProcedimiento Desmonte-Montaje PecheraAriel Andres Garcia MestraNo ratings yet
- Cilindro de DireccionDocument26 pagesCilindro de Direccionalfredo solano100% (1)
- Apqd Apqd-218 FormatoalumnotrabajofinalDocument11 pagesApqd Apqd-218 FormatoalumnotrabajofinalCriss Gol YapoNo ratings yet
- Remachadora PopDocument20 pagesRemachadora PopTiana GriffinNo ratings yet
- Manual - Manteniento de ValvulasDocument12 pagesManual - Manteniento de ValvulasMarcos RuizNo ratings yet
- ELEMENTBarryvox GuiadeReferencia ES 2014Document26 pagesELEMENTBarryvox GuiadeReferencia ES 2014fotorafaNo ratings yet
- Gran FormatoDocument40 pagesGran FormatoPablo EngelNo ratings yet
- Open S.sebastian 2014Document1 pageOpen S.sebastian 2014fotorafaNo ratings yet
- Ejercicios PropuestosDocument41 pagesEjercicios PropuestosDavid Andres PulloquingaNo ratings yet
- Ecp Unid. Minera Yaruchagua 13.2KVDocument35 pagesEcp Unid. Minera Yaruchagua 13.2KVDennis Joel Diego HuzcoNo ratings yet
- Casaliglia Prueba 4Document3 pagesCasaliglia Prueba 4AlexGonzalezNo ratings yet
- Reformas y Centros EscolaresDocument4 pagesReformas y Centros EscolaresFeme Ac100% (1)
- Las Revisa para Considir Con El Indicador Es para El FinalDocument42 pagesLas Revisa para Considir Con El Indicador Es para El FinalPatricia Paola Hurtado QuituisacaNo ratings yet
- Catalogo InfraplastDocument16 pagesCatalogo InfraplastDiego Iván Durán MeSaNo ratings yet
- Ot #101-02-07-2022-1-Soc. Punta Del Cobre S.A.Document4 pagesOt #101-02-07-2022-1-Soc. Punta Del Cobre S.A.Pedro Alejandro Carrizo CamposNo ratings yet
- A-BIM Contruccion Industrializada Diseño y Fabricación Con BIMDocument63 pagesA-BIM Contruccion Industrializada Diseño y Fabricación Con BIMcompNo ratings yet
- Protocolo de Evaluación de DisglosiasDocument14 pagesProtocolo de Evaluación de DisglosiasRebeca Zeivy HaasNo ratings yet
- Capitulo 6Document3 pagesCapitulo 6domingoNo ratings yet
- ACCIDENTOLOGÍADocument17 pagesACCIDENTOLOGÍAEnrique BogadoNo ratings yet
- Instalar Plugins en NetbeansDocument7 pagesInstalar Plugins en NetbeansluisNo ratings yet
- Juntas MonoblockDocument22 pagesJuntas MonoblockPettoluk IamNo ratings yet
- Examen ParcialDocument8 pagesExamen ParcialAlvaro AaronNo ratings yet
- Sistemas digitales: definición, importancia y ejemplosDocument2 pagesSistemas digitales: definición, importancia y ejemplosDavid GutiérrezNo ratings yet
- Formato A (1) ..Document1 pageFormato A (1) ..yarahoberNo ratings yet
- Simulacro Aptitud AcademicaDocument12 pagesSimulacro Aptitud AcademicaSnayderth Javier Alexander Lunasco GarciaNo ratings yet
- Informe - Visita TecnicaDocument8 pagesInforme - Visita TecnicaYorgy Cruz100% (1)
- PROYECTO FINAL - CarolinaDocument67 pagesPROYECTO FINAL - CarolinaJanine ArevaloNo ratings yet
- Informe N°1 - Grupo 7 - Co621 HDocument5 pagesInforme N°1 - Grupo 7 - Co621 HLuis HuarhuaNo ratings yet
- Factores de riesgo y normas de bioseguridadDocument6 pagesFactores de riesgo y normas de bioseguridadPatty HndezNo ratings yet
- Tarea Sem 15 Salazar Flores DenilsonDocument8 pagesTarea Sem 15 Salazar Flores Denilsondenilson.salazarNo ratings yet
- Guia 1 Mat1110 PDFDocument18 pagesGuia 1 Mat1110 PDFNicole Solange Albornoz LopezNo ratings yet
- Evidencia 02 E2Document4 pagesEvidencia 02 E2Mariana MendozaNo ratings yet