You might also like
- LNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSDocument4 pagesLNG/GAS PROCESSING DEVELOPMENTS: SELECT OPTIMAL SCHEMES FOR GAS PROCESSING PLANTSMurali MuthuNo ratings yet
- Inflow Performance Relationship (Ipr)Document19 pagesInflow Performance Relationship (Ipr)Mahtab SajnaniNo ratings yet
- FlareDocument39 pagesFlareMuhammad Tahir RazaNo ratings yet
- Flow StationDocument28 pagesFlow StationqualityNo ratings yet
- 2011 Relief-Devices Shattering ConsiderationsDocument13 pages2011 Relief-Devices Shattering ConsiderationskglorstadNo ratings yet
- Design of Oil and Natural Gas PipelinesDocument13 pagesDesign of Oil and Natural Gas PipelinesAhmed MoustafaNo ratings yet
- Occidental's Guide to Pressure Relief System DesignDocument28 pagesOccidental's Guide to Pressure Relief System DesignIPINo ratings yet
- Pressure-Relief Valve Selection and Transient Pressure ControlDocument8 pagesPressure-Relief Valve Selection and Transient Pressure ControlmaniazharNo ratings yet
- PIPEPHASE95 GettingStartedGuideDocument149 pagesPIPEPHASE95 GettingStartedGuideSoojin KimNo ratings yet
- Hydraulic Study of GRE Piping Using Pipenet SimulationDocument5 pagesHydraulic Study of GRE Piping Using Pipenet SimulationpsycopaulNo ratings yet
- Control Valve CoefficientsDocument2 pagesControl Valve CoefficientsjroperNo ratings yet
- Introduction To Pressure Surge in Liquid SystemsDocument46 pagesIntroduction To Pressure Surge in Liquid SystemspranjpatilNo ratings yet
- HP New Analysis For FlaresDocument0 pagesHP New Analysis For Flareskataria200784No ratings yet
- CE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasDocument41 pagesCE4105 Surface Production Operations: Operasi Produksi Permukaan Hidrokarbon / Operasi Hulu Minyak Dan GasRickyWisaksonoNo ratings yet
- Design 2P Separators in Rigth LimitsDocument8 pagesDesign 2P Separators in Rigth Limitsedgardiaz5519No ratings yet
- EPA Lessons Learned Report: Replacing Glycol Dehydrators with Desiccant Dehydrators Saves Money and Reduces EmissionsDocument20 pagesEPA Lessons Learned Report: Replacing Glycol Dehydrators with Desiccant Dehydrators Saves Money and Reduces EmissionsBinarga SatriaNo ratings yet
- LNG c3mr ProcessDocument8 pagesLNG c3mr ProcessFatih FıratNo ratings yet
- What Is The Difference Between SDV and BDV - PDFDocument4 pagesWhat Is The Difference Between SDV and BDV - PDFSabari NathanNo ratings yet
- PRD Design FundamentalsDocument6 pagesPRD Design Fundamentalsnarayanan_anoobNo ratings yet
- Efficient slug catcher separates two-phase flow under 40 charsDocument3 pagesEfficient slug catcher separates two-phase flow under 40 charswkhan_55No ratings yet
- Gas Processing Fundamentals Manual1Document12 pagesGas Processing Fundamentals Manual1Ahmed Khamees ShatlaNo ratings yet
- Comparing Formation and Fluid Temperatures During Well ProductionDocument7 pagesComparing Formation and Fluid Temperatures During Well ProductionShahzad AshrafNo ratings yet
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- PSV SizingDocument18 pagesPSV SizingGo IELTSNo ratings yet
- Hydrocarbon Recovery v1 0Document39 pagesHydrocarbon Recovery v1 0Adam ShandyNo ratings yet
- Blowdown of LPG PipelinesDocument10 pagesBlowdown of LPG PipelinesBehnam HosseinzadehNo ratings yet
- Horizontal - THREE (Revisar, Petroleum and Gas Field ProcessingDocument4 pagesHorizontal - THREE (Revisar, Petroleum and Gas Field Processingrene123456789eduardoNo ratings yet
- High TAN CrudesDocument7 pagesHigh TAN Crudesmanassk100% (1)
- Free Water Knock Out Separator: System DescriptionDocument4 pagesFree Water Knock Out Separator: System DescriptionMurat KalfaNo ratings yet
- Putting It All Together: OperationsDocument34 pagesPutting It All Together: OperationsIbrahim FaqaihNo ratings yet
- Control Valve SourcebookDocument5 pagesControl Valve Sourcebookpneuma110No ratings yet
- Basic Data Sources and Distillation FundamentalsDocument27 pagesBasic Data Sources and Distillation FundamentalsChakerZagroubaNo ratings yet
- CHE BP - Best Practices For The Control of Fuel Gas - May 2014Document4 pagesCHE BP - Best Practices For The Control of Fuel Gas - May 2014John UrdanetaNo ratings yet
- Relief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyDocument3 pagesRelief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyKhaled RabeaNo ratings yet
- For Exchanger Tube Rupture PDFDocument3 pagesFor Exchanger Tube Rupture PDFNikhil DivateNo ratings yet
- Optimising Crude Unit Design PDFDocument7 pagesOptimising Crude Unit Design PDFvedadonNo ratings yet
- 11-4005 HYSYS Acid Gas Cleaning JSG RefreshDocument16 pages11-4005 HYSYS Acid Gas Cleaning JSG Refresh1youb tvNo ratings yet
- What Is Well TestingDocument35 pagesWhat Is Well TestingJhonny E Col ArNo ratings yet
- Aaharya Technologies Aspen Hysys Training ProgramDocument2 pagesAaharya Technologies Aspen Hysys Training Programpavanchem61No ratings yet
- 8.1 Physical Properties of The Gas: 8.1.1 Pressure and VolumeDocument16 pages8.1 Physical Properties of The Gas: 8.1.1 Pressure and VolumehiyeonNo ratings yet
- Features/Benefits: Production Testing Solutions Three-Phase Test SeparatorDocument1 pageFeatures/Benefits: Production Testing Solutions Three-Phase Test SeparatorJayesh SanganiNo ratings yet
- Heater ControlDocument24 pagesHeater Controlmohamedyoussef1No ratings yet
- 2nd Stage Separator: For Production Conditions / The Process Can Be AchievedDocument5 pages2nd Stage Separator: For Production Conditions / The Process Can Be AchievedihsansepalmaNo ratings yet
- Cohen-Coon Tuning Rules - Control NotesDocument7 pagesCohen-Coon Tuning Rules - Control NotesCarlos Tomey100% (1)
- NFPA Codes and their Relevance to Chemical ProcessesDocument29 pagesNFPA Codes and their Relevance to Chemical ProcessesEko PoerwantoNo ratings yet
- CONDUCTION VS JACKETINGDocument5 pagesCONDUCTION VS JACKETINGDavid FonsecaNo ratings yet
- Petroleum Gas Compression 3Document55 pagesPetroleum Gas Compression 3Медетбек ҒайноллаNo ratings yet
- Main oil installations of NOCDocument4 pagesMain oil installations of NOCعمار ياسرNo ratings yet
- Working Guide to Reservoir Rock Properties and Fluid FlowFrom EverandWorking Guide to Reservoir Rock Properties and Fluid FlowRating: 3 out of 5 stars3/5 (1)
- TABLE 1 FEED AND UTILITY CONDITIONSDocument5 pagesTABLE 1 FEED AND UTILITY CONDITIONSChem.EnggNo ratings yet
- Optimize Batch Distillation V2Document6 pagesOptimize Batch Distillation V2Ajaykumar TiwariNo ratings yet
- Main ColumnDocument19 pagesMain ColumnsemNo ratings yet
- 5 Progressive CDU Scheme BagajewiczDocument17 pages5 Progressive CDU Scheme BagajewiczAnsinath BarathiNo ratings yet
- Economic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved OxygDocument9 pagesEconomic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved Oxygsekhar_ntpcNo ratings yet
- LP-Gas Service Mans ManualDocument52 pagesLP-Gas Service Mans Manualprocha1100% (1)
- Choudhari Et Al. (2012) - Distilation Optimization by Vapor RecompressionDocument7 pagesChoudhari Et Al. (2012) - Distilation Optimization by Vapor Recompressionvazzoleralex6884No ratings yet
- of 3-Phase-Separator PDFDocument25 pagesof 3-Phase-Separator PDFD K SNo ratings yet
- Petroleum Refinery EngineeringDocument9 pagesPetroleum Refinery EngineeringMahtab SajnaniNo ratings yet
- Projeto - ProcessosDocument11 pagesProjeto - ProcessosRoberta ResendeNo ratings yet
- Gas-Condensate Separator Stage SelectionDocument7 pagesGas-Condensate Separator Stage SelectionRabah Semassel100% (1)
- Faculty Recruitment: Shri Guru Gobind Shinghji Institute of Engineering and TechnologyDocument12 pagesFaculty Recruitment: Shri Guru Gobind Shinghji Institute of Engineering and TechnologyNilesh NagoseNo ratings yet
- ShortfallDocument1 pageShortfallNilesh NagoseNo ratings yet
- Chemcad Sizing ToolsDocument48 pagesChemcad Sizing Toolsparedanil100% (1)
- Exam 2 Graded: - Hand Back - Go Over (Briefly)Document38 pagesExam 2 Graded: - Hand Back - Go Over (Briefly)Nilesh NagoseNo ratings yet
- Chemcad Sizing ToolsDocument48 pagesChemcad Sizing Toolsparedanil100% (1)
- Mws Gen Ode PPT FinitedifferenceDocument16 pagesMws Gen Ode PPT FinitedifferenceNilesh NagoseNo ratings yet
- Chemcad Sizing ToolsDocument48 pagesChemcad Sizing Toolsparedanil100% (1)
- Helpful Aspen TutorialDocument64 pagesHelpful Aspen Tutorialjeffbush23No ratings yet
- Student's InformationDocument1 pageStudent's InformationNilesh NagoseNo ratings yet
- AssignmentsDocument2 pagesAssignmentsNilesh NagoseNo ratings yet
- Hot Water Generator: Installation and Operation ManualDocument24 pagesHot Water Generator: Installation and Operation Manualmangal deo pathakNo ratings yet
- LP Fuel Gas SystemDocument6 pagesLP Fuel Gas SystemAnonymous QSfDsVxjZNo ratings yet
- SP Keynote PDFDocument61 pagesSP Keynote PDFNduong NguyenNo ratings yet
- GA30-90 Antwerp Leaflet EN 2935089249Document16 pagesGA30-90 Antwerp Leaflet EN 2935089249Cheng Mun ChunNo ratings yet
- Energy Assessment - ConocoPhilips PDFDocument109 pagesEnergy Assessment - ConocoPhilips PDFFerry Lavianto100% (2)
- ALMiG Compressed-air-Treatment GBDocument28 pagesALMiG Compressed-air-Treatment GBwijaya adidarmaNo ratings yet
- Install and maintain compressed air dryerDocument14 pagesInstall and maintain compressed air dryerrazvanNo ratings yet
- El Sayed Amer Last UpdatedDocument3 pagesEl Sayed Amer Last Updatedeng20072007No ratings yet
- Marine Applications PDFDocument24 pagesMarine Applications PDFaminNo ratings yet
- Manual ALMIG Booster GB 12-2007Document12 pagesManual ALMIG Booster GB 12-2007Junaid Ahmed100% (1)
- Pvgas Vung Tau Terminal Rev 02 Final. 05.07.201Document46 pagesPvgas Vung Tau Terminal Rev 02 Final. 05.07.201Dong NguyenNo ratings yet
- PDF Ministry 2011eng PDFDocument154 pagesPDF Ministry 2011eng PDFEugene TanNo ratings yet
- Industrialtrainingreport OilandgasservicefirmDocument50 pagesIndustrialtrainingreport OilandgasservicefirmErhueh Kester AghoghoNo ratings yet
- Modelling The Effects of Condensate Banking On High CGR ReservoirsDocument11 pagesModelling The Effects of Condensate Banking On High CGR ReservoirslikpataNo ratings yet
- Nadoa 2017 Ejournal PDFDocument979 pagesNadoa 2017 Ejournal PDFMathew LoveNo ratings yet
- Hazira Enquiry15012021Document36 pagesHazira Enquiry15012021Rakesh MenonNo ratings yet
- Production of Liquid Fuel From Plastic Waste Using Integrated Pyrolysis Method With Refinery Distillation Bubble Cap Plate Column-1Document9 pagesProduction of Liquid Fuel From Plastic Waste Using Integrated Pyrolysis Method With Refinery Distillation Bubble Cap Plate Column-1Bambang Sardi SardiNo ratings yet
- Pipe and Valve IdentificationDocument27 pagesPipe and Valve Identificationanwerquadri100% (1)
- SEP490 Work Experience ReportDocument13 pagesSEP490 Work Experience ReportBusiku Silenga100% (1)
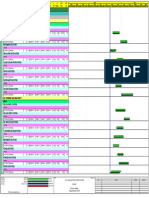
- Progress Master Schedule of Construction: Piping Power BlockDocument7 pagesProgress Master Schedule of Construction: Piping Power BlockSamuelTrinandoNo ratings yet
- Mac LS 0 002 0Document4 pagesMac LS 0 002 0arifayee-1No ratings yet
- JDP Introduction - Rev 3 - 04 Dec 2019Document24 pagesJDP Introduction - Rev 3 - 04 Dec 2019TeatimerobNo ratings yet
- Modelling of natural gas sweetening and dehydration processesDocument112 pagesModelling of natural gas sweetening and dehydration processesbalajiNo ratings yet
- TRV 99778 Marathon Oil Ef LLC 6002Document14 pagesTRV 99778 Marathon Oil Ef LLC 6002Hero BassballNo ratings yet
- G050PZ001000F1Document20 pagesG050PZ001000F1ThirukkumaranBalasubramanianNo ratings yet
- 27-Com-Su-5191-A Coating SystemsDocument81 pages27-Com-Su-5191-A Coating Systemsaslam.amb100% (1)
- Process Control Philosophy for Gas Pipeline StationsDocument30 pagesProcess Control Philosophy for Gas Pipeline Stationsahmad santoso100% (2)
- PDFDocument23 pagesPDFSaid Ahmed SalemNo ratings yet
- Catalago de Secadores KaeserDocument9 pagesCatalago de Secadores KaeserAnonymous 6VCG1YRdNo ratings yet
- A Project Report GasDocument82 pagesA Project Report GasSumit KumarNo ratings yet