You might also like
- Modern Screening Machines Process EquipmentDocument16 pagesModern Screening Machines Process EquipmenttafakorNo ratings yet
- Vibrating Screen DesignDocument12 pagesVibrating Screen DesignAinur Rohman100% (2)
- Principles of HydrotherapyDocument21 pagesPrinciples of Hydrotherapyvaishali jagtap100% (6)
- Distillation Column PipingDocument57 pagesDistillation Column PipingKaran Singh92% (13)
- Case Study 10 - CentrifugeDocument20 pagesCase Study 10 - CentrifugeNelley JueeNo ratings yet
- Deaign of Vibrating ScreenDocument13 pagesDeaign of Vibrating Screenprashant mishraNo ratings yet
- Vibration Applications of Vibrating Screens PDFDocument15 pagesVibration Applications of Vibrating Screens PDFPRASHANTHNo ratings yet
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- Apron FeederDocument12 pagesApron FeederMidDeL'OrmeNo ratings yet
- Av Vibrating Screens PDFDocument2 pagesAv Vibrating Screens PDFArnaldo BenitezNo ratings yet
- EIFS performance standardsDocument40 pagesEIFS performance standardsRyan ClarkeNo ratings yet
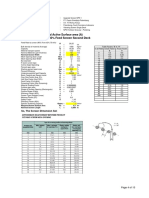
- Calc - Vibrating Screen Single Deck NPK1Document5 pagesCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNo ratings yet
- Codelco Chile/ El Teniente New Mine Level Project - ChileDocument26 pagesCodelco Chile/ El Teniente New Mine Level Project - ChileignacioNo ratings yet
- 02 SCREENS Syntron Vibrating Screens PDFDocument36 pages02 SCREENS Syntron Vibrating Screens PDFPhanHatham100% (1)
- Enduron Screens CatalogueDocument12 pagesEnduron Screens Catalogueekrem0867No ratings yet
- Wet Iron Ore Crushing with Barmac VSIDocument2 pagesWet Iron Ore Crushing with Barmac VSIrajeevup2004No ratings yet
- Impact CrusherDocument8 pagesImpact CrusherSharath MenonNo ratings yet
- Pdfcoffeecom Vibrating Screens Training For Maint 230601 225223Document18 pagesPdfcoffeecom Vibrating Screens Training For Maint 230601 225223khaled saadnehNo ratings yet
- Conveyor BeltsDocument22 pagesConveyor BeltsFavorSea Industrial Channel LimitedNo ratings yet
- Screw Washer A 01Document15 pagesScrew Washer A 01joule357No ratings yet
- Screw Conveyor and Bucket Elevator Engineering GuideDocument32 pagesScrew Conveyor and Bucket Elevator Engineering GuideJorge Cronwell Montaño VásquezNo ratings yet
- Vibrating ScreensDocument4 pagesVibrating Screensskb25No ratings yet
- 2010 - Telescopic ChuteDocument29 pages2010 - Telescopic ChutesteelageNo ratings yet
- Formulation and Evaluation of Various Cosmetic and Dental ProductDocument42 pagesFormulation and Evaluation of Various Cosmetic and Dental ProductMarcelo Partes de OliveiraNo ratings yet
- Damage Analysis of Catalyst Tube of Reformer FurnaceDocument9 pagesDamage Analysis of Catalyst Tube of Reformer FurnaceAnonymous xmSWrWbUKGNo ratings yet
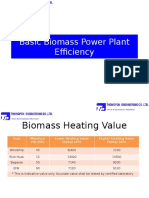
- Basic Biomass Power Plant EfficiencyDocument12 pagesBasic Biomass Power Plant EfficiencyPichai ChaibamrungNo ratings yet
- Dorr-Oliver Vacuum Drum FilterDocument4 pagesDorr-Oliver Vacuum Drum FilterFrancois HamiauxNo ratings yet
- Hammer DesaignDocument21 pagesHammer DesaignZahlul AmriNo ratings yet
- Physics of Radio Frequency Plasmas PDFDocument395 pagesPhysics of Radio Frequency Plasmas PDFdada12100% (1)
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- Capacities and performance characteristics of jaw crushersDocument7 pagesCapacities and performance characteristics of jaw crushersvaper123No ratings yet
- Designing A Vibrating ScreenDocument9 pagesDesigning A Vibrating ScreenShailesh KumarNo ratings yet
- Screw Conveyor Engineering Guide Pt1Document17 pagesScrew Conveyor Engineering Guide Pt1vijayendraNo ratings yet
- Tapis TeknikDocument13 pagesTapis Teknikrizki arfiNo ratings yet
- Sweeco Vibrating ScreenDocument14 pagesSweeco Vibrating ScreenszulkipeliNo ratings yet
- Screw Conveyors PDFDocument121 pagesScrew Conveyors PDFzackii90No ratings yet
- These Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookDocument3 pagesThese Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookJinto A J100% (2)
- GLV - Drum Filter (PGS) LR PDFDocument8 pagesGLV - Drum Filter (PGS) LR PDFSamuel MushakaNo ratings yet
- Morgardshammar Grinding MillsDocument16 pagesMorgardshammar Grinding MillsTsakalakis G. Konstantinos100% (2)
- Bucket Elevators Catalogue: Gambarotta GschwendtDocument64 pagesBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESNo ratings yet
- Allmineral SIMADocument39 pagesAllmineral SIMAkselvan_1No ratings yet
- Telescopic ChuteDocument2 pagesTelescopic Chutebiswajit sabuiNo ratings yet
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Catalogo Giratorio MetsoDocument5 pagesCatalogo Giratorio MetsoPaulaNo ratings yet
- Gentle Handling for Your ProductDocument7 pagesGentle Handling for Your ProductJuan Carlos RNo ratings yet
- Roll Crusher BrochureDocument4 pagesRoll Crusher BrochureWaris La Joi Wakatobi100% (1)
- Screen Capacity PaperDocument44 pagesScreen Capacity PaperJuan FernándezNo ratings yet
- Dynamic Design Theory and Application of Large Vibrating ScreenDocument9 pagesDynamic Design Theory and Application of Large Vibrating ScreenMahesh BabuNo ratings yet
- Vibrating ScreenDocument2 pagesVibrating ScreenChetan Patel100% (1)
- FAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgDocument4 pagesFAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgriteshsamantrayNo ratings yet
- Double Roll CrusherDocument3 pagesDouble Roll CrusherjtpmlNo ratings yet
- Belt Conveyor GB PDFDocument8 pagesBelt Conveyor GB PDFkaniappan sakthivelNo ratings yet
- Hms Drum PlantDocument2 pagesHms Drum Plantrichard gutierrezNo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFWilliam VillamizarNo ratings yet
- AF Apron Feeder: Key BenefitsDocument2 pagesAF Apron Feeder: Key BenefitsIle JieNo ratings yet
- FG-Spiral Classifier Operating ManualDocument5 pagesFG-Spiral Classifier Operating ManualRogelio Israel LedesmaNo ratings yet
- Wear Rate Grinding Ball PDFDocument12 pagesWear Rate Grinding Ball PDFLoraNo ratings yet
- High-capacity natural frequency vibrating conveyorsDocument8 pagesHigh-capacity natural frequency vibrating conveyorsZiggy GregoryNo ratings yet
- Rugged Single-Shaft Hammer Crusher for 2500mm MaterialsDocument1 pageRugged Single-Shaft Hammer Crusher for 2500mm MaterialspeymanNo ratings yet
- F Class Tech SpecsDocument8 pagesF Class Tech SpecskosmcNo ratings yet
- I Feeder Application Design CalculationsDocument2 pagesI Feeder Application Design Calculationsarsaniose100% (1)
- 06 Kuenzel Elevators GB 10 07Document2 pages06 Kuenzel Elevators GB 10 07Mauricio MpintoNo ratings yet
- MPARDocument4 pagesMPARgolesfredyNo ratings yet
- Hydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediaDocument5 pagesHydrochloric Acid Regeneration - Wikipedia, The Free EncyclopediazamburittiNo ratings yet
- GSI Bucket Elevator AssemblyDocument38 pagesGSI Bucket Elevator AssemblyElias ArizaNo ratings yet
- Case Study 3 - S R S: Tatic Undown CreensDocument14 pagesCase Study 3 - S R S: Tatic Undown CreensMagin Idelfonso TorreblancaNo ratings yet
- Jordy Maquilan TERDocument18 pagesJordy Maquilan TERHanah Kryss CastreNo ratings yet
- Safety Data Sheet: Product Name: MOBIL SHC RARUS 68Document10 pagesSafety Data Sheet: Product Name: MOBIL SHC RARUS 68Daniel Rodriguez GutierrezNo ratings yet
- Cutting Tool Tech and Tool Life CalcDocument25 pagesCutting Tool Tech and Tool Life CalcPrashant ChouhanNo ratings yet
- Assess Hazards With Process Flow Failure Modes Analysis: SafetyDocument9 pagesAssess Hazards With Process Flow Failure Modes Analysis: SafetyDiego1980bNo ratings yet
- WPS MCC 001 PDFDocument1 pageWPS MCC 001 PDFNuwan RanaweeraNo ratings yet
- SF016 Physics Semester 1 Session 2015/2016 1 hour examDocument4 pagesSF016 Physics Semester 1 Session 2015/2016 1 hour examlynnadzNo ratings yet
- Chemistry Trial-Exam SPM 2012 Marking SchemeDocument21 pagesChemistry Trial-Exam SPM 2012 Marking SchemeHarun Din HairuddinNo ratings yet
- Mineral Nutrition MycorrhizaDocument34 pagesMineral Nutrition MycorrhizaZella PurnamaningtyasNo ratings yet
- Usp42-Nf37 202Document4 pagesUsp42-Nf37 202Mohamed Hassan100% (1)
- Genei: Latex Agglutination Teaching Kit ManualDocument7 pagesGenei: Latex Agglutination Teaching Kit ManualNidhi LashkariNo ratings yet
- Determination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseDocument6 pagesDetermination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseRosinaldo AparicioNo ratings yet
- Nanotechnology v1.0Document43 pagesNanotechnology v1.0Faizan AhmedNo ratings yet
- MSDS 853021 Dry Charge BatteryDocument3 pagesMSDS 853021 Dry Charge Batteryjian0889No ratings yet
- B42 - Midterm10w CH 15-16-17-1Document7 pagesB42 - Midterm10w CH 15-16-17-1Siao Ryan YangNo ratings yet
- ProjectDocument7 pagesProjectaarav singhNo ratings yet
- Computational LaboratoryDocument31 pagesComputational LaboratoryFrendick LegaspiNo ratings yet
- Palm Oil Fiber ConcreteDocument9 pagesPalm Oil Fiber ConcreteGladys Eras ValladolidNo ratings yet
- Bi-Component FibersDocument5 pagesBi-Component FibersMilon MirdhaNo ratings yet
- Le 3000 Sostanze Controverse Che Neways Non UtilizzaDocument122 pagesLe 3000 Sostanze Controverse Che Neways Non UtilizzaGiorgio FerracinNo ratings yet
- Estimacion Del AOFDocument12 pagesEstimacion Del AOFPedro Antonio Lea Plaza RicoNo ratings yet
- Analytical Chemistry Volume 28 Issue 10 1956 (Doi 10.1021/ac60118a012) Pflaum, R. T. Howick, L. C. - Spectrophotometric Determination of Potassium With Sodium TetraphenylborateDocument3 pagesAnalytical Chemistry Volume 28 Issue 10 1956 (Doi 10.1021/ac60118a012) Pflaum, R. T. Howick, L. C. - Spectrophotometric Determination of Potassium With Sodium TetraphenylboratekhqqxyzNo ratings yet
- MIL-STD-202G Compliance DeadlineDocument191 pagesMIL-STD-202G Compliance DeadlinealfonsoNo ratings yet
- Physico-chemical Water Treatment Processes AssignmentDocument6 pagesPhysico-chemical Water Treatment Processes AssignmentAbir HasanNo ratings yet
- Tempcore ProcessDocument4 pagesTempcore Processvikassolanki2010No ratings yet