You might also like
- Concrete Mix DesignDocument22 pagesConcrete Mix DesignIvo StanilovNo ratings yet
- Flexural Strength Test of Concrete BeamDocument2 pagesFlexural Strength Test of Concrete BeamdhanishaNo ratings yet
- Self-Compacting Concrete SeminarDocument16 pagesSelf-Compacting Concrete SeminarAnubhab GhoshNo ratings yet
- Properties and Testing of Hardened ConcreteDocument17 pagesProperties and Testing of Hardened ConcreteKannan KandappanNo ratings yet
- ACI Mix DesignDocument9 pagesACI Mix DesignManuelNo ratings yet
- Civil Engineering Interview QuestionsDocument8 pagesCivil Engineering Interview QuestionsMuthamsetty Shyam SundarNo ratings yet
- Concrete Mix Design GuideDocument42 pagesConcrete Mix Design GuidesereneNo ratings yet
- Concrete Admixture GuideDocument34 pagesConcrete Admixture GuideAnsari KhuzaimaNo ratings yet
- Working of MivanDocument5 pagesWorking of MivanAnuja JadhavNo ratings yet
- Self Compacting ConcreteDocument60 pagesSelf Compacting Concretenp27031990No ratings yet
- RCC and PSCDocument50 pagesRCC and PSCradhakrishnangNo ratings yet
- Repair of Damage With Exposed Steel ReinforcementDocument4 pagesRepair of Damage With Exposed Steel ReinforcementMohamed NkNo ratings yet
- Concrete LabDocument97 pagesConcrete LabSiva NatNo ratings yet
- Quality Control in Costruction Sites: Presentation by Eng A.MuhunthanDocument33 pagesQuality Control in Costruction Sites: Presentation by Eng A.MuhunthanNavam Nanthan100% (1)
- Compressive Strength Test On Concrete CoreDocument4 pagesCompressive Strength Test On Concrete CoreSyed Mohd MehdiNo ratings yet
- Constituent MaterialsDocument69 pagesConstituent MaterialsTejas DoshiNo ratings yet
- Ultrasonic Pulse VelocityDocument3 pagesUltrasonic Pulse VelocitySougata DasNo ratings yet
- Windsor Probe and Quantab TestDocument28 pagesWindsor Probe and Quantab Testsabareesan09No ratings yet
- Irc SP 62 2014.CONSTRUCTION OF CEMENT CONCRETE Roads For Low Volume Roads PDFDocument40 pagesIrc SP 62 2014.CONSTRUCTION OF CEMENT CONCRETE Roads For Low Volume Roads PDFVikaskumar ReddyNo ratings yet
- Unit 2 Aggregates: Concrete TechnologyDocument23 pagesUnit 2 Aggregates: Concrete TechnologyAnonymous WalvB8No ratings yet
- Mix Proportioning of M80 Grade Self-Compacting ConDocument3 pagesMix Proportioning of M80 Grade Self-Compacting ConfaseehNo ratings yet
- 6 Defects in Brickwork Due To Poor WorkmanshipDocument7 pages6 Defects in Brickwork Due To Poor WorkmanshipMichael Matshona100% (1)
- Hardened ConcreteDocument50 pagesHardened ConcreteMayank KapriNo ratings yet
- Water-Cement RatioDocument17 pagesWater-Cement RatioShazwanShahNo ratings yet
- Concrete TechnologyDocument36 pagesConcrete Technologyshalu R FNo ratings yet
- Aggregate TestDocument2 pagesAggregate TestWubetie Mengist100% (1)
- Concrete Mixed Design MethodDocument11 pagesConcrete Mixed Design Methodabdicasis rashidNo ratings yet
- Brick Compression Strength TestDocument7 pagesBrick Compression Strength TestAras H.MNo ratings yet
- CompressiveStrength (ASTM-C39) Test ReportDocument21 pagesCompressiveStrength (ASTM-C39) Test ReportNadira PervinNo ratings yet
- Quality Control (QC) For Construction MaterialsDocument65 pagesQuality Control (QC) For Construction MaterialsSandeepNo ratings yet
- VDF Flooring - SlideshareDocument6 pagesVDF Flooring - SlideshareAshik Rehmath ParambilNo ratings yet
- M-20 Mix Designs as per IS-10262-2009Document25 pagesM-20 Mix Designs as per IS-10262-2009Prasad MsrkNo ratings yet
- Concrete Slump TestDocument6 pagesConcrete Slump TestHussein BeqaiNo ratings yet
- Concrete Cube ProjectDocument22 pagesConcrete Cube ProjectluckywaysNo ratings yet
- Concrete Mix Design Methods, Verification StudyDocument26 pagesConcrete Mix Design Methods, Verification StudyAhmed M AminNo ratings yet
- Windsor Probe TestDocument7 pagesWindsor Probe TestNilesh Balkrishna Sunita ApteNo ratings yet
- BS - SlumpDocument10 pagesBS - SlumpAna FarNo ratings yet
- Self Compacting Concrete - An Indian ScenarioDocument9 pagesSelf Compacting Concrete - An Indian ScenariorajamaneeckemNo ratings yet
- CAISSONDocument14 pagesCAISSONnagitaigaNo ratings yet
- GroutingDocument15 pagesGroutingDev Thakkar100% (1)
- Concrete and Concrete Structures: Modular Concepts India PVT LTDDocument24 pagesConcrete and Concrete Structures: Modular Concepts India PVT LTDArunKumar ChandrasekarNo ratings yet
- DURABLE CONCRETE STRUCTURESDocument28 pagesDURABLE CONCRETE STRUCTURESmanu_696No ratings yet
- Self Compacting ConcreteDocument20 pagesSelf Compacting ConcreteNaveen ReddyNo ratings yet
- Brick Manufacturing Using Waste MaterialsDocument8 pagesBrick Manufacturing Using Waste MaterialsAnjana Kanwar RajawatNo ratings yet
- 2.ce6702 PCS PDFDocument34 pages2.ce6702 PCS PDFvignesh kumarNo ratings yet
- Concrete Flow TestDocument7 pagesConcrete Flow TestDarrenTofuNo ratings yet
- Guide Concrete Cube TestingDocument7 pagesGuide Concrete Cube TestingJaneshaNo ratings yet
- On MIX DesignDocument27 pagesOn MIX DesignGaurav naddaNo ratings yet
- Clay Products GuideDocument4 pagesClay Products Guide11520035No ratings yet
- Ready Mix Concrete PlantDocument15 pagesReady Mix Concrete PlantKartik PandyaNo ratings yet
- New Procedure To Investigate External Sulphate Attack On Cementitious MaterialsDocument8 pagesNew Procedure To Investigate External Sulphate Attack On Cementitious MaterialsCarlos Augusto Sánchez RondónNo ratings yet
- UNIT I Constituent MaterialsDocument159 pagesUNIT I Constituent MaterialsShriNo ratings yet
- BS 812-109-1990 Testing Aggregates. Methods For Determination of Moisture ContentDocument13 pagesBS 812-109-1990 Testing Aggregates. Methods For Determination of Moisture ContentHaris KyriazisNo ratings yet
- BS 1881-103Document13 pagesBS 1881-103tipe123456789No ratings yet
- AggregateDocument65 pagesAggregateShawonNo ratings yet
- Assess Concrete Structures with NDT TechniquesDocument37 pagesAssess Concrete Structures with NDT Techniquesramya_an2411No ratings yet
- A Simple Guide To Concrete Cube TestingDocument4 pagesA Simple Guide To Concrete Cube TestingmsohaibazizNo ratings yet
- Is 4990-1993Document15 pagesIs 4990-1993PRASANT KUMAR BIPRANo ratings yet
- REPORT Slump TestDocument6 pagesREPORT Slump TestFatin Khairunnisa79% (19)
- Concrete Admixture Types and Slump Test GuideDocument3 pagesConcrete Admixture Types and Slump Test GuideAlejandroGonzagaNo ratings yet
- Triaxial Test (OBE)Document15 pagesTriaxial Test (OBE)Indunil HerathNo ratings yet
- Hyrdological CycleDocument11 pagesHyrdological CycleIndunil HerathNo ratings yet
- Geological StructuresDocument34 pagesGeological StructuresIndunil HerathNo ratings yet
- Cima FafDocument6 pagesCima FafIndunil HerathNo ratings yet
- Piano Diplomas Repertoire ListDocument18 pagesPiano Diplomas Repertoire ListIndunil Herath100% (4)
- Building RegulationsDocument7 pagesBuilding RegulationsIndunil HerathNo ratings yet
- Friction Loss in PipesDocument4 pagesFriction Loss in PipesIndunil HerathNo ratings yet
- Microsoft Word 9days Tour GenralDocument14 pagesMicrosoft Word 9days Tour GenralIndunil HerathNo ratings yet
- AIESEC GIP SalesDocument22 pagesAIESEC GIP SalesIndunil HerathNo ratings yet
- Economics for Business Revision GuideDocument4 pagesEconomics for Business Revision GuideIndunil HerathNo ratings yet
- LCM Music Diplomas 2011Document48 pagesLCM Music Diplomas 2011Indunil HerathNo ratings yet
- Chopin NocturnesDocument9 pagesChopin NocturnesIndunil Herath0% (1)
- Prelude & Fugue 875Document4 pagesPrelude & Fugue 875Anke NemirovskyNo ratings yet
- Adobe® Creative Suite® 6 Product Installation Instructions: Install Your SoftwareDocument3 pagesAdobe® Creative Suite® 6 Product Installation Instructions: Install Your SoftwareIndunil HerathNo ratings yet
- Bach WTC Book 2Document68 pagesBach WTC Book 2Indunil Herath100% (3)
- ConcertDocument4 pagesConcertIndunil HerathNo ratings yet
- J.S BachDocument18 pagesJ.S BachIndunil Herath100% (1)
- Prelude & Fugue 875Document4 pagesPrelude & Fugue 875Anke NemirovskyNo ratings yet
- Francis PoulencDocument164 pagesFrancis PoulencIndunil Herath80% (5)
- Bach WTC Book 2 (1-7)Document61 pagesBach WTC Book 2 (1-7)Indunil Herath100% (1)
- Plants Are ProducersDocument1 pagePlants Are Producersapache volador de combateNo ratings yet
- Differential Equations ProblemsDocument6 pagesDifferential Equations ProblemsNygen Keith Louise TurlaNo ratings yet
- Aerogen Solo Instruction Manual ROWDocument38 pagesAerogen Solo Instruction Manual ROWHernán ÁlvarezNo ratings yet
- Fountain Solution PH and Conductivity Changes Caused by Paper ExtDocument119 pagesFountain Solution PH and Conductivity Changes Caused by Paper ExtbudaysolidiNo ratings yet
- A + B A + B: Acid Conjugate Base Conjugate Acid BaseDocument7 pagesA + B A + B: Acid Conjugate Base Conjugate Acid BaseKatrina CagungunNo ratings yet
- 1 s2.0 S014374961830023X MainDocument9 pages1 s2.0 S014374961830023X MainCarla EpureNo ratings yet
- BIO-103: Chemistry of Life: Biology 1Document36 pagesBIO-103: Chemistry of Life: Biology 1Safikul Islam SakibNo ratings yet
- Alcohol Phenol Ether Concise - OptDocument18 pagesAlcohol Phenol Ether Concise - Optaleena'No ratings yet
- Oil Recovery (Oil Production) ProcessDocument7 pagesOil Recovery (Oil Production) ProcessLathifa Rahma AstutiNo ratings yet
- Corrosion Fatigue Crack Growth Studies On Pressure PDFDocument6 pagesCorrosion Fatigue Crack Growth Studies On Pressure PDFMarco AntonioNo ratings yet
- Sr. FG CODE PRODUCTS PACK CompositionsDocument5 pagesSr. FG CODE PRODUCTS PACK Compositionstanwar shivaNo ratings yet
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDocument9 pagesImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNo ratings yet
- P-Block Group - 15-18Document59 pagesP-Block Group - 15-18lokesh swastikNo ratings yet
- Student Exploration: Element Builder: Samara VandeverDocument4 pagesStudent Exploration: Element Builder: Samara VandeverSamara VandeverNo ratings yet
- 10 1016@j Scienta 2020 109366Document9 pages10 1016@j Scienta 2020 109366MartinGutierrezNo ratings yet
- Polyvinyl Imp. MaterialsDocument7 pagesPolyvinyl Imp. MaterialsAmar BhochhibhoyaNo ratings yet
- Chemistry Data Booklet en - 2025Document28 pagesChemistry Data Booklet en - 2025siqi dai100% (2)
- The D7 Guide to Safer, More Efficient RemediationDocument19 pagesThe D7 Guide to Safer, More Efficient RemediationJainil Panchal100% (1)
- PGT Biology Exam SyllabusDocument34 pagesPGT Biology Exam SyllabusKabeer RanaNo ratings yet
- Leepol™ - Products at GlimpseDocument1 pageLeepol™ - Products at GlimpseMohit GautamiNo ratings yet
- SIREG - Waterstop JointsDocument8 pagesSIREG - Waterstop JointsMario RuggieroNo ratings yet
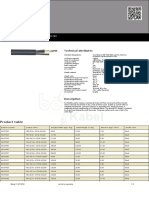
- Flexible Control Cables - YSLY-JZ 0,6/1kV: Technical AttributesDocument3 pagesFlexible Control Cables - YSLY-JZ 0,6/1kV: Technical AttributesVvg ValenciaNo ratings yet
- Raoult LawDocument5 pagesRaoult Lawhappy singhNo ratings yet
- Slurry - WikipediaDocument7 pagesSlurry - WikipediaPiyush SahuNo ratings yet
- Keeprite Furnace InstallationDocument49 pagesKeeprite Furnace InstallationDanny WoodsNo ratings yet
- Cellular MetabolismDocument5 pagesCellular MetabolismAshNo ratings yet
- LabBook Viromer BLUE GREENDocument16 pagesLabBook Viromer BLUE GREENByron Castillo PipuulNo ratings yet
- Firm Profile:-: 1.Mr. Sudhakar - Managing PartnerDocument3 pagesFirm Profile:-: 1.Mr. Sudhakar - Managing PartnerCorrosion FactoryNo ratings yet
- Chemistry As Level P 1 MCQs Classified TDocument34 pagesChemistry As Level P 1 MCQs Classified THussnain100% (2)
- MNS LabDocument8 pagesMNS LabLyracism UguumurNo ratings yet