You might also like
- Báo Cáo Robot CN DemoDocument44 pagesBáo Cáo Robot CN DemoVũ Mạnh CườngNo ratings yet
- Thiết Kế Cánh Tay Robot 2 Bậc Tự DoDocument82 pagesThiết Kế Cánh Tay Robot 2 Bậc Tự DoĐô Rê Mon0% (1)
- Cơ sở CNC- hệ thống thay dao tự độngDocument28 pagesCơ sở CNC- hệ thống thay dao tự độngChuyền Nguyễn Văn0% (1)
- Robot Dò LineDocument67 pagesRobot Dò LineNguyễn Huy ToànNo ratings yet
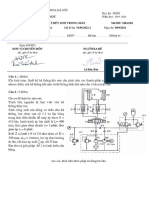
- 9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Document2 pages9 9 De thi cuối kỳ mon tự động hoa thuy khi trong máy kỳ 20202Nam Lê ĐìnhNo ratings yet
- Báo Cáo Xe Dò Đư NGDocument36 pagesBáo Cáo Xe Dò Đư NGVinh Râu100% (2)
- Final ReportDocument53 pagesFinal ReportThành Nhân MaiNo ratings yet
- Điều khiển cân bằng xe hai bánh tự cân bằngDocument33 pagesĐiều khiển cân bằng xe hai bánh tự cân bằngDuc Nguyen0% (1)
- TÍNH TOÁN VÍT ME ĐAI ỐC BIDocument14 pagesTÍNH TOÁN VÍT ME ĐAI ỐC BIShaco GVase100% (1)
- Báo cáo thí nghiệm Công nghệ CNCDocument17 pagesBáo cáo thí nghiệm Công nghệ CNCTrần Văn Phương50% (4)
- Điều Khiển Robot 2 Bánh Tự Cân Bằng Sử Dụng Kỹ Thuật Điều Khiển TrượtDocument77 pagesĐiều Khiển Robot 2 Bánh Tự Cân Bằng Sử Dụng Kỹ Thuật Điều Khiển TrượtMan EbookNo ratings yet
- Đồ-án-cơ-điện-tử-xe tự cân bằngDocument60 pagesĐồ-án-cơ-điện-tử-xe tự cân bằngTrí Nguyễn NobiGhost67% (3)
- Bài tập lớn PLCDocument23 pagesBài tập lớn PLCVan Huong Nguyen100% (2)
- Arduino Tu Hoc A Den Z Cho Nguoi Moi Bat DauDocument312 pagesArduino Tu Hoc A Den Z Cho Nguoi Moi Bat Dauzo kay67% (3)
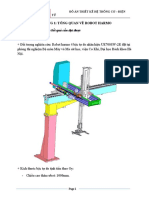
- Đồ án thiết kế hệ thống cơ điện tử - Robot SCARA 3 bậc tự doDocument80 pagesĐồ án thiết kế hệ thống cơ điện tử - Robot SCARA 3 bậc tự doTRAN LAM TRUONGNo ratings yet
- Ball and BeamDocument16 pagesBall and BeamYên NguyễnNo ratings yet
- XỬ LÝ TÍN HIỆU ANALOG CHO PLC MITSUDocument10 pagesXỬ LÝ TÍN HIỆU ANALOG CHO PLC MITSUTạ Thiếu GiaNo ratings yet
- Đồ án thiết kế hệ thống cơ khí - Robot SCARA 3 bậc tự doDocument72 pagesĐồ án thiết kế hệ thống cơ khí - Robot SCARA 3 bậc tự doTRAN LAM TRUONG67% (3)
- Robot Dò LineDocument32 pagesRobot Dò LineBilson mcpe33% (3)
- Đồ án tkht cđt chỉnh sửa lần 2 phương án 2Document22 pagesĐồ án tkht cđt chỉnh sửa lần 2 phương án 2Son Nguyen0% (1)
- thiết kế Đồ án chi tiết máy truc vít bánh vítDocument40 pagesthiết kế Đồ án chi tiết máy truc vít bánh vítTrần Văn Đoàn50% (10)
- Hệ thống nguồn động lực trên máy CNCDocument11 pagesHệ thống nguồn động lực trên máy CNCVũ Mạnh Cường0% (1)
- Báo Cáo Đ Án 2Document26 pagesBáo Cáo Đ Án 2Vũ Mạnh CườngNo ratings yet
- Đồ án thiết kế hệ thống dẫn hướng máy CNCDocument46 pagesĐồ án thiết kế hệ thống dẫn hướng máy CNCPhúc Phan Tử57% (7)
- LUẬN VĂN ROBOT DELTA - PLCDocument74 pagesLUẬN VĂN ROBOT DELTA - PLCphan long100% (1)
- bài tập lớnDocument22 pagesbài tập lớnVũ Mạnh CườngNo ratings yet
- Bai Tap Tinh Sai So ChuanDocument5 pagesBai Tap Tinh Sai So ChuanAnh Vân TrầnNo ratings yet
- Do An Xe Do LineDocument25 pagesDo An Xe Do Lineduongngyen0% (1)
- Tài liệu vận hành Robot Kuka PDFDocument34 pagesTài liệu vận hành Robot Kuka PDFTrí Chốt100% (5)
- Ly Thuyet Cac Tram Mps CDT PDFDocument55 pagesLy Thuyet Cac Tram Mps CDT PDFLê Sơn67% (3)
- Hướng dẫn dowload Robot Studio và cài đặt RobotWareDocument4 pagesHướng dẫn dowload Robot Studio và cài đặt RobotWareTran Thai Bao100% (1)
- Bài tập ứng dụng PLC MitsubishiDocument108 pagesBài tập ứng dụng PLC MitsubishiThai Huynh100% (1)
- Tài Liệu Thí Nghiệm Nguyên Lý Máy-2019.1Document27 pagesTài Liệu Thí Nghiệm Nguyên Lý Máy-2019.1dungNo ratings yet
- đồ án tay gắp 2 bậc tịnh tiếnDocument61 pagesđồ án tay gắp 2 bậc tịnh tiếnNguyễn Huy Toàn0% (1)
- BT DkquatrinhDocument47 pagesBT DkquatrinhThang Le Quyet100% (1)
- Baocaorobot Nhom 5 Robot Kuka KR62 ChinhthucDocument57 pagesBaocaorobot Nhom 5 Robot Kuka KR62 ChinhthucThanh ĐứcNo ratings yet
- Máy chấn thủy lựcDocument48 pagesMáy chấn thủy lựcChâu Phú TiêuNo ratings yet
- Bài tập lớn xử lý ảnhDocument60 pagesBài tập lớn xử lý ảnhTran Lenh Anh100% (1)
- ĐỀ CƯƠNG HỆ THỐNG TỰ ĐỘNG THỦY KHÍDocument7 pagesĐỀ CƯƠNG HỆ THỐNG TỰ ĐỘNG THỦY KHÍnguyentrandinh92100% (1)
- Thuyết minh thầy TiếnDocument55 pagesThuyết minh thầy TiếnTai Bui Tri100% (1)
- Bài tập lớn PLCDocument12 pagesBài tập lớn PLCTu Nguyen100% (2)
- đồ án chiết rótDocument87 pagesđồ án chiết rótTrang Nguyễn25% (4)
- Thiết Kế Hệ Thống Treo Độc Lập Mc.pherson Cho Cầu Trước Của ô Tô ConDocument51 pagesThiết Kế Hệ Thống Treo Độc Lập Mc.pherson Cho Cầu Trước Của ô Tô ConDiesel V8 EngineNo ratings yet
- Xe Do Line - Tuan 16Document15 pagesXe Do Line - Tuan 16Gia Hiếu Khương ThànhNo ratings yet
- Do an Plc s7 1200 Bản ChínhDocument31 pagesDo an Plc s7 1200 Bản ChínhBùi Tấn DũngNo ratings yet
- Do An AgvDocument11 pagesDo An AgvNguyễn Huy ToànNo ratings yet
- Tim Hieu Ve Canh Tay Robot Irb2400 AbbDocument38 pagesTim Hieu Ve Canh Tay Robot Irb2400 AbbNguyễn Ngọc TrungNo ratings yet
- Báo Cáo Môn Học Cơ Sở Máy Cnc-Me4088Document10 pagesBáo Cáo Môn Học Cơ Sở Máy Cnc-Me4088ANH TIEN TRANNo ratings yet
- Phân Tích Hệ Thống Sản Xuất Linh Hoạt (FMS50)Document11 pagesPhân Tích Hệ Thống Sản Xuất Linh Hoạt (FMS50)Tieu Ngoc LyNo ratings yet
- Lý-thuyết-LMSDocument5 pagesLý-thuyết-LMSMinh ChiếnNo ratings yet
- Tram MpsDocument148 pagesTram MpsThanh Tuyền Trương0% (1)
- BTL Nhóm 8Document26 pagesBTL Nhóm 8Nguyễn SiêuNo ratings yet
- BÁO CÁO CUỐI KỲDocument16 pagesBÁO CÁO CUỐI KỲduy trầnNo ratings yet
- Nhóm 13 - HTSXLHDocument25 pagesNhóm 13 - HTSXLH25 - Nguyễn Văn TiếnNo ratings yet
- TPAD.M2601 - Mô hình đào tạo robot lắp ráp sản phẩm tự độngDocument29 pagesTPAD.M2601 - Mô hình đào tạo robot lắp ráp sản phẩm tự độngNguyen NguyenNo ratings yet
- 20dota2 - Bao Cao Cam Bien - 2011252973Document90 pages20dota2 - Bao Cao Cam Bien - 20112529732973Hồ Dương Bảo PhúcNo ratings yet
- Nhóm 6 Khi NenDocument12 pagesNhóm 6 Khi NenDang Thanh HuyNo ratings yet
- Danh Sach Canh Bao Hoc VuDocument16 pagesDanh Sach Canh Bao Hoc VuTong HaiNo ratings yet
- Bảng phiếu khámDocument4 pagesBảng phiếu khámTong HaiNo ratings yet
- Nhom 1 Quan Ly Cua Hang SachDocument27 pagesNhom 1 Quan Ly Cua Hang SachTong HaiNo ratings yet
- đường lốiDocument18 pagesđường lốiTong HaiNo ratings yet
- Bai Toan Fe Hay Gap 2Document2 pagesBai Toan Fe Hay Gap 2Tong HaiNo ratings yet
- KTTT Dinh Huong XHCNDocument13 pagesKTTT Dinh Huong XHCNlastlost_146No ratings yet