You might also like
- Ni-Resist Alloy Properties and Applications GuideDocument40 pagesNi-Resist Alloy Properties and Applications GuidePrasad Aher100% (1)
- Stainless Steel AOD Operation and Slag OptimisationDocument41 pagesStainless Steel AOD Operation and Slag OptimisationRamiz Shaikh100% (1)
- Aluminum Grades Series 1xxxDocument2 pagesAluminum Grades Series 1xxxsamantha_perera8368No ratings yet
- O HC HCDocument101 pagesO HC HCIndustrial Infra Jobs100% (1)
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Cast IronDocument15 pagesCast IronJohnNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- Pollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Document14 pagesPollution Prevention Technology Profile Trivalent Chromium Replacements For Hexavalent Chromium Plating November 18, 2003Will PetitNo ratings yet
- Metallographic EtchantsDocument2 pagesMetallographic Etchantsprabhatkumar_6657012100% (1)
- GBA's Guide to Selecting Flare Tip MaterialsDocument2 pagesGBA's Guide to Selecting Flare Tip MaterialsDpto SSO SimbioNo ratings yet
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocument2 pagesZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16No ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- 1.the Basics of Ferrous MetallurgyDocument83 pages1.the Basics of Ferrous MetallurgyfenasikerimNo ratings yet
- Factors Influencing The Recovery and Addition of MagnesiumDocument4 pagesFactors Influencing The Recovery and Addition of Magnesiumarnaldorcr8646No ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Steel CleanlinessDocument22 pagesSteel CleanlinessfondershellNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Back to BASICS: Nitrogen fissures defects in iron castingsDocument2 pagesBack to BASICS: Nitrogen fissures defects in iron castingsJustin DixonNo ratings yet
- SMS Casting BreakoutsDocument20 pagesSMS Casting BreakoutsShubham KaushikNo ratings yet
- MicrostructuresDocument10 pagesMicrostructuresErin BarryNo ratings yet
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- Composition of Grey Cast IronDocument2 pagesComposition of Grey Cast IronPranil GhatageNo ratings yet
- Gray Iron Foundries Produce High-Strength CastingsDocument20 pagesGray Iron Foundries Produce High-Strength Castingsbebe3838No ratings yet
- Study Data of Passivation - of - Zinc PDFDocument11 pagesStudy Data of Passivation - of - Zinc PDFvkmsNo ratings yet
- Gray Cast Iron-1Document18 pagesGray Cast Iron-1ManicharanNo ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Meeting legislation and exceeding performance with trivalent passivation systemsDocument2 pagesMeeting legislation and exceeding performance with trivalent passivation systemskarthegreNo ratings yet
- Acid ZincDocument27 pagesAcid ZincHacı OsmanNo ratings yet
- Casting Steel Alloys PDFDocument6 pagesCasting Steel Alloys PDFIAmaeyNo ratings yet
- ELMAGDocument2 pagesELMAGthomazfabricioNo ratings yet
- Cast Iron MicrostructuresDocument41 pagesCast Iron MicrostructuresNeo TarunNo ratings yet
- Precipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticDocument3 pagesPrecipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticClaudia MmsNo ratings yet
- Safecoat Hard AnodizingDocument47 pagesSafecoat Hard AnodizingyahsooyNo ratings yet
- Gray IronDocument9 pagesGray Ironiamraghu2309No ratings yet
- Cold Mounting EnglishpdfDocument6 pagesCold Mounting EnglishpdfJorge BonillaNo ratings yet
- Feeding Systems Product DatasheetDocument6 pagesFeeding Systems Product DatasheetSachin KumbharNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- PoDFA Flyer and Spec SheetDocument6 pagesPoDFA Flyer and Spec SheetAmmarNo ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Decorative Chromium PlatingDocument8 pagesDecorative Chromium Platingcauthon82No ratings yet
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- Electro Plating General TheoriesDocument10 pagesElectro Plating General TheoriesSathiyaPrakashNo ratings yet
- Shielded Metal Arc Welding: by Lakhveer SinghDocument77 pagesShielded Metal Arc Welding: by Lakhveer Singhਲਖਵੀਰ ਸਿੰਘ ਖਾਨਾNo ratings yet
- Ferroalloy Storage Bin DesignDocument2 pagesFerroalloy Storage Bin Designarnaldorcr8646No ratings yet
- Bright Chrome HR 75Document12 pagesBright Chrome HR 75Ringga sonifaNo ratings yet
- Trivalent Chromium Passivation - 27!04!11Document7 pagesTrivalent Chromium Passivation - 27!04!11smallik3No ratings yet
- Al B Ti (Aluminum Boron Titanium)Document2 pagesAl B Ti (Aluminum Boron Titanium)Kaan BulutNo ratings yet
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeFrom EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNo ratings yet
- MS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingDocument27 pagesMS-014 - Steel Structuer Erection Work - Lifeline and ScaffoldingJessie PimentelNo ratings yet
- Mechanical Insulation Design GuideDocument11 pagesMechanical Insulation Design GuideJessie PimentelNo ratings yet
- Handling & Storage Procedure For Welding Consumables - W455Document6 pagesHandling & Storage Procedure For Welding Consumables - W455Jessie PimentelNo ratings yet
- Piping QuestionnairesDocument4 pagesPiping QuestionnairesJessie PimentelNo ratings yet
- Mechanical Insulation Design Guide IntroductionDocument8 pagesMechanical Insulation Design Guide IntroductionJessie PimentelNo ratings yet
- Mechanical Insulation Design Guide IntroductionDocument8 pagesMechanical Insulation Design Guide IntroductionJessie PimentelNo ratings yet
- 1Document37 pages1Sharat ChandraNo ratings yet
- Pressure Test ProcedureDocument53 pagesPressure Test ProcedureJessie PimentelNo ratings yet
- MagnesiumDocument3 pagesMagnesiumJessie PimentelNo ratings yet
- Guide To Storage Tanks and Equipment Part 1Document296 pagesGuide To Storage Tanks and Equipment Part 1Huno Rammlig90% (68)
- Pfi-Es-3 (2000) PDFDocument4 pagesPfi-Es-3 (2000) PDFBarnum Pebble Darrel100% (1)
- Coating Reference HandbookDocument145 pagesCoating Reference HandbookJessie Pimentel100% (4)
- How To Check Pre Alignment MotorDocument6 pagesHow To Check Pre Alignment MotorJessie PimentelNo ratings yet
- Stainless Steel GuideDocument22 pagesStainless Steel Guideasfarjee67% (6)
- ManganeseDocument7 pagesManganeseJessie PimentelNo ratings yet
- Heat Tracing InsulationDocument8 pagesHeat Tracing InsulationJessie PimentelNo ratings yet
- Inspection ToolsDocument6 pagesInspection ToolsJessie PimentelNo ratings yet
- Pipe Schedule SizeDocument1 pagePipe Schedule SizeJessie PimentelNo ratings yet
- The Duties of The Welding InspectorDocument2 pagesThe Duties of The Welding InspectorJessie PimentelNo ratings yet
- Pipe Fitting DimensionDocument39 pagesPipe Fitting DimensionJessie PimentelNo ratings yet
- Glossary For InsulationDocument32 pagesGlossary For InsulationJessie PimentelNo ratings yet
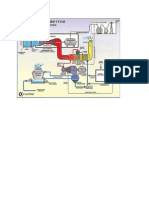
- Gas Turbine CycleDocument1 pageGas Turbine CycleJessie PimentelNo ratings yet
- Insulation GuideDocument5 pagesInsulation GuideJessie PimentelNo ratings yet
- Micaceous Iron OxideDocument2 pagesMicaceous Iron OxideJessie Pimentel100% (1)
- Chem 2 Chemistry in Your World 2nd Edition Hogg Solutions ManualDocument35 pagesChem 2 Chemistry in Your World 2nd Edition Hogg Solutions Manualcriedhieraticoxqs100% (24)
- B42 - Midterm10w CH 15-16-17-1Document7 pagesB42 - Midterm10w CH 15-16-17-1Siao Ryan YangNo ratings yet
- Bio Process Problem 1Document1 pageBio Process Problem 1AshenafiNo ratings yet
- Brochure - Eu Standard Equipment For Commercial Kitchens v1.0 En-WebDocument4 pagesBrochure - Eu Standard Equipment For Commercial Kitchens v1.0 En-WebalanatoraNo ratings yet
- Formulation Development and Evaluation of Sustained Release Tablets of AceclofenacDocument128 pagesFormulation Development and Evaluation of Sustained Release Tablets of Aceclofenacraju narayana padala0% (1)
- Material Report: Compound Data SheetDocument3 pagesMaterial Report: Compound Data SheetRanja SarkarNo ratings yet
- Calculation of Heat and Mass BalanceDocument18 pagesCalculation of Heat and Mass BalanceJitendra Bhatia100% (3)
- BS en 12255-14-2003-12 Wastewater Treatment Plants-Part 14 DisinfectionDocument16 pagesBS en 12255-14-2003-12 Wastewater Treatment Plants-Part 14 DisinfectionAbey VettoorNo ratings yet
- Flow Sensor Technical Guide BookDocument20 pagesFlow Sensor Technical Guide Books12originalNo ratings yet
- C7015 Infrarroja PDFDocument16 pagesC7015 Infrarroja PDFAlfredo Mitzi HernandezNo ratings yet
- Energy and FluctuationDocument10 pagesEnergy and Fluctuationwalid Ait MazouzNo ratings yet
- Timber: Civil Engineering MaterialDocument47 pagesTimber: Civil Engineering MaterialSamirsinh ParmarNo ratings yet
- DownloadDocument16 pagesDownloadAmiirah MuddhooNo ratings yet
- Uponor PEX Plumbing Solutions GuideDocument73 pagesUponor PEX Plumbing Solutions GuideMaxmore Karumamupiyo100% (1)
- Determination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseDocument6 pagesDetermination of Relative Fluorescence Quantum Yield Using The Agilent Cary EclipseRosinaldo AparicioNo ratings yet
- Safety Management in Oil & Gas Industry ReportDocument10 pagesSafety Management in Oil & Gas Industry ReportZayn AhmedNo ratings yet
- One Dimensional Steady State Conduction: By: Taz 1Document52 pagesOne Dimensional Steady State Conduction: By: Taz 1Adam AndualemNo ratings yet
- Notice IchloreDocument228 pagesNotice IchloreHervé MunozNo ratings yet
- Solomons Testbank1 Struktur Bindn + SvarDocument7 pagesSolomons Testbank1 Struktur Bindn + SvarTahirat NasiruNo ratings yet
- Halal Questionnaire SummaryDocument7 pagesHalal Questionnaire SummarySony GausNo ratings yet
- DicyanineDocument4 pagesDicyanineHennie Namløs ThorneNo ratings yet
- Amity Solid State and Electrochemistry HOTSDocument11 pagesAmity Solid State and Electrochemistry HOTSRaja BabuNo ratings yet
- Am95 PDFDocument43 pagesAm95 PDFgarridolopezNo ratings yet
- Carbonyl CompoundsDocument34 pagesCarbonyl CompoundsprinceNo ratings yet
- Hydrogen IcsDocument16 pagesHydrogen IcsVũ PhươngNo ratings yet
- Khaled El Deeb Aquence 866 Process - ManualDocument39 pagesKhaled El Deeb Aquence 866 Process - ManualNew Wrld100% (1)
- Innovative Use of Recycled Tyres in Civil Engineering ApplicDocument73 pagesInnovative Use of Recycled Tyres in Civil Engineering Applicparasgandhi187874100% (5)
- Polymer CapacitorDocument19 pagesPolymer CapacitorGilberto ManhattanNo ratings yet
- OEP TopicsDocument2 pagesOEP TopicsChemical Engg.No ratings yet
- Sircal Product BrochureDocument1 pageSircal Product Brochuresaleem malikNo ratings yet