“HOLDERBANK”
Cement Seminar
Process Technology
Circulation Phenomena
in the Clinkerization
Process
SUMMARY
This paper describes the circulation phenomena of the volatile elements. in the kiln system. It
indicates the tolerable inputs of circulating elements so that no excessive build-up and clogging
problems arise.
In particular it shall serve as guideline how an encrustation problem caused by volatile elements
is systematically solved.
TABLE OF CONTENTS
1 INTRODUCTION
2 MECHANISM OF THE CIRCULATION PHENOMENA
3 CIRCULATING ELEMENTS IN THE KILN SYSTEM
3.4 Input of Circulating Elements
3.1.1 Input by the Raw Material
3.1.2 Input by the Fuel(s)
3.2 Enrichment of Circulating Elements / Endangered Zones for
Encrustation Formation
3.3. Output of Circulating Elements
3.3.1 Clinker
33.2 Kiln Gas Bypass
3.3.3 Kiln Dust
3.3.4 Emission by Exhaust Gas
3.4 Volatility of Circulating Elements
3.4.41 Definition
3.4.2 Affinity of the Circulating Elements
3.4.3 Volatility of the Circulating Element Compounds
3.4.4 — Parameters influencing the Volatility of the Sulfur Compounds
3.5 Condensation of Circulating Elements
4. TYPICAL APPEARANCE OF BUILD-UPS
35. KILN OPERATION PROBLEMS DUE TO CIRCULATING ELEMENTS
6. IDENTIFICATION OF PROBLEMS WITH ENCRUSTATIONS AND
BUILD-UPS
61 Material Balance
62 Criteria and Indicators to evaluate the Build-up Problem
6.2.1 Process Variables
62.2 Material Balance
6.2, 3 Enrichment of the Circulating Elements in the Hot Meal
624 Total Sulfur Volatility
Page
aan
©oo0mmaarno
10
13
13
14
15
15
15
16
7
7
63
6.31
6.3.2
7a)
72
73
Example of a Circulating Phenomena Problem
Material Balance and Hot Meal Analysis
Analysis of the Example .
MEASURES AGAINST BUILD-UP FORMATION
General Measures
Measures against Chloride Problems
Measures against Sulfur Problems
MATHEMATICAL MODEL TO SIMULATE THE CYCLES OF THE
CIRCULATING ELEMENTS
17
7
18
20
20
22
23
24
INTRODUCTION
Alkali, sulfur and chlorine compounds (hereafter called circulating or volatile elements see
Fig. 1) in raw materials and fuels utilized for the cement manufacture, when present in high
concentrations often give rise to difficulties in kiln operation with build-up formation in the
preheater and the kiln inlet section.
The build-up formations cause cyclone blockages or restrictions of the Kiln inlet area so that
the kiln has to be stopped for cleaning. In extreme cases more than 200 annual kiln stops
due to blockages may occur, so that the impact on kiln availability and productivity can
become a severe issue. Suspension preheaters armed with dozens of shock blowers (Fig.
2a, 2b) to prevent build-up formation illustrate the importance of this problem.
MECHANISM OF THE CIRCULATION PHENOMENA
Depending on the degree of volatility, the circulating elements evaporate in the sintering
zone of the cement kiln and are carried by the gases to colder zones, where they mainly
condense on the raw meal and partly also on the surrounding walls.
Afterwards they return with the raw meal into the sintering zone where they partly
reevaporate depending on the degree of volatiliy. This repeated process through the kiln
leads to the establishment of intemal cycles. Finally the cycles reach an equilibrium so that
the output of circulating elements is equal to their input by the raw materials and the fuels
(see Fig. 3).
Almost all the circulating elements leave the system finally with the clinker. However, this is
only the case when beforehand sufficienctly high internal cycles of the volatile elements
have been formed. The extent of these cycles depend on the degree of volatility of the
circulating elements. As the latter recondense on the colder raw meal and the surrounding
walls, the formed sticky molten salts are able to reduce the fluidability of the raw meal and,
if present in sufficient quantities, to glue it finally on the walls. From time to time, especially
during a change of the temperature profile, pieces of build-ups fall down and mainly block
the cyclone outlets (see Fig. 4).
If the amount of molten salts becomes too high, either because of an excessive input of
volatile elements or due to a high degree of volatility, the installation of a kiln gas bypass
becomes necessary in order to extract part of the circulating elements from the kiln system
(see Fig. 5a, 5b, 5c)
A small part of the circulating elements leave the kiln system with the main exhaust gas
dust. The latter is efficiently precipitated in the dedusting unit and is normally reintroduced
into the kiln system. This is called the external cycle of the circulating elements (Fig. 6).
In normal cases a negligible amount of circulating elements is emitted by the stack into the
atmosphere. However, the emission of SO, is not negligible any more, when the sulfur in
the raw material is present in form of sulfide (FeS,, PbS, ZnS) or organic compounds. in
this latter case the sulfides are volatilized in the temperature range of 400 - 600°C and
leave the kiln system partly as gaseous SO, emission (Fig. 7)
34
344
CIRCULATING ELEMENTS IN THE KILN SYSTEM
Input of Circulating Elements (see also Fig. 31a, 3b)
In the following the typical inputs of circulating elements by the raw materials and the
fuel(s) are indicated. Itis differentiated between input ranges where usually no encrustation
and build-up problems arise and input ranges that usually lead to severe clogging
problems. However, alll figures may serve as rough guide lines only. The real limits for the
build-up and clogging formation depend on a lot of individual parameters like the degree of
volatilization, the temperature profile, the completeness of combustion and the excess air
factor as well as the kiln system itself. The indicated values are guidelines for suspension
preheater kiln only.
ny etials (loss fre
> Alkalis (K, Na) generally appear as interlayer cations in the clay minerals and the
feldspars.
> The sulfur is introduced in several mineralogical forms:
+ as sulfate: gypsum CaSo4 . 2H20
anhydrate CaSo4
* assulfide: pyrite Fe, organic compounds
In the following only the sulfates are considered,
> The chlorides are mainly introduced as NaCl (from sea water) or KCl.
Please note that the “kiln feed” normally includes already the external cycle (see Fig. 3) so
that its concentration on circulating elements is higher than the one of the pure raw mix.
Note: The following limits are typical for 4 - 5 stage SP-kilns. The other kiln systems
tolerate higher inputs.
cl < 0,02 % normal case, no problem
> 0,05 % heavy problems with encrustations depending on the sulfur
cycle
Note: Sometimes additional chlorides come from the applied fuel(s).
SO, < 05 % normal case, no problem if sufficientalkalis available
(sulfates) *)
> 1,25 % heavy clogging problems, depending on total alkali input
and the additional sulfur from the fuel
*) Sulfur in form of sulfides behaves in a different way, see chap. 3.3 "Emission by Exhaust Gas”
ko < 1,0 % normal case, no problem
> 4,8 % problems with encrustations, however depending on the
degree of sulfatisation (molar alkali/sulfur ratio)
Na,O _As the sodium volatility is very low, there is no real encrustation problem due to
recirculation of Na,O.
3.1.2 Input by the Fuel(s)
Note: The following limits are typical for 4-5 stage SP-kilns. The other kiln systems tolerate
higher inputs.
Coal; $< 4,5% No clogging problems, depending on the
Coke: S<2 % sulfur and alkali input by the raw materials
Fuel oil S<25% and the completeness of combustion
(corresponding to approx.
5 g SO,kg cli)
Coal: = S>3 % Severe clogging problems to be expected,
Coke: S>4 % depending on the alkali and sulfur input
Fuel oi: S>5 % by the raw materials
(corresponding to approx.
> 10.g SOykg cli)
Gas Sulfur content is normally zero!
Enrichment of Circulating Elements / Endangered Zones for Encrustation Formation
Depending on the individual circulating element and its compounds, the condensing point
lies in the temperature range of 650°C to 1000°C. The condensation of chlorides and its
compounds takes place mainly between 650 and 800°C whereas the condensation of the
sulfates and its compounds is between 800 and 100°C.
Therefore the endangered zones for the formation of build-ups by the condensed
circulating elements depend on one hand on the circulating element and its compounds
and on the other hand on the kiln system itself (see also Fig. 4).
In the following the build-up zones for the various kiln systems are indicated. At the colder
end usually the encrustations by the chlorides are found whereas at the hotter end the
ones of the sulfates are met.
Kiln System |Zones of Build-ups
Precalcinerkiin/ {The two lowest cyclones stage and their riser ducts, kiln inlet area
4or5 stage SP kiln |(first section of rotary part)
Lepol kiln [Second preheating chamber, kiin inlet (first section of rotary part)
3 stage SP kiln Lowest cyclone and its riser duct, kiln inlet, first section of rotary
part
2 stage SP kiln Lowest riser duct, kiln inlet, first section of rotary part
Long dry kiln / wet | Calcining zone of rotary part (transition zone)
kiln
Fig. 8 and Fig. 9 show some typical analyses of raw meal (kiln feed), hot meal (meal from
lowest cyclone) and clinker.
3.3 Output of Circulating Elements
3.3.1 Clinker
> The chlorides are so volatile that they hardly leave the kiln via clinker. In exceptional
cases, when the sintering zone has largely cooled down or when enbeded in big
material lumps, the chlorides may leave the kiln in major quantities. However,
normally the chlorides form a large cycle within the kiln system and they need to be
extracted by a kiln gas bypass.
> The sulfur and the alkalis leave the kiln system normally via clinker (see Fig. 10)
either as definite compounds:
K,80,, KyNa(SO)),, Na,SO,
Cak(SO,),
Caso, (rare!)
or in solid solution in clinker minerals:
K with the Belite, Aluminate
Na with the Aluminate
SO, with the Belite
The calciumanhydrate CaSO, is rather volatile (decomposes at temperatures > 1000°C)
and forms therefore a large sulfur cycle in the kiln system. Therefore it is very important
that there is sufficient alkalis to combine with the sulfur and to leave the kiln system as
alkali/sulfur compound,
3.3.2 Kiln Gas Bypass
Kiln gas bypasses (Fig. 5) are mainly used to extract the very volatile chlorides from SP
preheater kilns. Chloride bypasses withdraw typically 5 to 15 % of the kiln gases. The hot
gases from the kiln inlet are quenched down by fresh air, sometimes supported by injection
of water into the quench chamber, to a temperature below 600°C. The gaseous chlorides
condense onto the withdrawn dust particles and are separated finally in a electrofilter or a
bagfilter (see Fig. 5a, 5b, 5c).
In rare cases kiln gas bypasses are also applied in case of too much CaSO, and not
sufficient alkalis.
‘Also for the production of low alkali clinker large kiln gas bypasses are used (20-50 % of
the kiln gases) in order to withdraw the alkalis from the kiln charge and to produce a clinker
with an alkali content of < 0,6 %, i.e. Na,O + 0,66 K,O < 0,6 %. Thereby the alkalis are
volatilized by hard burning and by injection of chlorides into the kiln (see also chap. 7.3)
The amount of bypass dust (10 g/kg cli per 10 % bypass if the withdraw system is
optimized) must be discarded e.g. into the quarry or partly reutiized as additive to the
cement, or in rare cases may be sold as filler material.
The heat loss due to the extraction of the bypass gases amounts to 20 ku/kg cli per one
percent bypass in case of a normal SP kiln or half of it for a precalciner kiln. Typical
chemical concentrations of bypass dusts are found in Fig. 11 and 12.
3.3.3 Kiln Dust
Another possibility to withdraw circulating elements from the kiln system is via external
cycle (Fig. 6) which is interrupted and partly discarded. The enrichment of this kiln dust by
circulating elements depends on the kiln system. Whereas kiin dusts from long wet kilns
are highly enriched, the ones from SP kilns show nearly the same chemical composition
than the raw meal. Typical chemical concentrations of dusts from the different kiln systems
are shown on Fig. 11 and 12. Thereby the following legend applies:
WL = long wet kiln
DL = long dry kiln
DG = dry kiln with grate preheater (LEPOL)
DS = SPkilns: F - Filter dust from kiln exhaust gas
BP - Bypass dust
3.3.4 Emission by Exhaust Gas
Normally there is no emission of circulating elements by the exhaust gas. The only gaseous
component, the SO, which does not condense at low temperatures is effectively absorbed
by the free lime at the lowest cyclone stage.
However, a source of SO, emission is the raw material sulfur in form of sulfide (e.g. pyrite).
The sulfides decompose at temperatures between 400 to 600°C, forming SO,.
Approximately 70 % of the SO, immediately reacts with the CaCO, of the kiln feed to
CaSO, and finally at higher temperatures to CaSO,. The residual 30 % of the SO, are
partly absorbed on their way with the flue gases to the stack, mainly in the raw mill and in
the conditioning tower. However, a certain portion of the SO, is finally emitted by the stack,
depending on the kiln and raw mill system (see Fig. 7).
3.4 Volatility of Circulating Elements
3.4.4 Definition
The total volatility of a circulating element or a compound of it is defined as shown in Fig.
3,
Cc CeL = Concentration in the clinker e
ete
Chim CHM = Concentration in the *hot" meal on loss free basis
The total volatility of a circulating element or of a compound of it indicates which portion of
it is volatilized in the kiln and does not leave the kiln straight with the clinker.
3.4.2 Affinity of the Circulating Elements
Circulating elements have a strong affinity to other elements and form chemical
compounds. The following affinity order has been observed (see also Fig. 14)
1. The chlorine combines first with the alkalis, forming KCI, NaCl.
The residuel chlorine, if any, combines with the calcium, forming CaCl.
2. The residual alkalis combine with the sulfur, forming K,SO,, Na,SO,. They form also @
double salts Ca,k, (SO,),, K,Na (SO,),.
The residual alkalis, if any, combine with CaO, forming K,CO,, Na,CO;.
3. The residual sulfur (SOs or SO,) combines with CaO, forming CaSO,.
10
3.4.3 Volatility of the Circulating Element Compounds
General
a) In the kiln the alkalis are liberated from the clay mineral lattice. They partly dissociate
into the gas phase and recombine with other elements according to the affinity order as
described in chap. 3.5.2. The rest recombines directly in the charge material with
chlorine or sulfur or is integrated into the lattice of the clinker minerals (belite and
aluminate, see chap. 3.3). Especially the sodium is little volatile and goes preferably
direct into the clinker (see also Fig. 15).
b) The chlorides liberated during heating of the material and combustion of the fuel react
with the alkalis to form alkali chloride. This reaction takes place either in the charge
material or, after vaporization, in the kiln gas (see also Fig. 16)
¢) Upon volatilization of sulfur at buming zone temperatures in the cement kiln, sulfur
dioxide is the predominant component. The gaseous SO2 origines either from the
dissociated sulfur. of the combustibles or the decomposed CaSO4 and the partly
volatilized Alk2S04 from the charge material
‘Subsequently if there is an excess of alkalis, the intemal sulfur cycle is caused primarily
by the reaction with these, which takes place almost entirely in the rotary kiln, The alkali
sulfates formed in this reaction are, in so far as they are present in vapour form,
precipitated on the material. This occurs mainly in the rotary kiln itself, but partly also in
the preheater.
The precipitated alkali sulfates thus travel through the kiln again, pass through the
sintering zone, and are partly discharged from the kiln with the clinker, while some of the
alkali sulfates remain in the cycle.
The calcium sulfate (CaSO4) is formed as a result of the reaction between SO2 and
CaO. It is partly present already in the raw materials or is formed preferably in the
temperature range of 800-900°C as illustrated in Fig. 17. Above a temperature level of
1000°C the calcium sulfate starts decomposing, first rather slowly and beyond a
temperature of 1300°C rapidly. Sulfur dioxide again is formed. if the alkali input is not
high enough to combine the whole incoming sulfur as alkali sulfate, high sulfur dioxide
concentrations in the kiln gas arise. In such circumstances calcium sulfate may pass
un-decomposed through the sintering zone leaving the kiln enbeded in the belite mineral
or even as CaSO4. The sulfur cycle is illustrated in Fig. 18.
Volatiliy of the Compounds of Circulating Elements
Fig. 19 indicates the relation between vapour pressure of various alkali compounds at
different temperatures. This demonstrates that the volatilization mechanism is dependant
upon the form of combination of the particular volatile element.
1
Chlorides: KCI, NaCl, CaCl,
At a temperature level of 1200 - 1300°C the chlorides are already volatilized to a great
extent. At sintering zone temperatures they are almost entirely volatilized so that the total
volatility factor is approx. 0,97 to 1.
Sulfates: Alk,SO,, CaSO,
Basically the Alk,SO, is little volatile, whereas the CaSO, is highly volatile.
Therefore the most important criteria for the total sulfur volatility is the molar ratio between
the alkalis and the sulfur itself, corrected by the chlorine (see Fig. 20):
Molar Alk / SO, rat
Ak- Cl 9 = KO + NaO - Cl
SO, 94 62 ra
80
The desirable value for the molar ratio:
Alk.
SO, = 12
If there are sufficient alkalis available to combine with the total sulfur input (from raw
materials as well as from the fuel), the total volatility for the sulfur is @ = 0,3 to 0,5.
However, i there is a surplus of sulfur over the alkalis, the highly volatile CaSO, is formed. @
Its volatility is approximately = 0,9, but can increase up to = 1, depending on the
operating conditions of the burning process.
in general the sulfur volatility is very much depending on the operating conditions of the
burning process, such as
> the maximum temperature in the sintering zone
the retention time of the kiln charge material at high sinter zone temperatures
the granulometry of the kiln charge material (diffusion to the surface of the granules)
the partial pressure of O, in the kiln atmosphere
vvvy
the partial pressure of SO, in the kiln atmosphere
For more details see next chap. 3.5.4,
12
3.4.4 Parameters Influencing the Volatility of the Sulfur Compounds
Maximum Temperature in the Sintering Zone
The essential feature of the volatility - temperature curve is that above a certain critical
temperature the volatility increases first exponentially and then slowly reaches a maximum
(see Fig. 21).
For sulfur this critical temperature is in the order of the burning temperature. Consequently
hard burnable raw mixes or overheating of the kiln charge material (low free limes in the
clinker) have a very important bearing on sulfur volatility.
Retention Time of the Kiln Charge Material at High Burning Temperatures
Volatilization of the sulfur compounds is a dynamic process. The longer the kiln charge
material is exposed to the high burning temperatures, the higher the total amount of
volatilized sulfur.
Granulometry of the Kiln Charge Material
If the kiln charge material is well granulated, the sulfur takes more time to diffuse to the
surface of the granule. Consequently less sulfur volatilizes.
Kiln Atmosphere
The composition of the kiln atmosphere is an essential factor for the sulfur volatility:
Me, (SO,), <> n «MeO +m-+SO,+ m 0,
2
‘The equilibrium of the dissociation is shifted with increasing ©, partial pressure and SO,
Partial pressure in favour of the sulfates
Too little excess air or also local reducing kiln atmosphere increases the volatility of the
sulfur.
This behaviour is illustrated in Fig. 22 for the K,SO,.
Laboratory tests have been executed for the primary volatility , in function of the oxygen
content of the kiln atmosphere and the temperature (see Fig. 23). In a laboratory test the
total volatility @ cannot be simulated, but only the primary volatility c,, i.e. the volatility of
the sulfur when exposed the first time to high temperatures. It is remarkable that already at
a temperature level of 1000°C, the sulfur volatility goes up to 1 (100 % volatility) if there is
no oxygen in the kiln atmosphere. This is the case if the combustible produces a local
reducing atmosphere in the kiln charge material e.g. when burning whole tyres at the kiln
inlet. From these tests it can be derived that the main influence of the oxygen content on
an increase of the sulfur volatility is produced between 0 to 2 % O2. Beyond 2 % O2 the
influence is negligible.
35
13
inlet. From these tests it can be derived that the main influence of the oxygen content on
an increase of the sulfur volatility is produced between 0 to 2 % O2. Beyond 2 % O2 the
influence is negligible,
Also the partial pressure of the sulfur dioxide (SO,) decreases the sulfur volatility. That
means that if the sulfur cycle in the kiln is large enough, the dissociation of the sulfates
decreases and the sulfates can gradually leave the kiln with the clinker. However, this is not
much of a help, as the required high sulfur cycles already cause encrustation problems!
Condensation of Circulating Elements
As previously stated, the circulating elements volatilize in the hot zones of the kiln and
condensate at the colder areas of the kiln system.
In Fig, 24 some melting points of the chlorides and the sulfates are indicated. Generally
speaking it can be stated that the chlorides condense at lower temperatures than the
sulfates.
In the melting phase secondary compounds are formed which are more complex than the
original volatile elements and compounds (see Fig. 25).
Furthermore, investigations have revealed that calcium sulfate, calcium oxide and alkali
sulfate form eutectic melts which can have much lower melting temperatures than the
single compounds (Fig. 26). Under presence of chlorides these melting temperatures are
even more lowered to temperatures until < 700°C. Very low melting temperatures show
also the alkali carbonates. However, in such a case the alkalis can be sulfatizated by the
addition of gypsum so that it presents normally not a major problem.
All these melts, when present in sufficient quantities, lead to severe encrustations and
build-up formation in the preheater and kiln inlet area.
A further problem is given by the fact, that the volatilization process goes along with an
endothermic reaction whereas the condensation is exothermic. By this way an important
amount of heat is drawn from the sintering zone to the kiln inlet so that the area of
condensation is shifted even more towards the cold end of the kiln system.
TYPICAL APPEARANCE OF BUILD-UPS
‘Typical appearance of build-ups and deposits are shown in the figures 27, 28 and 29.
14
KILN OPERATION PROBLEMS DUE TO CIRCULATING ELEMENTS
The consequences due to high internal cycles of the circulating elements are rather severe.
First it starts by an increased encrustation and build-up formation at the kiln inlet area and
the lower part of the preheater. As a consequence the pressure loss across the system
increases and at the same time also the inbleeding false air quantity. This reduces the
maximum kiln draft and thus the maximum clinker production. When the kiln operator tries
to compensate the lower available kiln draft by a lower excess air rate, the situation
becomes even worse as the sulfur cycle further increases.
Studies have revealed that a high chloride cycle impedes also complete combustion. This
in turn further increases the sulfur cycle.
High sulfur cycles lead to a poorly granulated clinker and therefore to dust formation. The
dust entrains the heat from the buming zone to the kiln inlet, so that the cycles of the
volatile elements further increase due to a longer residence time at high temperatures.
Furthermore, the high cycles of volatile elements transport the heat of the sintering zone to
the area of condensation by the endothermic - exothermic reactions, causing the same
effect as the dust cycles described above,
The result of these mechanisms is always the same:
~ Frequent kiln stops due to encrustation and clogging problems, i.e. reduced kiln utilization
factor
- Reduction of the maximum kiln production
~ Higher heat consumption
- Formation of instable coating at the transition zone and thus high refractory consumption
IDENTIFICATION OF PROBLEMS WITH ENCRUSTATIONS AND BUILD-UPS
Encrustation and build-up problems can be caused by chlorides, sulfates, alkalis or any
combination of them. Therefore a detailed analysis is a prerequisite to find an appropriate
solution.
The first step of the analysis consists always in performing a material balance with the
inputs and outputs of circulating elements (see chap. 6.1).
In @ second step the problem is evaluated according to the most important criteria and
indicators for build-up formation (see chap. 6.2).
In a third step specific measures against build-up formation are taken (see chap. 7).
15
6.1 Material Balance
Definition of the balance boundary (see Fig. 30a)
- Shall the external cycle be included or excluded?
= Please note that the kiln feed includes the extemal cycle so that the concentration
n volatile elements is higher than the real inputs by the raw material. In this case
the kiln dust must be taken into account as further output!
‘Taking material samples over a sufficiently large period (Fig. 30)
- The sampling period should be at least 8 hours of representative kiln operation.
- From every input and output an hourly spot sample shall be taken. The spot
samples of the individual inputs and outputs are finally combined to one integrated
sample.
- The following quantities for the individual spot samples shall be taken:
~ raw mix (before grinding) ~20 kg
~ meal or dust ~ 0,5kg
~ clinker ~5 kg
- fuel ~ 05kg
Besides the samples for the material balance also samples of the hot meal at kiln inlet
(outlet of the lower most cyclone stage) shall be taken, observing the same frequency
and sample quantity as stated on point 2.
6.2 Criteria and Indicators to evaluate the Build-up Problem
6.2.1 Process Variables
>
Position of the build-ups
* Ifthe build-ups are found up to the second lowest cyclone stage or even to the
third lowest cyclone stage the problems could origine from excessive chloride
cycles or in rare cases from too high alkali cycles.
* If the build-ups are found mainly at the lowest cyclone stage, the lowest riser
dust and the kiln inlet, the problems normally are caused by excessive sulfur
cycles
16
> Completeness of combustion
.
+
CO at kiln inlet > 0,1 % and/or O2 < 1,5 - 2 % cause high sulfur cycles.
If no secondary firing or precalcination is applied also the CO and O2
concentrations after preheater can be taken to judge the completeness of
combustion (CO must be < 0,1 % and O2 usually 3 - 4 %, depending on the
inbleeding amount of false air).
> Temperature profile
°
°
Excessive temperatures within and after the preheater indicate a disturbed
temperature profile in the rotary kiln and thus a too high sulfur volatilization.
A disturbed temperature profile in the rotary kiln can also be seen from the
surface temperatures of the kiln shell
> Pressure profile
.
The pressure profile over the preheater indicates where the build-ups are
located.
6.2.2 Material Balance
First a material balance must be performed as described in chap. 6.1. Afterwards, the
following evaluation shall be done:
> Input of circulating elements
.
It has to be determined in which form the sulfur is present in the raw materials,
as sulfate or sulfide. When present as sulfide, part of it will leave the kiln
system as emission via exhaust gas stack! Therefore the sulfur emission by the
stack has to be deducted from the overall sulfur when judging a potential sulfur
problem in the kiln.
The inputs of circulating elements (without emitted sulfur through the stack!)
should be compared to the ones given in chap. 3.1 (see also Fig. 31a, 31b) in
order to check whether they are in a normal range where usually no build-ups
are formed or whether they are too high. This, of course, is only a rough
guideline,
> Alkali / sulfur ratio (A/S)
.
The AJS ratio should be preferably at 1,2 or in a range between 0,8 to 1,5.
‘Compare it to the A/S ratio of the investigated case, deducting first the emitted
sulfur from the total sulfur input by the raw mix and the fuel.
7
62.3 \ent of the Circulating Elements in the Hot Mé
> Fig. 32 illustrates the tolerable concentrations of circulating elements in the “hot
meal, i.e. in the meal ex lowest cyclone stage.
"Normal limit" means that beyond this concentration the build-up formation normally
starts.
"Maximum limit" means that beyond this concentration the build-ups become normally
so severe that a continuous operation is almost impossible.
The measured hot meal concentrations shall be compared with these guide values.
> Fig. 33 considers the fact that normally both chlorides and sulfates are present in the
hot meal and that both together determine the tolerable limits of concentrations. The
actual case shall also be compared with this diagram.
6.2.4 Total Sulfur Volatility
> With the formula for the total volatility (see Fig. 13) the individual total volatilities of
the sulfates shall be calculated
* If @ ofthe sulfur is > 0,7 and if at the same time the A/S_ ratio is within the
range of 0,8 - 1,2, the sulfur cycle is definitely too high and needs
improvements by measures as stated in chap. 7.
6.3 Example of a Circulation Phenomena Problem (Fig. 34a)
6.3.1 Material Balance and Hot Meal Analysis
inputs
Raw mi SO3 0,5 %
(loss free basis) Ko 05 %
NAO = 02%
ci = 0,05 %
Coal: s = 2%, SO3=5%
Hu = 26'800 ki/kg, 6'400 kcal/kg
Spec. heat consumption: q = 3'380 kJ/kg, 800 kcal/kg
18
Outputs:
Clinker: SOs = 085%
KO = 05%
NaO = 0.2%
a = 003%
SO,-emission: SO, = 400 mgiNm? (= 0,1 % SOs)
Hot meal
(loss free basis) S03 = 45%
KO = 4%
NaO = 03%
a = 2%
6.3.2 Analysis of the Exampl
4. Material Balance
% SO3 % KO [% Na,O [% Cr
input
raw mix 0,5 0.5 2 0,05
coal 0.6.
total 14 0.5 0,2 0,05;
Output
clinker 0,85 os 0.2 0,03,
'SO,-emission_|0,4 —
{totat 0,95) os 2 __—(0,03
> The total sulfur output is smaller than the total input. This is often the case when
performing a material balance. There are two possible explanations:
1) The samples are not representative.
2) The process was not in.a steady state. Sulfur was kept back in the system,
forming encrustations. During cleaning, the sulfur containing deposits left the
kiln with the clinker but were not catched representatively by the sampling
procedure.
19
> The total chloride output is smaller than the total input. Here the same problems arise
as described above. Normally the clinker does not contain more than 0,01 % Cl due
to the high chloride volatility. However, if the chloride cycle becomes very large,
values up to 0,05 % Cl in the clinker have already been measured.
2. Form of Sulfur in the Raw Materials
Note that the raw material contains sulfidic sulfur (FeS2) due to the SO2 emission. The real
sulfate input to the kiln is therefore:
from raw mix to kiln 0,5-0,1 = 0,4 % SOs
coal + 0.6 % SOs
total input to the kiln 1,0 % SO3
3. Comparison with Typical Inputs of Circulating Elements (see Fig. 31a and 31b)
> Inputs by the raw materials: - S03 = 0,4 % (sulfates only!)
ok.
~ K,O and Na,0 0.k
- C1=0,05 %
very high, bypass required!
> Sulfur inputs by the coal: - S=2%
high, but within the normal range
4. Alkali / Sulfur Ratio
os 4 02 _ ons
ate: F
AS = = 0,63
ry
a
*) total input to the kiln (see point 2)
The A/S ratio is outside of the desirable range of 0,8 to 1,5.
7.
7A
20
5. Enrichment of Circulating Elements in the Hot Meal
> Comparison with tolerable concentrations of circulating elements (Fig. 32)
¢ SO3=
5%: high, far beyond normal limit, problems with
encrustation
+ Alkalis: 0,86. 4+0,3=2,9%: slightly above normal, but highly desirable
due to the large sulfur input!
© Cl=2%: high, far beyond normal limit, problems with
encrustations
> Comparison with diagram for maximum concentrations (Fig. 33)
S03 = 4,5 %)
Cl =2 %) frequent blockages to be expected
6. Total Sulfur Volatility
oF1- Gy (Fig. 13)
Cou
@ = 1- 085 = 081
45
@ > 0,7: — Because of the low A/S ratio, a substantial portion of the sulfur is in form of
CaSO, which leads to the high volatility of > 0,7.
MEASURES AGAINST BUILD-UP FORMATION
General Measures
Reduction of the Inputs of Circulating Elements
> The most obvious measure against build-up formation is to reduce the input of
circulating elements. It is normally not possible to change the main raw materials.
However, sometimes a minor component that contains a substantial amount of
circulating elements can be repla-ced. In most cases the sulfur content of the fuel is
more easy to change. Please note that the fuel may also contain considerable
amounts of chlorides.
> The circulating elements of the raw materials in the quarry deposits are often not
homogeniously distributed. In such cases prehomogenization of the raw materials
combined with selective quarrying helps to reduce peak inputs of circulating elements
into the kiln system.
24
“Intelligent” Cleaning
> Cleaning of the preheater and the kiln inlet will always be necessary. It can be more
or less facilitated when observing some rules:
> The riser ducts shall be protected by introducing the raw meal from the upper stage
as low as possible (Fig. 35). Also adequate meal distribution boxes shall be installed,
which distribute the raw meal over the whole cross section. An example is given in
Fig. 36.
> The meal ducts should be equipped with pendulum flaps in order to avoid a hot gas
bypass through the ducts into the cyclones (Fig. 37).
> Meal ducts with insufficient inclination (> 55°) and sharp bents should be avoided.
> The cyclone outlets for the hot meal should be sufficiently large. If frequent bridging
of the outflowing raw meal occurs, the outlet section shall be first equipped with air
blasters and, if this measure does not help, it must be enlarged.
> Dead corners in riser ducts, cyclones and the transition chamber shall be avoided.
> Critical locations where always material deposits are built shall be armed with air
blasters. Please note that mostly several blasters for one location must be installed
since their cleaning radius is rader small (< 0,5 m). The blasters should always shoot
in the direction of material flow (see also Fig. 38).
> Foran efficient cleaning a special high pressure water pump (e.g. type WOMA) shall
be applied. The application of this pump is dangerous and need special training of
the operators. There is also a danger of destroying the refractory lining!
> Cleaning should only be done if the pressure profile or a quick inspection indicate a
need for. Opening of the big access doors disturbs kiln operation and let enter cold
air which favours build-up formation.
> Any false air entrance at the kiln inlet area and the lower preheater part must be
avoided by continuous supervision and maintenance.
> The installation of coating neutral refractory at the transition chamber and the lowest
riser duct has produced good results in many applications
72
Smooth Kiln Operation
In many cases the cycles of circulating elements are frequently increased by an inadequate
kiln operation applying to drastic changes in fuel feed and draft.
Also the best kiln operator cannot apply during his daily work of 8 h such a super constant
kiln operation. Therefore the author is of the strong opinion that only a fully automatic kiln
control will provide optimal results,
Measures against Chloride Problems
> Reduction of the Volatility
There is little chance to decrease the chlorine and chloride volatility as evaporation
takes place at a low temperature range (800 - 100°C).
> Discarding of Dust (external cycle)
For long dry and wet kilns as well as for Lepol kilns the chlorides are effectively
withdrawn from the kiln by discarding the finest fraction or the total of the kiln dust.
For preheater Kilns dust discarding is normally not very efficient as the accumulation
of chlorides in the dust is small. However, in case of a large internal chloride cycle
this measure could help to keep it at a lower level. The effect of the measure can be
calculated by a material balance.
> Reduction of the Sulfur Cycle
Build-up formation is provoked by all circulating elements together. As the chloride
cycle cannot be effectively influenced, all possible measures should be taken to
reduce the sulfur cycle.
> Installation of a Kiln Gas Bypass
If the chloride input of a SP kiln is larger than 0,02 to 0,03 % (loss free basis) a
chloride bypass must be installed. Whether the higher limit of 0,03 % can be tolerated
depends on the expected sulfur cycle.
A.rule of thumb to calculate the quantity of required bypass gases is:
% Bypass = % Cl of the raw materials (loss free) x 100
Example: % Cl of the raw materials = 0,05 %
Required bypass size =5 %
73
23
Measures against Sulfur Problems
> Reduction of the Sulfur Volatility
The sulfur volatility can be influenced to a great extent.
.
First of all, if there are possibilities, the A/S ratio should be adjusted to the ideal
value of 1,2.
‘The second measure is to control the excess air rate to 2 % O2 at kiln inlet.
Please note that the measurement of O2 at kiln inlet is a spot sample and does
not necessarily represent the whole inlet cross section. The 2 % O2 can
therefore be a guide value only.
The third measure is to ensure an adequate fuel preparation in order to have a
complete combustion with a CO content at Kiln inlet of 0 to maximum 0,05 %.
That means the correct fineness of the coal and correct fuel oil temperatures
(e.g. 150°C).
Very important is also a stable dosification of the coal and no pulsation of the
coal dust in the feed pipe (velocity 35 m/s, corner pots).
The burner itself should be of the latest design, which produces a short and
stable flame in order to have the shortest possible retention time of the kiln
charge in the high temperature zone. It should be directed parallel to the kiln
axis and should not point to the kiln charge in order to avoid local reducing
burning conditions.
The thermal load in the sintering zone should be as small as possible. For that
purpose a secondary firing or precalcination shall be applied
Avoid overburning of the clinker, Fig. 38 demonstrates the strong influence of
burning zone temperature (indicated by the concentration of NOx) on the
accumulation of SO3 and especially CaSO, in the hot meal. Furthermore also
the influence of the excess air is shown.
If solid fuels (e.g. used tyres) are burnt at the kiln inlet, lifters shall be installed
in order to keep the fuel pieces at the surface of the kiln charge and to avoid
local reducing burning conditions.
‘Sometimes there is a possibility to improve the burnability or the granulation of
the clinker by modifying the raw mix. These measures help to reduce the
required maximum temperature in the burning zone and to reduce the sulfur
volatilization from the clinker granules.
Shifting of the condensation area of the sulfur towards the kiln inlet and the first
zone of the rotary part
This effect is achieved by increasing the A/S ratio and by avoiding high kiln inlet
temperatures,
74
24
> Discarding of Dust
Especially for long dry and wet kilns discarding of dust is a very effective measure to
withdraw the sulfur from the kiln. This does not hold true for SP kilns as the
accumulation of sulfur in the external cycle is small.
> For SP kilns the installation of a kiln gas bypass may become necessary if there are
almost no alkalis to extract the sulfur from the kiln,
> Automatic Kiln Control
Automatic kiln control helps very much to keep the sulfur cycle low as no overheating
takes place and the kiln draft is always correct.
Measures against Alkali Problems
> Alkali Volatility
In absence of sulfur the alkali volatility is very high and creates problems in the
preheater. In such a case the raw mix can be sulfatizated by addition of gypsum.
> Low Alkali Clinker
If low alkali clinker must be produced, all measures must be taken to increase the
alkali volatility, such as
reducing the sulfur input
* producing a long and stable flame
+ applying hard burning (CaOtree < 1), if possible reducing the bumability by
increasing the silica ratio
* applying a minimum of excess air
* chlorination of the raw mix either by burning chloride
* containing solvents or adding CaCl,
> In case of long dry or wet kilns the alkalis are withdrawn by discarding a fraction or
the total dust of the external cycle. in case of a SP kiln a (large) kiln gas bypass is,
required.
MATHEMATICAL MODEL TO SIMULATE THE CYCLES OF THE CIRCULATING
ELEMENTS
The cycles of the circulating elements in the kiln system can be simulated by a
mathematical model (see Fig. 40). This model is used for bypass calculations and for
simulating special effects on the behaviour of the volatile cycles.
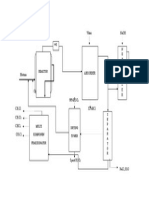
VOLATILE ELEMENTS
- Sulfur $03
- Potassium Ko0 pfelicles
ahs Nar
- Sodium Na sO
- Chlorine Cl
(uapere tien ee He & Ln
conslunrcrbeon on Ya Ped me
walls nd Chuae fault ups
el wad. Hee, Ly ilines - Pipe
Fig. 1
Fig. 2b
£ ‘Sid
XIN MD
pees UID
FOxUND
FSP UL
ajoko,
Jouse}u|
PeZIIRDIOA
~~ apkg |
|pusa}xQ |
euoZ Buezuis
peer KP]
sod Ag 77970004
WALSAS NTI 3HL NIHLIM SLNAN313 STLVIOA JO NOLLYINOYIO
SP—Preheater/
Precalciner Kiln
Lepol Kiln
Long Dry Kiln
with Crosses
‘Slurry Ring
BUILD—UPS DUE TO CIRCULATING
ELEMENTS IN THE VARIOUS KILN
SYSTEMS
Ring in the calcining zone
FIG.
Va-E62)
Tox nna
ia anvil] oseoee siva] nave
NOLLOSPNI YaLVM @ SSVdA@ TWNOLLNSANOD ‘TO “SL
uoIsiAig ABojouyoe|, e6ad0q
wt OL
4/ MIN 000,91
wt se
o—
uf Z-L
yaLid OVE
U/QWIN 00,2
uw
wie 4/,4N 000,521
P/} 002.2
be
9,001,1
OW
TW MWe
2, See
Fig. 5a
NOLLOIPNI YALVM LNOHLIM SSvdAd SVD LOH To xSL
4/,WN 000,521
P/3 002,2 >
“Ss 4/,4N 002.9
9, 0O1,L
MO
4/,WN 000,z¢
Fig. 5b
4/,4N 000,SL
JoKBAUCD MO19S p9|009 4930"
4/ 4IN 000,Sz
yQBsaaa4 svo Hum ssvare
Y/4N 000,921
P/+ 002.2
%L = Y/,4N 008,8
TO “SL
Fig. 5¢
Circulation Phenomena
Fig. 6
$02-Emission in case of Sulfides
£ a 3]S0,
Fig. 7
19
RAW MEAL
HOT MEAL
a
CLINKER
RAW MEAL HOT MEAL CLINKER
L.o.i. 34.8 7.9 0.82
L.o.i. free:
SiO2 21.3 19.8 22.8
Al203 5.1 4.6 5.7
Fe203 3.4 2.7 3.5
cao 66.0 57.0 63.7
MgO 2.0 1.6 1.8
$03 0.2 1.6 0.55
K20 0.78 6.4 0.62
NagO 0.57 1.3 0.73
TiO2 0.23 0.18 0.25
cl 0.25 5.5 0.11
Fig. 8
RAW MEAL
HOT MEAL
CLINK®?
RAW MEAL HOT MEAL CLINKER
L.o.i. 35.2 5.6 0.84
Lo.i. free:
Si02 23.5 22.3 23.8
Al203 43 41 46
Fe203 2.0 19 20 @
cao 65.6 60.0 65.0
MgO 25 2.2 2.2
$03 0.12 4.2 1.2
K20 1.06 3.3 0.96
Na2O 0.26 0.32 0.38
Ti02 0.23 0.21 0.21
Mn203 0.12 0.07 0.09
P205 0.08 0.06 0.07
cl 0.06 1.56 0.01
120 Fig. 9
Volatile elements in clinker
as definite compounds
K2S0q, K3Na (SOq)9; Na2SO4
Cagk2 (SO4)3
CaSO, (rare)
in solid solution in clinker minerals
(see chapter 13)
K : Belite, Aluminate
Na 5 Aluminate
$03 : Belite
Fig. 10
desis
Fig. 7a
KILN DUST ANALYSES.
d — Wot loTavd aimee fo
(fou? é
yPese
perloh ——‘\_|CHLORIDE POTASSIUM
fn splice 40 ——
jupacle
eur 36 4 :
coher! [les
high co ) 325
in ae ola} J
w |
hype 4 28
vid Whe
do lenil » & 24
InniBowed = 4
wile GB a0 J .
ur | ;
byre® ") w
, 6 4 e
ak oy & ‘ 5
a 7 “e
124 el.
a Pee ae
4 . . . °
eje 2
44]. . els et
: 3 .
wl t|. 4 |
Bg hae lal & .
FP jap |PGOL WL PS, |oa]ou jw.
—
epee» 4 Cy, pass . Pepe
ee bln piuliall j x -Cosked io ol & fet eon Fig. 11
KILN DUST ANALYSES
LOSS ON IGNITION
SULFUR (SO3)
40
. BBEL DSc cfe ame 00 © oe . s
. . a
. occ e 3
e ~o ee oo
09.00 Wekeo BH e oy
. e % U ccedeteptetybe | S
: : a
ee Be ce oe 8 . g
a
© 880 oo
ee on
T cee T T T T T T T T T T
© Q o + °
gs 8 8 & & & 8
ALHOIAM AG LNSOYAd
Fig. 12
THE VOLATILITY OF A CIRCULATING ELEMENT
Hot meal
Cum
Volatility :
Fuel
Clinker
fcan oO
Concentration of the circulating element in
the hot meal at kiln inlet on loss free basi
f- Cune Cel
Chn
Cot
@=1-
Cum
@ = Factor for Total Volatility
CoM =
Co. =
Concentration of the circulating element in
the clinker
FIG. 13
Sosa no
*os n> Fon tay tomy
Diw]-*os (fos!) = Iv
vos™v
(D1-71v
[(es44d)$] -"os 1D>1v
MS Ppa 3b
> wren Ayyornct-a
NEW
e e
Fig. 14
Circulation of alkalis
+ Alkalis in dust
AlkgS0q! (Alko0 ; Alk Cl)
in solid solution or in
clinker minerals
Fig. 15
SS
Circulation of chlorine f
2% Chlorine in finest dust i
i ee
(Alk CI) AlkCl AlkCl (CaCl)
Fig. 16
——
SO. ABSORPTION BY CaO resp. CaCO3
SO Absorption
a
Decompostion of
CaSO,
\ ‘aS04
| fooo +80, =caso, @
CaS05+ 1/2 Op = CaSO,
a
CaCO; + SO, = CaSO,+ CO,
T T T T T >
600 700 800 900 1000 °6
Reaction Temperature
FIG. 17
Circulation of sulfur
802+ CaO (&.Ca CO3)
Decomposition of Ca SOg
(AlkgS04 )
500-1000°C
(opt. 800°C)
Ca S04]
--4--
s eantt 7
ae == ‘Ca S04
oa Met TV V
{02 KT L (ak 2804
= ar Ye
Alkz S04
Alk2S04 (Ca S04)
Fig. 18
VAPOUR PRESSURE
mm Hg
760
700)
600
500
400)
300)
j%
200)
K2504
100)
700 800 900 1000 1100 1200 1300 1400 1500°C
Temperatures
Fig. 19
Important criteria
Molar alk/SO3 ratio ( nit % Tut mi)
KO, Naz0 yuh perc
Alk - cl = 94 62 TE ahr y(t
S03 S03
80
Caliah oy pohl-oipal
Cha ¢ tab adx )
Desirable value:
Alk - Cl = 12
$03
Fig. 20
VOLATILITY-TEMPERATURE CURVE
Volatility
Critical range
Temperature °C
4 200°C
Fig. 21
O2 in kiln gas
K2S04 > K20 + $02 + 1/2 O02
@ Oxygen excess in burning zone
K2SO4 <== K,0 + 502+ 1/2 OF
>
Oxygen deficiency in burning zone
K28O0q4 < K20 + S02 + 1/2 O02
>
e@
Fig. 22
SO,
€1
1,0,
1400°C
08
0,6
04
e
0,2
1200°C
7 1000°C
0 1 25 50 %O,
70% N, ,a.30% CO,
Fig. 23
Chlorides
Nach
Kel
Cally
Sulfates
Na2SO4
K2S04
CaSO
Melting points
801°C
776°C
772°C
884°C
1069°C
1280°C (decomposed)
Fig. 24
Secondary compounds
Chlorides
KCl (NaCl)
Sulfates
K2S0q4
K3Na (SOq)2
Na2SOq
CagK2 (SO4)3
CaSOq4
Carbonates
K2C03, (Na2CO3) e
Spurrites
2 C95 - CaCO3
2 CoS - CaSO4
Fig. 25
MELT INTERVALS IN THE SYSTEM
CaSO, - KySO,4-Na2SO,
Na2SO,4
fo-m A
MELTTEMPERATURE °C
<800
800-850
cae Es 250-200
900-950
/ B&
{OO > 250
é
WA + 700-800
> 800
CaSO, K2S04
Fig. 26
sake, ueynbaay (pL saake| 312s pasuapuoy (9 1
n
N
2
at)
yeluy uLD S : uo 242 Way
aH : = oe
vSl/e8 Lbv/ts8
apejuns ydomspuim (2 L
auoloh> pag
aH
O91 /¥8
S3dA1 LTSOda0 40 SHdvUDOUIVH TP FI@VLOLOHd. <=
S.E.M. MICROGRAPHS OF DEPOSITS
PHOTOTABLE,
i | i
REM 84/506 REM 84/525
3.a)|cHD - Ist cyclone — 20 um
\pfine matrix’
\
1 KCI blocks embedded.
REM 84/502"
oe
Tut Riser pipe — ZUM
in! \ibordeh
Material Balance Boundaries
T pe
L_/
L
Raw Mix) \o —K,
e b PL al
Clinker
Fig. 30a
Material Balance
of Circulating Elements
Definition of balance boundary line
Material sampling
.» raw mix ~ 20 kg/sample
+ meal dust ~ 0,5 kg/sample e@
. linker ~ 5 kg/sample
. fuel
z
0,5 kg/sample
Sampling period: During 8 h every hour one spot
sample. The 8 spot samples are
combined to one integrated
sample.
Similar sampling of the "hot meal"
0 uabe Wey Aang pop l Cratdlabl y
wpeiol nlabcimabier
Fig. 30b
Typical Input Limits for Circulating
Elements by the Raw Materials
(For 4-6 stage SP kilns only)
(loss free basis)
a < 0,02 %
> 0,05 %
S03 << 0,5 %
> 1,25 %
K20 << 1,0%
> 1,5 %
normal case, no problems
heavy clogging problems,
depending on the sulfur cycle
normal case, no problems
heavy clogging problems
normal case, no problems
problems with encrustations,
depending on degree of
sulfatization
NaQO Little volatile, thus no problems
Fig. 31a
Typical Input Limits for. Circulating
Elements by the Fuel(s)
(For 4-6 stage SP kilns only)
Coal $< 15% No clogging problems,
Coke s<2 % depending on sulfur and alkalis
Fueloil S < 2,5 % input by the raw materials and
the completeness of combustion
(corresponding to appr. < 5 g SO3/kg cli)
Coal S>3% Severe clogging problems
Coke S>4% depending on the alkalis and
Fueloil S > 5% sulfur input by the raw materiak@
and the completeness of
combustion
(corresponding to appr. > 10 g SO3/kg cli)
Fig. 31b
80 z (6-72) INIMOTHD
sz v («P20%N) — SLTWTW
¢Z ¢° (%-f0s) YNHdINS
Hwy |OULION
sup WunwWixDyw
(siswa uDINIID NO) 7W3AW LOH NI
SNOILVALNIONOOD
Fig. 32
Maximum tolerable concentrations
in the "Hot Meal"
(All concentrations on loss free basis)
Sulfur: 5% $O3
Alkalis: 4% Na2O0-equivalent
Chlorine: 2% Cl
Combination of Sulfur and Chlorine
0 1,0 20 !' 30 4,0 5,0
25 3,75 % 803
TS/VA ““HOLDERBANK™
Datum: 13.04.89 | Zchng.Nr. 47766-E
Fig. 33
Example of a Circulation Phenomena Problem
Material Balance
Raw mix: $03 = 05 %
(loss free basis) cl = 0,05%
K20 = 05 %
NagO = 0,2 %
Coal: s = 2%,$03=5%
Hy = 26800 kJ/kg, 6400 kcal/kg
Specific heat
consumption: q = 3/350 kJ/kg, 800 kcal/kg
Clinker: S03 = 0,85%
K2g0 = 05 %
NagO = 0,2 %
cl = 0,03 %
$O9-emission: $O2 = 400 mg/Nm? (= 0,1 % $03)
Hot Meal Analysis
(loss free bases) SO3 = 45%
Kg0 = 4 %
Na20 = 03%
cl = 2%
Vewl, : M,, hy ol Fig. 34a
Example of a Circulation Phenomena Problem
Material Balance
%SO3 | %K2O | %NaQ0} % Cl
Input
raw-mix 0,5 0,5 0,2 0,05
coal 0,6 e@
total 1,1 0,5 0,2 0,05
Output
clinker 0,85 0,5 0,2 0,03
$02-emission 0,1
total 0,95 0,5 0,2 0,03
®
1) Analysis of material balance
2) Form of sulfur
3) Comparison with typical inputs
4) A/S
5) Comparison with hot meal limits
6) Sulfur volatily
Fig. 34b
‘Cement Seminar 1995
Circulation Phenomena Examplé:
4. Auxiliary Catculations
Coal Consumption = 3350 kuikg = 0,228 kgcoall kg ol
LEO ki/kg coal
Sulfur from‘Coal = S %803 x 8.7L = O. 625 %ciS03
42432.7 _
803 = Sefae Molesikg = ZS
s 32.7 Moles kg
802 via Exhaust Gas = 2 Nmsikgex 40 mgim3 = £29 © mgSo2ngali
$03 = 4 Moles/kg_ = 7 27
‘S02 4,0 Moles kg
$03 Equiv. via ExhaustGas = 7 29 x GAP mg so2ikgci= ACEO mg SO3Kkg ali
2 mea
L een |
input [Raw Mix 6,05
Coal =
Total OOF
Output [Clinker 0.03
Stack -
up ~Oef 4Balance Error ©, b2
[Total OOS
3. |EATCnimentaRa VoraTIy ay] His geese ao
Conc. in raw mix C feed OCS C2
IConc. in Hot Meal CHM O2
Enrichment C HM / C raw mix ¢ ,,
in HM. 4 10 AS
[Volatility 1-Cci/CHM 6 | 7-c.85~ G~ 20 Ze 14-6203 =
Bro gay 6
e 4. Molar Alkali / Sulfur Ratio = K20 / 94 + Na20 /62-Cl/71
; Fi i
aelaheot te redone OS gy 4 O60 <<42
25 (80
5. (Comparizon with Limits’ a ee. 2
ee Enea ee |
ual Total Input ABCC HIE! | ei OS" 0164 462. = OF
input limits Oe 8 22 \7 :
[Actual Concentration in HMI FinS Zo 4-046 30,3 =234
[Concentration Limits forHM___|25" | SD lon€. 22) 25
. * Na20/K20 = 62 / 94.2 = 0.66
6. Conclusion
4. 0 la -
Uv. 4 a CL maha ¥ HMC TCIVA Ga
& a & O10 “ae bic Fecty
Be bcd pipe
Moles
Ca +
CL
lhe G4
47
36,5
» Mb
» 34.7
Cement Course 1995
Circulation Phenomena —_ Example:
1. Auxiliary Calculations
Coal Consumption = 3350 kkgcli_ = 0.125 kg coal /kg cli
26800 kJikg coal
S03 = 80.1 Moles /kg__= 2.50
s 32.1 Moles kg
Sulfur from Coal = 5% S03 0.125 = 0.625 % cli SO3
‘S02 via Exhaust Gas = 2Nmsikgex 400 mgiNm3 = 800 mg SO2/kg oli
$03 = 80.1 Moles /kg__ = 1.25
S02 64.1 Moles kg
S03 Equiv via ExhaustGas = 4.25 9 x 800 mg SO2/kg cli= 1000 mg SO3/Kg cli
el oS ate ae
Ee eee ne.
input Raw Mix
ICoat
[Total O2
[Output [Clinker 02
Stack
Balance Error 0.00
[Total 0.200
3, a Tate lat To S08
oe
ICone. in raw mix Craw mix 0.50
ICone. in Hot Meal_C HM 4.50
Enrichment CHM/Cteed «| 45/05=
in HM 9
jvolatiity 1-Cci/CHM $ | 1-085/45=
0.81
Molar Alkali / Sulfur Ratio
K20 1.94 + Na20/62 - CI/74
'$03780,
= 05/94+0.2/62-0.05/71_ = 061 <<<4.2!
(1-125 - 0.1) 780
ech with Lim Be S03 c squiv]®
Cee ae aoe a : fe mane: Ss |
[Actual Total Input 7 ADEE 0.05 J05x066+02= 0.53
Input tits 05 1.25| 0.02 0.05|1.0 15
[Actual Concentration in FM 45 ZO |a0x080+ 03> aor
[Concentration Limits for HM [2.5 solos 2.0|2.5 40
*NaZOIK20 = 62/942 = 0.65
6. Conclusion
‘The buildups are caused by high input of SO3 and Cl.
HMC TCWVA Ga
Protection of the Riser Duct Walls
against Condensation of Circulating
Elements
worse
better
MEAL DISTRIBUTION BOXES BY POLYSIUS
CORRECT
Fig. 36
WRONG
Example of a Pendulum Flape for the
hot meal duct of the lowest cyclone in a
suspension preheater (Polysius)
Material quality of flap
DIN G-X 40 CrNiSi 27 4
Fig. 37
truakloe
Creu
Typical clogging areas of SP kiln :
~ inlet chamber
~ riser duct
— cyclone inlet
~ cyclone meal duct
Application of Air Cannons
inns
Fig. 38
ENRICHMENT OF SO3 IN THE HOT MEAL
OF THE LOWEST CYCLONE STAGE
% SOz hot meal
ppm NOx
Kiln inlet
mad
T
1400
© 0p at transition chamber normal
X Op at transition chamber moderate
® 0p at transition chamber very low
FIG. 39
Mathematical Model to Simulate the
Cycles of the Circulating Elements in the
KILN SYSTEM
: : ; PREVIOUS “EMISSION a
RAW MIX EXTERN CIRCULATION OUST DISCARDED
! " fi :
ca | 1 |
SYSTEM | i e
ATP
i a
s Meo.
4 PRECALCINATOR !
}e—K} _ | Ay
ee ‘=> BYPASS
| Tate =| e ‘STATIC PART]
: a
© ROTARY ns
KILN |
SYSTEM ! Amex B | e
Akt |
+
KILN BURNER
Fig. 40
“HOLDERBANK”
Cement Seminar
Materials Technology
Rings, Balls and Build-Ups
s
es
wma aeeE
Table of Contents
INTRODUCTION
LOCATION OF RINGS
Classification
‘THEORETICAL ASPECTS OF RING AND DEPOSIT
FORMATION
CHARACTERISTICS OF VARIOUS RING AND
DEPOSIT TYPES
Exhaust Fan Deposits
Slurry Rings
Cyclone and Grate Preheater Deposits
Meal Ring (Calcining Ring) in Long Kilns
Middle Rings in Large Preheater Kilns
Sinter Rings (excl. coal-ash rings)
Coal Ash Sinter Rings
Clinker Rings / Cooler Inlet Deposit
Kiln Charge Balls
METHODS OF REMOVAL/ELIMINATION
TABLES 1 - 7
APPENDICES I - III
w
Hee
NBOOom v8H
13
RINGS, BALLS AND BUILD-UPS
INTRODUCTION
Rings and deposits are accumulations of solid
materials (from the powdery kiln charge) in the
rotary or static sections of clinker production
lines. They have been encountered since the earliest
days of rotary kiln production, with each develop-
ment in process technology, e.g. grate and cyclone
preheaters, grate cooler, bringing with them their
own specific type of deposit.
Rather than being of academic interest, ring and
deposit formation has an appreciable influence on
plant operations, frustrating operations personnel
by their impairing or even impeding production, and
annoying the company management by lowering produc-
tion (and sales) and increasing production costs.
As a direct consequence of rings and deposits, the
gas and material flow through the kiln is restricted,
resulting in a reduced kiln output. Especially in
the sinter zone, the presence of rings can interfere
with combustion of the fuel and can result in
improper combustion. From time to time unstable
rings and deposits can break away leading to
blockage or mechanical damage in the cooler, or in
cyclone blockages. The partial shedding of coating
from the exhaust fan blades results in severe vibra-
tion which mostly requires a short shutdown for
complete removal. The breaking of a ring almost
always causes a flush of material into the burning
zone and a temporary loss of stable kiln operations.
The formation of deposits in cyclones results in
extra costs for the labour needed to remove the
deposits by poking. The introduction of air canons
(big blasters) provides a method for their regular
automatic removal and has been installed in Group
plants with persistant preheater blockages.
High pressure water jets may also be employed.
In the worst cases, a complete shutdown is necessary
to allow entrance to the affected area and mechani-
cal removal of the blockage with compressed air
drills. This shutdown invariably weakens the sinter
zone refractories, and accelerates the next shutdown
for rebricking.
2. LOCATION OF RINGS
Classification
Unwanted build-ups may be classified with regard
to the type of material from which they are
formed, either sintered or unsintered. Within
these two groups the various types can be
classified as follow
unsintered
. exhaust fan deposits
+ cyclone and grate preheater deposits
+ slurry or mud rings
+ meal rings
sintered
+ middle ring
+ sinter ring
+ clinker ring
+ "snowman" in grate cooler
+ kiln charge ball
Process technological characteristics of such
build-ups e.g. kiln type, location, temperature of
gas and kiln charge can be seen in Table 1.
Material technological characteristics e.g. state
of kiln charge, enrichment in various elements,
and type of texture are summarized in Table 2.
The location of the various types of the above
rings and deposits can be seen in Fig. 1.
Fig.1
z-o=a/1
SONY YAYINITO
2-t=a/7
SONY USLNIS
e-2=a/7
SONY WSN
| SONI STGGIN
431009 i-sea/t
O41 1a SONY HSV
NO ONILVOO
SINALSAS NIM LN3YSS4I0
NI SdN-a1na GNV SONI
ONIN ANYMIS
sTiva Gnw
NU LAM
Nm
ua.LW3Hadd
aivyd
NUM YALWSHaudd
ANOTOAD
THEORETICAL ASPECTS OF RING AND DEPOSIT FORMATION
Although of much practical significance, little
quantitatively based, fundamental knowledge is
available on the formation of deposits from solids
suspended in gas streams. In a qualitative way,
however, the more important features of such pro~
cesses are known.
The formation of a deposit is always a dynamic pro-
cess in which the factors responsible for formation
outweigh the forces of degradation. In general, the
stronger the forces of destruction, the more unli-~
kely the chance of deposit formation, but when this
does occur, a strong, hard to remove agglomeration
is the result.
After the transport of material to the area of depo-
sition, a definite force is required to make it
adhere to the wall. This can range in magnitude from
that caused by turbulence within the gas stream,
increasing to centrifugal forces when the stream
changes direction, to that due to mechanical
pressure. Whereas preheater deposits involve the
first two, mechanical pressure certainly plays a part
in ring formation within the rotating kiln.
The forces according to Rumpf considered to cause
deposit formation can be grouped as follows:
A - melting or softening of surface due to friction
or collision
B - melting or freezing due to addition or removal
of heat
© - interlocking of aggregates built up of finer
particles held together by surface forces
D - interlocking of long fibrous particles
E - electrostatic attraction
The mechanisms B, C and D are the ones encountered
in kiln operations. In general, the finer the
powder, the greater the tendency towards agglomera~
tion, and in many cases the absence of particles
under a critical size (e.g. 5 um) ensures freedom
from deposition.
CHARACTERISTICS OF VARIOUS RING AND DEPOSIT TYPES
Tables 3 and 4 contain a list of typical proper-
ties of rings and build-ups encountered within the
“Holderbank" Group plants (with full chemical analy-
sis being provided in Appendices I, II and III).
Included are such factors as volatile element con-
centrations and moduli of the deposited materials.
As an indication of the texture, the size of the
pores and the particles or aggregates of particles,
from which the materials were built up, is given. In
many cases the mineralogical composition is also
given.
Exhaust Fan Deposits
In the case of kilns with pressure filter systems,
in which unfiltered dust-laden gas passes through
the exhaust gas fan, deposit formation causes
problems. These arise when the deposit falls off
one blade, and brings the rotating fan out of
balance. Deposits of up to 3.5 kg/blade are known
to occur.
Characteristic propertie
Exhaust fan deposits, composed of the finest raw
meal particles are usually red-brown, hard and
quite brittle. They exhibit a compact layered
structure and have a very low porosity of 8%.
Their chemical and mineralogical composition is
basically that of the raw meal but often the
plate-shaped clay particles are preferentially
deposited parallel to the blade surfaces. Due to
their long stay in the system, fan deposits are
enriched in the volatile components K20, Na20,
803. Typical values include the following:
LSF 20. - 100
SR 1.0 - 1.5
K20 + Naz0 2.1 - 3.08
803 4.7 - 6.0%
The S03 is usually present as anhydrite (CaS04).
Binding mechanism:
In this case, the temperature is such that liquid
phase involvement - aqueous or molten salts - can
be ruled out.
The dust particles, because of the fan rotation,
strike the blade surfaces with a high velocity and
are so compacted. As the texture of the surface,
after even a short time in operation, possesses
undulations in the order 0.5 - 20 um, the smaller
dust particles can be mechanically "locked-on".
Subsequent development of the deposit follows by
an identical mechanism.
Slurry Rings (including mud balls)
Characteristic properties:
These occur in long wet kilns and are composed of
the partially dried kiln charge somewhat enriched
in alkalis and S03. They are soft and can usually
be broken - and hence prevented - by heavier
chains. The 20 content lies between 20 and 30%, a
range in which clay materials exhibit a sticky,
plastic consistency. The content of the alkalis
which greatly increases the tendency to adhesion
(influence on rheological properties) can be up to
10% K20 + Naz0, and about the same level of S03.
In many cases, balls form (in addition) on the
chain links by the same mechanism. A typical
example of a mud ball is plant I in Table 4.
Binding mechanism:
The binding mechanism is the well-known ability of
clays to form a sticky, plastic mass when con-
taining the correct quantity of H20, and to harden
on the further water loss. To this mechanism must
also be added the crystallization of K2S04 solu-
tion and the further strengthening of the struc-
ture by formation of CaS04. Photo la gives an
example of such a ring.
Cyclone and Grate Preheater Deposits
Characteristics:
These deposits form on the roofs, walls, outlet
and riser pipes of cyclone preheaters, in the hot
chamber of grate preheaters, and vary considerably
in appearance and homogeneity. In general, they
have a light colour varying from cream to brown to
pink, indicating that the component particles had
not been heated higher than 1200°C. In some cases,
darker zones of harder burnt material can be
observed. Depending on their place of deposition,
they range from a dense, compact, definitely
layered structure, hard to break to a porous (30%)
material with only moderate strength with less
obvious layering. The former type is typical of
cyclone cones and discharge pipes while the latter
is to be found in the transition and swirl cham-
bers. Soft deposits can, however, also be found in
the cyclones.
From a chemical viewpoint, this deposit type
usually is characterized by a concentration of the
volatile elements in the following range:
K20 = 1 - 308
Nago = 0- 28
In some cases, therefore, deposits can occur with
no appreciable increase in concentration. Typical
analyses found for deposits are given in Table 3
and Appendix I.
The mineralogical composition of preheater depo-
sits differs as would be expected from that of the
raw meal in that the clays are essentially decom
posed, and a reaction to form intermediate
minerals has taken place. Minerals containing only
the volatile elements can also be found.
Amongst the minerals found in preheater deposits
are the following:
raw meal calcite caco3
quartz Si09
normal intermediate phases
free lime cade
periclase Mgo’
mayenite C12A7
elite ord
typical deposit phases with low melting point:
sylvite KCL
halite NaCl
langbeinite 2CaS0q . K2S04
arcanite K 2804
typical deposit phases without melt involvement:
carbonate spurrite 2C28 . Caco3
sulfate spurrite 228 . CaSO4
anhydrite caso4
Formation mechanism:
The binding substance in this deposit type is the
low melting point Nag0, K20, 803, Cl based com-
pounds. These are molten in the kiln gas and are
deposited on the cyclone walls and pipes, or first
on dust particles which then themselves are depo-
sited out of the gas stream in these areas.
Cooling on contact or with increasing thickness
results in an appreciable strengthening of the
originally sticky deposit. Because of the exten-
sive duration of stay in the kiln system, a reac
tion takes place with gaseous C02 and S03,
resulting in the formation of lath shaped spurrite
and sulfate spurrite which additionally strengthen
the texture. Typical textures for unsintered, pre-
heater and kiln inlet deposits can be seen in
photos lb - 1d.
Meal Ring (Calcining Ring) in Long Kilns
Characteristics and formation
The meal rings, often called "calcining rings” in
long kilns, are in their properties and mechanism
of formation very similar to those of preheater
deposits in heat exchanger kilns. This is perhaps
not surprising in that both build-ups occur in the
same temperature zone. Meal rings are mostly less
troublesome than preheater deposits because often,
due to their relatively poor strength, thermal
fluctuations, kiln deformation and the action of
the material stream, they fall off periodically
under their own weight. A typical example of a
calcining ring is plant J in Table 4.
Middle Rings in Large Preheater Kilns
Characteristics:
Unlike meal rings, middle "rings" are dense (fine
grained) of low porosity, very hard and seldom
fall off during operations. Although termed as a
ring they are rather more elongated, like a band,
being often some 15 - 20 m long extending from 7
to 11 diameters from the outlet, e.g. 35 - 55m
for a 5 m@ kiln. Unlike previous types, this
deposit is clinker-like in colour indicating it
being composed of well burnt kiln charge. Perpen-
dicular to the direction of deposition, the fine
layered structure can be seen showing the cur-
vature of the kiln shell.
The chemical composition of middle rings is very
similar to that of clinker. This is surprising
because considering the long duration of the stay
in the kiln, no increase in concentration of the
alkalis or S03 takes place, and often the ring
shows lower volatile element values than for
clinker. Typical analyses of a middle
ring are given in Table 5.
The minerals found in middle rings are the clinker
minerals alite, belite, aluminate, ferrite and
free CaO, the alite having often decomposed into
microscopically mixed belite and free CaO,
resulting from the temperature at the site of the
ring being under the lower stability temperature
of alite (i.e. 1260°C).
Formation Mechanism:
The mechanism of bonding is the freezing of the
clinker alumino-ferrite melt. Due to a long cool
flame, the clinker has a tendency to be fine, and
the smallest clinker particles of 150 - 450 um are
carried back by the flame and deposited onto the
kiln wall in a zone where temperatures of below
1250°C exist. The particles immediately freeze in
place, and because the kiln charge is still fine,
it does not possess sufficient abrasive action to
remove the growing ring. The typical compact
structure of a middle ring can be seen in photo le.
4.7
-10-
Sinter Rings (excluding coal-ash rings)
Characteristics:
These occur at the beginning of the sinter zone
some 4 - 5 D from the kiln outlet. They are
greyish-black in colour, strong and are (usually)
agglomerations of small clinker pellets and
clinker dust. No layer structure is obvious
because of the presence of large pores and voids.
In general, the chemical composition is that of
the clinker with no appreciable concentration of
volatile elements,
From a mineralogical viewpoint, the normal clinker
minerals alite, belite, aluminate, ferrite and
free CaO are observed, with reactions to form
belite and CaOgree, spurrite and belite being
found with increasing depth in the ring, i.e.
decreasing temperature, similar to the case of
middle rings.
Bonding mechanism:
The bonding is created by the freezing of the alu-
mino ferrite clinker liquid in the case of pure
sinter rings. This phenomenon occurs especially at
the beginning of the sinter zone, where the liquid
phase is just starting to form (approx. 1280°C).
Due to the rotation of the kiln, the charge in
this zone freezes with each kiln revolution; a new
wet layer sticks on, and with time a thick deposit
builds up consisting of particles of less than 1 mn.
Coal Ash Sinter Rings
Characteristics:
In kilns fired with a high ash content coal,
sinter/coal ash rings can form at 7 - 8.5 D from
the kiln outlet. They are dense, often layered and
sometimes glassy in appearance and built up from
particles some 150 - 250 um in size. They are
rather less dense and have larger pores and voids
than middle rings. Photo 1f gives an example of
the microstructure of such material, showing the
coal ash layers.
-.1-
From the viewpoint of their chemical and minera-
logical composition they are essentially similar
to clinker, exhibiting the minerals alite, belite,
aluminate, ferrite and free CaO. With decreasing
temperature (increasing ring depth) reactions to
form spurrite and calcite take place, and also the
transformation of alite —> belite + CaOf and p-
belite—>y belite. Details of the chemistry and
mineralogy are given in Table ¢ . No enrichment
of the volatile phases can be observed. Because of
the enrichment in coal ash, the belite content is
higher than that of the clinker, and tends to be
found in layers.
Formation mechanis!
The bonding medium here is the sticky molten coal
ash particles and perhaps to a slight extent, the
alumino ferrite clinker liquid phase occurring by
a mechanism such as in Fig. 2 showing the
typical build up during kiln rotation.
Fig. 2: Mechanism for ring formation
ash layer ash layer ash layer /
(sticky) + sticking kiln kiln charge /
ash layer
“
= =
TZ
kiln charge kiln charge kiln charge
a) b) ce)
The molten coal ash droplets adhere to the exposed
kiln lining at a point and temperature at which
they are still partially fluid and sticky. When
this sticky layer passes under the kiln charge on
each rotation, it is assumed that a single layer
of the still very fine kiln charge adheres to it.
Because of the presence of fine crystalline alite
and the overall occurrence of liquid phase, it
must be assumed that the material temperature at
the position of the ring lies above 1260°C.
ela
The alite crystals are very small and certainly
much smaller than those of the clinker. Because of
this, it can definitely be said that the ring is
not formed from clinker dust blown back down the
kiln.
Clinker Rings / Cooler Inlet Deposit (snowman)
Such rings and deposits are formed from normal
size clinker granules and have a high porosity
containing many voids. They are usually not
troublesome to kiln operations as they can easily
be removed. Their composition and mineralogy is
identical to clinker, but in some cases, rings of
up to 3.5% K20 and 3.0% S03 have been observed.
The mechanism of bonding is the freezing of the
clinker liquid phase as the clinker passes
through the cooling zone (ring) or on falling down
the chute into a grate cooler, grate kilns being
usually operated so as to have no cooling zone
within the kiln itself.
Kiln Charge Balls
Kiln balls occur in cases where a tendency to meal
or sinter ring already exists and can be up to lm
in diameter. The chemical composition is, thus, an
important factor. They are usually found upstream
of meal or sinter rings.
They are usually made up of already calcined
material and can have a porosity of up to 558,
consisting of many fine pores. Often they consist
of a hard dense porous core, surrounded by the
majority of porous material. The core usually is a
piece of coating from say the lower heat exchangers
or the transition chamber, and often has a com-
position different from the kiln charge in the
area of formation. Differences in composition can
be seen in Table 7.
~13-
The mechanism of meal ball formation can be due to
either, or a combination of the following factors:
- stripping and subsequent "balling" of old,
excess coating
- agglomeration enhanced by available clinker
and/or salt melt
- ring section acts as a dam, retaining “piece:
of material for long periods. Radial growth of
the pieces occurs by compaction and adherence
of fresh surface due to continual rolling
action of the pieces/balls over the charge.
In most cases, no liquid phase participation in
sufficient quantities is possible so that the
balls behave like a snowball and by their own
pressure material sticks to the surface. This
mechanism is similar to that of deposition on the
exhaust fan blades.
METHODS OF REMOVAL/ELIMINATION
An important prerequisite for minimizing the ten-
dency to form objectionable coatings and rings, is
stable kiln operation. This applies to the com
position, fineness and feed rate of the raw material
and fuel, and burning zone heat control.
The tendency to form coatings in the kiln is reduced
by lowering the dust load of the kiln gas.
Objectionable coatings and rings which are formed as
a consequence of high concentrations of various cir-
culating elements can be obviated by appropriate
reduction of the cycles in question.
This can be achieved by:
- Employing different raw materials and/or fuel
with lower concentration of the offending
element. This is generally not practicable.
- Control of the raw meal milling so as to reduce
the concentration of the very fine particles of
sizes under 20 pm.
Disk.8/m1
Ring
-14-
- Intervention into cyclic process by either
discarding dust in which the circulating elements
have become concentrated, or by means of a
bypass installation which extracts a portion
of the kiln gas.
The penetration of false air into the preheater and
kiln inlet chambers should be avoided, as such cold
areas will act as sites for preferential build-up.
In order to reduce the tendency to form sinter
rings, it is in the first place necessary to reduce
the proportion of fusible matter in the clinker,
ive. the lime standard and silica modulus should be
increased. "Coating-inactive" bricks have also
proved successful in certain cases, in reducing the
tendency toward sinter ring formation.
In coal-fired kilns a coal with a normal ash content
should be employed as coals having ash contents of
408 are characterized by a very high tendency to
xing formation. No general approach can be given to
the effectiveness of other measures, e.g. alteration
to firing conditions, as these represent variables
which are peculiar to the particular installation.
Clinker rings can be avoided by shifting the flame
further back, thus increasing the clinker tem-
perature at the kiln outlet. As a result of this,
however, the "stickiness" range of the clinker is
shifted towards the cooler inlet. Coatings can then
be formed on the cooler inlet chute. This is par-
ticularly problematic with satellite coolers. In
instances where this occurs with grate coolers,
these coatings can be eliminated by the use of water
cooled plates on the inlet chute.
Sie
oovt/oozt | 009t/008
OSbI/OSET | O08T/o09T
OSET/OS2T | O09T/O0rT
002T> O0bT >
002T> OObT>
002T/008 OOvT/OOrT
OOTT/000T
00TT/000T
008/002 OOTT/00L
‘auoz
4aquys jo pua
auoz saquys
auoz 4ayujs
30 Buyuu}6aq
auoz
Bupupoyes
auoz Bujujapeo
saquey2 33 [Up
daquey> 304
30 4004/51 Lem
8 ¢ obeys
aoueuqua
4a[009 7246
76
‘Aap 6u01
saqrayasd
‘Aap 6u0|
ayeu6 [oday
(wazeayaud)
‘Aap
6u}3209
Bupa sayqup >
6uy3%02
auoz 433u}s
Bua saquys
tLeq
abueyo ULL
Buy. atppyu
Bupa yea
6u}e09
6u43¢09
6uy3209
00> ooe/ost
auoz Buy kup
Buja Aaan[s
ogst/e2t
sapeiq
uey ysneyxa
ie
Suyqe09
abueyo se6
(2,) unzeveduaa
uo}3e20,
(s)aday utpy
(p261 ‘z34¢d0 03 Buypacoae)
@Nt1v09 aww sonra 40 worsv907 any eo a
ada
z0qu92 Buy3e09 ,
= [mT] ~| =
{
i : wa met
t 4 30 Buyuuy6og | Tv} Guys xeqwTs
|
ours snozod + + + roo) + yo Joos/stten | /od Bupye0D
(aenp)
wn | on fe oe
- =
Zoo | 19} Fos | ween u
S94Ki DNTY SqOTUVA gO SOTESTUSLOMIVIO TWIUSLYN TERMED —1Z OTPL
TABLE 3
maa
a a
- 7 wou PmoLLok went vi ze} 690 60} we wn ow
=
7 bl - ast | 6s"1 | 19't | g0°o B60 | OE sesiu| oo
5-0 a6s0y> PaLits wxoaq
02 19y ‘sasod auow oun Suess} 69 | ge°z | z9°2 | 9o'e ceo | sie) 4
Ee a Patt
- waeb/e3}ya) unoig anypaa} cor | e2°2 | 10'e ot | ovez a
- ouow junoug/paa | Buos3s | opt | oc"T EO 60°0 a
mt =
. - ‘uou moLLek wen! g2t | bee [sz'z | seo | 9s'z | et | 60°0 v
sown
mee
TABLE 4
403 vez | sso usar
00€ = ost }oos - ooz f'avba ‘vey ‘s2a *st9
ayssands we | wee a srze
‘002 0ST - oot sora ‘ves *s¢y ‘sty
gona ase use
002 - oot 002 ‘avly “vey 5% “S09.
wrouy
oor - os | os - dnosa) coz | wo we
jor | uroag
‘OSb - ast | osz - ost a ‘sta *sta | /morsak
‘seqeudins.
Ssnopsten ‘ag ,tands,
oor - os } oor AV) S29 = sOUTK
aS
oor - os | oor
Guoays
fuoaas
‘Abo 1249444
aanprat
sabuasas
onary
anys
souesvadde ye19099 Hen
squauata auyaeten
0438207
aun sonty 0 sativsdoud
-~19-
TABLE 5 Typical analyses of a middle ring
at various depths
sample ring ring ring clinker
internal | middle external
Loss on ign. 0.47 1.82 0.94 0.37
Siog 23.0 17.8 21.9 21.9
1203 4.9 5.1 5.5 5.6
Fe203 3.0 2.9 3.1 3.2
cao 66.4 70.7 66.8 66.1
Mgo lel 1.0 0.95 0.95
803 0.13 0.07 0.27 0.48
K20 0.16 0.09 0.30 0.35
Na20 0.06 0.06 0.12 0.14
Tio, 0.25 0.23 0.25 0.25
M203 0.02 0.02 0.02 0.02
P205 0.24 0.21 0.20 0.20
ci- 0.01 0.01 0.01 0.02
Ee
Total 99.74 100.36 | 100.01 99.57
Ls 92 122 96 93
SR 2.91 2.23 2.55 2.49
AR 1.63 1.76 1.77 1.75
TABLE 6: Chemistry and Mineralogy of a (coal ash) ring
kiln point 29.5 32.5 33.5
depth in ring| under hot middle near shell
surface |
|
1
chemical
Snalysis:
siog 24.65 24.61 21.77
1203 5.68 5.70 5.48
Fe203 4.23 4.29 3.53
cad 61.27 61.92 65.31 |
Mgo 0.49 0.79 0.64
K20 0.58 0.34 0.17 |
Na20 0.36 0.03 0.20 |
S03 0.15 0.27 0.34
Loss on ign. 2.61 1.63 2.48
|
Total 100.0 99.68 100.0
Ls 78.1 79.0 93.7
SR 2.49 2.46 2.42
AR 1.34 1.33 1.55
free lime 1.0 4.0 2.7
minerals det
we. &
alite ~ 30 vis ~ 40
& and Abelit 35 - 40 | w 55 - 60 ~ 30
liquid phase
(aluminate +
ferrite) nis vis vis
carbonate
spurrite+caoft nis ~ 10 { wis
(
Abelite <5 <5
texture |
average pore
size (esti-
mated) pm 400 - 800 400 - 800} 100 - 300
1 —_t
-21-
TABLE 7: Chemical composition of core and rim of meal
ball and the kiln charge composition at the
corresponding zone
sR 2.4
kiln ball kiln charge
rim | core calcining
zone
|
Loss on ign. 3.9 4.3 | 1.9 |
siog 20.9 | 17.2 | 21.2
A1203 5.6 | 8.0 5.7
Fe203 2.8 4.4 2.7
cao 63.0 62.5 62.1
S03 1.9 1.7 2.2 |
K20 2.1 1.5 2.3 |
cls oO. | on | i
| gl
APPENDIX I
——~
69 Ot £01 ost | cece | ort | ezt | 99 29 4s}
gerz v8°2 2°2 |sp'T Jost foot jeste |szrz jeez | cccz Ww
29'2 oe cee Jape joee |e |soz fost us
—
(v9"got) | (€8°91T) 2°10T | 2b"tot | 96°86 | zeveoT | 15°86 | GT*tOT texo,
vez evel Be°0 et far | ot -19
a 60°0 vi = soo | 4070 | c0°0 Seq
20°0 £0°0 f ¥0"0 Too | to°0 -|20°0 Egeun
- 110 9 91°0 Tro “to | 2270 eon
££70 at 60" 6070 | 9t'o | et-o ocen
Sr1e gr£z ey | ptt | oe 024
9t"0 €£°0 je | 95°2 Ove | L762 Eos
28°0 6b"0 et vt st 6H
gle orse e | stts | etpe | stor 9e9
Ut 88°0 at fer | az Eoga4
92 sre “2 | ay | 9 forty
4°6 8°01 pret | erat | oot Zors
9° ut grez | 6°9 | 6°9 | ‘uBy uo ss07
auolaky *¢ 0432907
4 a v qeid
98,25 | O2T,yS | 222,95 | L6€,05 | S0s,cb | vos. cr | 6TT,HS | Z2b1,¥5 | OPT. PS | BETS | “AN “9eN-VH
SLISOd30 3NOTOAD UALVSHIYd 40 SISATYNY TWOIN3HO
31 XION3dd¥
= 23-
APPENDIX IT
4s7
WwW
us
vIT 961 dst
ere TET 6S°T
ae Lee 19
28°201 1°66 $9°00T
(90) 30LuT
*uBy uo $80}
te90,
ope
Egeuy
2a
o-gh
9
fos
bn
told
Eg2ty
You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Sima ZineDocument9 pagesSima ZineRaden Ayu Wilda AnggrainiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 001Document32 pages001Raden Ayu Wilda AnggrainiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- TUGASSSSDocument5 pagesTUGASSSSRaden Ayu Wilda AnggrainiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- MIDDocument3 pagesMIDRaden Ayu Wilda AnggrainiNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Diagram X BarDocument6 pagesDiagram X BarRaden Ayu Wilda AnggrainiNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Flow Clinker Flow Additive Flow Gypsum Flow Tailing Flow Fresh FeedDocument140 pagesFlow Clinker Flow Additive Flow Gypsum Flow Tailing Flow Fresh FeedRaden Ayu Wilda AnggrainiNo ratings yet
- Effect of Disturbance on Pressure Control System GraphsDocument12 pagesEffect of Disturbance on Pressure Control System GraphsRaden Ayu Wilda AnggrainiNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Water Naoh: 2.5 Diagram AlirDocument1 pageWater Naoh: 2.5 Diagram AlirRaden Ayu Wilda AnggrainiNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Benefit From BicyclingDocument1 pageBenefit From BicyclingRaden Ayu Wilda AnggrainiNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)