You might also like
- Alternative Construction MaterialDocument46 pagesAlternative Construction Materialዮናታን ኦርቶዶክስNo ratings yet
- Project Report of Fly-Ash Bricks UdyogDocument9 pagesProject Report of Fly-Ash Bricks UdyogVijayNo ratings yet
- Fixed Chimney-Bull's Trench KilnDocument9 pagesFixed Chimney-Bull's Trench KilnadagooodNo ratings yet
- Advance Construction and MaterialsDocument23 pagesAdvance Construction and MaterialsSaki Saki SakiNo ratings yet
- Estimating Unit Rate for Plastering WorkDocument26 pagesEstimating Unit Rate for Plastering Workfaroukm91No ratings yet
- Green Glue Outperforms Mass Loaded VinylDocument4 pagesGreen Glue Outperforms Mass Loaded VinylJames StampNo ratings yet
- Bio-renewable materials for sustainable building developmentsDocument82 pagesBio-renewable materials for sustainable building developmentsSudsiri Hemsri100% (1)
- Difference Between Aac and CLC - Foam Generator Suppliers in Pune, CLC Block Making Plant in Mumbai, Pune, Gujarat, Nashik, Akola, Nellore - Foam Generator Manfacturer IndiaDocument2 pagesDifference Between Aac and CLC - Foam Generator Suppliers in Pune, CLC Block Making Plant in Mumbai, Pune, Gujarat, Nashik, Akola, Nellore - Foam Generator Manfacturer IndiaGitesh Gaurav0% (1)
- Paving Expert p13-McCormickDocument15 pagesPaving Expert p13-McCormickSankar CdmNo ratings yet
- On Strawble ConstructionsDocument17 pagesOn Strawble ConstructionsNanditha Mandava ChowdaryNo ratings yet
- CLC Block PresentationDocument14 pagesCLC Block PresentationNikhilesh KadukarNo ratings yet
- Biogas Production: March 2017Document9 pagesBiogas Production: March 2017Kevin ChristialNo ratings yet
- Improved Clay Brick ProductionDocument4 pagesImproved Clay Brick ProductionBrajesh SumanNo ratings yet
- Ar Bricks-21Document34 pagesAr Bricks-21ManishaChary100% (1)
- AITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)Document8 pagesAITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)runkirNo ratings yet
- Eco-Boards: A Green Building Material From Residues and WasteDocument26 pagesEco-Boards: A Green Building Material From Residues and WasteJaybesNo ratings yet
- USAID Briquetting Feasibility Study SudanDocument95 pagesUSAID Briquetting Feasibility Study SudanFood CatNo ratings yet
- The evolution of the mini monitor: The HATT Mk-IIIDocument4 pagesThe evolution of the mini monitor: The HATT Mk-IIIjns0110100% (1)
- Project ReportDocument25 pagesProject ReportROHITNo ratings yet
- Proposed Innovative Septic Tank Design for Biogas and Wastewater TreatmentDocument89 pagesProposed Innovative Septic Tank Design for Biogas and Wastewater Treatmentjolo ranadaNo ratings yet
- Entry Strategy Into Green Construction For Mahindra EPC: Team: Rebel Yell Campus Name: IIM BangaloreDocument39 pagesEntry Strategy Into Green Construction For Mahindra EPC: Team: Rebel Yell Campus Name: IIM BangaloreSaurabh DwivediNo ratings yet
- Industrial Products PDFDocument38 pagesIndustrial Products PDFDaniel Pinheiro100% (1)
- INM 7.0 User's GuideDocument449 pagesINM 7.0 User's Guidepepeluis666No ratings yet
- Acoustic Problems and Solutions S5Document26 pagesAcoustic Problems and Solutions S5nishita7sreeNo ratings yet
- Architectural AcousticsDocument22 pagesArchitectural AcousticsJayesh PatilNo ratings yet
- Fly Ash Bricks PPT FrantDocument13 pagesFly Ash Bricks PPT FrantRavi Shankar100% (1)
- Biogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Document17 pagesBiogas Generation A Study: By: Madhav Mohan Bsc. Physics (Hons.) Ii Year Roll Number: 1815052Madhav Mohan100% (1)
- EASE Wall MaterialsDocument36 pagesEASE Wall MaterialsOscar Pacheco100% (1)
- AutoCAD Drawing SpaceDocument9 pagesAutoCAD Drawing SpaceartletNo ratings yet
- Studio Desk Plans V2Document9 pagesStudio Desk Plans V2MIle MilicNo ratings yet
- Natural Fiber Reinforcement CompositeDocument14 pagesNatural Fiber Reinforcement Compositeharry041100% (1)
- MHS DigitalbookletDocument6 pagesMHS DigitalbookletNelson HillNo ratings yet
- Fly AshDocument16 pagesFly AshSavita Sehrawat0% (1)
- CLC CostingDocument34 pagesCLC CostingpipestressNo ratings yet
- Bricklayers Tool Kit PDFDocument4 pagesBricklayers Tool Kit PDFYounes BarakaNo ratings yet
- Ethanol Production From Sugarcane PDFDocument2 pagesEthanol Production From Sugarcane PDFKeriNo ratings yet
- Is-3952 - (1988) - Burnt Clay Hollow Bricks For WallsDocument10 pagesIs-3952 - (1988) - Burnt Clay Hollow Bricks For WallsStacy WilsonNo ratings yet
- Building With Local MaterialsDocument9 pagesBuilding With Local MaterialsKaren JoyaNo ratings yet
- JBL CWT BrochureDocument4 pagesJBL CWT BrochureSound Technology LtdNo ratings yet
- Chemical Soil Stabilization MethodsDocument16 pagesChemical Soil Stabilization Methodssazwan2No ratings yet
- To Modify The Properties of Concrete by Using Rubber Crumb & Ceramic Waste, Prof. Manish Sudhakarrao DeshmukhDocument11 pagesTo Modify The Properties of Concrete by Using Rubber Crumb & Ceramic Waste, Prof. Manish Sudhakarrao Deshmukhmukesh poundekarNo ratings yet
- Orilite AAC Block FAQDocument16 pagesOrilite AAC Block FAQAshish JainNo ratings yet
- Economic Benefits of Stabilized Soil Block Technology in SudanDocument46 pagesEconomic Benefits of Stabilized Soil Block Technology in SudanUnited Nations Human Settlements Programme (UN-HABITAT)No ratings yet
- Calcination of Gypsum Plasterboard Under FireDocument127 pagesCalcination of Gypsum Plasterboard Under FireArgoitz Kalenbarren Uribe50% (2)
- Solid Handling Systems Of FFBL Coal Power Plant ProjectDocument21 pagesSolid Handling Systems Of FFBL Coal Power Plant Projectik43207No ratings yet
- Concrete StampedDocument28 pagesConcrete StampedOlajide AdedamolaNo ratings yet
- FBT PDFDocument59 pagesFBT PDFJovenaNo ratings yet
- Engineering Acoustics Lecture 5Document30 pagesEngineering Acoustics Lecture 5Isuru KasthurirathneNo ratings yet
- PPTDocument53 pagesPPTSampat KumarNo ratings yet
- The Fly Ash Brick Production TechnologyDocument18 pagesThe Fly Ash Brick Production TechnologyVishal KedarNo ratings yet
- Recovery of Valuable Metals From Fly Ash: A Sustainable ApproachDocument2 pagesRecovery of Valuable Metals From Fly Ash: A Sustainable ApproachVeeranjaneyulu RayapudiNo ratings yet
- 2018-12-14 - DD Presentation - GENSLER Responses - San Salvador - HCDocument81 pages2018-12-14 - DD Presentation - GENSLER Responses - San Salvador - HCarturo montañaNo ratings yet
- Concrete Construction PDFDocument40 pagesConcrete Construction PDFTejay TolibasNo ratings yet
- Concrete Manure TanksDocument4 pagesConcrete Manure Tanksshivas34regalNo ratings yet
- Nexygen Plus 41 User Manual Issue 10Document107 pagesNexygen Plus 41 User Manual Issue 10MARY CARMEN NAVARRETE GUILENNo ratings yet
- AAC Blocks-Introducers of Green Building Concept in IndiaDocument6 pagesAAC Blocks-Introducers of Green Building Concept in IndiaBibek BhattaraiNo ratings yet
- Rapid Mixing and Sampling Techniques in BiochemistryFrom EverandRapid Mixing and Sampling Techniques in BiochemistryBritton ChanceNo ratings yet
- FCBTK Factsheet: Most widely used brick kiln technology in South Asia (39Document4 pagesFCBTK Factsheet: Most widely used brick kiln technology in South Asia (39Mian IrfanNo ratings yet
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Document85 pagesBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- A Palm Oil Mill in Oyo StateDocument10 pagesA Palm Oil Mill in Oyo StateindiamillersNo ratings yet
- Project Managers On Construction Health and SafetyDocument13 pagesProject Managers On Construction Health and SafetyindiamillersNo ratings yet
- Workshop Equipment ListDocument7 pagesWorkshop Equipment ListJay Mark ParaynoNo ratings yet
- How To Measure The Energy Used To Fire Clay BricksDocument10 pagesHow To Measure The Energy Used To Fire Clay Bricksindiamillers100% (1)
- Abcs of Making Adobe Bricks: Guide G-521Document2 pagesAbcs of Making Adobe Bricks: Guide G-521Susan Fern Kelly KrumwiedNo ratings yet
- Building Materials and HealthDocument52 pagesBuilding Materials and HealthindiamillersNo ratings yet
- Building Materials and HealthDocument52 pagesBuilding Materials and HealthindiamillersNo ratings yet
- Abcs of Making Adobe Bricks: Guide G-521Document2 pagesAbcs of Making Adobe Bricks: Guide G-521Susan Fern Kelly KrumwiedNo ratings yet
- The Brick Industry in AsiaDocument73 pagesThe Brick Industry in Asiaindiamillers100% (2)
- Vertical Shaft Brick Kiln - VSBKDocument132 pagesVertical Shaft Brick Kiln - VSBKindiamillers100% (2)
- Parboiled Rice ResearchDocument15 pagesParboiled Rice Researchindiamillers100% (4)
- KlinBuilding - RolandDocument15 pagesKlinBuilding - RolandindiamillersNo ratings yet
- BRICKS - Oolitic Middle SchoolDocument22 pagesBRICKS - Oolitic Middle SchoolindiamillersNo ratings yet
- Bricks Industry in Kolar, IndiaDocument12 pagesBricks Industry in Kolar, Indiaindiamillers100% (2)
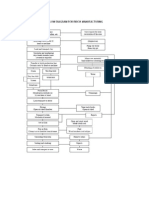
- Flow Dia - Brick ManufacturingDocument1 pageFlow Dia - Brick ManufacturingindiamillersNo ratings yet
- Village Brick MakingDocument111 pagesVillage Brick Makingralph100% (7)
- Transport Phenomena Chapter 1: Drying of SolidsDocument82 pagesTransport Phenomena Chapter 1: Drying of Solidsalexar40@hotmail.comNo ratings yet
- Final Directory Map Board List Hall 1Document14 pagesFinal Directory Map Board List Hall 1Phool JaiswalNo ratings yet
- MArine Boiler Steam and WaterDocument3 pagesMArine Boiler Steam and Watermohammed ramzi CHAHBINo ratings yet
- Chapter 8 Thermal LoadsDocument2 pagesChapter 8 Thermal LoadsCarlo DizonNo ratings yet
- Heat Transfer From Fin SurfacesDocument25 pagesHeat Transfer From Fin SurfacesAizaz HabibNo ratings yet
- Air Distribution System Specification GuideDocument29 pagesAir Distribution System Specification GuidecaroweNo ratings yet
- Developing Heat Transfer in Rectangular Channels With Rib TurbulatorsDocument13 pagesDeveloping Heat Transfer in Rectangular Channels With Rib Turbulatorshamid_zoka6069No ratings yet
- 2019 Eu Multi V CatalogDocument118 pages2019 Eu Multi V CatalogAlberto Bravo SánchezNo ratings yet
- The New Renault Dci 1.6l Diesel EngineDocument27 pagesThe New Renault Dci 1.6l Diesel EngineBorja Navas Sanchez100% (2)
- E-NTU Heat Transfer: LibraryDocument7 pagesE-NTU Heat Transfer: LibrarySergio AymiNo ratings yet
- Wet Cooling Towers: Rule-of-Thumb Design and SimulationDocument32 pagesWet Cooling Towers: Rule-of-Thumb Design and SimulationApurva Patel100% (2)
- Tutorial Sheet 3Document2 pagesTutorial Sheet 3Syed YousufuddinNo ratings yet
- Lennox 13ACX Air Conditioner PDFDocument2 pagesLennox 13ACX Air Conditioner PDFMARCO ANTONIO ARREDONDO RINCONNo ratings yet
- Core 1: EnergyDocument13 pagesCore 1: EnergyAmro OsmanNo ratings yet
- Colegio de Santa Catalina de Alejandria Review Materials On Fire Tech. and Arson Investigation By: Sir Bimboy C. Cueno, CRMGST, MSCJDocument6 pagesColegio de Santa Catalina de Alejandria Review Materials On Fire Tech. and Arson Investigation By: Sir Bimboy C. Cueno, CRMGST, MSCJBimboy CuenoNo ratings yet
- Heat Transfer by ConductionDocument4 pagesHeat Transfer by ConductionJaila Palmer [STUDENT]No ratings yet
- Psychrometric Chart CalculationsDocument4 pagesPsychrometric Chart CalculationsKarla CeaNo ratings yet
- Armstrong Applications CalculationDocument27 pagesArmstrong Applications CalculationAryû BelleNo ratings yet
- Your Benefits With HRB Desiccant Ambient Air DryersDocument2 pagesYour Benefits With HRB Desiccant Ambient Air DryersDana Lore100% (1)
- Online WK 2 Session 1 - Heat TemperatureDocument2 pagesOnline WK 2 Session 1 - Heat TemperatureGr MacopiaNo ratings yet
- TEMA Type E Heat Exchanger DesignDocument8 pagesTEMA Type E Heat Exchanger DesignLEONARDO MOLERO CLEMENTENo ratings yet
- Bok:978 3 319 30172 3 PDFDocument250 pagesBok:978 3 319 30172 3 PDFAbdalla SaberNo ratings yet
- A Review On Investigation of Heat Pipe Heat Exchanger With Nanoparticle or Nanofluids.Document10 pagesA Review On Investigation of Heat Pipe Heat Exchanger With Nanoparticle or Nanofluids.KHAN AQSANo ratings yet
- HVAC Design Manual CalculationDocument114 pagesHVAC Design Manual CalculationKanphong.smNo ratings yet
- ACONT800AS11AA Touch Screen Programmable Comfort Control: ApplicationDocument12 pagesACONT800AS11AA Touch Screen Programmable Comfort Control: ApplicationYilam PadillaNo ratings yet
- Installation ManualDocument120 pagesInstallation ManualAmyt SrivastavNo ratings yet
- Configuration & Options List: 30Xw0452 1752 Water Cooled Liquid ChillerDocument22 pagesConfiguration & Options List: 30Xw0452 1752 Water Cooled Liquid ChillerOctavio Farid Rossi YumhaNo ratings yet
- Thesis Proposal Abstract SampleDocument8 pagesThesis Proposal Abstract SampleMichael Christian Silvestre JaramillaNo ratings yet
- Dowthermal PropertyDocument53 pagesDowthermal PropertyEdu CordonNo ratings yet
- All Ever Need OcrDocument4 pagesAll Ever Need OcrHassan HaiderNo ratings yet