You might also like
- Contingency Planning Example2Document1 pageContingency Planning Example2Han giaNo ratings yet
- QCC+Application Registration+FormDocument4 pagesQCC+Application Registration+FormrajaabidNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- 07.01.05 Fabrication Galvanizing R1Document11 pages07.01.05 Fabrication Galvanizing R1Bhanu Pratap ChoudhuryNo ratings yet
- Agilent Calibration FrequencyDocument6 pagesAgilent Calibration Frequencyzilangamba_s4535No ratings yet
- Major Clauses PPT Clause 4 - 10Document29 pagesMajor Clauses PPT Clause 4 - 10Justified ByterenceeyrebelangoyNo ratings yet
- Rules 5 Edition Changes Presenter: Mrs. Michelle Maxwell, IAOBDocument20 pagesRules 5 Edition Changes Presenter: Mrs. Michelle Maxwell, IAOBsmallik3No ratings yet
- Production KPI 22Document3 pagesProduction KPI 22Senthilmani MuthuswamyNo ratings yet
- COUNTER MEASURE of Customer ComplaintDocument2 pagesCOUNTER MEASURE of Customer Complaintpreetam kumarNo ratings yet
- Daily Maintenance SheetDocument6 pagesDaily Maintenance Sheetabhishek rathoreNo ratings yet
- QAP K-HouseDocument4 pagesQAP K-HouseAbhinash TamangNo ratings yet
- Rcca TrainingDocument30 pagesRcca TrainingLuis SantosNo ratings yet
- Rmi CMRT 6.31Document188 pagesRmi CMRT 6.31Anjali DeshpandeNo ratings yet
- 10-Part Air Gauge Measurement AnalysisDocument4 pages10-Part Air Gauge Measurement AnalysisSaurabh PhandNo ratings yet
- Container Loading Procedure PDFDocument8 pagesContainer Loading Procedure PDFZAHID UMARNo ratings yet
- Engineering & Design Division In-Process Inspection RecordDocument1 pageEngineering & Design Division In-Process Inspection Recordrishi gautamNo ratings yet
- Heat Treatment of Magnesium Alloys: Standard Practice ForDocument7 pagesHeat Treatment of Magnesium Alloys: Standard Practice ForJordanNo ratings yet
- TKW Fasteners ProfileDocument37 pagesTKW Fasteners ProfileRishi GautamNo ratings yet
- AIS-038 Rev 2Document110 pagesAIS-038 Rev 2tripathi prashant100% (1)
- Kanban AbbDocument33 pagesKanban AbbHiralal SenapatiNo ratings yet
- Objectives (2019 20)Document2 pagesObjectives (2019 20)Sekar KrishNo ratings yet
- Training Effectiveness Evaluation: Trainee's Evaluation (To Be Conducted Right After The Training)Document25 pagesTraining Effectiveness Evaluation: Trainee's Evaluation (To Be Conducted Right After The Training)shirwen ClamNo ratings yet
- Needle Metal Contamination Control SOP 2Document16 pagesNeedle Metal Contamination Control SOP 2vikkas vermaNo ratings yet
- IPC-TM-650 Test Methods ManualDocument4 pagesIPC-TM-650 Test Methods ManualSSmyLoginNo ratings yet
- Organization Context (4Document3 pagesOrganization Context (4Nguyen Trung Kien100% (1)
- Consumer RMA Claim FormDocument4 pagesConsumer RMA Claim Formshankaranand89No ratings yet
- Capacity Planning (SOP-CAP-CAPP-021) Version 1.6Document11 pagesCapacity Planning (SOP-CAP-CAPP-021) Version 1.6ranga.ramanNo ratings yet
- Sr. No. Metric Goal Data Source Base Line: TallbrosDocument3 pagesSr. No. Metric Goal Data Source Base Line: TallbrosVikas KashyapNo ratings yet
- LP LA N: Control PlanDocument26 pagesLP LA N: Control PlanSyed ShabbirNo ratings yet
- Robot Safety Standard Update: Roberta Nelson SheaDocument43 pagesRobot Safety Standard Update: Roberta Nelson SheaudbarryNo ratings yet
- Layout ChecklistDocument2 pagesLayout Checklistvmohapatra8100% (1)
- MARATHAN MOTOR SOP Recruitment ProcedureDocument4 pagesMARATHAN MOTOR SOP Recruitment Procedurerishi gautamNo ratings yet
- PFMEA Process Failure Mode and Effect Analysis for Distribution AssemblyDocument50 pagesPFMEA Process Failure Mode and Effect Analysis for Distribution AssemblySameer SaxenaNo ratings yet
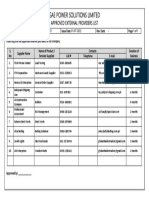
- Approved External Providers ListDocument1 pageApproved External Providers ListMuhammad BabarNo ratings yet
- List of Documents ISO 9001 Documentation Toolkit enDocument2 pagesList of Documents ISO 9001 Documentation Toolkit enocom706No ratings yet
- Appendix 10 Waste Matrix Attachment A 092203Document14 pagesAppendix 10 Waste Matrix Attachment A 092203droffilcz27No ratings yet
- Management of Product Safety: 6) Esclation Process & Information FlowDocument2 pagesManagement of Product Safety: 6) Esclation Process & Information FlowrajarajanNo ratings yet
- Test Paper: Name: DateDocument2 pagesTest Paper: Name: DateDhinakaranNo ratings yet
- Training MatrixDocument2 pagesTraining MatrixAmeerHamzaWarraichNo ratings yet
- Efficient Material Flow Assembly LinesDocument161 pagesEfficient Material Flow Assembly LinesHoussem MoujahedNo ratings yet
- IATF 16949 Audit Status & Importance TrackerDocument5 pagesIATF 16949 Audit Status & Importance TrackerUlhas Kavathekar0% (1)
- MEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFDocument18 pagesMEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFMerced HernandezNo ratings yet
- Joncryl 678 TDSDocument2 pagesJoncryl 678 TDSAllen Kam100% (1)
- Audit Check List WP 16 WI 01Document11 pagesAudit Check List WP 16 WI 01milind bedarkarNo ratings yet
- Roles & Responsibilities Name Position Department Functional Area Plant Location Reporting To ROLES: (Brief Summary of Why Job Exists)Document3 pagesRoles & Responsibilities Name Position Department Functional Area Plant Location Reporting To ROLES: (Brief Summary of Why Job Exists)surya bhawanNo ratings yet
- Boss Gears Attendance Training RecordDocument2 pagesBoss Gears Attendance Training RecordMohit SinghNo ratings yet
- Hirschmann Supplier GuidelineDocument17 pagesHirschmann Supplier GuidelineTin NguyenNo ratings yet
- Control of DocumentsDocument8 pagesControl of DocumentsNaveenkumar RNo ratings yet
- ICT Procedure - System Support and Maintenance P1Document1 pageICT Procedure - System Support and Maintenance P1sumanNo ratings yet
- Gauge Repeatability & Reproduceability Report (MSA Study)Document2 pagesGauge Repeatability & Reproduceability Report (MSA Study)Karan MalhiNo ratings yet
- Supplier Quality Performance Report-Freudenberg Nok Private Limited-Df6357Document11 pagesSupplier Quality Performance Report-Freudenberg Nok Private Limited-Df6357Aravind KumarNo ratings yet
- QUAMA000Document41 pagesQUAMA000Abd ZouhierNo ratings yet
- Electric Wire PDFDocument102 pagesElectric Wire PDFGoswami kinjalNo ratings yet
- Software Development and Delivery Process (SDDP)Document4 pagesSoftware Development and Delivery Process (SDDP)api-138317568No ratings yet
- DBMS Lab Manual AmendmentsDocument1 pageDBMS Lab Manual AmendmentsThaddeus MooreNo ratings yet
- Control Plan: Pre-Launch Production PrototypeDocument1 pageControl Plan: Pre-Launch Production PrototypeAnkur DhirNo ratings yet
- Risk PlanDocument15 pagesRisk PlanMaluma KhuthadzoNo ratings yet
- Bunching Machine Working InstructionDocument2 pagesBunching Machine Working InstructionWendimagen Meshesha Fanta100% (1)
- Bhel (Transformer) Major TrainingDocument33 pagesBhel (Transformer) Major TrainingArpitSinghNo ratings yet
- Vallorec P91 BOOKDocument69 pagesVallorec P91 BOOKhassan100% (2)
- Ejercicio para CompararDocument4 pagesEjercicio para CompararCamila SarabiaNo ratings yet
- Compressors & Compressed Gas Audit ChecklistDocument3 pagesCompressors & Compressed Gas Audit ChecklistPerwez21100% (1)
- Applications: H D P TDocument2 pagesApplications: H D P TEnrique MurgiaNo ratings yet
- HSP Power Point PresentationDocument10 pagesHSP Power Point PresentationocintezaNo ratings yet
- Kali Linux For BeginnersDocument13 pagesKali Linux For Beginnersnihal0% (1)
- MCP HistoryDocument18 pagesMCP HistoryStanciu VladNo ratings yet
- Operating Manual Parts List: 1000Vmc (Siemens)Document226 pagesOperating Manual Parts List: 1000Vmc (Siemens)apodshNo ratings yet
- Haffmans DPT: Dew Point TesterDocument2 pagesHaffmans DPT: Dew Point TesterLaura Elianne QuirogaNo ratings yet
- Physics Exit 3q1718 .Document16 pagesPhysics Exit 3q1718 .Mikaella Tambis0% (1)
- WT Lab ManualDocument44 pagesWT Lab ManualVenkatanagasudheer Thummapudi100% (1)
- Qa & QC Manual - DraftDocument15 pagesQa & QC Manual - DraftNayla Shafea Azzahra100% (1)
- Furuno GMDSS Installation Manual PDFDocument64 pagesFuruno GMDSS Installation Manual PDFEric PskdNo ratings yet
- Software MetricsDocument253 pagesSoftware MetricsAditya ChourasiyaNo ratings yet
- Trailblazer 28288123 PDFDocument300 pagesTrailblazer 28288123 PDFkamote ka0% (1)
- SUN 72M Mono Crystalline Module PerformanceDocument2 pagesSUN 72M Mono Crystalline Module PerformanceFernando VieiraNo ratings yet
- 92v Parts List ViperDocument194 pages92v Parts List Viperreltih18No ratings yet
- ASTMDocument4 pagesASTMSupriyo PNo ratings yet
- Ganz Hydro-Power: Over 150 Years of ExperienceDocument1 pageGanz Hydro-Power: Over 150 Years of ExperiencepalanaruvaNo ratings yet
- WM 5.4 CLI Reference Guide PDFDocument1,239 pagesWM 5.4 CLI Reference Guide PDFHermes GuerreroNo ratings yet
- K1 RootingDocument20 pagesK1 RootingHassan BallouzNo ratings yet
- University Institute of Information Technology: Ouick Learn - MCQDocument53 pagesUniversity Institute of Information Technology: Ouick Learn - MCQvimalNo ratings yet
- E 20925Document214 pagesE 20925Ahmed ElshowbkeyNo ratings yet
- Arahan Penggunaan Lahan Dan Perencanaan Konservasi Tanah Dan Air Di Das Yeh Empas, Tabanan, BaliDocument9 pagesArahan Penggunaan Lahan Dan Perencanaan Konservasi Tanah Dan Air Di Das Yeh Empas, Tabanan, BalialyciaNo ratings yet
- Main Engine Cylinder Liner Crack: Return To TOCDocument2 pagesMain Engine Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- RDSS L2 Pert Chart - PKG-04 - Joynagar.... 21082023Document5 pagesRDSS L2 Pert Chart - PKG-04 - Joynagar.... 21082023sourish69No ratings yet
- FANUC Robot R-2000iB SeriesDocument4 pagesFANUC Robot R-2000iB SeriesChandan KanuNo ratings yet
- Performance-Creative Design Concept For Concrete InfrastructureDocument11 pagesPerformance-Creative Design Concept For Concrete InfrastructureTuan PnNo ratings yet
- R07-HC3C20-AAP-MTS-CI-0005 (02) Method Statement of Site Mobilization at Island (Revised)Document32 pagesR07-HC3C20-AAP-MTS-CI-0005 (02) Method Statement of Site Mobilization at Island (Revised)like saddamNo ratings yet
- Introduction To CAL ProgrammingDocument198 pagesIntroduction To CAL ProgrammingSalam Mohamed RiyadNo ratings yet
- 02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsDocument33 pages02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsMohammad HayazieNo ratings yet