You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- U.S. India Energy Monitor-06Document16 pagesU.S. India Energy Monitor-06Observer Research Foundation America100% (1)
- IBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionDocument13 pagesIBP1142 - 19 Offshore Development: Submarine Pipelines-Soil InteractionMarcelo Varejão CasarinNo ratings yet
- The Drilling Manual Fifth EditionDocument50 pagesThe Drilling Manual Fifth Editionignacio100% (1)
- 05-1-Collection of Problems PDFDocument15 pages05-1-Collection of Problems PDFFistia MaulinaNo ratings yet
- Gacl Training ReportDocument35 pagesGacl Training ReportDhruvin Shah100% (1)
- Pipelining Liquefied Petroleum GasDocument8 pagesPipelining Liquefied Petroleum GasSaurabh Sengar100% (1)
- Bhasin, S. K. - Sharma, Vijay - Essentials of Engineering Chemistry-Himalaya Pub. House (2010) PDFDocument386 pagesBhasin, S. K. - Sharma, Vijay - Essentials of Engineering Chemistry-Himalaya Pub. House (2010) PDFkehinde ogunleyeNo ratings yet
- Advanced Process Modeling Using HYSYSDocument282 pagesAdvanced Process Modeling Using HYSYSnguyennha121175% (4)
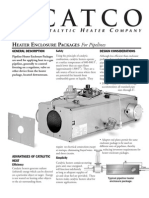
- Calentador Catalitico de TuberíasDocument2 pagesCalentador Catalitico de TuberíasDavid RomeroNo ratings yet
- Hydrogen Europe - Green Hydrogen Recovery Report - Final PDFDocument35 pagesHydrogen Europe - Green Hydrogen Recovery Report - Final PDFnhatbqNo ratings yet
- Thermal Power Generation PDFDocument177 pagesThermal Power Generation PDFGauravNo ratings yet
- Riopipeline2019 1138 Rio Paper Rev01 PDFDocument11 pagesRiopipeline2019 1138 Rio Paper Rev01 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroDocument8 pagesIBP1146 - 19 Maintenance Productivity Measurement Study at TranspetroMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFDocument4 pagesRiopipeline2019 1140 Ibp 1140 Nao Intrusivos Final PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1127 Article Number Ibp1127 19 PDFDocument10 pagesRiopipeline2019 1127 Article Number Ibp1127 19 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1135 Riopipeline2019 t1135 JST Av1Document8 pagesRiopipeline2019 1135 Riopipeline2019 t1135 JST Av1Marcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1137 201906031307ibp1137 19 Increas PDFDocument10 pagesRiopipeline2019 1137 201906031307ibp1137 19 Increas PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1126 Article Number Ibp1126 19 PDFDocument11 pagesRiopipeline2019 1126 Article Number Ibp1126 19 PDFMarcelo Varejão CasarinNo ratings yet
- IBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeDocument12 pagesIBP1141 - 19 The Use of Optical Sensor To Investigate Dissolved Oxygen in CrudeMarcelo Varejão CasarinNo ratings yet
- IBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneDocument10 pagesIBP1128 - 19 In-Service Welding Hot Tap of Refinary Pipeline With Hydrogen and EthyleneMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFDocument7 pagesRiopipeline2019 1136 Ibp1136 19 Rafael Carlucci Tav PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1124 Worlds First Remote Deepwater PDFDocument10 pagesRiopipeline2019 1124 Worlds First Remote Deepwater PDFMarcelo Varejão CasarinNo ratings yet
- IBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsDocument11 pagesIBP1122 - 19 High Grade Sawl Linepipe Manufacturing and Field Weld Simulation For Harsh EnvironmentsMarcelo Varejão CasarinNo ratings yet
- IBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningDocument10 pagesIBP1123 - 19 Caliper Ili Experience in Offshore Pre-CommissioningMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1121 201906051235ibp1121 19 Final PDFDocument8 pagesRiopipeline2019 1121 201906051235ibp1121 19 Final PDFMarcelo Varejão CasarinNo ratings yet
- IBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyDocument13 pagesIBP1111 - 19 Best Alternative For Rigid Offshore Pipelines Decommissioning - A Case StudyMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFDocument9 pagesRiopipeline2019 1120 Ibp1120 19 Transpetro S Worklo PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1115 201906070716fm 3811 00 Formato PDFDocument13 pagesRiopipeline2019 1115 201906070716fm 3811 00 Formato PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1117 Ibp1117 19 Versao Final para e PDFDocument8 pagesRiopipeline2019 1117 Ibp1117 19 Versao Final para e PDFMarcelo Varejão CasarinNo ratings yet
- IBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Document4 pagesIBP1119 - 19 Internal Corrosion Detection: Conference and Exhibition 2019Marcelo Varejão CasarinNo ratings yet
- IBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilDocument10 pagesIBP1110 - 19 The Relevance of Fuel Transmission Pipelines in BrazilMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFDocument11 pagesRiopipeline2019 1109 201906051455qav Ibp1109 19 Jet PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanDocument9 pagesIBP 1118 - 19 Relationship With Stakeholders of Transpetro in The Amazon: Fire Prevention PlanMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFDocument17 pagesRiopipeline2019 1114 201905291733ibp1114 19 Optimiz PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1112 FM 1112 FinalDocument10 pagesRiopipeline2019 1112 FM 1112 FinalMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1113 201906031824ibp Riopipeline 11 PDFDocument10 pagesRiopipeline2019 1113 201906031824ibp Riopipeline 11 PDFMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1107 201905201751ibp1107 19 Jacques PDFDocument7 pagesRiopipeline2019 1107 201905201751ibp1107 19 Jacques PDFMarcelo Varejão CasarinNo ratings yet
- IBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionDocument10 pagesIBP 1105 - 19 Logistics For Maintenance of The Right-Of-Way (Row) in The Northern RegionMarcelo Varejão CasarinNo ratings yet
- Riopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFDocument9 pagesRiopipeline2019 1106 Ibp 1106 Ultimate High Precisi PDFMarcelo Varejão CasarinNo ratings yet
- SIGAR Gas Station ReportDocument15 pagesSIGAR Gas Station Reportscott suttonNo ratings yet
- Cbjescco 14Document7 pagesCbjescco 14Avinash AnkurNo ratings yet
- Franco Tosi MeccanicaDocument15 pagesFranco Tosi MeccanicamassimocalviNo ratings yet
- Oil Whirl and Whip Instabilities - Within Journal BearingsDocument3 pagesOil Whirl and Whip Instabilities - Within Journal BearingsChristopher GarciaNo ratings yet
- Environment Lecture 2 - Solutions (Revised)Document27 pagesEnvironment Lecture 2 - Solutions (Revised)SeedlessNo ratings yet
- Pronunciation test with circle the wordDocument5 pagesPronunciation test with circle the wordĐỗ Cát TiênNo ratings yet
- GEECLDocument1 pageGEECLsridharkckNo ratings yet
- Interim ESG Performance Report Q1 2023Document22 pagesInterim ESG Performance Report Q1 2023shen.wangNo ratings yet
- Impact of Geometric Scaling On Centrifugal Compressor PerformanceDocument12 pagesImpact of Geometric Scaling On Centrifugal Compressor PerformanceRonald George100% (1)
- Ansaldo Energia AE94 2 Upgrading Project PDFDocument20 pagesAnsaldo Energia AE94 2 Upgrading Project PDFRaden MasNo ratings yet
- Advances in Energy Systems QuizDocument36 pagesAdvances in Energy Systems QuizSohail BaigNo ratings yet
- Fpsos Replicantes: Gas Compression PlantDocument18 pagesFpsos Replicantes: Gas Compression PlantJonathan SilvaNo ratings yet
- Adi Reference ListDocument5 pagesAdi Reference ListTehleelNo ratings yet
- Key Renewables Trends: Excerpt From: Renewables InformationDocument12 pagesKey Renewables Trends: Excerpt From: Renewables InformationDhyogo WoskylevyNo ratings yet
- Characteritics of Hot Mix Asphalt With Oily-Sludge-Modified Buton Rock Asphalt Madi HermadiDocument5 pagesCharacteritics of Hot Mix Asphalt With Oily-Sludge-Modified Buton Rock Asphalt Madi HermadiMadi HermadiNo ratings yet
- Yayasan Pesantren Islam Al-Azhar: Choose The Correct Answer!Document5 pagesYayasan Pesantren Islam Al-Azhar: Choose The Correct Answer!Beny FachruriNo ratings yet
- Generac Guardian Generator Installation ManualDocument12 pagesGenerac Guardian Generator Installation Manualrusten2No ratings yet
- HSBC - Global LNG - On The Cusp of A New Boom (2019 02 14)Document44 pagesHSBC - Global LNG - On The Cusp of A New Boom (2019 02 14)Andre d'AlvaNo ratings yet
- Mind Mapping Year 5 Modul CemerlangDocument45 pagesMind Mapping Year 5 Modul CemerlangHelyza Hayes100% (2)
- 002.scott ChesebroDocument21 pages002.scott Chesebromitch980No ratings yet