You might also like
- Lovely Professional University Automobile Engineering Course DetailsDocument7 pagesLovely Professional University Automobile Engineering Course Detailsketanprasad56No ratings yet
- Backlog InformationDocument1 pageBacklog Informationketanprasad56No ratings yet
- 922 - 1 - Academic Calendar of Spring Term For Regular ProgrammesDocument2 pages922 - 1 - Academic Calendar of Spring Term For Regular ProgrammesVikash VermaNo ratings yet
- Traffic Light ControllerrDocument12 pagesTraffic Light ControllerrAnkit GuptaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic Welding GuideDocument41 pagesBasic Welding Guidesuresh babuNo ratings yet
- WPSDocument1 pageWPSRodica TimofteNo ratings yet
- Fusion Weld QuestionsDocument2 pagesFusion Weld Questionsptkathiresan19No ratings yet
- Anchor Bolt InventoryDocument7 pagesAnchor Bolt InventoryVelu .cNo ratings yet
- Lathe - LVDocument23 pagesLathe - LVakshaygiitmNo ratings yet
- A 36 WPSDocument2 pagesA 36 WPSNaqqash Sajid100% (1)
- Welding Consumables Comparison ChartDocument3 pagesWelding Consumables Comparison ChartTeodor Ezaru100% (1)
- Gas Tungsten Arc WeldingDocument15 pagesGas Tungsten Arc Weldingsushant47No ratings yet
- Chapter 3 CastingDocument77 pagesChapter 3 CastingGaurav Kumar Badhotiya100% (1)
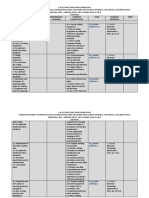
- Content Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting EquipmentDocument9 pagesContent Content Standard Performance Standard Learning Competencies Code Learning Materials Week Prepare Weld Materials (WM) LO 1. Set-Up Cutting Equipmentlip100% (1)
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- Scan 2Document113 pagesScan 2saranr21No ratings yet
- Machinists Screw JackDocument3 pagesMachinists Screw Jackmauri_ros100% (1)
- Wires for submerged arc welding of structural steelsDocument1 pageWires for submerged arc welding of structural steelsKara WhiteNo ratings yet
- Casting Lecture NoteDocument12 pagesCasting Lecture NoteHARIMETLYNo ratings yet
- Calculation Welding RodsDocument37 pagesCalculation Welding RodsErlinawati Bintu SupiyoNo ratings yet
- Welding & NDE Summary Sheet (BE)Document12 pagesWelding & NDE Summary Sheet (BE)MulPXNo ratings yet
- Kenna MetalDocument24 pagesKenna MetalJ Ferreyra LibanoNo ratings yet
- CastingDocument65 pagesCastingsamurai7_77No ratings yet
- Machining Time CalculationDocument2 pagesMachining Time Calculationwindgust82No ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- Weld DefectsDocument31 pagesWeld DefectsThulasi RamNo ratings yet
- Lathe - Exercise 2014Document8 pagesLathe - Exercise 2014Ramesh VajramNo ratings yet
- ME106 - Casting (2015)Document64 pagesME106 - Casting (2015)just randomNo ratings yet
- Soldadura y WEDM y SEDMDocument7 pagesSoldadura y WEDM y SEDMdestroy4679No ratings yet
- Types of WeldingDocument4 pagesTypes of WeldingMeesha RaheelNo ratings yet
- SMAW Welding Procedure for 219mm PipeDocument15 pagesSMAW Welding Procedure for 219mm PipeerwincalvoNo ratings yet
- L10-Casting DesignDocument42 pagesL10-Casting DesignKhayrulIslam100% (2)
- O-Ring (Metric Size)Document63 pagesO-Ring (Metric Size)Kamlesh DalavadiNo ratings yet
- Gec 218 Module Three - Machine TechnologyDocument17 pagesGec 218 Module Three - Machine TechnologyOyedotun TundeNo ratings yet