You might also like
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- 331 05 en Ultrasonic TestingDocument7 pages331 05 en Ultrasonic TestingCarlos Ortega Jones100% (1)
- NDT Inspectors Monitoring and Technical Performance EvaluationDocument8 pagesNDT Inspectors Monitoring and Technical Performance Evaluationilya bordonosovNo ratings yet
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaNo ratings yet
- Ea 4 15 G Rev01 May 2015 Rev PDFDocument24 pagesEa 4 15 G Rev01 May 2015 Rev PDFandrej_voloscuk13No ratings yet
- Visual Examination Procedure: 1 - PurposeDocument4 pagesVisual Examination Procedure: 1 - PurposeElvin MenlibaiNo ratings yet
- PT ProcedureDocument15 pagesPT ProcedureMuhammad Azhar AliNo ratings yet
- NDT TestDocument109 pagesNDT TestAnonymous uXdS9Y7No ratings yet
- Written PracticeDocument27 pagesWritten PracticeSefa KasapogluNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaNo ratings yet
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument11 pagesWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- ASNT Level-II Visual & Optical Testing ProcedureDocument5 pagesASNT Level-II Visual & Optical Testing ProcedureFadil WimalaNo ratings yet
- IQI RadiographyDocument3 pagesIQI RadiographyNatrajiNo ratings yet
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- Procedure for Radiographic Testing of Welded Steel JointsDocument30 pagesProcedure for Radiographic Testing of Welded Steel JointsG_ARVALIS8470No ratings yet
- SC Ut Sop - Upto 70 DiaDocument11 pagesSC Ut Sop - Upto 70 DiaSrinu GrandhalayamNo ratings yet
- NDE-Penetrant TestDocument2 pagesNDE-Penetrant TestCandy KendeeNo ratings yet
- Hardness TestDocument117 pagesHardness TestMohdHuzairiRusliNo ratings yet
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Ultrasonic Weld Examination ProcedureDocument16 pagesUltrasonic Weld Examination ProcedureramalingamNo ratings yet
- BK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsDocument69 pagesBK91 1310 CPF VED 003 QAC H03 0001 - A NDE Procedure For Centrifugal PumpsPanneer SelvamNo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- EN 15085 Program Evaluation TestDocument2 pagesEN 15085 Program Evaluation TestSatish KeskarNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
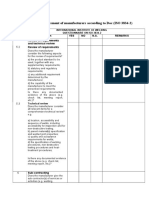
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Document5 pagesCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNo ratings yet
- DIN 17175-79 Seamless Steel Tubes Chemical CompositionsDocument0 pagesDIN 17175-79 Seamless Steel Tubes Chemical CompositionsAhmed SaadNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- Astm B 23 - 2000Document4 pagesAstm B 23 - 2000Ronel John Rodriguez CustodioNo ratings yet
- NDT of helically welded pipesDocument13 pagesNDT of helically welded pipes_ARCUL_No ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- PT ProcedureDocument18 pagesPT Procedureاباذر الدراجيNo ratings yet
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75No ratings yet
- WELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Document65 pagesWELDING INSPECTOR AWARENESS TRAINING ENG Rev00 31.12.2019Ethem Güngör100% (1)
- Iso 3834-2Document16 pagesIso 3834-2NONNE NaineNo ratings yet
- MM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTDocument27 pagesMM 88100 E r3 - ISO 17637 ISO 5817 - Algemeen - VTgueridi100% (2)
- JNK SOP for Weld Visual InspectionDocument17 pagesJNK SOP for Weld Visual InspectionAvishek GuptaNo ratings yet
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- Astm e 1742Document2 pagesAstm e 1742akun jeparaNo ratings yet
- Astm E2375Document2 pagesAstm E2375gregkilatonNo ratings yet
- Twi Training & Certification (S.E. Asia) SDN - BHDDocument1 pageTwi Training & Certification (S.E. Asia) SDN - BHDjasminneeNo ratings yet
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocument5 pagesSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNo ratings yet
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection ToolsVinoth RajendraNo ratings yet
- Dye Penetrant Inspection ProcedureDocument14 pagesDye Penetrant Inspection Proceduretankimsin100% (1)
- Comparison of NDT Methods and Their CostsDocument11 pagesComparison of NDT Methods and Their Costskailash100% (1)
- ANDTBF - 06 NDT Training SyllabusDocument34 pagesANDTBF - 06 NDT Training SyllabusHeidi CoxNo ratings yet
- Doosan NDE CastingDocument20 pagesDoosan NDE CastingvsnaiduqcNo ratings yet
- Report - Form - MT - PT - RT - Ut - Cal - 2015Document9 pagesReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNo ratings yet
- LPT Study Material LatestDocument53 pagesLPT Study Material LatestManish SinghNo ratings yet
- E1418 10Document6 pagesE1418 10Enrique AntonioNo ratings yet
- Shadesofgrey by Dr. KolblDocument1 pageShadesofgrey by Dr. KolblAnonymous JLrzWCNo ratings yet
- SOP For Dye Penetrant TestingDocument1 pageSOP For Dye Penetrant TestingDeepak Das100% (1)
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- Soviet Union State Standards: Official PublicationDocument22 pagesSoviet Union State Standards: Official PublicationFreddyNo ratings yet
- Interpretation of Weld RadiographsDocument8 pagesInterpretation of Weld RadiographsMyk MamykinNo ratings yet
- Process Piping Guide R2Document12 pagesProcess Piping Guide R2Edson Araga100% (1)
- Nde Procedure Magnetic Particle TestingDocument20 pagesNde Procedure Magnetic Particle Testingryan.s100% (1)
- Magnetic Particle Testing ProcedureDocument7 pagesMagnetic Particle Testing ProcedurekingstonNo ratings yet
- Martensitic SS Alloy MaterialsDocument1 pageMartensitic SS Alloy Materialsbhavin178No ratings yet
- Valve Material EquivalentsDocument3 pagesValve Material EquivalentstungxuanbrNo ratings yet
- Special Alloy Steel MaterialsDocument8 pagesSpecial Alloy Steel Materialsbhavin178No ratings yet
- Quality ManualDocument22 pagesQuality ManualRajeeb MohammedNo ratings yet
- Iso9001 Implementation Guide Final April2016Document12 pagesIso9001 Implementation Guide Final April2016mehra_rahul88No ratings yet
- Feeding Systems FosecoDocument12 pagesFeeding Systems Fosecobhavin178No ratings yet
- Is 276 2000 PDFDocument12 pagesIs 276 2000 PDFAlbin Moniago SimanjuntakNo ratings yet
- Quality ManualDocument22 pagesQuality ManualRajeeb MohammedNo ratings yet
- Tables - TechnicalProperties - EN 10088 PDFDocument24 pagesTables - TechnicalProperties - EN 10088 PDFeugenio.gutenbertNo ratings yet
- Steel Grades HandbookDocument6 pagesSteel Grades Handbookbhavin178No ratings yet
- ISO 9001:2015 Revision: September 2014Document11 pagesISO 9001:2015 Revision: September 2014Venkatesan KattappanNo ratings yet
- Carlson Tool Quality Manual October 17Document31 pagesCarlson Tool Quality Manual October 17Mahmoud KhalifaNo ratings yet
- DIN EN 1369 magnetic particle testing standardsDocument2 pagesDIN EN 1369 magnetic particle testing standardsbhavin178No ratings yet
- Carlson Tool Quality Manual October 17Document31 pagesCarlson Tool Quality Manual October 17Mahmoud KhalifaNo ratings yet
- Quality ManualDocument22 pagesQuality ManualRajeeb MohammedNo ratings yet
- Table A.2 - Image Quality Requirements For Testing Class B: BS EN 12681-1:2017Document1 pageTable A.2 - Image Quality Requirements For Testing Class B: BS EN 12681-1:2017bhavin178No ratings yet
- Iso9001 Implementation Guide Final April2016Document12 pagesIso9001 Implementation Guide Final April2016mehra_rahul88No ratings yet
- Iso9001 Implementation Guide Final April2016Document12 pagesIso9001 Implementation Guide Final April2016mehra_rahul88No ratings yet
- Annex D Severity Levels For Aluminium Alloy and Magnesium Alloy CastingsDocument2 pagesAnnex D Severity Levels For Aluminium Alloy and Magnesium Alloy Castingsbhavin178No ratings yet
- Quality Management System (QMS) ManualDocument28 pagesQuality Management System (QMS) Manualbhavin178100% (8)
- EN 1369:2012 (E) DIN EN 1369:2013-01: 5.2.1 GeneralDocument1 pageEN 1369:2012 (E) DIN EN 1369:2013-01: 5.2.1 Generalbhavin178100% (1)
- Quality ManualDocument22 pagesQuality ManualRajeeb MohammedNo ratings yet
- BS EN ISO 9934-1 Current CalculationDocument3 pagesBS EN ISO 9934-1 Current Calculationbhavin178No ratings yet
- SEO-optimized title for copper alloy casting acceptance criteriaDocument2 pagesSEO-optimized title for copper alloy casting acceptance criteriabhavin178No ratings yet
- BS EN ISO 9934-1-Type of MagnetizationDocument3 pagesBS EN ISO 9934-1-Type of Magnetizationbhavin178No ratings yet
- EN 12681-1-IQI - ClassADocument1 pageEN 12681-1-IQI - ClassAbhavin178No ratings yet
- BS EN ISO 9934-1 Current RectificationDocument1 pageBS EN ISO 9934-1 Current Rectificationbhavin178No ratings yet
- Normal Probe Defect DetectionDocument1 pageNormal Probe Defect Detectionbhavin178No ratings yet
- BS en 12681-1:2017Document2 pagesBS en 12681-1:2017bhavin178No ratings yet
- ISO 2400-Calibration Block No.1Document1 pageISO 2400-Calibration Block No.1bhavin178No ratings yet
- Design Guide Bc1 2012Document86 pagesDesign Guide Bc1 2012HengNo ratings yet
- Nordtest Doc Gen 010 FinalDocument8 pagesNordtest Doc Gen 010 FinalKjell TorgersenNo ratings yet
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- 2013 CAPP Lifting PracticesDocument64 pages2013 CAPP Lifting PracticesAhmed KhaledNo ratings yet
- FFPB-1.0.0 (Specification For Fabrication and Foaming of PiDocument8 pagesFFPB-1.0.0 (Specification For Fabrication and Foaming of PiHector MejiaNo ratings yet
- LPT ProcedureDocument6 pagesLPT Procedurevijay padaleNo ratings yet
- AGFA NDT Brochure PDFDocument52 pagesAGFA NDT Brochure PDFPP043No ratings yet
- BV NR 216Document236 pagesBV NR 216teacg100% (1)
- GS 142 4 PDFDocument23 pagesGS 142 4 PDFjast111No ratings yet
- 5111FA-Assessment Report-Shell & Roof Rev.1Document14 pages5111FA-Assessment Report-Shell & Roof Rev.1Hosam AhmedNo ratings yet
- Shop Drawing DetailingDocument51 pagesShop Drawing Detailinggraphicsman123No ratings yet
- CRJ200.SRM (38) .SRM57 72 00 01Document6 pagesCRJ200.SRM (38) .SRM57 72 00 01Dzmitry KavaliouNo ratings yet
- Measuring Thickness by Pulse-Echo Electromagnetic Acoustic Transducer (EMAT) MethodsDocument5 pagesMeasuring Thickness by Pulse-Echo Electromagnetic Acoustic Transducer (EMAT) MethodsVuong Tran VanNo ratings yet
- NDT Boiler Inspection ChecklistDocument12 pagesNDT Boiler Inspection Checklisttazzorro100% (1)
- Suspension Gear PaperDocument27 pagesSuspension Gear PaperSteve PennNo ratings yet
- Astm E1742 - E1742m-12 PDFDocument17 pagesAstm E1742 - E1742m-12 PDFNoelia ChNo ratings yet
- CV Aravind API InspectorDocument12 pagesCV Aravind API Inspectorநான் மகான் அல்லNo ratings yet
- 1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORDocument72 pages1101 - 1 Procedure For Radiography Rev 1 Dt.19!04!2017 ZORnathgsurendraNo ratings yet
- INSPECTION METHODS FOR RECOVERY BOILERSDocument13 pagesINSPECTION METHODS FOR RECOVERY BOILERSponnivalavans_994423No ratings yet
- Listado de ActualizacionDocument5 pagesListado de ActualizacionromancusNo ratings yet
- European Standard Norme Européenne Europäische Norm: Qualification Test of Welders - Fusion Welding - Part 6: Cast IronDocument24 pagesEuropean Standard Norme Européenne Europäische Norm: Qualification Test of Welders - Fusion Welding - Part 6: Cast IronUmur KaçamaklıNo ratings yet
- Lhs Epcmd 2 Qm00 FMT PP 002 - 03Document1 pageLhs Epcmd 2 Qm00 FMT PP 002 - 03Muthu AlaguRajNo ratings yet
- Measuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodDocument7 pagesMeasuring Thickness by Manual Ultrasonic Pulse-Echo Contact MethodROHITNo ratings yet
- PL-6220-1-ITP-001 Inspection and Test Plan (A)Document5 pagesPL-6220-1-ITP-001 Inspection and Test Plan (A)คุณพ่อน้อง บิ๊กบอสNo ratings yet
- BS en 12079-1-2006Document38 pagesBS en 12079-1-2006Mursalin Allin'k100% (1)
- NDT Xl-Ut-05.1 Babbit QualityDocument7 pagesNDT Xl-Ut-05.1 Babbit QualityRon KentNo ratings yet
- Astm e 1135Document5 pagesAstm e 1135KEN KNo ratings yet
- Business Plan ProjectDocument37 pagesBusiness Plan ProjectSidharth Trikha33% (3)
- Seamless and Welded Ferritic, Austenitic and Duplex Alloy Steel Condenser and Heat Exchanger Tubes With Integral FinsDocument4 pagesSeamless and Welded Ferritic, Austenitic and Duplex Alloy Steel Condenser and Heat Exchanger Tubes With Integral FinsMartuaHaojahanSaragihSidabutarNo ratings yet
- Ac7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Document25 pagesAc7114 Rev H Audit Criteria For Nondestructive Testing (NDT) To Be Used On-After Jan 25, 2015Nestor Czerwacki100% (1)