You might also like
- WPS TITLEDocument2 pagesWPS TITLERichard Periyanayagam86% (14)
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- WPSDocument3 pagesWPSKhurram Burjees100% (1)
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Procedure SpecificationsDocument2 pagesWelding Procedure SpecificationsGerhard Kemp0% (1)
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- Welding Procedure Specification Pipe - 6GDocument3 pagesWelding Procedure Specification Pipe - 6Gdndudc96% (26)
- WPS & PQRDocument46 pagesWPS & PQRJohn Candidate CIns88% (8)
- WPS PQR-09Document11 pagesWPS PQR-09Ranjan KumarNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- PQR Gmaw3gDocument4 pagesPQR Gmaw3gdevendrasingh2021100% (3)
- WPS Format For AWS D1.1 - PQR - SMAWDocument3 pagesWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- Wps Repair WorDocument1 pageWps Repair WorMajdi JerbiNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
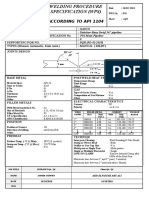
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- WPS PQR WPQ PeiplDocument16 pagesWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- WPS-PQR (Er309l Mo)Document4 pagesWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- PQRDocument2 pagesPQRalokbdasNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- WPS For Smaw06-001 (Pipe 6G CS)Document10 pagesWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Joint Detail (Qw-402)Document2 pagesJoint Detail (Qw-402)Nitesh Patel100% (3)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- WPS Resrvoire Sous Pression Smaw SawDocument6 pagesWPS Resrvoire Sous Pression Smaw SawDanem HalasNo ratings yet
- Welding Procedure Specification "WPS": O O O ODocument1 pageWelding Procedure Specification "WPS": O O O OAli MoosaviNo ratings yet
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- P91 Profile WpsDocument6 pagesP91 Profile WpsZead Ali Adal100% (2)
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- Sample API 1104 WpsDocument3 pagesSample API 1104 WpsMuhammadShabbir0% (1)
- WPS PQRDocument23 pagesWPS PQRHashim Khan88% (8)
- Dokumen - Tips Wqt-FormatDocument2 pagesDokumen - Tips Wqt-FormatMr Pie100% (1)
- All Position Stainless Steel Welding ProcedureDocument6 pagesAll Position Stainless Steel Welding ProcedureJaime PatrónNo ratings yet
- Everything You Need to Know About Stainless Steel Welding Procedure SpecificationDocument6 pagesEverything You Need to Know About Stainless Steel Welding Procedure SpecificationDanem HalasNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- WPS GTAW pipe welding procedureDocument2 pagesWPS GTAW pipe welding procedureRichard PeriyanayagamNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (1)
- WPSDocument2 pagesWPSJuli Agus50% (2)
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WELDING PROCEDURE AND QUALIFICATION RECORDSDocument4 pagesWELDING PROCEDURE AND QUALIFICATION RECORDSETSNo ratings yet
- Loading Unloading Temperature Welding ProgressionDocument5 pagesLoading Unloading Temperature Welding ProgressionRajesh Owaiyar71% (7)
- WPSDocument6 pagesWPSNur Wijianto100% (1)
- Automatic, Manual, Machine, or Semi-Auto.Document10 pagesAutomatic, Manual, Machine, or Semi-Auto.ChE_MattNo ratings yet
- PWPS For Piping-API 1104Document6 pagesPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- Flange Weight ChartDocument1 pageFlange Weight Chartabhishek198327No ratings yet
- Welding Rod Selection 1 PDFDocument1 pageWelding Rod Selection 1 PDFabhishek198327100% (2)
- CR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To NoharaDocument2 pagesCR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To Noharaabhishek198327No ratings yet
- Article - Stress Relieving Heat Treatments For Austenitic Stainless SteelsDocument2 pagesArticle - Stress Relieving Heat Treatments For Austenitic Stainless Steelsabhishek198327No ratings yet
- Hem PlasticsDocument3 pagesHem Plasticsabhishek198327No ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
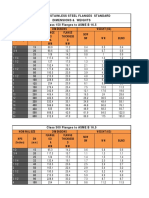
- Standard Carbon & Stainless Steel Flange DimensionsDocument4 pagesStandard Carbon & Stainless Steel Flange Dimensionsl kishore100% (2)
- SQ - HD Plug For HeaderDocument1 pageSQ - HD Plug For Headerabhishek198327No ratings yet
- Packed Bed Column MS DWG ModelDocument1 pagePacked Bed Column MS DWG Modelabhishek198327No ratings yet
- Air TankDocument1 pageAir Tankabhishek198327No ratings yet
- Specialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Document1 pageSpecialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Carlos Abril FlorezNo ratings yet
- Specialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Document1 pageSpecialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Carlos Abril FlorezNo ratings yet
- ModulesDocument5 pagesModulesabhishek198327No ratings yet
- Welcome To Our WebsiteDocument5 pagesWelcome To Our Websiteabhishek198327No ratings yet
- Dish Drg. - 2.9.2014Document1 pageDish Drg. - 2.9.2014abhishek198327No ratings yet
- Nozzle THKDocument6 pagesNozzle THKabhishek198327No ratings yet
- DCMS Engineering CompanyDocument1 pageDCMS Engineering Companyabhishek198327No ratings yet
- ASTM Flange DimensionsDocument2 pagesASTM Flange DimensionsjacquesmayolNo ratings yet
- Grain SizeDocument2 pagesGrain Sizeprabhjot singh1No ratings yet
- App - Copy WPSDocument2 pagesApp - Copy WPSabhishek198327No ratings yet
- Basics of Stress RelievingDocument5 pagesBasics of Stress Relievingabhishek198327No ratings yet
- Kjlced09 Sec01 Pages129-145 Bellowstubing&WeldfittingsDocument17 pagesKjlced09 Sec01 Pages129-145 Bellowstubing&Weldfittingsabhishek198327No ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- Jyoti Architectural Products PVT LTDDocument1 pageJyoti Architectural Products PVT LTDabhishek198327No ratings yet
- Helium Leak Testing FundamentalsDocument2 pagesHelium Leak Testing Fundamentalsabhishek198327100% (1)
- Heat Treatment of Welded JointsDocument4 pagesHeat Treatment of Welded Jointsabhishek198327No ratings yet
- Crude Oil Storage Tanks-BasicsDocument176 pagesCrude Oil Storage Tanks-BasicsPandipperumal Sankaralingam100% (44)
- Expansion JointsDocument15 pagesExpansion Jointsaop10468No ratings yet
- Helium TestingDocument1 pageHelium Testingabhishek198327No ratings yet
- Stress Concentration Factors and Design GuidelinesDocument4 pagesStress Concentration Factors and Design Guidelinesabhishek198327No ratings yet
- Changes in ISO 5817Document15 pagesChanges in ISO 5817Binoj Nair67% (3)
- c5 Lathe 120203152613 Phpapp02Document30 pagesc5 Lathe 120203152613 Phpapp02Preavin Kutty Thamotharan100% (1)
- FDM 3D Printing Technology OverviewDocument20 pagesFDM 3D Printing Technology Overviewrahmat iwan100% (1)
- Properties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamDocument31 pagesProperties and Application of High Strength Concrete: Prof. Dr. Md. Abdus SalamMd.Ahasan Ullah NoyonNo ratings yet
- ProGradu JennyHollander 21061Document124 pagesProGradu JennyHollander 21061ahmed titoNo ratings yet
- Astm A479Document8 pagesAstm A479Orlando Rojas100% (3)
- Press Felt Cleaning in A Paper Machine - Paper Machine Clothing & Filter BeltsDocument11 pagesPress Felt Cleaning in A Paper Machine - Paper Machine Clothing & Filter BeltsvenkNo ratings yet
- SC832 Reference Card 203-104-063Document2 pagesSC832 Reference Card 203-104-063Sitec Industrial AutomationNo ratings yet
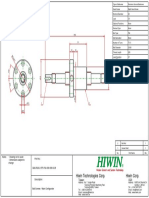
- Precision Ground 20mm Ballscrew with 2.5mm LeadDocument1 pagePrecision Ground 20mm Ballscrew with 2.5mm LeadRadovan KnezevicNo ratings yet
- NL - NL FactSheet - Main 01Document1 pageNL - NL FactSheet - Main 01ronaldb322No ratings yet
- Draft Executive Summary of Beekay SteelsDocument6 pagesDraft Executive Summary of Beekay SteelsSuryakanta PradhanNo ratings yet
- Project Report On Fabrication of Scaffolding MaterialsDocument7 pagesProject Report On Fabrication of Scaffolding MaterialsEIRI Board of Consultants and Publishers100% (1)
- DS 164 02 ZincAnode304 MZSDocument2 pagesDS 164 02 ZincAnode304 MZSPower PowerNo ratings yet
- Membrana - 10KDO AMIDocument1 pageMembrana - 10KDO AMIAlejandro Ibañez CortésNo ratings yet
- Astm A105Document5 pagesAstm A105mahamad AziNo ratings yet
- Salient Features of LHB CoachesDocument3 pagesSalient Features of LHB CoachesVijay AnandNo ratings yet
- ASME B31.3-2016 Postweld Heat Treatment TableDocument1 pageASME B31.3-2016 Postweld Heat Treatment TableSumner TingNo ratings yet
- Form 1 AWS D1.1Document2 pagesForm 1 AWS D1.1Bui Chi TamNo ratings yet
- JUNE 2022 Surplus Record Machinery & Equipment DirectoryDocument718 pagesJUNE 2022 Surplus Record Machinery & Equipment DirectorySurplus Record100% (1)
- Is 277Document10 pagesIs 277Santosh Chaudhari67% (3)
- Non Traditional Machining MCQDocument3 pagesNon Traditional Machining MCQRohit Ghulanavar79% (14)
- FITTING SHOP AssignmentDocument24 pagesFITTING SHOP AssignmentAli Raza100% (3)
- Avesta 3D ElectrodesDocument2 pagesAvesta 3D ElectrodesOndrej PelešNo ratings yet
- Welding PresentationDocument18 pagesWelding PresentationFasil ParuvanathNo ratings yet
- Touchwood AC Colour: Architectural CoatingsDocument2 pagesTouchwood AC Colour: Architectural CoatingsmuthukumarNo ratings yet
- Astm Sa 234 PDFDocument11 pagesAstm Sa 234 PDFarifin rizalNo ratings yet
- IkssssDocument6 pagesIkssssVikas GowdaNo ratings yet
- Product Data Sheet: Bisalloy Protection 400 SteelDocument1 pageProduct Data Sheet: Bisalloy Protection 400 SteelAli TalebiNo ratings yet
- Chromium PlatingDocument22 pagesChromium PlatingKodeboyina ChandramohanNo ratings yet
- RollingDocument9 pagesRollingFiq IskandarNo ratings yet