You might also like
- Mechanical Hazards and Machine SafeguardingDocument19 pagesMechanical Hazards and Machine Safeguardingm_alodat6144No ratings yet
- MCN 401 Ise Module 4-1Document97 pagesMCN 401 Ise Module 4-1taapseveniaavaniNo ratings yet
- Material HseDocument6 pagesMaterial HseOsmar JrNo ratings yet
- Machine Guarding - Barry BlodgettDocument66 pagesMachine Guarding - Barry BlodgettmanimeczNo ratings yet
- TUP Graduate School Guide to Machinery Safeguards (40Document32 pagesTUP Graduate School Guide to Machinery Safeguards (40MikhaylovMikkelsenNo ratings yet
- Safety in Engineering IndustryDocument8 pagesSafety in Engineering IndustryzombieNo ratings yet
- Assessing Facilities For Safety and Health: MechanicalDocument38 pagesAssessing Facilities For Safety and Health: MechanicalNico AguilaNo ratings yet
- OSHA machine guarding standards summaryDocument6 pagesOSHA machine guarding standards summaryMBAHNo ratings yet
- Eis 28Document4 pagesEis 28Ab AUNo ratings yet
- OSHA Fire Safety Requirements - Protecting Life and PropertyDocument8 pagesOSHA Fire Safety Requirements - Protecting Life and PropertyhjsdgfnNo ratings yet
- Verma 2010Document8 pagesVerma 2010Lucero VillantoyNo ratings yet
- LOLER Indg290Document4 pagesLOLER Indg290Marky75No ratings yet
- SICK - Functional Safety For Machine Controls PDFDocument9 pagesSICK - Functional Safety For Machine Controls PDFiasysNo ratings yet
- Safety Signs GuideDocument119 pagesSafety Signs GuideJoshua TroglioNo ratings yet
- JHA Sample PDFDocument2 pagesJHA Sample PDFT.DAVID DHASNo ratings yet
- SWP Milling Machine AS527Document2 pagesSWP Milling Machine AS527Ifat ThfcNo ratings yet
- Safety Flash: Synthetic Web SlingDocument1 pageSafety Flash: Synthetic Web SlingarslanahmedkhawajaNo ratings yet
- Entertainment Industry Safety Guidelines SummaryDocument31 pagesEntertainment Industry Safety Guidelines Summaryhans777hansNo ratings yet
- Welding PPE GuideDocument9 pagesWelding PPE Guidecyrelle rose jumentoNo ratings yet
- Bosh Machine Safety 2Document9 pagesBosh Machine Safety 2Rovic VistaNo ratings yet
- Oregon OSHA's guide to controlling hazardous energyDocument36 pagesOregon OSHA's guide to controlling hazardous energyYoga PradanaNo ratings yet
- Jetmaster c2 Series (268-408)Document140 pagesJetmaster c2 Series (268-408)EdgarNo ratings yet
- MachineSafety Schmersal IPECDocument52 pagesMachineSafety Schmersal IPECfzanellatoNo ratings yet
- Slip Trip Fall PreventionDocument9 pagesSlip Trip Fall Preventionmuhammadarifh4486No ratings yet
- 5 Machine SafetyDocument8 pages5 Machine SafetyCharles NunezNo ratings yet
- Machine Safety Checklist: Top Aspects To Consider: White PaperDocument3 pagesMachine Safety Checklist: Top Aspects To Consider: White PaperPawan RajNo ratings yet
- Gas Welding and Cutting PDFDocument1 pageGas Welding and Cutting PDFcityofdarwingisNo ratings yet
- Generator (Portable) PDFDocument1 pageGenerator (Portable) PDFcityofdarwingisNo ratings yet
- Air Powered Tools SafetyDocument6 pagesAir Powered Tools SafetyHafidzManafNo ratings yet
- 2.1 - Machine GuardingDocument6 pages2.1 - Machine Guardingkumar100% (1)
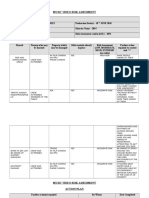
- Film Production Risk Assessment FormDocument4 pagesFilm Production Risk Assessment FormStudentNumber-2054No ratings yet
- Organ Izasyo N Standart No Document Name Kabul TarihiDocument4 pagesOrgan Izasyo N Standart No Document Name Kabul TarihitalhadikenNo ratings yet
- Risk Assessment Reduction Machine Safety Case - Chinniah - 1007Document8 pagesRisk Assessment Reduction Machine Safety Case - Chinniah - 1007Helton OliveiraNo ratings yet
- Lifting SafetyDocument1 pageLifting SafetyAaquil RaziNo ratings yet
- Bench Grinding MachinesDocument2 pagesBench Grinding Machinesశ్రీ వాసు. అవని0% (1)
- Machine Safety GuideDocument47 pagesMachine Safety GuideoberaiNo ratings yet
- 1.tech Pneumatic Tool Safety 20180207Document2 pages1.tech Pneumatic Tool Safety 20180207Ku RatheeshNo ratings yet
- Integration of Safety in Machine DesignDocument13 pagesIntegration of Safety in Machine DesignronfrendNo ratings yet
- Machine GuardingDocument71 pagesMachine GuardingWouter PlessersNo ratings yet
- Lockout-Tagout Safety Awareness - Online 2009Document14 pagesLockout-Tagout Safety Awareness - Online 2009Rameez Uddin KhawajaNo ratings yet
- Working at Height EbookDocument14 pagesWorking at Height EbookSubhi El Haj SalehNo ratings yet
- BS EN ISO 18613 2014 Pallets For Materials Handling - Repair of Flat Wooden PalletsDocument28 pagesBS EN ISO 18613 2014 Pallets For Materials Handling - Repair of Flat Wooden PalletsNadaNo ratings yet
- HurskyDocument10 pagesHurskydipawangsaNo ratings yet
- Web Slings-Cintas CERTEXDocument34 pagesWeb Slings-Cintas CERTEXleonardo_barros_48No ratings yet
- Prevent Slips and Trips at WorkDocument8 pagesPrevent Slips and Trips at WorkHakim MiswanNo ratings yet
- Chapter 5 Accident Investigation and ReportingDocument55 pagesChapter 5 Accident Investigation and ReportingAinur Sya IrahNo ratings yet
- Fall Protection Plan: QPS Services - Occupational Health and Safety Management System Fall Protection Plan Page 1 of 8Document8 pagesFall Protection Plan: QPS Services - Occupational Health and Safety Management System Fall Protection Plan Page 1 of 8HeleenNo ratings yet
- EN ISO 13849-1 Functional SafetyDocument41 pagesEN ISO 13849-1 Functional SafetyJunior SouzaNo ratings yet
- On Your Guard: Machine SafetyDocument19 pagesOn Your Guard: Machine SafetyDusan Cincar100% (2)
- Accident Report FormDocument5 pagesAccident Report Formyenni mirandaNo ratings yet
- Fall Protection Orientation Refresher - FN000304Document68 pagesFall Protection Orientation Refresher - FN000304Predrag AndjelkovicNo ratings yet
- Operate A Cab Controlled Overhead CraneDocument222 pagesOperate A Cab Controlled Overhead CraneGerard DurasamiNo ratings yet
- Machinery and Machine Guarding ProgramDocument35 pagesMachinery and Machine Guarding ProgramBenson Harison MajabeNo ratings yet
- Safe Operating Procedures GuideDocument12 pagesSafe Operating Procedures GuideRahul100% (1)
- Safety at Compression Moulding MachinesDocument4 pagesSafety at Compression Moulding MachinesAlexander Alexander100% (1)
- Safety precautions for thermoforming machinesDocument4 pagesSafety precautions for thermoforming machinesjesszeusNo ratings yet
- Safety Thermo Forming MachinesDocument3 pagesSafety Thermo Forming MachinesimmmranNo ratings yet
- Ppis 9Document5 pagesPpis 9Fadilah Bint AbdulakeemNo ratings yet
- SE Handsafe Powerpoint PresentationDocument22 pagesSE Handsafe Powerpoint Presentationasparagas2013No ratings yet
- Stratagies For The Prevention of Hand InjuriesDocument78 pagesStratagies For The Prevention of Hand Injuriesasparagas2013No ratings yet
- Preventing Hand InjuriesDocument45 pagesPreventing Hand Injuriesasparagas2013No ratings yet
- Preventing Injuries To Hotel and Restaurant Workers (WorkSafe)Document56 pagesPreventing Injuries To Hotel and Restaurant Workers (WorkSafe)asparagas2013100% (1)
- ATAS Port Info and Marine OperationsDocument81 pagesATAS Port Info and Marine Operationsasparagas2013No ratings yet
- Hand and Wrist Injury Prevention and CareDocument7 pagesHand and Wrist Injury Prevention and Careasparagas2013No ratings yet
- Example Risk AssessmentDocument6 pagesExample Risk Assessmentasparagas2013No ratings yet
- Reply To Sona by President RamaphosaDocument18 pagesReply To Sona by President RamaphosaCityPressNo ratings yet
- Barilla Spa Case SummaryDocument2 pagesBarilla Spa Case SummaryRitu Kashyap50% (2)
- Fox S Frames of ReferenceDocument10 pagesFox S Frames of ReferenceMilanSimkhadaNo ratings yet
- Entrepreneurship Development & Intrapreneurship GuideDocument20 pagesEntrepreneurship Development & Intrapreneurship GuideLakshmish GopalNo ratings yet
- Emerging Trends in HRMDocument3 pagesEmerging Trends in HRMSaurav GhaiNo ratings yet
- Impact of Working Environment On Job SatisfactionDocument10 pagesImpact of Working Environment On Job SatisfactionAdanNo ratings yet
- Employment and Industrial Relations LAW L213 Distance StudentsDocument74 pagesEmployment and Industrial Relations LAW L213 Distance StudentsNicodemus bupe mwimba100% (1)
- ABC Software Pursuing A People First Strategy ScribdDocument1 pageABC Software Pursuing A People First Strategy ScribddiouneNo ratings yet
- Digital Labour and Karl Marx.: 1st Edition. by Christian Fuchs (Author)Document11 pagesDigital Labour and Karl Marx.: 1st Edition. by Christian Fuchs (Author)Mel Ward100% (1)
- Why Study at International Nurse TrainingDocument6 pagesWhy Study at International Nurse TrainingjpanayNo ratings yet
- Work StudyDocument11 pagesWork StudysantoshmgurjarNo ratings yet
- 41 Fil-Expat Placement Agence Inc. v. Lee, G.R. No. 250439, September 22, 2020Document8 pages41 Fil-Expat Placement Agence Inc. v. Lee, G.R. No. 250439, September 22, 2020Lex LawNo ratings yet
- DownsizeThis MichaelMooreDocument122 pagesDownsizeThis MichaelMooreBalin69No ratings yet
- For Immediate Release: Workforce Development BoardDocument1 pageFor Immediate Release: Workforce Development Boardapi-135859458No ratings yet
- Chapter 6-The Expenditure Cycle Part II: Payroll Processing and Fixed Asset Procedures True/FalseDocument7 pagesChapter 6-The Expenditure Cycle Part II: Payroll Processing and Fixed Asset Procedures True/FalseKwini CBNo ratings yet
- Starbucks Corporation Ob Case StudyDocument5 pagesStarbucks Corporation Ob Case StudySyaie SyaiedaNo ratings yet
- Conflict ManagementDocument16 pagesConflict ManagementBisrat DaNo ratings yet
- 2023 Ijbsr-71070 PPVDocument18 pages2023 Ijbsr-71070 PPVMinh Hong NguyenNo ratings yet
- Human Resource Management Practices and Employee Satisfaction Level On Training and Development Program of Well GroupDocument9 pagesHuman Resource Management Practices and Employee Satisfaction Level On Training and Development Program of Well Groupmayesha yousufNo ratings yet
- Uthaman Et Al 2015 Older Nurses A Literature Review On Challenges Factors in Early Retirement and Workforce RetentionDocument6 pagesUthaman Et Al 2015 Older Nurses A Literature Review On Challenges Factors in Early Retirement and Workforce RetentionLynnie Dale CocjinNo ratings yet
- Project BamulDocument74 pagesProject Bamulಜಯಂತ್ ಗೌಡNo ratings yet
- Chapter 1Document31 pagesChapter 1Param TrivediNo ratings yet
- Haueter NSQ 2003Document20 pagesHaueter NSQ 2003Andra TheoNo ratings yet
- SMC Vs NLRCDocument2 pagesSMC Vs NLRCMavic MoralesNo ratings yet
- Ref 2018 - 22 PDFDocument81 pagesRef 2018 - 22 PDFTadiwanashe ChikoworeNo ratings yet
- Joanna Mae P. Bersabal Operation Management (TQM)Document8 pagesJoanna Mae P. Bersabal Operation Management (TQM)Chard PintNo ratings yet
- Unemployment in India Types, Causes & Govt SchemesDocument58 pagesUnemployment in India Types, Causes & Govt SchemesSai harshaNo ratings yet
- Worksafe Instructions and Documentation From NR - L2 - OHS - 00112Document3 pagesWorksafe Instructions and Documentation From NR - L2 - OHS - 00112Andre Mendes100% (1)
- Madrasa SPQEM SchemeDocument20 pagesMadrasa SPQEM SchemeMaulikJoshiNo ratings yet
- Ethiopia's Industrial Parks: A Data Pack On Recent PerformanceDocument6 pagesEthiopia's Industrial Parks: A Data Pack On Recent PerformanceGeremew Kefale GobenaNo ratings yet