You might also like
- Technical Information Letter: Lube Oil VarnishingDocument6 pagesTechnical Information Letter: Lube Oil VarnishingHeryanto SyamNo ratings yet
- 01 Tab01 130916060639 Phpapp02 PDFDocument36 pages01 Tab01 130916060639 Phpapp02 PDFajo zinzoNo ratings yet
- TIL 1132 2R1 - VIGV Inspection, Thrust WasherDocument5 pagesTIL 1132 2R1 - VIGV Inspection, Thrust WasherHernan Giraut100% (2)
- Til 1213 R1Document6 pagesTil 1213 R1Hernan GirautNo ratings yet
- TIL 476C - Exhaust Temperature Spread GuidelinesDocument2 pagesTIL 476C - Exhaust Temperature Spread GuidelinesHernan Giraut100% (1)
- T 2055 R 1Document6 pagesT 2055 R 1srinivasNo ratings yet
- GEI41042 Rev O - Washing-Cleaning PDFDocument12 pagesGEI41042 Rev O - Washing-Cleaning PDFKorcan ÜnalNo ratings yet
- TIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesDocument10 pagesTIL 1108-R1: Cast Segmented Turbine Nozzle Acceptance GuidelinesAkramNo ratings yet
- t1068r3 IGV ClearanceDocument5 pagest1068r3 IGV ClearanceWest Damietta2100% (1)
- Til 1886 Inspection of Low Pressure Rotor Wheel Dovetails On Steam Turbines With Fossil Fueled Drum BoilersDocument6 pagesTil 1886 Inspection of Low Pressure Rotor Wheel Dovetails On Steam Turbines With Fossil Fueled Drum BoilersManuel L Lombardero100% (1)
- 04 SRL MaintenanceDocument94 pages04 SRL Maintenancerana usman100% (1)
- Technical Information Letter: Ge Power TIL 2445 Product ServiceDocument4 pagesTechnical Information Letter: Ge Power TIL 2445 Product ServiceMinhajur Rahman100% (1)
- T 2024Document4 pagesT 2024ashok100% (1)
- 000start CDDocument1,166 pages000start CDruben100% (3)
- GEK101944Document8 pagesGEK101944Nouman Saeed100% (1)
- Gas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityDocument3 pagesGas Turbine Fuel Nozzle Refurbishment Reduces Emissions and Improves ReliabilityJJ100% (1)
- TIL 1819 ImplementationDocument4 pagesTIL 1819 ImplementationManuel L LombarderoNo ratings yet
- Gek 116689Document32 pagesGek 116689HANo ratings yet
- Igv 7eaDocument2 pagesIgv 7eaSamir BenabdallahNo ratings yet
- NUOVO PIGNONE Compressor Spares (2010-37)Document4 pagesNUOVO PIGNONE Compressor Spares (2010-37)sianas1706No ratings yet
- Til 1214-3R3Document7 pagesTil 1214-3R3Hernan Giraut100% (2)
- CBN Blade Tip AbradableDocument8 pagesCBN Blade Tip Abradablebehtam2407No ratings yet
- PGT25 G4 02-04-2010Document2 pagesPGT25 G4 02-04-2010Sumanth KaranamNo ratings yet
- Til 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsDocument9 pagesTil 1509 R4 F-Class Front End (R0, S0, and R1) Compressor InspectionsMichael Sanchez100% (1)
- TIL 1420-2r1 Lube Oil Logic EnhancementDocument4 pagesTIL 1420-2r1 Lube Oil Logic EnhancementManuel L LombarderoNo ratings yet
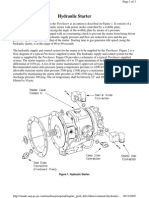
- Figure 1. Hydraulic StarterDocument3 pagesFigure 1. Hydraulic StarterDenis JimenezNo ratings yet
- GE Frame Gas Turbine HGP and Combustion InspectionsDocument4 pagesGE Frame Gas Turbine HGP and Combustion InspectionsCarlos Toscano100% (1)
- CatalogoPGT25 PDFDocument4 pagesCatalogoPGT25 PDFshihabjamaan100% (4)
- 1420-2R1 Lube Oil Logic Enhancement PDFDocument4 pages1420-2R1 Lube Oil Logic Enhancement PDFManuel L LombarderoNo ratings yet
- lm2500 LubesupplyDocument3 pageslm2500 LubesupplyDenis Jimenez100% (2)
- SB LM2500 Ind 312 R1Document7 pagesSB LM2500 Ind 312 R1Daniil SerovNo ratings yet
- APA DOC No. 2014 PDFDocument67 pagesAPA DOC No. 2014 PDFThanapaet RittirutNo ratings yet
- GTDocument33 pagesGTowais_36100% (4)
- 6 6FA - 2019 - Rotor - Life - ManagementDocument8 pages6 6FA - 2019 - Rotor - Life - ManagementMuhammad Hasan Rafiq100% (1)
- ASME Presentation Nov 2014 PDFDocument56 pagesASME Presentation Nov 2014 PDFdf_campos33530% (2)
- (GAS TURBINE MS 5001 PA) Volume IDocument159 pages(GAS TURBINE MS 5001 PA) Volume Ihayder ahmed100% (2)
- Technical Information Letter: Thermal Engineering Product Service TIL 1108-R1Document7 pagesTechnical Information Letter: Thermal Engineering Product Service TIL 1108-R1Heryanto SyamNo ratings yet
- Technical Information Letter: GE PowerDocument6 pagesTechnical Information Letter: GE PowerHashim BukhariNo ratings yet
- GE Power Systems 7F Users Conference PresentationsDocument27 pagesGE Power Systems 7F Users Conference Presentationsatfrost4638No ratings yet
- 3 - Gas Turbine Overview 8.09Document25 pages3 - Gas Turbine Overview 8.09Sujeet Kumar100% (1)
- Procedure Repair Diaphragm PDFDocument37 pagesProcedure Repair Diaphragm PDFGian Pratama100% (1)
- Technical Information Letter: Energy Services Engineering Product Service TIL 1576Document4 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1576Chidiebere Samuel Okogwu100% (2)
- LM 2500Document12 pagesLM 2500pramodtryNo ratings yet
- 5 Lifetime Extension For SiemensDocument21 pages5 Lifetime Extension For SiemensMohamed Omar100% (3)
- GE Energy Data Sheets Technical SpecificationsDocument7 pagesGE Energy Data Sheets Technical SpecificationsAbisholita MecaTronics100% (1)
- MS5002E NewDocument8 pagesMS5002E Newecs71100% (2)
- Comp Amp Turbine COURS 9001EDocument27 pagesComp Amp Turbine COURS 9001Enabil160874100% (1)
- t10682r1-Fr-5,6,9 VIGVDocument2 pagest10682r1-Fr-5,6,9 VIGVJEORJE100% (1)
- Til 2191 - 9e S2B Tip Shroud DistressDocument3 pagesTil 2191 - 9e S2B Tip Shroud DistressMichael SanchezNo ratings yet
- Dry Gas Seals SiemensDocument11 pagesDry Gas Seals Siemensahbabar808No ratings yet
- Steam Turbine Oil ChallengesDocument10 pagesSteam Turbine Oil Challengessevero97No ratings yet
- GE 7EA Gas Turbine DetailsDocument10 pagesGE 7EA Gas Turbine DetailsHernan GirautNo ratings yet
- Gek105054 File0007Document18 pagesGek105054 File0007outilprok22kNo ratings yet
- Oman Energy Conference - World Record Gas Turbine Service ExperiencesDocument16 pagesOman Energy Conference - World Record Gas Turbine Service ExperiencesabelsgNo ratings yet
- Til 1566-R2 Hazardous Gas Detection System RecommendationsDocument4 pagesTil 1566-R2 Hazardous Gas Detection System RecommendationsMichael Sanchez100% (2)
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Lubrication: A Practical Guide to Lubricant SelectionFrom EverandLubrication: A Practical Guide to Lubricant SelectionRating: 5 out of 5 stars5/5 (3)
- Turbine Oil AnalysisDocument12 pagesTurbine Oil Analysismanuelsum100% (2)
- Review Condition Monitoring and Fault Diagnosis For Diesel EnginesDocument25 pagesReview Condition Monitoring and Fault Diagnosis For Diesel EnginesNemer RaslenNo ratings yet
- Machinery Failure Analysis Troubleshooting Fourth Edition1Document7 pagesMachinery Failure Analysis Troubleshooting Fourth Edition1Juanma GarcíaNo ratings yet
- IOCL Transformer Oil DatasheetDocument1 pageIOCL Transformer Oil DatasheethebishtNo ratings yet
- Bajaj High Mast CatalogueDocument2 pagesBajaj High Mast CatalogueSuhas Acharya50% (2)
- Epoxyinsulatolavt 20131015133812.795 X PDFDocument1 pageEpoxyinsulatolavt 20131015133812.795 X PDFhebishtNo ratings yet
- IEEE STD 1185-1994, IEEE Guide For Installation Methods For Generating Station CablesDocument48 pagesIEEE STD 1185-1994, IEEE Guide For Installation Methods For Generating Station Cableshebisht100% (2)
- Vegetable Momos RecipeDocument3 pagesVegetable Momos RecipehebishtNo ratings yet
- Main Features of Electricity Act 2003Document25 pagesMain Features of Electricity Act 2003sumitsonu4uNo ratings yet
- Medium Voltage Ac DrivesDocument8 pagesMedium Voltage Ac DriveshebishtNo ratings yet
- LT Xlpe Is7098 IDocument24 pagesLT Xlpe Is7098 IChabi MongarNo ratings yet
- Epoxy InsulatorDocument1 pageEpoxy InsulatorhebishtNo ratings yet
- BusDocument14 pagesBusAnkur KalaNo ratings yet
- Airport Metro Time ScheduleDocument1 pageAirport Metro Time SchedulehebishtNo ratings yet
- 7531e en Ferro-Resonance in Voltage TransformersDocument3 pages7531e en Ferro-Resonance in Voltage TransformershebishtNo ratings yet
- Vegetable Momos RecipeDocument3 pagesVegetable Momos RecipehebishtNo ratings yet
- Delhi Metro Full Network 2021Document1 pageDelhi Metro Full Network 2021api-3729050100% (2)
- Delhi MetroDocument6 pagesDelhi MetroShafaqueAlamNo ratings yet
- Cause & Effect Diagram - BCN-2 Motor Failure: Wet Coal, Due To This Load Is On BCN-5 Is More Feed Rate Is HighDocument1 pageCause & Effect Diagram - BCN-2 Motor Failure: Wet Coal, Due To This Load Is On BCN-5 Is More Feed Rate Is HighhebishtNo ratings yet
- Ical-111 76 183 2 RVDocument4 pagesIcal-111 76 183 2 RVhebishtNo ratings yet
- Vegetable Momos RecipeDocument3 pagesVegetable Momos RecipehebishtNo ratings yet
- IS 3043 Earth Grounding CodeDocument4 pagesIS 3043 Earth Grounding CodehebishtNo ratings yet
- MV Drive IonDocument2 pagesMV Drive IonhebishtNo ratings yet
- Thermal Power PlantDocument16 pagesThermal Power PlanthebishtNo ratings yet
- Thermal Power PlantDocument16 pagesThermal Power PlanthebishtNo ratings yet
- MV Drive IonDocument2 pagesMV Drive IonhebishtNo ratings yet
- B.Tech Distance Education Academic CalendarDocument1 pageB.Tech Distance Education Academic CalendarhebishtNo ratings yet
- MGN 363Document14 pagesMGN 363Nitin PatidarNo ratings yet
- Community Health Nursing Family Nursing AssessmentDocument2 pagesCommunity Health Nursing Family Nursing AssessmentRy LlanesNo ratings yet
- Build A Tunnel: What You NeedDocument2 pagesBuild A Tunnel: What You NeedManila Business ShopsNo ratings yet
- USB and ACPI Device IDsDocument10 pagesUSB and ACPI Device IDsKortiyarshaBudiyantoNo ratings yet
- Myo Cny 2023 MenuDocument12 pagesMyo Cny 2023 Menulihanyong17No ratings yet
- Return On Marketing InvestmentDocument16 pagesReturn On Marketing Investmentraj_thanviNo ratings yet
- Louise Bedford Trading InsightsDocument80 pagesLouise Bedford Trading Insightsartendu100% (3)
- Bank 12Document19 pagesBank 12Shivangi GuptaNo ratings yet
- Human Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyDocument19 pagesHuman Resource Planning and Corroporate Strategies: Meaning and Definition of StrategyRashmi KhublaniNo ratings yet
- Chapter 3 Theoretical ConsiderationsDocument8 pagesChapter 3 Theoretical Considerationsapi-3696675No ratings yet
- Appetizers Fire-Grilled Gourmet Burgers: Red Robin'S Finest Burgers Red'S Tavern MenuDocument2 pagesAppetizers Fire-Grilled Gourmet Burgers: Red Robin'S Finest Burgers Red'S Tavern MenufruitfuckNo ratings yet
- Lista 30 JulioDocument2 pagesLista 30 JulioMax Bike MartinezNo ratings yet
- STTH2002C: High Efficiency Ultrafast DiodeDocument16 pagesSTTH2002C: High Efficiency Ultrafast DiodeAseng saputraNo ratings yet
- Role of MicrofinanceDocument1 pageRole of MicrofinanceuttamsudhirNo ratings yet
- Grade 5 PPT English Q4 W3 Day 2Document17 pagesGrade 5 PPT English Q4 W3 Day 2Rommel MarianoNo ratings yet
- tmp1AE2 TMPDocument8 pagestmp1AE2 TMPFrontiersNo ratings yet
- 28 GHZ Millimeter Wave Cellular Communication Measurements For Reflection and Penetration Loss in and Around Buildings in New York CityDocument5 pages28 GHZ Millimeter Wave Cellular Communication Measurements For Reflection and Penetration Loss in and Around Buildings in New York CityJunyi LiNo ratings yet
- Martek Navgard BnwasDocument4 pagesMartek Navgard BnwasСергей БородинNo ratings yet
- Image Authentication ENFSIDocument43 pagesImage Authentication ENFSIIolanda OprisanNo ratings yet
- KD.7.1-WPS OfficeDocument9 pagesKD.7.1-WPS OfficePratista TyasNo ratings yet
- Syllabus: Android Training Course: 1. JAVA ConceptsDocument6 pagesSyllabus: Android Training Course: 1. JAVA ConceptsVenkata Rao GudeNo ratings yet
- Fundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Document18 pagesFundamental Powers of The State (Police Power) Ynot v. IAC Facts: Ermita Malate v. City of Manila 20 SCRA 849 (1967)Ella QuiNo ratings yet
- ATV600 - Communication - Parameters - EAV64332 - V1.3Document46 pagesATV600 - Communication - Parameters - EAV64332 - V1.3Sugeng WahyudiNo ratings yet
- Bid Document Vol. II Attachment BOQDocument6 pagesBid Document Vol. II Attachment BOQHrityush ShivamNo ratings yet
- E-Leadership Literature ReviewDocument36 pagesE-Leadership Literature ReviewYasser BahaaNo ratings yet
- Urinary: Rachel Neto, DVM, MS, DACVP May 28 2020Document15 pagesUrinary: Rachel Neto, DVM, MS, DACVP May 28 2020Rachel AutranNo ratings yet
- ChE 4110 Process Control HW 1Document6 pagesChE 4110 Process Control HW 1MalloryNo ratings yet
- Char Chapori Sahitya ParishadDocument2 pagesChar Chapori Sahitya ParishaddescataNo ratings yet
- What Is InterpolDocument5 pagesWhat Is InterpolJimmy Jr Comahig LapeNo ratings yet
- Install CH340 driver for ArduinoDocument8 pagesInstall CH340 driver for Arduinosubbu jangamNo ratings yet