You might also like
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Gtaw 106Document2 pagesGtaw 106ganeshkumarg_1No ratings yet
- WPSDocument6 pagesWPSNur Wijianto100% (1)
- WPS (AsmeDocument8 pagesWPS (AsmeMohammad Elhedaby100% (6)
- Everything You Need to Know About Stainless Steel Welding Procedure SpecificationDocument6 pagesEverything You Need to Know About Stainless Steel Welding Procedure SpecificationDanem HalasNo ratings yet
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- WPS PQR-03Document12 pagesWPS PQR-03Ranjan KumarNo ratings yet
- PQR - 152Document3 pagesPQR - 152MAT-LIONNo ratings yet
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- A 36 WPSDocument2 pagesA 36 WPSNaqqash Sajid100% (1)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Document5 pagesWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- 6GR WPS PQRDocument15 pages6GR WPS PQRKiukStaks100% (6)
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- LBW WOPQ REV. 2010a Interactive FormDocument1 pageLBW WOPQ REV. 2010a Interactive Formcosmicbunny100% (1)
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- PQR & WPQ Standard Testing Parameter WorksheetDocument4 pagesPQR & WPQ Standard Testing Parameter WorksheetcosmicbunnyNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- AWS D1.1 - Example PQR & WPS DocumentsDocument4 pagesAWS D1.1 - Example PQR & WPS DocumentsPaul Cassells0% (1)
- Sample API 1104 WpsDocument6 pagesSample API 1104 Wpsjacquesmayol100% (2)
- WPS Sitelca S002Document2 pagesWPS Sitelca S002Jose Antonio GomezNo ratings yet
- PQR WPQ Witness Report LatestDocument1 pagePQR WPQ Witness Report LatestSatish KeskarNo ratings yet
- WPS PQR-08Document8 pagesWPS PQR-08Ranjan KumarNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Document2 pagesWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNo ratings yet
- Weldspec ASME PQRDocument2 pagesWeldspec ASME PQRSunil KumarNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- WPQR SMAW EN-2 - 30mm (Under Modification)Document2 pagesWPQR SMAW EN-2 - 30mm (Under Modification)Mohamed Reda HusseinNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- Gtaw WPQDocument3 pagesGtaw WPQMuhammadShabbirNo ratings yet
- WPQ Sample PrintoutDocument1 pageWPQ Sample PrintoutKannan VelNo ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Welder Qualification Test Certificate for Mohan ReddyDocument2 pagesWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- WPQ-1083 3G PDFDocument2 pagesWPQ-1083 3G PDFduendex360100% (1)
- WQT Record for Pipeline Welder QualificationDocument99 pagesWQT Record for Pipeline Welder QualificationVivek Jadhav100% (1)
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocument2 pagesWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- Aws d1.1 WPS, PQR & WQTDocument4 pagesAws d1.1 WPS, PQR & WQTWeld Bro SandeepNo ratings yet
- Welder Operators Qualification TestDocument2 pagesWelder Operators Qualification Testlokifarad100% (1)
- REGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRDocument2 pagesREGISTRO DE CALIFICACION DEL PROCEDIMIENTO (PQRAnonymous Xa5rkMZm9ZNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- PQRDocument3 pagesPQRnazirulhakimNo ratings yet
- Glycol Reboiler Still Welding Procedure Specification (PWPSDocument2 pagesGlycol Reboiler Still Welding Procedure Specification (PWPSstdshopNo ratings yet
- PQR Asme Template EDITABLEDocument6 pagesPQR Asme Template EDITABLErcpretoriusNo ratings yet
- PWPS For Piping-API 1104Document6 pagesPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- WPS For Structure Mild Steel Fillet WeldDocument2 pagesWPS For Structure Mild Steel Fillet WeldHarkesh Rajput76% (17)
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 pagesPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarNo ratings yet
- BK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldDocument2 pagesBK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldHarkesh RajputNo ratings yet
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Automatic, Manual, Machine, or Semi-Auto.Document10 pagesAutomatic, Manual, Machine, or Semi-Auto.ChE_MattNo ratings yet
- Mobil Oil Corporation Welding Procedure Specification: G. F. Letter MOC-109P 11/18/82 MOC-109P 0 11/18/82 Smaw ManualDocument2 pagesMobil Oil Corporation Welding Procedure Specification: G. F. Letter MOC-109P 11/18/82 MOC-109P 0 11/18/82 Smaw ManualRaymond de WeeverNo ratings yet
- WPS TITLEDocument2 pagesWPS TITLERichard Periyanayagam86% (14)
- Plates ASTM-A240 Gr 304LDocument6 pagesPlates ASTM-A240 Gr 304Labhishek198327No ratings yet
- MRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDocument5 pagesMRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDeepak100% (1)
- Homemade ManometerDocument8 pagesHomemade ManometerJuli AgusNo ratings yet
- ASNT LIII Anouncement May 2013Document5 pagesASNT LIII Anouncement May 2013Juli AgusNo ratings yet
- Course Brochure ApiDocument34 pagesCourse Brochure ApiJuli AgusNo ratings yet
- Welding Procedure Qualification FormDocument3 pagesWelding Procedure Qualification FormJuli AgusNo ratings yet
- Field Inspection Report Quality Control FormDocument1 pageField Inspection Report Quality Control FormJuli Agus100% (2)
- How a Coal Boiler Works: Combustion to Steam Generation in <40Document2 pagesHow a Coal Boiler Works: Combustion to Steam Generation in <40Chandra ShekarNo ratings yet
- ABB Conductivity CellDocument2 pagesABB Conductivity CellBhaskar KumarNo ratings yet
- 00 Pre-Laboratory NotesDocument13 pages00 Pre-Laboratory NotesAlberto Antonio Jr.No ratings yet
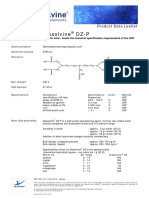
- Dissolvine DZ P PDLDocument2 pagesDissolvine DZ P PDLizzybjNo ratings yet
- Pipe Flow Analysis: Energy Equations for Incompressible FlowDocument16 pagesPipe Flow Analysis: Energy Equations for Incompressible FlownurulselangorNo ratings yet
- MSE Admission and Degree RequirementsDocument6 pagesMSE Admission and Degree Requirementsdeathbuddy_87No ratings yet
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument16 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingMarcoNo ratings yet
- Gas Reticulation Project Group 8Document13 pagesGas Reticulation Project Group 8Mohd Hafiz50% (2)
- Development and Validation of Bioanalytical Methods For Quantitative Analysis of Gefitinib by Using Uv-Visible SpectrophotometryDocument13 pagesDevelopment and Validation of Bioanalytical Methods For Quantitative Analysis of Gefitinib by Using Uv-Visible SpectrophotometryPamarthi TejaswiNo ratings yet
- Lordo PresentationDocument31 pagesLordo PresentationisleepinadrawerNo ratings yet
- Topical Tinctures: Submitted byDocument17 pagesTopical Tinctures: Submitted byAhmed Imran100% (1)
- ExperimentalDocument5 pagesExperimentalbabuNo ratings yet
- Biotech NotesDocument36 pagesBiotech NotesCatherine BasadreNo ratings yet
- Applied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurDocument19 pagesApplied Thermodynamics For Marine Systems Prof. P. K. Das Department of Mechanical Engineering Indian Institute of Technology, KharagpurTommyVercettiNo ratings yet
- Bollhoff Rivkle SFC Inserts For Composite Material Catalog PDFDocument5 pagesBollhoff Rivkle SFC Inserts For Composite Material Catalog PDFClifford BernardNo ratings yet
- Pressure Vessel Manual-M.asgaRZADEGANDocument79 pagesPressure Vessel Manual-M.asgaRZADEGANH BNo ratings yet
- Safety Data Sheet: Revision Date: 15/06/2012 According To (EC) No. 1907/2006 (REACH), Annex II - United Kingdom (UK)Document8 pagesSafety Data Sheet: Revision Date: 15/06/2012 According To (EC) No. 1907/2006 (REACH), Annex II - United Kingdom (UK)AmirmasoudNo ratings yet
- Procedure Development For Brazing Inconel 718 Honeycomb Sandwich StructuresDocument8 pagesProcedure Development For Brazing Inconel 718 Honeycomb Sandwich StructuresAchmad Arifudin HidayatullohNo ratings yet
- MBH Metals CatalogueDocument56 pagesMBH Metals CataloguetaichiNo ratings yet
- For Gas Testing Examination. Unit 1 Air CompositionDocument3 pagesFor Gas Testing Examination. Unit 1 Air CompositionAman KumarNo ratings yet
- Griha 12638Document25 pagesGriha 12638AmanDhimanNo ratings yet
- Oil Tanker FamiliarizationDocument57 pagesOil Tanker Familiarizationsnhz555100% (1)
- Embedding Media and TechniquesDocument8 pagesEmbedding Media and TechniquesAnnur HussainNo ratings yet
- MethanizerDocument1 pageMethanizerDaniv NguyenNo ratings yet
- Protein Synthesis EssayDocument5 pagesProtein Synthesis Essaymarybrownarlington100% (2)
- 6 1 UpDocument102 pages6 1 Upsoraandreea20No ratings yet
- Sweeper & Vacuum TruckDocument8 pagesSweeper & Vacuum TruckAfryanto BuliNo ratings yet
- Chemical Admixtures GuideDocument56 pagesChemical Admixtures Guidefhsn84No ratings yet
- Activated Charcoal Adsorption of Acetic AcidDocument9 pagesActivated Charcoal Adsorption of Acetic AcidNkugwa Mark William67% (3)
- API 570 practice test questionsDocument2 pagesAPI 570 practice test questionstipu321100% (3)
- MSDS 419 BulkDocument3 pagesMSDS 419 BulkEliasNo ratings yet