You might also like
- Acom06 - 2 Oxidation of S35315 in Water Vapor Containing Atmospheres Under Cyclic & Isothermal ConditionsDocument19 pagesAcom06 - 2 Oxidation of S35315 in Water Vapor Containing Atmospheres Under Cyclic & Isothermal Conditionspipedown456No ratings yet
- Sandvik SS GradesDocument3 pagesSandvik SS Gradespipedown456No ratings yet
- Families of Stainless SteelDocument8 pagesFamilies of Stainless Steelpipedown456No ratings yet
- Acom85 - 1 Weight Optimization in Offshore Construction PDFDocument8 pagesAcom85 - 1 Weight Optimization in Offshore Construction PDFpipedown456No ratings yet
- Technical Data: Blue SheetDocument10 pagesTechnical Data: Blue Sheetpipedown456No ratings yet
- AVESTA CORROSION MANAGMENT: Corrosion Engineering of High Pressure Piping in RO-PlantsDocument8 pagesAVESTA CORROSION MANAGMENT: Corrosion Engineering of High Pressure Piping in RO-Plantspipedown456No ratings yet
- Acom86 - 1+2 Engineering Properties of Duplex SS (2205, 2307) PDFDocument24 pagesAcom86 - 1+2 Engineering Properties of Duplex SS (2205, 2307) PDFpipedown456No ratings yet
- Acom85 - 2 Oxidation Kinetics of Heat Resistant Alloys Part I+IIDocument12 pagesAcom85 - 2 Oxidation Kinetics of Heat Resistant Alloys Part I+IIpipedown456No ratings yet
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456No ratings yet
- Acom85 - 3 Optimization of High-Pressure Piping in Reverse Osmosis Plants (254 SMO)Document8 pagesAcom85 - 3 Optimization of High-Pressure Piping in Reverse Osmosis Plants (254 SMO)pipedown456No ratings yet
- AL 316 - 317dataDocument14 pagesAL 316 - 317dataClaudia MmsNo ratings yet
- 316 TiDocument4 pages316 Tithomas_v501925No ratings yet
- RA151 28pgDocument31 pagesRA151 28pgpipedown456No ratings yet
- Avesta 2205-Hx Ac/Dc: Covered ElectrodesDocument1 pageAvesta 2205-Hx Ac/Dc: Covered Electrodespipedown456No ratings yet
- Avesta 10030 - Type2205Document11 pagesAvesta 10030 - Type2205pipedown456No ratings yet
- Introduction To The Family of Stainless SteelsDocument29 pagesIntroduction To The Family of Stainless Steelspipedown456No ratings yet
- Avesta 2205 VDX Ac DCDocument1 pageAvesta 2205 VDX Ac DCpipedown456No ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- Ferritic Grade 1.4509Document1 pageFerritic Grade 1.4509pipedown456No ratings yet
- Remanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La CarteDocument36 pagesRemanit: Stainless, Acid and Heat-Resistant Special Steel Grades À La Cartepipedown456No ratings yet
- Allegheny High Perf AlloysDocument8 pagesAllegheny High Perf Alloyspipedown456No ratings yet
- SANDVIK What Is Stainless SteelDocument7 pagesSANDVIK What Is Stainless Steelpipedown456No ratings yet
- Stainless Steel 304 Product InfoDocument1 pageStainless Steel 304 Product Infoarunava001No ratings yet
- EN 1.4521 Ferritic Stainless Steel Product InformationDocument1 pageEN 1.4521 Ferritic Stainless Steel Product Informationpipedown456No ratings yet
- Austenitic ST - St. 1.4372 (AISI 201)Document1 pageAustenitic ST - St. 1.4372 (AISI 201)pipedown456No ratings yet
- Nitrogen Bearing Steels & SSDocument7 pagesNitrogen Bearing Steels & SSpipedown456No ratings yet
- All Outokumpu SS GradesDocument1 pageAll Outokumpu SS Gradespipedown456No ratings yet
- CSI SS GuideDocument22 pagesCSI SS Guidepipedown456No ratings yet
- The Development of Stainless Steel: by An Unknown WriterDocument2 pagesThe Development of Stainless Steel: by An Unknown Writerpipedown456No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Methods, Processes & Equipment Involved in ManufacturingDocument83 pagesMethods, Processes & Equipment Involved in ManufacturingCherry Obias100% (1)
- Geopolymer ConcreteDocument4 pagesGeopolymer ConcreteJone BarrientosNo ratings yet
- SAMANCORDocument14 pagesSAMANCORpassionNo ratings yet
- Design and DetailingDocument87 pagesDesign and DetailingFashmina MohamedNo ratings yet
- Electrolytic CellDocument24 pagesElectrolytic CellIntani Mundiartasari100% (1)
- Industry Profile: CommodityDocument12 pagesIndustry Profile: CommoditySaidi ReddyNo ratings yet
- Metallic Coagents For Rubber To Metal AdhesionDocument7 pagesMetallic Coagents For Rubber To Metal AdhesionHuỳnh TGNo ratings yet
- Copper, Bronze, IronDocument15 pagesCopper, Bronze, IronDerick BrinNo ratings yet
- Indian Minerals Yearbook 2019: 58 EditionDocument7 pagesIndian Minerals Yearbook 2019: 58 Editionrajeshreddy kalvaNo ratings yet
- Underhand Cut and Fill Mining As Practiced in Therr Deeo Hard Rock Mines in The Unired States PDFDocument11 pagesUnderhand Cut and Fill Mining As Practiced in Therr Deeo Hard Rock Mines in The Unired States PDFwcamilo015No ratings yet
- CSIR Chemical Sciences Solved December 2012Document57 pagesCSIR Chemical Sciences Solved December 2012Srinidhi A BelieverNo ratings yet
- Split Pattern of Green Sand Molding and Hollow Casting ProductionDocument11 pagesSplit Pattern of Green Sand Molding and Hollow Casting ProductionJorge Sánchez100% (2)
- Comparative Analysis of Public and Private Sector Steel Companies in IndiaDocument47 pagesComparative Analysis of Public and Private Sector Steel Companies in IndiaGaurav TripathiNo ratings yet
- Saer 5974 PDFDocument31 pagesSaer 5974 PDFZhiguo YangNo ratings yet
- Effect of Welding Current On The Mechanical and StructuralDocument8 pagesEffect of Welding Current On The Mechanical and StructuralBhramandhikaNalendraGhuptaNo ratings yet
- BoilerDocument18 pagesBoilerAnuj DubeyNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- Stainless Steel Alloy Guide for Temperature & Corrosion ResistanceDocument2 pagesStainless Steel Alloy Guide for Temperature & Corrosion ResistancejohnNo ratings yet
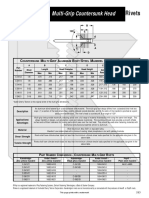
- Rivets Multi Grip CountersunkDocument1 pageRivets Multi Grip CountersunkIsrael OluwagbemiNo ratings yet
- 10th-C Chapter 12 Re-TestDocument2 pages10th-C Chapter 12 Re-TestWasim NawazNo ratings yet
- Cast Iron Pipe Fittings Corrosion AnalysisDocument6 pagesCast Iron Pipe Fittings Corrosion AnalysisTeby RodoNo ratings yet
- 10 1113 02 4RP AFP tcm143-520229Document20 pages10 1113 02 4RP AFP tcm143-520229FauziaNabeelNo ratings yet
- Chemical Quality of TMT Bars: View Previous Topic View Next TopicDocument6 pagesChemical Quality of TMT Bars: View Previous Topic View Next Topicpatrik710No ratings yet
- Controlling Hazardous Fumes and Gases During WeldingDocument2 pagesControlling Hazardous Fumes and Gases During WeldingMohd MustafhaNo ratings yet
- D2P2 IECExConf2014 Thurnherr PDFDocument88 pagesD2P2 IECExConf2014 Thurnherr PDFMakiberNo ratings yet
- Youngevity Family of Supplements.Document1 pageYoungevity Family of Supplements.Anonymous NXon1tNo ratings yet
- Ceramics Manufacturing Process: Bastro, Richelle Valerie G. Matuog, Paul DDocument18 pagesCeramics Manufacturing Process: Bastro, Richelle Valerie G. Matuog, Paul DValerie Gener Bastro100% (1)
- What Is The Best Method For Cleaning Glassware?Document3 pagesWhat Is The Best Method For Cleaning Glassware?Muhammad YaseenNo ratings yet
- 11 Physics Chapter 10 Assignment 5Document2 pages11 Physics Chapter 10 Assignment 5nellai kumarNo ratings yet
- Refractories for Iron & Steel Applications GuideDocument36 pagesRefractories for Iron & Steel Applications GuideEhab MassoudNo ratings yet