You might also like
- DES BÂTIMENTS POUR LE RÉSEAU H0 Compte-Rendu de Montage D'une Grue Portuaire MKB Par Philippe VÉPIERRE/ CORAIL76Document7 pagesDES BÂTIMENTS POUR LE RÉSEAU H0 Compte-Rendu de Montage D'une Grue Portuaire MKB Par Philippe VÉPIERRE/ CORAIL76Philippe Vepierre100% (1)
- Guide D'initiation Au Moulage Par InjectionDocument9 pagesGuide D'initiation Au Moulage Par InjectionCad QuestNo ratings yet
- Fabriquer Ses CIDocument16 pagesFabriquer Ses CIMohamed MakhadNo ratings yet
- Etau de Modelisme PDFDocument2 pagesEtau de Modelisme PDFDanaNo ratings yet
- Etau de Modeliste PDFDocument2 pagesEtau de Modeliste PDFStephanie0% (1)
- M06 Fabrication Et Usinage-BTP-MADocument115 pagesM06 Fabrication Et Usinage-BTP-MAbouraada100% (2)
- L'ETAT de L'ART de Systeme - Problematique Et ObjectifsDocument12 pagesL'ETAT de L'ART de Systeme - Problematique Et ObjectifsAbdesselam SiempreNo ratings yet
- Arret de BétonnageDocument5 pagesArret de BétonnageEren Musab OnderNo ratings yet
- TP1Document7 pagesTP1Maha BouattourNo ratings yet
- Rapport FinaleDocument27 pagesRapport FinaleYassine Aallalou100% (1)
- 36 Construire Son Organigramme de Cles Hierarchisees ABLOY PDocument24 pages36 Construire Son Organigramme de Cles Hierarchisees ABLOY PhemeraudeNo ratings yet
- 2029 Mod 4 Concevoir Un Produit InjectéDocument149 pages2029 Mod 4 Concevoir Un Produit InjectéKhalid Amellal100% (1)
- BienDebuterCMS PDFDocument28 pagesBienDebuterCMS PDFVincent BixenteNo ratings yet
- Robot SoudureDocument3 pagesRobot SoudureRachida Jaziri Ep MahouachiNo ratings yet
- Electronique - Bases - Realisation CI - VeroboardDocument6 pagesElectronique - Bases - Realisation CI - VeroboardFrédéric QuérinjeanNo ratings yet
- Pfe GC 0303Document114 pagesPfe GC 0303saloua88No ratings yet
- Dossier PergolaDocument97 pagesDossier PergolaTendNo ratings yet
- Modélisme Ferroviaire À L'échelle HO. Réparer La Casse À Peu de Frais.Document14 pagesModélisme Ferroviaire À L'échelle HO. Réparer La Casse À Peu de Frais.Philippe Vepierre100% (6)
- MODÉLISME FERROVIAIRE À L'échelle HO. Des Bâtiments Pour Nos Réseaux. CR de Montage D'un Bâtiment Industriel MKB. Par Philippe VÉPIERREDocument9 pagesMODÉLISME FERROVIAIRE À L'échelle HO. Des Bâtiments Pour Nos Réseaux. CR de Montage D'un Bâtiment Industriel MKB. Par Philippe VÉPIERREPhilippe VepierreNo ratings yet
- 77988821240Document3 pages77988821240savassiserge2001No ratings yet
- Bartec Liasons de Armatures Documentation PDFDocument28 pagesBartec Liasons de Armatures Documentation PDFnabaeisNo ratings yet
- Compte rendu TP soudure Victor ALIXDocument5 pagesCompte rendu TP soudure Victor ALIXvictoralix34No ratings yet
- Préparation K&B Et VécoDocument3 pagesPréparation K&B Et VécovintagerccarNo ratings yet
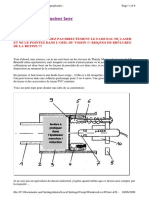
- Tutorial de Fabrication D'un Collimateur LaserDocument9 pagesTutorial de Fabrication D'un Collimateur LaserJose ArrozalesNo ratings yet
- Cabosser Les Wagons À Ranchers Par Hervé Leclère. CORAIL76Document15 pagesCabosser Les Wagons À Ranchers Par Hervé Leclère. CORAIL76Philippe Vepierre100% (1)
- Rapport Carter de Drone 2020Document29 pagesRapport Carter de Drone 2020Zackary KhoumchaneNo ratings yet
- Bien Debut Er CmsDocument28 pagesBien Debut Er CmsPalou100% (1)
- FABRICATION MECANIQUE PARTIE1.ppsxDocument25 pagesFABRICATION MECANIQUE PARTIE1.ppsxSaidNo ratings yet
- SuivientrepriseDocument27 pagesSuivientrepriseJEAN MARC SIMONo ratings yet
- Exemple Rapport U5Document72 pagesExemple Rapport U5harryemery2003No ratings yet
- TP Conception Concept TenségritéDocument4 pagesTP Conception Concept Tenségritét mxrNo ratings yet
- Fil Chaud MorelDocument13 pagesFil Chaud MorelCarlos RamirezNo ratings yet
- ALIX_Victor_A1_livrable sae2.2Document11 pagesALIX_Victor_A1_livrable sae2.2victoralix34No ratings yet
- GJD Paper - Design Improvements For Selective Soldering Assemblies 12-9-2015 (25411)Document9 pagesGJD Paper - Design Improvements For Selective Soldering Assemblies 12-9-2015 (25411)Merzouq IngNo ratings yet
- Rapport Pfe BardouxDocument69 pagesRapport Pfe BardouxMourad TajNo ratings yet
- Construisez Votre Terrasse en Bois Vous-Meme-Tome 3-Les Structures-Edition 3 PDFDocument117 pagesConstruisez Votre Terrasse en Bois Vous-Meme-Tome 3-Les Structures-Edition 3 PDFGilles VERRIERENo ratings yet
- Comment Fabriquer Vos Circuits Imprimés FacilementDocument3 pagesComment Fabriquer Vos Circuits Imprimés FacilementelouadilNo ratings yet
- Rapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissageDocument48 pagesRapport de Stage: Etude Et Conception D'une Autocuiseur Avec Ses Outils D'emboutissagenoussayba elkhadarNo ratings yet
- Les Attelages À Élongation (2) - VariantesDocument20 pagesLes Attelages À Élongation (2) - VariantesPhilippe VepierreNo ratings yet
- Cours Sur La StandardisationDocument3 pagesCours Sur La StandardisationMonsieurProfNo ratings yet
- Catenaire 25 KV en N - Partie 2Document51 pagesCatenaire 25 KV en N - Partie 2Floyd. BNo ratings yet
- Réglage Et Lancement D'uneDocument116 pagesRéglage Et Lancement D'unentayoub50% (2)
- Amélioration BB63000 PikoDocument7 pagesAmélioration BB63000 Pikoremi.salenbienNo ratings yet
- Techno Power Point Page de NotesDocument4 pagesTechno Power Point Page de NotesBelharizi HakilNo ratings yet
- 0157F09 - Techniques D'assemblage Mécanique PDFDocument2 pages0157F09 - Techniques D'assemblage Mécanique PDFSCORSAM1No ratings yet
- Livre - Blanc - Decouvrez Nos 12 Conseils Essentiels de ConceptionDocument21 pagesLivre - Blanc - Decouvrez Nos 12 Conseils Essentiels de ConceptionthiervelinNo ratings yet
- Guide Injection Plastique Plastisem-ConvertiDocument60 pagesGuide Injection Plastique Plastisem-Convertiagrebi mohamedNo ratings yet
- Transformation Des MetauxDocument28 pagesTransformation Des MetauxMounir DouggazNo ratings yet
- Modes Opératoires Des Travaux de Gros OeuvreDocument68 pagesModes Opératoires Des Travaux de Gros OeuvreRabah Ahmed77% (13)
- Technique Beton Systemes D Armatures Et de Dilatation Section 2 2016Document11 pagesTechnique Beton Systemes D Armatures Et de Dilatation Section 2 2016moug_thNo ratings yet
- Types de FraisesDocument7 pagesTypes de FraisesRaphaellaNo ratings yet
- TP Imprimante3dDocument14 pagesTP Imprimante3dGregory BerlemontNo ratings yet
- TP FabricationDocument13 pagesTP Fabricationbouzayennour11No ratings yet
- Fuzz FactoryDocument48 pagesFuzz FactoryDaxel QuilodranNo ratings yet
- M8 - Fabrication de Pièces de Renovation en Mécanique GénéraleDocument76 pagesM8 - Fabrication de Pièces de Renovation en Mécanique Généraleadjoudj100% (1)
- ALIX_Victor_A1_livrable sae2.1Document11 pagesALIX_Victor_A1_livrable sae2.1victoralix34No ratings yet
- Dépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DFrom EverandDépannage de l'impression 3D: Le manuel complet pour un dépannage rapide et facile de l'impression FDM 3DNo ratings yet
- Conception & Modélisation CAO: Le guide ultime du débutantFrom EverandConception & Modélisation CAO: Le guide ultime du débutantRating: 5 out of 5 stars5/5 (2)
- Marquage À ChaudDocument5 pagesMarquage À ChaudNicolas TETARDNo ratings yet
- PET Semi CristallinDocument3 pagesPET Semi CristallinNicolas TETARD100% (1)
- PBT30GFDocument3 pagesPBT30GFNicolas TETARD100% (2)
- Acier RessortDocument1 pageAcier RessortNicolas TETARDNo ratings yet
- Inox FerritiqueDocument1 pageInox FerritiqueNicolas TETARD100% (2)
- ABSDocument3 pagesABSNicolas TETARD100% (3)
- Inox MartensitiqueDocument1 pageInox MartensitiqueNicolas TETARDNo ratings yet
- L'Homme & Son MilieuDocument7 pagesL'Homme & Son MilieuNicolas TETARDNo ratings yet
- Inox AustenitiqueDocument1 pageInox AustenitiqueNicolas TETARD100% (3)
- GalvaniqueDocument1 pageGalvaniqueNicolas TETARD100% (1)
- Chapitre 3 PortiquesDocument11 pagesChapitre 3 PortiquesSouhaiel AjmiNo ratings yet
- 3.16d - StructureDocument45 pages3.16d - StructureMourad SeloughaNo ratings yet
- Chapitre VIII Rivetage PDFDocument5 pagesChapitre VIII Rivetage PDFdz film100% (1)
- EDM3Document8 pagesEDM3mezyan reggaiNo ratings yet
- Construction Métallique: Rédiger ParDocument50 pagesConstruction Métallique: Rédiger ParSoufiane bouassooulNo ratings yet
- Fascicule 3 Ba Ba Des Exigences Sur ChantierDocument25 pagesFascicule 3 Ba Ba Des Exigences Sur ChantierbastopheNo ratings yet
- Cours de Béton PrécontrainteDocument98 pagesCours de Béton PrécontraintechouidiNo ratings yet
- Formation Soudure UltrasonsDocument33 pagesFormation Soudure UltrasonsHichamNo ratings yet
- 3 - Pathologie Et Entretien Des Ouvrages Métalliques (HAFILI Oualid - EHTP - IT)Document68 pages3 - Pathologie Et Entretien Des Ouvrages Métalliques (HAFILI Oualid - EHTP - IT)hasna zahriNo ratings yet
- Cours-Construction-mécanique Maint PDFDocument21 pagesCours-Construction-mécanique Maint PDFWalid BoussoufaNo ratings yet
- Rivetage 1Document3 pagesRivetage 1Aziz KaboreNo ratings yet
- Assemblages Et Tribo - Assemblages MécaniquesDocument12 pagesAssemblages Et Tribo - Assemblages MécaniquesdjalikadjouNo ratings yet
- Capteur PMHDocument7 pagesCapteur PMHBerrefas AhmedNo ratings yet
- Le Dessin Densemble e Clé+Pour+FiltreDocument3 pagesLe Dessin Densemble e Clé+Pour+FiltreMohamed Aziz GhorbelNo ratings yet
- Catalogue CalorifugeurDocument44 pagesCatalogue CalorifugeurLesmary MavoungouNo ratings yet
- L.Aerts - Elements Pratiques de Résistance Des MatériauxDocument247 pagesL.Aerts - Elements Pratiques de Résistance Des Matériauxbelgam2No ratings yet
- MICROCAR MC1-MC2 - Notice Technique D'atelier - 2007-07 - FRDocument115 pagesMICROCAR MC1-MC2 - Notice Technique D'atelier - 2007-07 - FRLECLERCQ100% (2)
- Evaluation Liaison Complte Elments FiletsDocument4 pagesEvaluation Liaison Complte Elments FiletsAnonymous ljWszRodqNo ratings yet
- Assemblages Par Doubles Cornieres - 00 PDFDocument17 pagesAssemblages Par Doubles Cornieres - 00 PDFADNANE HANOUN100% (2)
- Exercice Cisaillement Sujet 2Document2 pagesExercice Cisaillement Sujet 2Minas Jan0% (2)
- ATT - 21 027 - V1 - COPANEL Ossature Bois Et MetalDocument72 pagesATT - 21 027 - V1 - COPANEL Ossature Bois Et Metalactpbat actpbatNo ratings yet
- Changement de La CapoteDocument26 pagesChangement de La CapoteRossi56100% (1)
- Outillage ManuelDocument318 pagesOutillage ManuelABIRADAMNo ratings yet
- Normes Fixation Recherche - DinDocument5 pagesNormes Fixation Recherche - DinclementNo ratings yet
- Triporteur Manuel de FabricationDocument56 pagesTriporteur Manuel de Fabricationmeher kanzoulNo ratings yet
- DTU 32.1 Construction Métallique Charpente en Acier PDFDocument19 pagesDTU 32.1 Construction Métallique Charpente en Acier PDFtissdruss67% (3)
- GSE OA MétlDocument23 pagesGSE OA MétlPFENo ratings yet
- Serre Autonome Connecteev2Document59 pagesSerre Autonome Connecteev2AMEL REBBOUCHENo ratings yet
- RemontageDocument2 pagesRemontageduduleNo ratings yet
- Cours Elements DassemblagesDocument33 pagesCours Elements DassemblagesRahim armadNo ratings yet