You might also like
- Jute Yarn SpinningDocument15 pagesJute Yarn SpinningDebasish GhoshNo ratings yet
- 2018 Book ProceedingsOf3rdInternationalS PDFDocument945 pages2018 Book ProceedingsOf3rdInternationalS PDFAmir ShahzadNo ratings yet
- Draw Frame1Document26 pagesDraw Frame1Sajib IglesiasNo ratings yet
- Techno List of MillsDocument16 pagesTechno List of Millscontact72173% (11)
- Core Spun YarnDocument5 pagesCore Spun YarnAzizNo ratings yet
- Rotor PrincipleDocument12 pagesRotor PrincipleAnkit Balotia100% (1)
- Friction SpinningDocument39 pagesFriction SpinningPåñdît ẞhyãmãñtãk MãñîNo ratings yet
- Air Jet Spinning: Principles and Production of Fasciated YarnDocument7 pagesAir Jet Spinning: Principles and Production of Fasciated YarnAbi NikilNo ratings yet
- A Yarn Manufacturing Spinning Mill List 2018Document66 pagesA Yarn Manufacturing Spinning Mill List 2018jamshed idcolNo ratings yet
- Rieter - Card C 60Document8 pagesRieter - Card C 60Marathi VideoNo ratings yet
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- Drop Spindle SpinningDocument20 pagesDrop Spindle Spinningbeadysam100% (3)
- Textile Spinning PDFDocument297 pagesTextile Spinning PDFzubair100% (1)
- Yarn Manufacturing 1Document30 pagesYarn Manufacturing 1Muhammad Farooq Kokab60% (10)
- Thick, Thin PlacesDocument56 pagesThick, Thin PlacesAmir Shahzad100% (5)
- A Yarn Manufacturing Spinning Mill List 2019 v5Document44 pagesA Yarn Manufacturing Spinning Mill List 2019 v5Tabassum RezaNo ratings yet
- Ring Spinning MachineDocument11 pagesRing Spinning MachinePradip Gupta100% (1)
- Draw FrameDocument50 pagesDraw FrameDev Narayan KushwahaNo ratings yet
- Ring Spinning Frame GuideDocument12 pagesRing Spinning Frame Guidepoojasol0% (1)
- Ring Spinning PDFDocument45 pagesRing Spinning PDFNazmul-HassanNo ratings yet
- Blow RoomDocument4 pagesBlow RoomSuman Debnath IfNo ratings yet
- Ring FrameDocument13 pagesRing FrameAnkit Kumar0% (1)
- TeachingThinkingSkills PDFDocument18 pagesTeachingThinkingSkills PDFAmir ShahzadNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Open End Spinning RieterDocument94 pagesOpen End Spinning RieterMuhammad Umair100% (2)
- Ring SpinningDocument11 pagesRing SpinningShahid MahmoodNo ratings yet
- Rotor Spinning ReportDocument6 pagesRotor Spinning Reportdsethi23No ratings yet
- Rotor SpinningDocument4 pagesRotor SpinningJasmeet SinghNo ratings yet
- Textile Technology Internship ReportDocument24 pagesTextile Technology Internship Reportgunashekarkalluri100% (1)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionFrom EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNo ratings yet
- Rieter - G 35 Ring Spinning MachineDocument8 pagesRieter - G 35 Ring Spinning MachineAbo AnasNo ratings yet
- Vortex Spinning 2Document6 pagesVortex Spinning 2Salome KyatuheireNo ratings yet
- Blowroom: Basic Operations in The BlowroomDocument3 pagesBlowroom: Basic Operations in The BlowroomIndu VikasiniNo ratings yet
- Yarn-1, Report On Mill VisitDocument11 pagesYarn-1, Report On Mill VisitBoier Sesh Pata100% (2)
- This Study Resource Was: Speed FrameDocument9 pagesThis Study Resource Was: Speed FrameRatul HasanNo ratings yet
- Blowroom Blending Methods for Fiber MixturesDocument3 pagesBlowroom Blending Methods for Fiber Mixturesmoosking100% (1)
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MNo ratings yet
- Compact Yarn: S.M. Farhana Iqbal Associate Prof. ButexDocument22 pagesCompact Yarn: S.M. Farhana Iqbal Associate Prof. ButexSadia TabassumNo ratings yet
- WarpingDocument10 pagesWarpingKalyan Ray GuptaNo ratings yet
- Compact SpinningDocument15 pagesCompact SpinningCẩm TúNo ratings yet
- Improving productivity of ring framesDocument8 pagesImproving productivity of ring framesAmrit virkNo ratings yet
- 1.all Drafting System. All Parts of DraftingDocument3 pages1.all Drafting System. All Parts of DraftingRatul Hasan0% (1)
- Lect5 - Carding Machine 2Document13 pagesLect5 - Carding Machine 2Mina Samy abd el zaherNo ratings yet
- Effect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualityDocument21 pagesEffect of Cleaning Point of Uniclean Machine in Blow Room On Cleaning Efficiency and Yarn QualitySantoshNo ratings yet
- Ring Frame 151123143400 Lva1 App6892Document12 pagesRing Frame 151123143400 Lva1 App6892د. م. فادي نقرشNo ratings yet
- RSB-D-50 Draw Frame Leaflet 2848-V11 86290 Original English 86290Document2 pagesRSB-D-50 Draw Frame Leaflet 2848-V11 86290 Original English 86290cvmrprakash100% (1)
- Basic operations and technological points in the blowroomDocument7 pagesBasic operations and technological points in the blowroomVikrant KanugondaNo ratings yet
- Rotor Spinning Mill PlanDocument35 pagesRotor Spinning Mill Planstylish eagleNo ratings yet
- The Heart of Spinning: Understanding the Key Operating Principles and Tasks of Carding MachinesDocument101 pagesThe Heart of Spinning: Understanding the Key Operating Principles and Tasks of Carding MachinesUmår F ÃfriDiNo ratings yet
- Weekly learning objectives for blow room machinesDocument24 pagesWeekly learning objectives for blow room machinesTalha saeedNo ratings yet
- Weaving Technology 3rd Sem Unit - II DHTTDocument59 pagesWeaving Technology 3rd Sem Unit - II DHTTSANJIT JANANo ratings yet
- Ring Frame - Technological AspectsDocument43 pagesRing Frame - Technological AspectsAliAhmad50% (2)
- Study On Multiphase Weaving Machine.Document11 pagesStudy On Multiphase Weaving Machine.Naimul Hasan100% (1)
- Rieter Blowroom Machinery OverviewDocument80 pagesRieter Blowroom Machinery OverviewGourav Katyal100% (1)
- USTER HVI Spectrum Measuring PrinciplesDocument45 pagesUSTER HVI Spectrum Measuring PrinciplesRAMARAMRAM100% (2)
- Cardingmachine 140324082245 Phpapp01Document33 pagesCardingmachine 140324082245 Phpapp01SantoshNo ratings yet
- Yarn Manufacturing - I Carding ProcessDocument31 pagesYarn Manufacturing - I Carding ProcessSantoshNo ratings yet
- Study On Air Jet Weaving MechanismDocument8 pagesStudy On Air Jet Weaving MechanismNaimul Hasan0% (1)
- Raymond UCO DenimDocument25 pagesRaymond UCO DenimChaitanya Gajbhiye100% (1)
- Friction+Spinning OriginalDocument23 pagesFriction+Spinning OriginalSri Meeina0% (1)
- TappetDocument10 pagesTappetoronno5No ratings yet
- Blowroom CalculationDocument14 pagesBlowroom CalculationIrfan Ali100% (1)
- Spinpact Fine Tuning HandbookDocument10 pagesSpinpact Fine Tuning Handbookselvakumar100% (1)
- Combing ProcessDocument12 pagesCombing ProcessSenthil Kumar100% (1)
- Bobtex Spinning TechnologyDocument13 pagesBobtex Spinning Technologychinmay566679950% (1)
- Process Control SpinningDocument25 pagesProcess Control SpinningNessre Zeine100% (2)
- Working Procedure of Comber MachineDocument3 pagesWorking Procedure of Comber MachineRatul HasanNo ratings yet
- Balta 7040 - ASTM D3511Document5 pagesBalta 7040 - ASTM D3511Sultan KhanNo ratings yet
- UV STANDARD 801 Brochure Textile Uv Protection ENDocument12 pagesUV STANDARD 801 Brochure Textile Uv Protection ENAmir ShahzadNo ratings yet
- Testing Machines and Systems For Textile MaterialsDocument40 pagesTesting Machines and Systems For Textile MaterialsvietpineNo ratings yet
- JuteDocument4 pagesJuteAmir ShahzadNo ratings yet
- Autex Research Journal, COF of YarnDocument8 pagesAutex Research Journal, COF of YarnAmir ShahzadNo ratings yet
- Bernard2020 Article MobileTechnologiesForTheConserDocument12 pagesBernard2020 Article MobileTechnologiesForTheConserAmir ShahzadNo ratings yet
- Analysis of Drying KineticsDocument16 pagesAnalysis of Drying KineticsAmir ShahzadNo ratings yet
- Auxetic TextilesDocument9 pagesAuxetic TextilesAmir ShahzadNo ratings yet
- 7734 20944 1 PBDocument9 pages7734 20944 1 PBMohd BabarNo ratings yet
- Friction SpinningDocument17 pagesFriction SpinningAmir ShahzadNo ratings yet
- 4 Fibres and Farbics Eng Oct 2011 PDFDocument60 pages4 Fibres and Farbics Eng Oct 2011 PDFJehangir Qasim YousafzaiNo ratings yet
- Textile Having Water Transport and Heating CharacterisitcsDocument14 pagesTextile Having Water Transport and Heating CharacterisitcsAmir ShahzadNo ratings yet
- Fiche Gants Electro en New Bd2Document8 pagesFiche Gants Electro en New Bd2Amir ShahzadNo ratings yet
- Effects of Yarn Constitutions and Fabric Speci Cations On Electrical PropertiesDocument9 pagesEffects of Yarn Constitutions and Fabric Speci Cations On Electrical PropertiesAmir ShahzadNo ratings yet
- 1B ProcessingDocument13 pages1B ProcessingAmir ShahzadNo ratings yet
- 4 R Waste Management in TextileDocument7 pages4 R Waste Management in TextileAmir ShahzadNo ratings yet
- 6 PDFDocument48 pages6 PDFDinesh VermaNo ratings yet
- Yarn Yield%Document4 pagesYarn Yield%Amir ShahzadNo ratings yet
- Effect of Phosphorus Levels on Fiber Quality of Cotton CultivarsDocument5 pagesEffect of Phosphorus Levels on Fiber Quality of Cotton CultivarsAmir ShahzadNo ratings yet
- Sensors: An Optical Fibre-Based Sensor For Respiratory MonitoringDocument14 pagesSensors: An Optical Fibre-Based Sensor For Respiratory MonitoringAmir ShahzadNo ratings yet
- Fabric Construction Chart 1 PDFDocument1 pageFabric Construction Chart 1 PDFAmir ShahzadNo ratings yet
- Chlorination of Drinking WaterDocument7 pagesChlorination of Drinking WaterAmir ShahzadNo ratings yet
- Copper and ElectricityDocument2 pagesCopper and ElectricityAmir ShahzadNo ratings yet
- Noise Pollution and Its Control in Textile IndustryDocument6 pagesNoise Pollution and Its Control in Textile IndustryAmir ShahzadNo ratings yet
- Lecture 19w Groundwater 1 Darcy PowerpointDocument19 pagesLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadNo ratings yet
- TurbidityDocument1 pageTurbidityAmir ShahzadNo ratings yet
- Knit Science2Document16 pagesKnit Science2Amir ShahzadNo ratings yet
- Samuel CromptonDocument1 pageSamuel Cromptonapi-249840310No ratings yet
- Narasus Spinning MillsDocument5 pagesNarasus Spinning MillsSivaharichandarn SivaNo ratings yet
- 100 KG ModuleDocument4 pages100 KG ModuleRonak JoshiNo ratings yet
- Spinning WheelDocument1 pageSpinning WheelAisah AndangNo ratings yet
- Bales and Seed DispatchDocument8 pagesBales and Seed DispatchEswar KumarNo ratings yet
- INDUSTRIAL VISIT TO PRACHIDHI SPINNERS PVT LTDDocument7 pagesINDUSTRIAL VISIT TO PRACHIDHI SPINNERS PVT LTDKirubas KaranNo ratings yet
- DuplicateDocument51 pagesDuplicateMd. Jobayer Al MamunNo ratings yet
- Images 191 KTTM Press ReleaseDocument1 pageImages 191 KTTM Press ReleaseSureshArigelaNo ratings yet
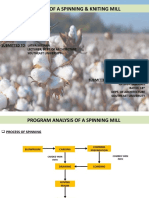
- Analysis of Spinning & Knitting Mill ProcessesDocument32 pagesAnalysis of Spinning & Knitting Mill ProcessesMehzabeen ShahidyNo ratings yet
- 2.1 Introduction To Roving OperationDocument5 pages2.1 Introduction To Roving OperationBireswar ShilNo ratings yet
- Bale LaydownDocument15 pagesBale LaydownKhandakar NayemNo ratings yet
- Basher Spinning Mills Ring Frame Change Slip SettingsDocument10 pagesBasher Spinning Mills Ring Frame Change Slip SettingsMd. Mamunur RashidNo ratings yet
- Modules / Lectures: 1. CombingDocument2 pagesModules / Lectures: 1. CombingSantoshNo ratings yet
- Company Head Office Factory: Gulshan, BananiDocument12 pagesCompany Head Office Factory: Gulshan, BananiNijamuddin SabujNo ratings yet
- Yarn Setting & ClassimatDocument17 pagesYarn Setting & ClassimatMd. Mamunur RashidNo ratings yet
- Wool 482 582 08 T 02Document20 pagesWool 482 582 08 T 02Anu MishraNo ratings yet
- Productivity of A Spinning MillDocument13 pagesProductivity of A Spinning MillOUSMAN SEIDNo ratings yet
- Training Report of Cawnpore Woollen MillsDocument53 pagesTraining Report of Cawnpore Woollen MillsShivam VermaNo ratings yet
- Awlb v16 English EbookDocument24 pagesAwlb v16 English Ebookpierre van wykNo ratings yet
- Product Guide: Teraspin Spindle Bearing Units and Complete SpindlesDocument6 pagesProduct Guide: Teraspin Spindle Bearing Units and Complete SpindlesNeelakandan DNo ratings yet
- Waterman Bathroom Fittings PricelistDocument1 pageWaterman Bathroom Fittings Pricelisthussain28097373No ratings yet
- Sadma Yarn NeedsDocument8 pagesSadma Yarn NeedsAzim UddinNo ratings yet
- Project Report - Breakage in RingframeDocument16 pagesProject Report - Breakage in RingframeSushmita KushwahaNo ratings yet