Professional Documents
Culture Documents
Fluidized Bed Reactor Technology
Uploaded by
Davy TongCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Fluidized Bed Reactor Technology
Uploaded by
Davy TongCopyright:
Available Formats
c 2007 Wiley-VCH Verlag GmbH & Co.
KGaA, Weinheim
10.1002/14356007.b04 239.pub2
Fluidized-Bed Reactors 1
Fluidized-Bed Reactors
Joachim Werther, Hamburg University of Technology, Hamburg, Germany
Related Articles For other industrial reactors and their applications, see Stirred-Tank and Loop Reactors,
Tubular Reactors, Fixed-Bed Reactors, Bubble Columns, Three-Phase Trickle-Bed Reactors,
Reaction Columns, Thin-Film Reactors, Metallurgical Furnaces, and Biochemical Engineering.
1. Introduction . . . . . . . . . . . . . . . 3
1.1. The Fluidization Principle . . . . . . 3
1.2. Forms of Fluidized Beds . . . . . . . 3
1.3. Advantages and Disadvantages of
the Fluidized-Bed Reactor . . . . . . 4
2. Fluid-Mechanical Principles . . . . . 5
2.1. Minimum Fluidization Velocity . . . 5
2.2. Expansion of LiquidSolid
Fluidized Beds . . . . . . . . . . . . . . 6
2.3. Fluidization Properties of Typical
Bed Solids . . . . . . . . . . . . . . . . . 6
2.4. State Diagram of Fluidized Bed . . . 7
2.5. Gas Distribution . . . . . . . . . . . . . 8
2.6. Gas Jets in Fluidized Beds . . . . . . 10
2.7. Bubble Development . . . . . . . . . . 10
2.8. Elutriation . . . . . . . . . . . . . . . . 12
2.9. Circulating Fluidized Beds . . . . . . 13
2.9.1. Hydrodynamic Principles . . . . . . . . 13
2.9.2. Local Flow Structure in Circulating
Fluidized Beds . . . . . . . . . . . . . . 15
2.9.3. Design of Solids Recycle System . . . 16
2.10. Cocurrent Downow Circulating
Fluidized Beds (Downers) . . . . . . 16
2.11. Attrition of Solids . . . . . . . . . . . . 17
3. Solids Mixing in Fluidized-Bed
Reactors . . . . . . . . . . . . . . . . . . 20
3.1. Mechanisms of Solids Mixing . . . . 20
3.2. Vertical Mixing of Solids . . . . . . . 21
3.3. Horizontal Mixing of Solids . . . . . 22
3.4. Solids Residence-Time Properties . 22
3.5. Solids Mixing in Circulating
Fluidized Beds . . . . . . . . . . . . . . 22
4. Gas Mixing in Fluidized-Bed
Reactors . . . . . . . . . . . . . . . . . . 23
4.1. Gas Mixing in Bubbling Fluidized
Beds . . . . . . . . . . . . . . . . . . . . . 23
4.2. Gas Mixing in Circulating Fluidized
Beds . . . . . . . . . . . . . . . . . . . . . 23
5. Heat and Mass Transfer in
Fluidized-Bed Reactors . . . . . . . . 24
6. Gas-Solid Separation . . . . . . . . . . 25
7. Injection of Liquid Reactants into
Fluidized Beds . . . . . . . . . . . . . . 26
8. Industrial Applications . . . . . . . . 26
8.1. Heterogeneous Catalytic Gas-Phase
Reactions . . . . . . . . . . . . . . . . . 27
8.2. Polymerization of Olens . . . . . . . 29
8.3. Homogeneous Gas-Phase Reactions 30
8.4. GasSolid Reactions . . . . . . . . . . 30
8.5. Applications in Biotechnology . . . . 36
9. Modeling of Fluidized-Bed Reactors 37
9.1. Modeling of LiquidSolid Fluidized-
Bed Reactors . . . . . . . . . . . . . . . 37
9.2. Modeling of GasSolid Fluidized-
Bed Reactors . . . . . . . . . . . . . . . 37
9.2.1. Bubbling Fluidized-Bed Reactors . . . 37
9.2.2. Circulating Fluidized-Bed Reactors . 38
9.3. New Developments in Modeling
Fluidized-Bed Reactors . . . . . . . . 40
9.3.1. Computational Fluid Dynamics . . . . 40
9.3.2. Modeling of Fluidized-Bed Systems . 41
10. Scale-up . . . . . . . . . . . . . . . . . . 42
11. References . . . . . . . . . . . . . . . . . 43
The article gives an overview on fundamen-
tals and applications of uidized-bed technol-
ogy. Some basic uid-mechanical principles
minimum uidization velocity, status diagram,
gas distribution, bubble development, and solids
entrainment and elutriationare presented at
the beginning, followed by a detailed discus-
sion of circulating uidized beds, downers,
and attrition effects in uidized-bed systems.
Sections on solids mixing, gas mixing, and
heat and mass transfer in uidized beds com-
plete the fundamentals section, which is fol-
lowed by an overviewon industrial applications.
Fluidized-bed processes for heterogeneous cat-
alytic gas-phase reactions, for the polymeriza-
tion of olens, for homogenous gas-phase re-
actions, gassolid reactions and applications in
biotechnology are described in detail. A nal
chapter is devoted to the modeling of uidized-
bed reactors.
2 Fluidized-Bed Reactors
Symbols
a volume-specic mass-transfer area bet-
ween bubble and suspension phases,
m
1
A
0
cross-sectional area of orice, m
2
Ar Archimedes number, dened by Equa-
tion (5)
A
t
cross-sectional area of reactor, m
2
b parameter def. by Equation (54)
c
v
solids volume concentration
c
b
bubble attrition rate constant, dened
by Equation (50), s
2
/m
4
c
c
cyclone attrition rate constant dened
by Equation (51), s
2
/m
3
c
j
jet attrition rate constant, dened by
Equation (52),s
2
/m
3
C
b
concentration in bubble phase,
kmol/m
3
C
d
concentration in suspension phase,
kmol/m
3
d
o
orice diameter, m
d
p
Sauter diameter, dened by Equation
(6), m
d
pi
diameter of particle size class i, m
d
t
bed diameter, m
d
v
local bubble volume equivalent sphere
diameter, m
d
v0
initial bubble diameter, m
D coefcient of molecular diffusion, m
2
/s
D
sh
lateral solids dispersion coefcient,
m
2
/s
D
sv
vertical solids dispersion coefcient,
m
2
/s
Fr
p
Froude number, dened by Equation
(29)
G
s
solids mass ow rate, based on reactor
cross-sectional area, kg m
2
s
1
h height above distributor level, m
h
o
height above distributor where bubbles
are forming, m
h
gs
gas-to-solid heat transfer coefcient, W
m
2
K
1
h
wb
wall-to-bed heat transfer coefcient, W
m
2
K
H expanded bed height, m
H
mf
bed height at minimum uidization, m
k
G
mass-transfer coefcient, m/s
L jet length, m
m
a
mass of elutriated solids, kg
.
m
att
mass ow due to attrition, kg/s
m
b
bed mass, kg
.
m
s
solids mass ow, g/s
n
p
number of passages through cyclone
p pressure, Pa
Pe
r, c
P eclet number, dened by Equation
(43)
Q
3
cumulative mass distribution
r
a
attrition rate, dened by Equation (33),
s
1
r
j
reaction rate, based on catalyst mass,
kmol kg
1
s
1
Re Reynolds number
S
v
volume-specic surface area of parti-
cles, m
1
t time, s
TDH transport disengaging height, m
u supercial uidizing velocity, m/s
u
b
local bubble rise velocity, m/s
u
c
velocity at cyclone inlet, m/s
u
mf
supercial minimum uidizing veloc-
ity, m/s
u
o
jet velocity at orice, m/s
u
sl
slip velocity, dened by Equation (27),
m/s
u
t
single particle terminal velocity, m/s
.
V b
visible bubble ow, based on bed area,
m
3
m
2
s
1
.
V mf
minimum uidizing ow rate, m
3
/s
.
V o
ow rate of gas issuing from orice,
m
3
/s
x
i
mass fraction of particle size fraction i
in bed material
velocity ratio, dened by Equation (14)
p
d
pressure drop of the gas distributor, Pa
bed porosity
b
local bubble gas holdup
i
porosity of catalyst particle
mf
bed porosity at minimum uidization
* elutriation rate constant, kg m
2
s
1
average life time of a bubble, s
solid-to-gas mass ow ratio
kinematic viscosity, m
2
/s
ij
stoichiometric number of species i in
reaction j
f
uid density, kg/m
3
s
solids density, kg/m
3
stress history parameter, dened by
Equation (54)
b
parameter, dened by Equation (23)
pressure ratio, dened by Equation (28)
Fluidized-Bed Reactors 3
1. Introduction
1.1. The Fluidization Principle
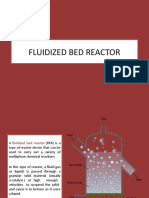
In uidization an initially stationary bed of solid
particles is brought to a uidized state by an
upward stream of gas or liquid as soon as the
volume ow rate of the uid exceeds a certain
limiting value
.
V mf
(where mf denotes minimum
uidization). In the uidized bed, the particles
are held suspended by the uid stream; the pres-
sure drop p
fb
of the uid on passing through
the uidized bed is equal to the weight of the
solids minus the buoyancy, divided by the cross-
sectional area A
t
of the uidized-bed vessel (Fig.
1):
p
fb
=
A
t
H (1) (
s
f
) g
A
t
(1)
In Equation (1), the porosity of the uidized
bed is the void volume of the uidized bed (vol-
ume in interstices between grains, not including
any pore volume in the interior of the particles)
divided by the total bed volume;
s
is the solids
apparent density; and H is the height of the u-
idized bed.
In many respects, the uidized bed behaves
like a liquid. The bed can be stirred like a liquid;
objects of greater specic gravity sink, whereas
those of lower specic gravity oat; if the ves-
sel is tilted, the bed surface resumes a horizontal
position; if two adjacent uidized beds with dif-
ferent bed heights are connected to each other,
the heights become equal; and the uidized bed
ows out like a liquid through a lateral open-
ing. Particularly advantageous features of the
uidized bed for use as a reactor are excellent
gassolid contact in the bed, good gasparticle
heat and mass transfer, and high bedwall and
bedinternals heat-transfer coefcients.
The uidization principle was rst used on
an industrial scale in 1922 for the gasication of
ne-grained coal [1]. Since then, uidized beds
have beenappliedinmanyindustriallyimportant
processes. The present spectrum of applications
extends from a number of physical processes,
such as coolingheating, drying, sublimation
desublimation, adsorptiondesorption, coating,
and granulation, to many heterogeneous cat-
alytic gas-phase reactions as well as noncatalytic
reactions.
What follows is a survey of the uid mechan-
ical principles of uidization technology, gas
and solid mixing, gassolid contact in the u-
idized bed, typical industrial applications, and
approaches to modeling uidized-bed reactors.
Further information is given in textbooks (e.g.,
[2]) and monographs (e.g., [3 8]). Summary
treatments can also be found in [9 19]. Other
useful literature includes reports of the Engi-
neeringFoundationConferences onFluidization
[20 22], the Circulating Fluidized Bed Confer-
ences (e.g., [23 25], andfor use of the u-
idized bed in energy technologythe Fluidized
Bed Combustion Conferences (e.g., [26 28]).
1.2. Forms of Fluidized Beds
As the volume ow rate
.
V
or the supercial ve-
locity u =
.
V
/A
t
of the uid increases beyond
Figure 1. Pressure drop in ow through packed and uidized beds
4 Fluidized-Bed Reactors
Figure 2. Forms of gassolids uidized beds
the value
.
V mf
or u
mf
(Fig. 2 A) correspond-
ing to the minimum uidization point, one of
two things happens: in uidization with a liq-
uid, the bed begins to expand uniformly; in u-
idization with a gasa process of greater indus-
trial importance and the one discussed almost
exclusively in the following materialvirtually
solids-free gas bubbles begin to form (Fig. 2 B).
The local mean bubble size increases rapidly
with increasing height above the grid because
of coalescence of the bubbles. If the bed ves-
sel is sufciently narrow and high, the bubbles
ultimately ll the entire cross section and pass
through the bed as a series of gas slugs (Fig. 2
C). As the gas velocity increases further, more
and more solids are carried out of the bed, the
original, sharply dened surface of the bed dis-
appears, and the solids concentration comes to
decrease continuously with increasing height.
To achieve steady-state operation of such a tur-
bulent uidized bed (Fig. 2 D), solids entrained
in the uidizing gas must be collected and re-
turned to the bed. The simplest way to do this
is with a cyclone integrated into the bed vessel
and a standpipe dipping into the bed. A further
increase in gas velocity nally leads to the cir-
culating uidized bed (Fig. 2 E), which is char-
acterized by a much lower average solids con-
centration than the previous systems. The high
solids entrainment requires an efcient external
solids recycle system with a specially designed
pressure seal (shown as a siphon in Fig. 2 E).
1.3. Advantages and Disadvantages of
the Fluidized-Bed Reactor
The major advantages of the (gassolid) u-
idized bed as a reaction system include
1) Easy handling and transport of solids due to
liquid-like behavior of the uidized bed
2) Uniform temperature distribution due to in-
tensive solids mixing (no hot spots even with
strongly exothermic reactions)
3) Large solidgas exchange area by virtue of
small solids grain size
4) High heat-transfer coefcients between bed
and immersed heating or cooling surfaces
5) Uniform (solid) product in batchwise process
because of intensive solids mixing
Set against these advantages are the follow-
ing disadvantages:
1) Expensive solids separation or gas purica-
tion equipment required because of solids en-
trainment by uidizing gas
2) As a consequence of high solids mixing rate,
nonuniform residence time of solids, back-
mixing of gas, and resulting lower conversion
Fluidized-Bed Reactors 5
3) In catalytic reactions, undesired bypass or
broadening of residence-time distribution for
reaction gas due to bubble development
4) Erosion of internals and attrition of solids (es-
pecially signicant with catalysts), resulting
from high solids velocities
5) Possibility of deuidization due to agglomer-
ation of solids
6) Gassolid countercurrent motion possible
only in multistage equipment
7) Difculty in scaling-up
Table 1 compares the uidized-bed reac-
tor with alternative gassolid reaction systems:
xed-bed, moving-bed, and entrained-ow re-
actors.
2. Fluid-Mechanical Principles
2.1. Minimum Fluidization Velocity
The minimum uidization point, which marks
the boundary between the xed- and the
uidized-bed conditions, can be determined by
measuring the pressure drop p across the bed
as a function of volume ow rate
.
V
(Fig. 1).
Measurement should always be performed with
decreasing gas velocity, by starting in the u-
idized condition.
Only for very narrow particle-size distribu-
tions, however, does a sharply dened minimum
uidization point occur. The broad size distribu-
tions commonly encountered in practice exhibit
Table 1. Comparison of gassolid reaction systems [2, 18]
6 Fluidized-Bed Reactors
a blurred range; conventionally, the minimum
uidization point is dened as the intersection
of the extrapolated xed-bed characteristic with
the line of constant bed pressure drop typical of
the uidized bed (Fig. 1).
The measurement technique already contains
the possibility of calculating the minimum u-
idization velocity u
mf
: The pressure drop in ow
through the polydisperse xed bed at the point u
= u
mf
, given, for example, by the Ergun relation
[29] (Fluid Mechanics), is set equal to the
uidized-bed pressure drop given by Equation
(1). From the Ergun relation
p
h
= 4.17S
2
v
(1)
2
3
u+0.29S
v
3
f
u
2
it follows
u
mf
= 7.14 (1
mf
) S
v
_
_
1+0.067
3
mf
(1
mf
)
2
(
s
f
)g
2
1
S
3
v
1
_
(2)
Accordingly, tocalculate u
mf
, the characteristics
of the gas (
f
, ), the density
s
of the particles,
the porosity
mf
of the bed at minimumuidiza-
tion, and the volume-specic surface area S
v
of
the solids must be known. The specic surface
area dened by
S
v
=
surface area of all particles in the bed
volume of all particles in the bed
(this takes into account only the external area,
which governs hydraulic resistance, not the pore
surface area as in porous catalysts) cannot be
determined very exactly in practice. Hence u
mf
should not be calculated on the basis of the
measured particle-size distribution of a repre-
sentative sample of the bed solids; instead, it
is better measured directly. Equation (2) can be
employed advantageously to calculate u
mf
in an
industrial-scale process on the basis of minimum
uidization velocities measured in the labora-
tory under ambient conditions [30].
An equation from Wen and Yu [31] can be
used for approximate calculations:
Re
mf
= 33.7
__
1+3.610
5
Ar1
_
(3)
where
Re
mf
=
u
mf
d
p
(4)
Ar =
gd
3
p
f
(5)
Here the surface mean or Sauter diameter calcu-
lated from the massdensity distribution q
3
(d)
of the particle diameters
d
p
=
1
d
max
_
d
min
d
1
q
3
(d) d (d)
(6)
should be used for the characteristic particle di-
ameter d
p
.
Both the Ergun approach and the Wen and
Yu simplication have been conrmed experi-
mentally over a wide range of parameters. More
recently, Vogt et al. [32] found that Equations
(2) and (3) are also applicable to high-pressure
uidized beds in which the uid is under super-
critical conditions
2.2. Expansion of LiquidSolid
Fluidized Beds
The uniform expansion of a bed on uidization
with a liquid can be described by
u
u
t
=
n
(7)
according to Richardson and Zaki [33]. Here u
t
is the terminal velocity of isolated single parti-
cles; the exponent n is given as follows, provided
the particle diameter is much smaller than that
of the vessel:
n =
_
_
_
_
_
_
_
_
_
4.65 0<Re
t
0.2
4.4Re
0.03
t
0.2<Re
t
1
4.4Re
0.1
t
1<Re
t
500
2.4 500<Re
t
(8)
The Reynolds number used above is calculated
via the single-particle terminal velocity u
t
:
Re
t
=
u
t
d
p
(9)
2.3. Fluidization Properties of Typical
Bed Solids
In uidization with gases, solids display char-
acteristic differences in behavior that can also
affect the operating characteristics of uidized-
bed reactors. Geldart has proposed an empir-
ically based classication of solids into four
groups (A to D) by uidization behavior [34].
Fluidized-Bed Reactors 7
The parameters employed are those crucial for
uidization properties: the mean particle diame-
ter (d
p
) and the density difference (
s
f
) bet-
ween solid and uid. Figure 3 shows the Geldart
diagram with the interclass boundaries theoreti-
cally established by Molerus [35].
Figure 3. Geldart diagram (boundaries according to
Molerus [35])
For explanation see text
Solids of group C are very ne-grained, co-
hesive powders (e.g., our, nes from cyclones
and electrostatic lters) that virtually cannot be
uidized without uidization aids. The adhesion
forces between particles are stronger than the
forces that the uid can exert on the particles.
Gas ow through the bed forms channels ex-
tending from the grid to the top of the bed, and
the pressure drop across the bed is lower than
the value from Equation (1). Fluidization prop-
erties can be improved by the use of mechani-
cal equipment (agitators, vibrators) or owabil-
ity additives, e.g., Aerosil.
Solids of group A have small particle di-
ameters (ca. 0.1 mm) or low bulk densities;
this class includes catalysts used e.g., in the
uidized-bed catalytic cracker. As the gas veloc-
ity u increases beyond the minimumuidization
point, the bed of such a solid rst expands uni-
formly until bubble formation sets in at u = u
mb
> u
mf
. The bubbles grow by coalescence but
break up again after passing a certain size. At
a considerable height above the gas distributor
grid, a dynamic equilibrium is formed between
bubble growth and breakup. If the gas ow is
cut off abruptly, the gas storage capacity of the
uidized suspension causes the bed to collapse
rather slowly.
Group B solids have moderate particle sizes
and densities. Typical representatives of this
group are sands with mean particle diameters
between ca. 0.06 and 0.5 mm. Bubble forma-
tion begins immediately above the minimum
uidization point. The bubbles grow by coales-
cence, and growth is not limited by bubble split-
ting. When the gas ow is cut off abruptly, the
bed collapses quickly.
Group D includes solids with large parti-
cle diameters or high bulk densities; examples
are sands with average particle diameters > 0.5
mm. Bubbles begin to form just above the mini-
mumuidization point, but the character of bub-
ble owis markedly different fromthat in group
Bsolids: group Dsolids are characterized by the
formation of slow bubbles (Section 2.7). On
sudden stoppage of the gas ow, the bed also
collapses suddenly.
2.4. State Diagram of Fluidized Bed
Whereas the onset of the uidized state can be
described by the minimum uidization veloc-
ity, the bed operating range and the gas velocity
needed to create a given uidized state can be es-
timated with the help of the uidized-bed state
diagram (Fig. 4) devised by Reh [36]. This plot
shows the uid mechanical resistance character-
istics of the xed bed, uidized bed, and pneu-
matic transport. The ordinate is the quantity
3
4
u
2
gd
p
f
(
s
f
)
and the abscissa is the Reynolds number Re
p
formed with the uidization velocity u and the
particle diameter d
p
. The state parameter in the
uidized-bed region is the mean bed porosity
. The use of the diagram is facilitated by an
auxiliary grid with lines of constant M and con-
stant Archimedes number. While the dimension-
less groups plotted as ordinate and abscissa each
contain both the particle diameter and the u-
idization velocity, this is not the case with the
parameters Ar and M dened by
Ar =
gd
3
p
2
(
s
f
)
f
(10)
8 Fluidized-Bed Reactors
M =
u
3
g
f
(
s
f
)
(11)
The Reh status diagram can answer a number of
practical questions. If, for example, the proper-
ties of the gas (
f
, v) and the solid (d
p
,
s
) and
the uidization velocity u are given, the calcu-
lation of Ar and Re
p
yields, via the status point
S in the diagram (Fig. 4), the average voidage
in the uidized bed. Taking the line M = const.
through S at the intersection with the line 1
at S
1
gives information on the particle size which
is just elutriated when a particles with a size dis-
tribution are uidized, and the intersection of the
same line with the xed-bed limit = 0.4 (S
2
)
indicates the particle size at which uidization
will break down if agglomeration occurs. The
line Ar = const. through S can be used to nd
the minimum uidization velocity at S
3
oras
a measure of the upper limit of uidizationthe
maximum uidizing velocity at S
4
.
Figure 4. Reh status diagramwith status points Sand S
1
S
4
(for explanation, see text)
An important practical point is that the state
diagram implies a classication scheme that re-
lates various uidized-bed systems to one an-
other [37, 38] (Fig. 5). When a new uidized-
bed process is being designed, the position of
the state point in the diagram will identify re-
lateduidized-bedsystems withpotentiallysim-
ilar operating problems.
2.5. Gas Distribution
The gas distribution device must satisfy the fol-
lowing requirements:
1) Ensure uniform uidization over the entire
cross section of the bed (especially important
for shallow beds)
2) Provide complete uidization of the bed with-
out dead spots where, for example, deposits
can form
3) Maintain a constant pressure drop over long
operation periods (outlet holes must not be-
come clogged)
Often, the gas distributor design must also pre-
vent solids from raining through the grid both
during operation and after the bed has been shut
off.
Porous plates of glass, ceramics, metal, or
plastic are commonly used as gas distributors in
laboratory apparatus; a variety of designs are
used in pilot-plant and full-scale uidized-bed
reactors (see Fig. 6). Many more designs can be
found, for example, in [2] and [39].
The principal requirementuniform distri-
bution of uidizing gas over the bed cross
sectioncan be met if the pressure drop p
d
across the gas distribution grid is large enough.
Suggested values for the ratio p
d
/p
fb
are
0.10.3 (with a minimum p
d
of 3.5 kPa) [40],
0.20.4 [41], and > 0.3 [42].
For a given pressure drop p
d
the gas veloc-
ity in the nozzle u
o
can be calculated from
p
d
=
o
2
C
D
u
2
o
where
o
is the gas density in the orice and C
D
is the drag coefcient. Applying the continuity
equation
.
V = N
o
A
o
u
o
either the number of nozzles N
o
or the cross-
sectional area of the individual nozzle A
o
can be
calculated for a given gas ow rate
.
V
.
Problems related to the design of gas distrib-
utors are attrition of solids (see Section 2.11),
erosion, and back-ow of solids. Erosion may
occur at the distributor plate and at neighboring
Fluidized-Bed Reactors 9
Figure 5. Rehs uidized-bed state diagram with operating regions of different reaction systems
a) Circulating uidized bed; b) Fluidized-bed roaster; c) Bubbling uidized bed; d) Shaft furnace; e) Moving bed
Figure 6. Industrial gas distributors
A) Perforated plate; B) Nozzle plate; C) Bubble-cap plate
10 Fluidized-Bed Reactors
nozzles or walls due to gas jets as well as at the
nozzle itself. Back-ow of solids into the wind-
box is caused by pressure uctuations. In order
toprevent this either the designpressure drophas
to be larger than the pressure uctuations or
if this is not feasible for economic reasonsa
design must be chosen which tolerates short pe-
riods of gas ow reversal without permitting the
solids to penetrate into the windbox. For the lat-
ter case the bubble cap design has turned out to
be advantageous [43].
In the operation of uidized-bed reactors, the
quadratic response (p
d
u
2
) of industrial gas-
distributor designs must be kept in mind, be-
cause even if the uidization velocity is low-
ered only slightly, an unacceptably low pressure
drop across the gas distributor may occur. In-
dustrial experience with different distributor de-
signs, practical design rules, and a discussion of
distributor-related problems, such as weepage
into the windbox and erosion by grid jets and at
grid nozzles, has been compiled in [44].
2.6. Gas Jets in Fluidized Beds
Gas jets can form at the outlet openings of in-
dustrial gas distributors and also where gaseous
reactants are admitted directly into the uidized
bed. A knowledge of the geometry of such jets,
in particular the depth of penetration, is impor-
tant for the implementation of chemical opera-
tions in uidized-bed reactors, and not just from
the standpoint of reaction engineering. It is also
vital for reasons of design: the strongly erosive
action of these jets means that internals, such as
heat-exchanger tubes, must not be locatedwithin
their range.
The literature contains many empirical corre-
lations for estimating the mean depth of jet pen-
etration L (e.g., [2 4]); these must, however,
be used with care and, whenever possible, only
within the range of parameter values for which
they were derived. By way of example, Merry
gives the following correlations for vertical gas
jets [45]:
L
d
o
= 5.2
_
f
d
o
s
d
p
_
0.3
_
1.3
_
u
2
o
gd
o
_
0.2
1
_
(12)
and for horizontal jets [46]:
L
d
o
= 5.25
_
o
u
2
o
(1)
s
g d
p
_
0.4 _
s
_
0.2
_
d
p
d
o
_
0.2
4.5
(13)
Here d
o
is the diameter of the outlet opening, u
o
is the outow velocity, and
o
is the density of
the jet gas.
2.7. Bubble Development
For many applications, especially physical op-
erations and noncatalytic reactions, the state of
a uidized bed can adequately be described in
terms of a single quantity averaged over the en-
tire bed, such as the mean bed porosity . In con-
trast, the design of uidized-bed catalytic reac-
tors requires that local uid-owconditions also
be taken into account.
The local uid mechanics of gassolid u-
idized beds are determined by the existence of
bubbles, which inuence the performance of
uidized-bed equipment in several ways: the
stirring action and convective solids transport
by the rising bubbles are helpful; the resulting
intensive solids motion produces a uniformtem-
perature throughout the uidized bed and rapid
heat transfer between the bed and the heating or
cooling tubes submerged in it. The bubbles and
the motion of solids that they cause, however,
also have some drawbacks: attrition of solid par-
ticles, erosion of internals, and increased solids
entrainment by bubbles bursting at the bed sur-
face. The existence of bubbles is particularly
detrimental in the case of a heterogeneous cat-
alytic gas-phase reaction, because the bypass of
reactant gas in the bubble phase limits the con-
version achieved in the uidized bed.
The ultimate cause of bubble formation is the
universal tendency of gassolid ows to seg-
regate. Many studies on the theory of stabil-
ity (e.g., [3, 4]) have shown that disturbances
induced in an initially homogeneous gassolid
suspension do not decay but always lead to the
formation of voids. The bubbles formed in this
way exhibit a characteristic ow pattern whose
basic properties canbe calculatedwiththe model
of Davidson and Harrison [47]. Figure 7 shows
the streamlines of the gas ow relative to a bub-
ble rising in a uidized bed at minimumuidiza-
tion conditions ( =
mf
). The characteristic pa-
rameter is the ratio of the bubbles upward
Fluidized-Bed Reactors 11
velocity u
b
to the interstitial velocity of the gas
in the suspension surrounding the bubble:
=
u
b
u
mf/
mf
(14)
Figure 7. Gas ow for isolated rising bubbles in the
Davidson model [47]
The case > 1 is typical for solids of Gel-
dart groups Aand B. The gas rising in the bubble
ows downward again in a thin layer of sus-
pension (cloud) surrounding the bubble. An
important point for heterogeneous catalytic gas-
phase reactions is that the presence of a bound-
ary between bubble gas and suspension gas leads
to the existence of two distinct phases (bubble
phase andsuspensionphase) withdrasticallydif-
ferent gassolid contact.
If < 1, some of the gas in the suspension
phase undergoes short-circuit ow through the
bubble, while only part of the bubble gas recir-
culates through the suspension. This type of ow
is typical for uidized beds of coarse particles
(Geldart group D).
Under the real operating conditions of a
uidized-bed reactor, a number of interacting
bubbles occur in the interior of the uidized bed.
As a rule, the interaction leads to coalescence.
As detailed studies have shown, this process is
quite different from that between gas bubbles in
liquids because of the absence of surface-tension
effects in the uidized bed [48, 49].
For predicting mean bubble sizes in freely
bubbling uidized beds, a differential equation
for bubble growth should be used in the case of
Geldart group A and B solids [50]:
d
dh
d
v
=
_
2
b
9
_1
3
dv
3 u
b
(15)
with the following boundary condition at h = h
o
:
(16)
d
v0
m
=
_
0.008
1/3
b
porous plate
1.3
_
.
V
2
o
g
_
0.2
industrial gas distributor
where h
o
is the height above the grid where the
bubbles form (for a porous plate, h
o
0; for a
perforated plate, h
o
= L; for a nozzle plate, h
o
is
the height of the outlet opening above the plate;
and for a bubble-cap plate, h
o
is the height of the
lower edge of the cap above the plate).
V
0
is the
volume ow rate of gas through the individual
grid opening.
The local volume fraction of bubble gas
b
is
given by
b
=
.
V b
/u
b
(17)
and the visible bubble ow
.
V b
is
.
V b
0.8 (uu
mf
) (18)
The upward velocity u
b
of bubbles depends
not only on the bubble size but also on the diam-
eter d
t
of the uidized bed:
where
u
b
=
.
V b
+0.71
b
_
gd
v
(19)
b
=
_
3.2 d
0.33
t
0.05d
t
1 m, Geldart group A
3.2 d
0.5
t
0.1d
t
1 m, Geldart group B
(20)
Outside these limits,
b
is taken as constant.
The differential equation (Eq. 15) describes
not only bubble growth by coalescence but also
the splittingof bubbles (secondtermonthe right-
hand side [51]). The crucial parameter here is the
mean bubble lifetime :
280
u
mf
g
(21)
In practice, bubble growth is limited not only by
the splitting mechanism based on the particle-
size distribution of the bed solids, but also by
internals (screens, tube bundles, and the like)
that cause bubbles to break up. Computational
techniques for estimating this process are given
in [52, 53].
Hilligardt and Werther have derived a cor-
responding bubble-growth model for coarse-
particle uidized beds (Geldart group D) [50].
An example of a measured and calculated
bubble-growth curve is presented in Figure 8.
12 Fluidized-Bed Reactors
Figure 8. Bubble growth in a uidized bed of ne particles
(Geldart group A; data points from [54], calculation from
[50])
2.8. Elutriation
Whenbubbles burst at the surface of the uidized
bed, solid material carried along in their wake is
ejected into the freeboard space above the bed.
The solids are classied in the freeboard; par-
ticles whose settling velocity u
t
is greater than
the gas velocity fall back into the bed, whereas
particles with u
t
< u are elutriated by the gas
stream. As a result, both the volume concentra-
tion of solids c
v
and the mass ow rate of en-
trained solids in the freeboard show a character-
istic exponential decay (Fig. 9). With increasing
height above the bed surface, the transport dis-
engaging height (TDH) is nally reached. Here
the increased local gas velocities due to bub-
ble eruptions have decayed, and the gas stream
contains only particles with u
t
< u. When the
TDH can be reached in a uidized-bed reactor,
this is associated with minimum entrained mass
ow rates and solids concentrations, and hence
with minimum loading on downstream dust col-
lection equipment. Design of the dust collec-
tion system requires knowledge of the entrained
mass ow rate G
s
and the particle-size distri-
bution of the entrained solids. For the design
of the uidized-bed reactor, the distribution c
v
(h) of the solids volume concentration and, for
gassolid reactions, the local particle-size dis-
tribution as a function of height in the freeboard
must be known.
For solids of Geldart group A, the TDH can
be estimated with the diagram shown in Figure
10 [55]. The following relation is given for the
TDH of Geldart group B solids as a function of
the size d
v
of bubbles bursting at the bed surface
[56]:
TDH = 18.2d
v
(22)
Equation (25) was, however, derived for a
bench-scale unit and may not scale to plant-size
equipment.
Figure 9. Schematic drawing of uidized bed and freeboard
Figure 10. Estimation of transport disengaging height
(TDH), according to [55]
u
mb
= Fluidization velocity at which bubble development
begins
The mass ow rate G
s
of entrained solids per
unit area leaving the uidized-bed reactor is the
sum of contributions from the entrainable parti-
cle size fractions (u
t
< u):
Fluidized-Bed Reactors 13
G
s
=
i
x
i
i
(23)
Here x
i
is the mass fraction of particle-size
fraction i in the bed material and *
i
is the elu-
triation rate constant for this fraction. The lit-
erature contains a number of empirical corre-
lations for estimating *
i
(e.g., [2 4]). More
physical-basedare the elutriationmodels of Wen
and Chen [57] and of Kunii and Levenspiel [2,
58], which enable not only calculation of the ex-
iting mass ow rate but also estimation of the
concentration versus height c
v
(h) in the free-
board. The model by Smolders and Baeyens ad-
ditionally takes the effect of variable freeboard
geometry into account [59].
A literature survey on the factors affecting
elutriation and the available modeling tools is
given in [60].
2.9. Circulating Fluidized Beds
2.9.1. Hydrodynamic Principles
In Rehs state diagram of the uidized bed [36],
the circulating uidized bed (CFB) is located
above the single-particle suspension curve for
Re < 10
2
and porosities greater than about 0.8
(dashed line in Fig. 5). The shortcoming of this
diagram is that it does not show an important
parameter in the operation of a circulating u-
idized bed: the circulating solids mass ow rate
per unit area G
s
. The diagram of Figure 11 [61]
attempts to remedy this by plotting the mean slip
velocity u
sl
between gas and solids
u
sl
=
u
(G
s
/
s
)
1
(24)
versus the mean solids concentration c
v
= 1
, with G
s
as the parameter. The limiting condi-
tions are high solids concentration (bed at mini-
mumuidization) and c
v
0 with u
sl
= u
t
(iso-
latedsingle particle). Inthe circulatinguidized-
bed region, slip velocity increases with increas-
ing G
s
and can become much higher than the
single-particle settlingvelocity(the physical jus-
tication for this statement comes from the for-
mation of strands or clusters of particles). In the
entrained-ow region the slip velocities again
decrease with decreasing solids concentration.
Figure 11. Fluidized-bed state diagram, according to [61]
The uidized-bed state diagrams discussed
thus far, as well as others (e.g., [62, 63]), are suit-
able mainly for the qualitative interpretation of
owphenomena. Adiagramproposed by Wirth
(e.g., [11, 64, 65]) also provides quantitative as-
sistance in the design of circulating uidized
beds. The schematic in Figure 12 applies to a
given gassolid system described by a constant
value of the Archimedes number Ar. The ordi-
nate is the dimensionless pressure drop of the
uidized bed
=
p
(
s
f
) (1
mf
) g h
(25)
the abscissa is the particle Froude number
Fr
p
=
u
_
(
s
f
)
f
gd
p
(26)
The dimensionless pressure drop is the ratio of
the pressure drop p along the ow path h to
the maximum possible value for ascending ow
(the value that would be attained if the pipe cross
section were lled with solids corresponding to
the concentration at the minimum uidization
point). The parameter of the family of curves is
a volume ow rate ratio
f
s
(1
mf
)
(27)
where is the ratio of solid-to-gas mass ow
rates. The limiting curve bounds the region of
stable, vertically upward gassolid ow on the
low gas velocity side.
Figure 13 shows how the state diagram of
Figure 12 is constructed for a circulating u-
idized bed with siphon recycle. If solids holdup
in the recycle line and siphon is ignored, this
case represents operation with a constant bed
mass independent of velocity. At high gas ve-
locities and if acceleration effects are neglected,
14 Fluidized-Bed Reactors
the bed material is distributed uniformly over the
total height H
cfb
of the uidized bed (Fig. 13 C).
The circulating uidized bed then exhibits a sin-
gle steady-state section with a constant pressure
gradient (p/h). This pressure gradient can be
calculated from the bed mass as
hom
=
(
s
f
) gH
mf
(1
mf
)
(
s
f
) gH
cfb
(1
mf
)
=
H
mf
H
cfb
(28)
where H
mf
is the bed height at minimum u-
idization.
Figure 12. State diagram for the circulating uidized bed
with siphon, according to Wirth [64]
Ar = const., parameter of familyof curves is the volume ow
rate ratio
f
/(
s
(1
mf
)); Fr
p
= particle Froude num-
ber for supercial minimum uidization velocity (pu
mf
),
single-particle terminal velocity (pt), and transport velocity
(pT), respectively.
The states identied by
hom
to the right of
the bounding curve in Figure 12 are accessible
by increasing the gas velocity (corresponding to
increasing Fr
p
). With increasing Fr
p
the vol-
ume ow ratio increases; that is, relatively more
solids are elutriated (and thus circulated).
If Fr
p
is allowed to drop below the limit
Fr
p
max
(Fig. 13 B, Fig. 12) two steady-state
sections appear in the riser tube: the one in the
lower part is marked by a high pressure gradi-
ent, that in the upper part by a lower gradient.
Figure 13 illustrates the physical signicance
of these two pressure gradients. In practice, the
transition between the two linear regions takes
place gradually. The height of the transition zone
corresponds to the transport disengaging height
(TDH).
The picture changes further if the gas velocity
declines tovalues lower thanthe settlingvelocity
u
t
of a single isolated particle. In this case (for
Fr
p
< Fr
pt
, Fig. 13 A, Fig. 12), no more solids
can be elutriated, and the pressure gradient in the
upper linear region vanishes. All the solid mate-
rial is now in the form of a bubbling or turbulent
uidized bed.
The solids concentrations averaged over the
tube cross section (1 ) can be calculated from
the dimensionless pressure drop:
1 = (1
mf
) (29)
Besides the pressure and solids concentration
prole, the circulating mass ow rate of solids
G
s
A
t
is important for the design of the circu-
lating uidized bed. In particular, the design of
the solids collection and recycle systemdepends
very much on this quantity. The mass ow rate
of solids depends on the ow regime. At gas ve-
locities such that two steady-state sections are
Figure 13. Pressure prole in the circulating uidized bed with siphon, according to Wirth [64]
A) Fr
pu
mf
<Fr
p
<Fr
pt
; B) Fr
pt
<Fr
p
max
; C) Fr
p
>Fr
p
max
Fluidized-Bed Reactors 15
present in the bed vessel (i.e., Fr
pu
mf
< Fr
p
< Fr
pT
), the mass ow rate of entrained solids
depends on the physics of the gassolid ow.
Figure 14 plots the dimensionless solids mass
ow rate versus Fr
p
, with the Archimedes num-
ber as parameter. For a given Ar, the ow rate
tends to zero as Fr
p
Fr
pt
and reaches a maxi-
mum at Fr
p
= Fr
pT
. The slope of the elutriation
curve becomes greater with increasing Ar; that
is, the coarser the particles, the greater is the rel-
ative change in the circulating mass ow rate of
solids with a change in gas velocity.
Figure 14. Elutriation diagram when the circulating
uidized bed contains two steady-state sections, according
to Wirth [64]
At high gas velocities in the circulating u-
idized bed (i.e., when a single steady-state sec-
tion exists), the entrained mass owrate depends
on the particle Froude number and the solids
holdup. More detailed information about the ap-
plication of Wirths theory in practice may be
found in [11].
Whereas Wirths analysis of the circulating
uidized bed starts fromthe pneumatic transport
condition, the models of Rhodes and Geldart
[66], as well as Kunii and Levenspiel [2, 58],
are based on the bubbling uidized bed and de-
scribe the circulating uidized bed as a limiting
case of a bubbling bed with a very high rate of
solids entrainment.
2.9.2. Local Flow Structure in Circulating
Fluidized Beds
The Wirthstate diagram, as a rst steptowardthe
local characterization of owregimes in a circu-
lating uidized bed, describes the vertical prole
of the solids concentration. In the lower section
of a circulating uidized bed a dense region ex-
its near the gas distributor. It has been observed
that in this bottom zone bubble-like voids co-
exist with a surrounding dense suspension. The
solids volume concentration is higher at the wall
(c
v
0.4) then in the center (c
v
0.15) of the
bottom zone [67]. The splash zone which links
the bottom zone to the upper dilute zone is char-
acterized by violent gassolid mixing. Many re-
cent experimental studies with various measure-
ment techniques (e.g., X-ray tomography [68],
capacitance tomography [69] and ber-optical
probes [70]) have shownthat the upper sectionof
the circulating uidized bed exhibits character-
istic horizontal proles, with the concentration
c
v,wall
near the vessel wall always signicantly
higher than the value c
v
averaged over the ves-
sel cross section; for example, c
v, wall
= 2.3 c
v
[71].
Local measurements of the solids concen-
tration and solids velocity show that upward-
owing regions of low solids concentration and
downward-owing aggregates of high solids
concentration alternate in time at every point in-
side the uidized bed, with downward-moving
aggregates (strands, clusters) predominating
near the wall and upward-moving regions of low
suspension concentration predominating in the
central zone. However, no signicant downward
owof solids near the wall was observed in high-
density circulating uidized beds, e.g., [72]. The
picture of the local ow structure in a circulat-
ing uidized bed, as derived from these obser-
vations, is shown schematically in Figure 15.
A modeling approach which is based on the
local ow structure of the CFB is the energy-
minimization multiscale (EMMS) model [73].
It considers the tendency of a uid in a gas
solid two-phase ow to pass through the partic-
ulate layer with least resistance and the tendency
of the solids to maintain least gravitational po-
16 Fluidized-Bed Reactors
tential. Least resistance means that the volume-
specic energy consumption for suspending and
transporting solids is minimized, and minimiza-
tion of the gravitational potential is equivalent
to the requirement that the local mean voidage
attains a minimum. The model has been ap-
plied as a description of uid-mechanical phe-
nomena in CFB risers of different sizes [74, 75]
but also for the prediction of ow patterns of
gas and solids in industrial-scale units, such as a
CFB boiler [76] and a petrochemical processing
unit [77]. Another promising line of develop-
ment is the introduction of the EMMS concept
into computational uid dynamical calculations
of multiphase ows; rst results obtained with
a drag model based on the EMMS model are
encouraging [78].
Figure 15. Schematic diagram of ow structure in a circu-
lating uidized bed
2.9.3. Design of Solids Recycle System
Solids carried over with the uidized gas are
generally collected in cyclones. In the case of
bubbling beds, the solids can easily be returned
to the bed through the standpipe of the cyclone,
which dips directly into the bed.
Due tothe large amounts of circulatingsolids,
circulating uidized beds require very large cy-
clones arranged beside and outside the bed, with
special valves needed to connect the standpipe
to the bed vessel. Figure 16 shows two design
options, the siphon and the L-valve. With the
siphon, the solids are uidized (i.e., enabled to
owbackintothe reactor). Inthe L-valve design,
the mass ow rate of the solids can be regulated
by varying the gas supplied to the standpipe.
Figure 16. Design options for solids recycle
A) Siphon; B) L-valve
Because the solids path does not contain any
sort of mechanical closure, the characteristic
pressure distribution plotted in Figure 17 is ob-
tained. The distributionof solids betweenthe u-
idized bed and the recycle line is directly related
to this pressure distribution. Operating proper-
ties differ from one recycle design to another
[79].
2.10. Cocurrent Downow Circulating
Fluidized Beds (Downers)
A certain drawback of circulating and bubbling
uidized beds when applied for gas-phase reac-
tions is the backmixing which inevitably occurs
in the gas phase. In bubbling uidized beds it
is the bubble-induced solids circulation, and in
circulating uidized beds the downowof solids
in the wall zone, which entrains gas in the up-
stream direction and thus lowers the yield of a
catalytic reaction or gives rise to undesired con-
secutive or side reactions. These disadvantages
caused by the hydrodynamic effects of both gas
and solids owing against gravity could be over-
come in the so-called downer reactor, in which
the ow directions of both gas and solids are
downward, i.e., in the same direction as gravity
[80]. Another incentive is the possibility of real-
izing short contact times between gas and solids
of around or even below one second.
Downer systems have been intensely stud-
ied [80]. Hydrodynamics [81, 82], gas mixing
Fluidized-Bed Reactors 17
Figure 17. Pressure distribution in solids recycle system of a circulating uidized bed
a) Fluidized bed; b) Return leg
[83], and solids mixing [84, 85] have been in-
vestigatedbothexperimentallyandbynumerical
simulation [86]. It has been found that the hydro-
dynamics of the downer are also characterized
by a wall zone of increased solids concentra-
tion. However, axial and radial gas-solids ow
structures are much more uniform than in con-
ventional uidized beds. Another result is that
the length of the owdevelopment zone is much
shorter for the downer than for the riser, which
means that reactions with very short contact
times can be carried out under near-plug-ow
conditions. However, the solids feeding process
and the geometry of the entrance region are crit-
ical points that deserve special attention [87].
The patent and open literature suggest vari-
ous applications for downer reactors, e.g., resid-
ual oil cracking [88], coal pyrolysis [89], and
biomass pyrolysis [90]. The catalytic pyrolysis
of heavy feeds for the production of light olens
has been investigated on the laboratory scale
with promising results [88]. However, no large-
scale industrial process has emerged yet.
2.11. Attrition of Solids
The attrition of solid particles is an unavoid-
able consequence of the intensive solids mo-
tion in the uidized bed. The attrition prob-
lem is especially critical in processes where the
bed material needs to remain unaltered for the
longest possible time, as in uidized-bed reac-
tors for heterogeneous catalytic gas-phase reac-
tions. Catalyst attrition is important in the eco-
nomics of such processes and may even become
the critical factor.
Figure 18. Attrition modes and their effects on the particle
size distribution (q
3
= mass density distribution of particle
sizes d
p
)
Catalyst attrition in uidized-bed reactors
occurs normally as surface abrasion (Fig. 18)
which means that surface asperities are abraded
and edges of the catalyst particles are rounded
off. Fragmentation may also play a role, espe-
cially for some fresh catalyst particles which on
18 Fluidized-Bed Reactors
entering the reactor may simply be crushed into
pieces. If in an industrial process extraordinar-
ily high catalyst losses are observed it is advis-
able to examine catalyst samples under the scan-
ning electron microscope. If the sample contains
many fragments this could be an indication of a
wrong design (e.g., too high a velocity at the
cyclone inlet or at the distributor).
When designing catalytic uidized-bed pro-
cesses, the attrition performance of candidate
catalysts should be tested under standardized
conditions in the process development stage.
This test can be performed in a small laboratory
apparatus; it consists essentially of an extended
uidization test in which the mass of solids car-
ried out of the bed is recorded as a function of
time. Figure 19 presents a typical test result: dur-
ing the rst hours of testing, both the attrited ma-
terial and the ne fraction of the bed material are
elutriated. Only after a relatively long operating
period is a quasi-steady state attained. The at-
trition rate r
a
in this steady state can be dened
as
r
a
=
1
m
b
m
a
t
(30)
where m
a
is the elutriated mass and m
b
the
bed mass. Usually r
a
is expressed as percent-
age per day; for relatively attrition-resistant,
uidized-bed catalysts, it is of the order of 0.2 %
per day [9].
Figure 19. Result of an attrition measurement
Many standard test apparatuses have been
proposed for comparative attrition tests (e.g.,
[91, 92]), but all such equipment has been suit-
able only for comparative studies of different
catalysts under consideration for the same pro-
cess. The attritionmeasuredinlarge-scale equip-
ment can be far different from the values mea-
sured in a test apparatus.
A number of sources can be identied for
catalyst attrition in industrial uidized-bed re-
actors:
1) Jet attrition at gas distribution grid openings
and nozzles where gaseous reactants are ad-
mitted to the bed
2) Bubble attrition in the bed due to solids mo-
tion caused by bubbles
3) Attrition in cyclones
4) Attrition in pneumatic conveying lines, such
as those between reactor and regenerator beds
Empirical correlations are available for the
attriting action of a gas jet in the uidized bed
[93] and for the size reduction effect of solids
motion in the bed [94, 95].
Werther and coworkers [96] employ the lab-
oratory apparatus shown schematically in Figure
20 which enables separate study of the attrition
due to jets fromnozzles of various diameters and
that due to bubbles.
Figure 20. Experimental apparatus for attrition measure-
ment
Fluidized-Bed Reactors 19
Under steady-state conditions the jet-
attrition-related mass production of nes per
unit time for a gas distributor with a number n
o
of orices from mother particles with diameter
d
p,i
which are present in the catalyst inventory
with a mass fraction Q
3i
is proportional to the
particle size d
pi
, the mass fraction Q
3i
, the
density
o
of the gas issuing from the orice,
the square of the orice diameter d
o
, and to the
cube of the jet exit velocity u
o
[97, 98]:
m
att,jet,i
=c
j
n
0
d
pi
Q
3i
0
d
2
0
u
3
0
(31)
Attrition due to the bubble induced solids
movement is given by [98]
m
att,bubble,i
=c
b
d
pi
Q
3i
m
b
(uu
mf
)
3
(32)
where m
b
denotes the bed mass which contains
bubbles (i.e., which is located outside the jet-
dominated grid region). Equation (32) also de-
notes the mass production of attrited nes which
is resulting from the size fraction d
pi
in the bed.
The stress on the catalyst particles will be dif-
ferent in contact with a gas jet, in the bulk of the
bubbling uidized bed, and during its passage
through a cyclone. Recent investigations of cy-
clone-induced catalyst attrition [99 101] have
shown that the mass ow of attrited nes which
is produced by attrition inside the cyclone when
a solids mass ow m
c
Q
3ci
of particles of the
size fraction d
pi
enters the cyclone is given by
m
att,c,i
=c
c
m
c
Q
3ci
d
pi
u
2
c
c
(33)
where u
c
is the gas velocity at the cyclone
inlet, and
c
the solids loading of the incoming
gas ow
c
=
m
c
c
u
c
A
c
(34)
where
c
is the density of the inowing gas,
and A
c
the cross-sectional area of the cyclone
inlet.
Equations (31)(34) describe the catalyst at-
trition under conditions of steady state, i.e.,
when the particles are more or less rounded
off (Fig. 18). To describe also the initial break-
age and attrition of fresh catalyst particles, it is
necessary to follow the fate of the particles on
their introduction into the reactor, which is pos-
sible with population balance models (cf. Sec-
tion 9.3.2). Klett et al. [102] and Hartge et al.
[103] have dened a stress history parameter
=
_
_
_
_
_
_
_
_
_
t
/
t
j
for jet induced attrition
t
/
t
b
for in bed attrition
n
p
/
n
p
for attrition in cyclones
(35)
where the denition of the characteristic pa-
rameters t
j
, t
b
, and n
p
can be taken from Figure
21, n
p
is the number of passages of a given par-
ticle through the cyclone, and t
b
and t
j
are the
time periods during which the particle is sub-
jected to bubble and jet stress, respectively. If it
is assumed that the effects of the different stress
mechanisms on the catalyst particles are addi-
tive, a uniform treatment of the overall stress
history for all three attrition mechanisms is given
by
m
att
()
m
att,
=
_
_
_
_
_
1.1
b
1.1
1
/
b
1 >1.1
1
/
b
(36)
The parameter b is characteristic of a given
catalyst. Figure 22 shows measurements with
FCC catalyst [103] which lead to b = 1.16.
Equation (36) allows the description of the
stress-history-dependent attritionrate andcanbe
used for the simulation of uidized bed reactors
(see Section 9.3.2).
Figure 21. Dependence of attrition on time (bubble- and
jet-induced attrition) and number of passages n
p
through a
cyclone.
A variety of approaches exist for reducing
attrition in industrial uidized-bed reactors. The
jet attrition action can be controlled with spe-
cial gas distributor designs ([9]; e.g., by the use
of bubble caps, Fig. 6) such that gas jets do not
issue directly into the bed at high velocity. Attri-
tion due to bubbles can be lowered by limiting
bubble growth (avoiding high gas velocities and
large bed heights; use of ne catalysts with low
20 Fluidized-Bed Reactors
u
mf
, as implied by Eqs. 18 and 24). Attrition in
cyclones can be prevented, in the simplest case,
by replacing the cyclones with devices such as
lters. Attrition can also be minimized by cut-
ting back the load on the cyclone, for example,
by placing the cyclones above the TDH. Rela-
tively high catalyst attrition also occurs in circu-
lating uidized beds where very large quantities
of solids must be collected in the cyclones.
Figure 22. Dimensionless attrition rate of FCC catalyst as
a function of stress history.
3. Solids Mixing in Fluidized-Bed
Reactors
The intensive solids mixing typical of uidized-
bed reactors has several effects on performance.
In catalytic reactions, the large-scale vertical
solids mixing results in a transport of the gas
components, adsorbed to the catalyst, so that the
gas phase is backmixed and the conversion and
selectivity are impaired. In noncatalytic gas
solid reactions, the mean solids residence time
and residence-time distribution, as well as the
propagation behavior of the solids from indi-
vidual feed points, play a role. In general, fast
and strongly exothermic reactions require fairly
vigorous solids mixing to prevent temperature
peaks near the reactant inlet.
3.1. Mechanisms of Solids Mixing
The wake of the rising bubbles produces a rather
slight upward and lateral drift of the particles
(Fig. 23 A) [104]. In addition, solid particles are
drawn upward in the wake, portions of the wake
are shed at irregular intervals during bubble mo-
tion, and newportions of solids are taken into the
wake (Fig. 23 B). Solids transport in the wake is
essentially the reason that vertical solids mixing
is from one to two orders of magnitude better
than horizontal mixing.
Figure 23. Solids mixing in bubbling uidized beds due to
particle drift (A) and wake transport (B)
a) Cloud; b) Wake
For reasons of continuity, the upward trans-
port of particles by bubbles is coupled with a
downward movement in the suspension phase
that surrounds the bubbles. Measurements of the
local bubble-gas ow have shown that the ris-
ing bubbles are not distributed evenly over the
bed cross section. As a typical example, Figure
24 A gives a plot of the radial distribution of
the bubble-gas ow at three heights above the
grid in a uidized bed 1 m in diameter. The pro-
le is comparatively at in the bottom zone but
exhibits a steeper slope as the height increases,
withanannular zone of preferentiallyrisingbub-
bles. The resulting circulation of the solids also
features an annular region of upward transport
in the wakes with predominantly downward mo-
tion of the solids in the center and at the periph-
ery of the bed (Fig. 24 B).
The large-scale solids circulation can be rein-
forced by uneven distribution of the uidized gas
over the distributor cross section [106]. Figure
25 presents examples of industrial uidized-bed
furnaces in which forced circulation of the solids
is employed to improve coal burnup.
Fluidized-Bed Reactors 21
Figure 24. A) Radial distribution of bubble-gas ow;
B) Relationship between bubble distribution and solids cir-
culation [105]
d
t
= 1 m, quartz sand, u
mf
= 0.013 m/s, u = 0.2 m/s, H
mf
= 0.5 m,
.
V b
= visible bubble ow
3.2. Vertical Mixing of Solids
The propagation behavior of the solids in a u-
idized bed can be described by a number of mod-
els (e.g., [2, 109]). Most commonly used is the
dispersionmodel, inwhichsolids transport is de-
scribed by a diffusion law. The numerical value
of the dispersion coefcient D
sv
for solids mix-
ing in the vertical direction increases with in-
creasing gas velocity because of the growth in
the number and size of bubbles. The following
simple empirical correlation is given for ne par-
ticles (Geldart groups A and B) [2]:
_
D
sv
m
2
/s
_
= 0.06+0.1
_
u
m/s
_
(37)
For a plant-scale uidized bed (0.9 1.26 m
2
in plan, bed height 4 m) equipped with a bundle
of horizontal tubes, a very similar relation was
derived for a solid of Geldart group B [110]:
_
D
sv
m
2
/s
_
= 0.056
_
uu
mf
m/s
_
(38)
Because solids circulation becomes more
marked in larger-diameter uidized beds, the
dispersion coefcient increases rapidly with in-
creasing bed diameter d
t
(Fig. 26). For this case
the following expression is found [2]:
Figure 25. Fluidized-bed furnaces with forced circulation of solids
A) According to [107]; B) According to [108]
22 Fluidized-Bed Reactors
_
D
sv
m
2
/s
_
= 0.030
_
d
t
m
_
0.65
(39)
Figure 26. Vertical solids dispersion in uidized beds of
ne particles (Geldart groups A and B) [2]
The above correlations can provide only
rough values. Other effects observed in prac-
tice include, in particular, a signicant effect of
particle-size range [111, 112].
3.3. Horizontal Mixing of Solids
In gassolid reactions, the propagation behavior
of the solids in the horizontal direction is im-
portant if, for example, the solid material is fed
into the bed at isolated feed points. Werther and
coworkers model the horizontal propagation of
coal in a uidized-bed furnace, describing the
carbon conversion in terms of a simple rst-
order reaction (rate constant k with dimension
s
1
) [113]. The crucial parameter is the ratio
kd
2
t
/D
sh
between the rate of the chemical reac-
tion and the rate of dispersive mass transport.
For high values of k (fast reaction), large reactor
diameters d
t
, and low values of the dispersion
coefcient D
sh
, the local carbonconcentrationin
the bed exhibits a rather steep horizontal prole,
resulting in a signicantly nonuniform distribu-
tion of gas emissions over the bed cross section.
On the basis of Kunii and Levenspiels model
of bubble-induced solids mixing [114], an ex-
pression has been derived for calculating the
horizontal dispersion coefcient D
sh
averaged
over the bed height H, given local bubble prop-
erties (bubble diameter d
v
, bubble-gas holdup
b
) [115]:
D
sh
=0.6710
3
+0.023
1
H
H
_
0
b
1
b
_
gd
3
v
dh (40)
This correlation holds for solids of Geldart
groups B and D with Archimedes numbers bet-
ween 8 600 and 58 000.
3.4. Solids Residence-Time Properties
Many applications of uidization technology
involve continuous processing of solids. Im-
portant considerations in such cases are not
only the mean solids residence time but also
the residence-time distribution. Whereas all el-
ements have the same residence time in a plug-
ow system, a stirred tank exhibits a broad dis-
tribution of residence times. To a good approxi-
mation, the residence-time properties of the u-
idized bed with respect to the solids are the same
as those of a stirred tank. The mean residence
time is the ratio of the solids mass m
b
in the
reactor to the solids throughput
.
m
s
:
=
m
b
.
m
s
(41)
The mass fraction dm
s
/m
b
of solids having a res-
idence time between t and t + dt is
dm
s
m
b
=
1
dt (42)
Similarly, the fraction f of solids having a res-
idence time less than t in the bed is calculated
as
f = 1e
t/
(43)
The residence-time distribution can be narrowed
by placing a number of uidized beds in series.
Multistage systems of this type are used, for ex-
ample, in uidized-bed drying [18].
3.5. Solids Mixing in Circulating
Fluidized Beds
The circulating uidized bed exhibits a complex
gassolid ow pattern as discussed in Section
Fluidized-Bed Reactors 23
2.9. Different regions can be discriminated with
respect to the prevailing mechanisms of solids
motion and mixing. An extensive survey on ex-
perimental ndings in solids mixing is given in
[116]. In the upper diluted zone of the circu-
lating uidized bed, clusters are formed with
mainly upward ow in the core and predomi-
nantly downwards motion near the wall. While
the wall region can be modeled by a plug-ow
approach, the core region exhibits radial gra-
dients. The P eclet number characterizing radial
solids mixing in the core region
Pe
r, s
=
u
c
2R
D
r, s
increases from150 to 300 with increasing solids
volume concentrations [117]. A recent investi-
gation of solids mixing in the bottom zone with
solid carbon dioxide as a tracer showed that in
this zone solids are almost ideally mixed in the
vertical direction but lateral mixing is limited
with dispersion coefcients of about 0.1 m
2
/s
which corresponds to P eclet numbers of around
40, [118].
Counteracting to solids mixing, segregation
occurs in applications using particles of a broad
size distribution and/or different densities. Eas-
ily uidized particles tend to be elutriated while
others tend to sink. A dynamic equilibrium bet-
ween solids mixing and segregation is estab-
lished, causing a spatial distribution of particles
with signicantly different solids properties, as
was shown in an experimental study with a mix-
ture of iron powder and quartz sand with a broad
particle size distribution [119].
4. Gas Mixing in Fluidized-Bed
Reactors
The mixing and residence-time distribution of
the gas are particularly important for catalytic
reactions but are also signicant for gassolid
reactions when gaseous reactants are to be con-
verted to the greatest possible extent in uidized
beds (e.g., reduction of ne-grained iron ores to
sponge iron with gaseous reductants [18]). Gas
mixing is closely linked to the motion and mix-
ing of the solids in the bed.
4.1. Gas Mixing in Bubbling Fluidized
Beds
If the owand mixing of gas in the bubbling u-
idized bed are described by a simple one-phase
dispersion model, the coefcients D
gv
and D
gh
of gas dispersion in the vertical and horizon-
tal directions have similar numerical values and
follow trends similar to those of the solids dis-
persion coefcients. By way of example, Figure
27 shows the effect of uidized-bed diameter d
t
on vertical gas dispersion. The increase in dis-
persion coefcient with vessel diameter might
be attributable to the formation of large-scale
solids circulation patterns, which becomes more
marked in larger equipment. As in the solids
case, the coefcients of horizontal gas disper-
sion are a factor of 10100 lower than those of
vertical gas dispersion.
Figure 27. Vertical gas dispersion in a uidized bed of
solids of Geldart group A (measurements by various
workers; [2])
A single-phase dispersion model gives only
a rough description of gas mixing in bubbling
uidized beds. A more exact description comes
frommodels that take account of local owcon-
ditions inthe bed, especiallythe presence of bub-
bles (see Chap. 9).
4.2. Gas Mixing in Circulating Fluidized
Beds
Only a few detailed studies of gas mixing in
circulating uidized beds have been published,
which are summarized in [120]. The bubbles
24 Fluidized-Bed Reactors
in a bubbling uidized bed inuence the gas
residence-time distribution and mixing directly
through the bypass action of the bubble-gas ow
and gas exchange between the bubbles and the
surrounding suspension phase, and also indi-
rectly through the solids motion that they induce.
In the circulating uidized bed, on the other
hand, the gas-mixing properties are controlled
by segregation due to the formation of solid ag-
gregates (jets, clusters) and the rapid downward
movement of solids strands predominantly near
the wall. Grace and coworkers, for example,
show that a single-phase dispersion model can-
not describe the tracer gas residence-time distri-
butions that they measured [121]. They propose
instead a two-phase model featuring exchange
between a wall zone with stagnant gas and a
core zone with plug ow.
For the case of horizontal gas mixing,
Werther and coworkers [122, 123] have shown
that, for the bed solids they used (quartz sand,
d
p
= 0.13 mm, Geldart group B), horizontal gas
mixing in the top part of the circulating uidized
bed in the core zone can be described by the
model of turbulent single-phase ow [124]. The
P eclet number
Pe
r, c
=
u
c
2R
D
r, c
(44)
(dened in terms of u
c
, the supercial velocity
in the core zone; R*, the radius of the core zone;
and D
r, c
, the horizontal dispersion coefcient
in the core zone) has a value of 465, which is
in fairly good agreement with values measured
in single-phase ows [125]. This value is inde-
pendent of the solids circulation rate G
s
. The
circulating uidized bed thus exhibits no espe-
cially intensive horizontal gas mixing, at least
in the upper section where solids concentrations
are relatively low.
5. Heat and Mass Transfer in
Fluidized-Bed Reactors
Fluidized-bedreactors exhibit a uniformtemper-
ature distribution even in case of highly exother-
mic or endothermic reactions. Approximations
of the heat transfer rates are necessary for the
design and control of uidized-bed reactors in
order to determine the appropriate design of in-
ternals for cooling or heating and to estimate the
changes in the performance with changing op-
erating conditions.
However, up to nowthere is no general theory
on heat and mass transfer in uidized beds. Nu-
merous correlations for the calculation of heat
and mass transfer coefcients are reported in
the literature. Since these correlations are mainly
based on experimental investigations performed
under laboratory conditions, they may be differ-
ent to the situation in large-scale reactors. De-
tails on models of heat and mass transfer with
their respective range of application are given in
related surveys, e.g., [14 17, 126, 130].
Fluid-to-Particle Heat and Mass Transfer.
Since the particle surface area is verylarge, uid-
to-particle heat and mass transfer is rarely a
limiting factor in the design and operation of
uidized bed reactors. The heat-transfer coef-
cients of uidized-beds range between charac-
teristic values for ow through a xed bed and
ow around a single particle [127].
Fixed bed (Re
p
> 80)
Nu =
h
gs
d
p
g
= 2+1.8 Re
0.5
p
Pr
0.33
Single particle
Nu =
h
gs
d
p
g
= 2+0.6 Re
0.5
p
Pr
0.33
where h
gs
is the gassolid heat-transfer coef-
cient, d
p
the particle size, and
g
the thermal
conductivity of gas. The mass transfer coef-
cient can be determined applying the analogy of
heat and mass transfer by replacing in the above
formulas the Nusselt number Nu by the Sher-
wood number Sh and the Prandtl number Pr by
the Schmidt number Sc. For particle Reynolds
numbers below 100 and for ne particles, the
transfer coefcients are signicantly lower than
estimated by the above formulas. If necessary,
the effect of adsorption in mass transfer and of
radiation in heat transfer needs to be taken into
account additionally.
Heat Transfer to Submerged Surfaces.
Heat-transfer coefcients between uidized bed
and submerged surfaces are one or two orders of
magnitude larger than for gases alone [126]. For
single phase ow a stagnant gas layer is estab-
lished at the wall causing a hindered heat trans-
fer. This layer is disrupted by solids transported
Fluidized-Bed Reactors 25
at the wall. The solids adsorb heat and are mixed
into the uidized bed [9].
An example of the time-averaged local heat
transfer along the circumference of a tube im-
mersed horizontally in a uidized bed is given
in Figure 28. It exhibits lower values of the heat-
transfer coefcient below the tube due to a gas
gap caused by bubbles and lower values on top
of the tube because of solids being at rest. With
intensied mixing this effect becomes less sig-
nicant.
Figure 28. Local heat-transfer coefcient around a 35 mm
diameter tube immersed horizontally in a uidized bed of
0.37 mm alumina particles operated at a supercial gas ve-
locity of 0.8 m/s and a temperature of 500
C, adapted from
[128]
The dependence of the heat-transfer coef-
cient on the supercial gas velocity is illus-
trated in Figure 29. Fluidized beds of ne parti-
cles yield a larger heat-transfer coefcient than
coarse particles. According to Molerus and
Wirth [126], different transfer mechanisms can
be identied. In case of ne particles, solids
act as agents transporting heat between walls
and bed, whereas gas convective transport is
the mechanism dominating the heat transfer of
coarse particles. The heat-transfer coefcient of
particles of intermediate sizes exhibits a maxi-
mumdue to the superposition of these two trans-
port mechanisms. Heat-transfer rates in circulat-
ing uidized beds are lower than in bubbling u-
idized beds due to reduced solids volume con-
centrations and are dominated by clusters and
strands [130].
The heat-transfer coefcient increases with
increasing pressure [131] and temperature. The
effect of radiation has to be considered for tem-
peratures above 500
C, but opaque particles can
form an effective radiation shield [132].
6. Gas-Solid Separation
The uidizing gas inevitably carries ne catalyst
particles by entrainment to the reactor exit. Not
only for environmental reasons (i.e., to minimize
emissions) is it necessary to separate the solids
fromthe gas. It may also be necessary to stop the
main reaction and to avoid unwanted side or con-
secutive reactions or toprotect followingprocess
steps or machines from particle-laden streams.
In uidized-bed technology cyclones are mostly
used for this purpose. Knowlton[133] has given
a survey on the state of the art of cyclone design
and application in uidized-bed reactors.
The cyclone should not be considered as a
separate apparatus following the uidized bed
but should be seen as an integral part of the
uidized-bed process. The reason is that, not
only in circulating uidized beds but also in
bubbling or turbulent uidized beds, the cata-
lyst particles which are recovered in the cyclone
are recycled to the uidized bed. The collec-
tion efciency of the cyclone is thus responsible
for maintaining the particle size distribution in
the bed inventory, which in turn determines the
uidized-bed uid mechanics and the chemical
performance of the bed as a reactor. The inter-
relation between uidized bed and cyclone is
discussed in Section 9.3.2.
The inuence of cyclone performance on the
overall process performance is increasingly con-
sidered. For example, Pulupula et al. [134] in-
vestigated the role of cyclones in the regenera-
tor system of a commercial FCC unit. Arnold
et al. [135] were able to trace the deterioration
of plant performance in the ALMA maleic pro-
cess back to problems with cyclone efciency. A
change of the cyclone design improved the par-
ticle size distribution of the bed inventory and
consequently bed hydrodynamics and chemical
conversion. Smit et al. [136] report on cyclone
performance in turbulent uidized-bed Synthol
reactors for FischerTropsch synthesis. Carbon
deposition on the catalyst particles inuences
the bed hydrodynamics, which in turn, via the
26 Fluidized-Bed Reactors
Figure 29. Heat-transfer coefcients determined with a tube immersed vertically in a uidized bed of glass beads of different
size operated at ambient conditions, adapted from [126, 129]
elutriation mechanism, inuence cyclone per-
formance.
7. Injection of Liquid Reactants into
Fluidized Beds
The injection of reactants in liquid form into
the bed was already an essential part of the rst
uidized-bed catalytic process. In the FCC pro-
cess (Section 8.1) crude oil is injected at the
base of the reactor and evaporated in contact
with the hot catalyst particles. The direct heat
transfer is very efcient and avoids a separate
evaporator for the feed. The cooling action of
the evaporating reactant is a further advantage in
the case of an exothermal reaction. Liquid-feed
injection is therefore practiced not only in the
FCC process but also, for example, in the syn-
theses of aniline (Fluid Mechanics), capro-
lactam(Fluid Mechanics), and melamine (
Fluid Mechanics) and in BPChemicals Inovene
process [137] for the gas-phase production of
low-density polyethylene.
Despite its industrial signicance knowledge
about the mechanisms of liquid mixing and
evaporation in the uidized bed is relatively
scarce. Investigations with nonvaporizing hori-
zontal gasliquid spray jets have shown that with
proper design of the injection nozzle it is pos-
sible to penetrate over several decimeters into
the bed before the jet breaks up [138, 139]. On
the other hand, it was found that under vaporiz-
ing conditions for atomizer nozzles with spray
angles between 20 and 120
the injected liq-
uid wetted the bed particles and subsequently
evaporated from their surface while the parti-
cles were mixing in the bulk of the bed [140,
141]. This latter mechanism helps to transport
the reactant away from the location of the noz-
zle and thus contributes to equalization of the
feed distribution inside the reactor. The spe-
cial case that a large oil droplet impinges on a
smaller hot catalyst particle was recently investi-
gated in a 3D direct numerical simulation to an-
alyze dropletparticle collisions in the Leiden-
frost regime [142]. The calculations were carried
out for conditions prevailing near the feed nozzle
in an FCCriser. Vapor layer pressure induced by
evaporation and the droplet surface tension are
the driving forces for droplet recoiling and re-
bounding. The contact time for a FCC particle
and an oil droplet turned out to be about 140 s.
8. Industrial Applications
In this chapter the industrial uses of uidized-
bed reactors are classied as follows:
1) Heterogeneous catalytic gas-phase reactions
2) Polymerization of olens
3) Homogeneous gas-phase reactions
4) Gassolid reactions
5) Biotechnology applications
In each of these areas, the most important
applications are listed and a few typical exam-
ples are analyzed in more detail. For further de-
scriptions of processes, the reader is referred to
relevant articles in the A series. Complete de-
scriptions of industrial uses of the uidized-bed
reactor can also be found in [2, 10, 18, 19].
Fluidized-Bed Reactors 27
8.1. Heterogeneous Catalytic Gas-Phase
Reactions
The uidized-bed reactor offers the following
principal advantages over the xed-bed reactor
for heterogeneous catalytic gas-phase reactions:
1) High temperature homogeneity, even with
strongly exothermic reactions.
2) Easy solids handling, permitting continuous
withdrawal of spent catalyst and addition of
fresh if the catalyst rapidly loses its activity.
3) Ability to operate in the explosion range, pro-
vided the reactants are not mixed until they
are inlet to the uidized bed. This is because
the high heat capacity of the bed solids, to-
gether with intensive solids mixing, prevents
the propagation of explosions.
Figure 30. Fluid catalytic cracking process (Kellogg-
Orthoow system; according to [143, 144])
a) Reactor; b) Regenerator
Catalytic Cracking (Oil Rening,
Chap. 3.2). The ease of solids handling was the
basic reason for the success of catalytic cracking
of long-chain hydrocarbons in the uidized bed
(Fig. 30). The cracking reaction is endothermic
and involves the deposition of carbon on the
catalyst surface, which quickly renders the cat-
alyst inactive. Accordingly, the catalyst must be
continuously discharged from the reactor and
regenerated in an air-uidized regenerator bed
(b), where its carbon loading is lowered from
12 to 0.40.8 wt %. The combustion in this
bed simultaneously furnishes the heat required
for the cracking reactor; the catalyst acts as a
heat carrier. The temperature in the regenerator
is 570590
C and in the reactor, 480540
C
[2]. In a stripper, steam is admitted to remove
hydrocarbons adhering to the catalyst before it
is forwarded to the regenerator.
With the advent of high-activity zeolite cat-
alysts in the 1960s, the bubbling uidized bed,
operated at gas velocities between 0.31 and 0.76
m/s [2], was replaced by the riser cracker (Fig.
31), in which the oil fed in at the bottom of the
riser (c) is vaporized in contact with the hot cat-
alyst and the mixture of oil vapors and cracking
gas transports the catalyst up through the riser.
In the reactor bed (a), solids are collected before
passing through the stripper (b) to the regener-
ator (f). By virtue of the short contact time of
the order of a few seconds and the narrow gas
residence-time distribution, the high activity of
the zeolite catalyst is optimally utilized and a
higher gasoline yield is achieved [2, 10].
Figure 31. Riser cracking process (UOP system), [2]
a) Reactor; b) Stripper; c) Riser; d) Slide valve; e) Air grid;
f) Regenerator
28 Fluidized-Bed Reactors
Synthesis of Acrylonitrile. The crucial fac-
tor in the successful use of the uidized-bed re-
actor for the synthesis of acrylonitrile by the
ammonoxidation of propene (Sohio process)
(Acrylonitrile) was reliable control of this
strongly exothermic reaction:
C
3
H
6
+NH
3
+3/2 O
2
C
3
H
3
N+3 H
2
O H
r
= 515 kJ/mol of acrylonitrile.
The reaction is carried out at a bed tempera-
ture of 400500
Cand gas contact time of 115
s [145] or 520 s [2]. Figure 32 is a schematic
of the reactor. Air is fed to the bottom of the
uidized-bedvessel. The reactants ammonia and
propene are fed in through a separate distribu-
tor (b). Catalyst regeneration by carbon burnoff
occurs in the space between the air distributor
and the feed-gas distributor. The heat of reac-
tion is removed by bundles of vertical tubes (a)
inside the bed (horizontal tubes are used in other
designs [146]).
Figure 32. Synthesis of acrylonitrile (Sohio process) [2]
a) Cooler with internals; b) Distributor
FischerTropsch Synthesis. The Fischer
Tropsch synthesis of hydrocarbons is used on
a large scale for fuel production in the Republic
of South Africa [149]. Synthesis gas generated
from coal in Lurgi xed-bed gasiers enters the
Synthol reactor (Fig. 33), where it is reactedover
an iron catalyst at ca. 340
C. The reactor works
on the principle of the circulating uidized bed.
The mean porosity in the riser is 85 %, and the
gas velocity varies between 3 and 12 m/s [2]. Re-
action heat is removed by way of heat-exchanger
tube bundles placed inside the riser.
Figure 33. FischerTropsch synthesis in the Synthol reactor
[2, 147]
a) Hopper; b) Standpipe; c) Riser; d) Cooler (coil);
e) Reactor; f) Gooseneck
However, experience has shown that this re-
actor is costly, relatively expensive to operate
and maintain, and scale-up to the size of the re-
actors in operation is probably close to the maxi-
mum achievable for operation at 350
C and 2.5
MPa. Therefore, in the 1990s the 16 circulat-
ing uidized-bed reactors operating at Sasols
Secunda site were replaced by eight turbulent
uidized-bed reactors each of 10.7 m diameter,
which achieve a higher per-pass syngas conver-
sion [150].
Different process routes have been devel-
oped for the synthesis of maleic anhydride. The
Mitsubishi process [152, 153] used the naphtha
Fluidized-Bed Reactors 29
cracker C
4
fraction. The ALMA process uses n-
butane as feedstock [154, 155]. A more recent
development is the Du Pont process, which is
also based on n-butane but uses a circulating u-
idized bed as reactor (Fig. 34) [156]. It is based
on a vanadiumphosphorus oxide (VPO) catalyst
which oxidizes n-butane to maleic anhydride by
a redox mechanismon its surface layers [157]. In
the riser n-butane is selectively oxidized by the
oxidized catalyst. In the uidized-bed regenera-
tor the spent catalyst is reoxidized. Since 1996 a
commercial plant has beenoperatinginAsturias,
Spain [158].
Figure 34. The Du Pont maleic anhydride process [158].
Other Processes. Other catalytic reactions
carried out in uidized-bed reactors are the oxi-
dation of naphthalene to phthalic anhydride (
Phthalic Acid and Derivatives) [2, 10, 151];
the ammoxidation of isobutane to methacryloni-
trile [2]; the reaction of acetylene with acetic
acid to vinyl acetate [2]; the oxychlorination
of ethylene to 1,2-dichloroethane (Chlorinat-
ed Hydrocarbons) [2, 10, 159, 160]; the chlo-
rination of methane [2]; the reaction of phe-
nol with methanol to cresol and 2,6-xylenol [2,
161]; the reaction of methanol to gasoline [162,
163]; the synthesis of phthalonitrile by ammoxi-
dationof o-xylene (Phthalic AcidandDeriva-
tives) [164]; the synthesis of aniline by gas-
phase hydrogenation of nitrobenzene (Ani-
line, Chap. 3.2) [165]; and the low-pressure syn-
thesis of melamine fromurea (Melamine and
Guanamines) [166].
An overviewon the various uidized-bed cat-
alytic processes has been given [167].
8.2. Polymerization of Olens
The gas-phase polymerization of ethylene in
the uidized bed was developed by Union Car-
bide (Unipol process [168]; see Fig. 35) (
Polyolens). The reaction gas (ethylene and its
comonomers butene or hexene) uidizes the bed
at 75115
C and 2030 bar. Extremely ne-
grained catalyst is metered into the bed. Poly-
merization occurs on the catalyst surface and
yields a granular product with diameter ranging
from0.25 to 1 mm. Ethylene conversion is com-
paratively low, 2 % per pass; so the reaction gas
is recycled. The heat of reaction is removed by
cooling the recirculating gas. The catalysts used
have such a high activity that more than 10
5
parts
by volume of polymer can be produced per unit
weight of active substance in the catalyst [2].
Because of the high degree of catalyst dilution
in the granular polymer, the catalyst need not
be removed from the product. In the process de-
veloped by BP Chemicals, prepolymers with a
diameter from 0.2 to 0.25 mm rather than cata-
lyst particles are fed into the uidized bed [169].
Mitsui Petrochemical Industries has devel-
oped a process for the gas-phase uidized-bed
polymerization of propene (Polyolens); a
plant using this process came on stream in 1984
[170]. The UnipolShell process was jointly de-
veloped by Union Carbide and Shell and com-
missioned in 1986.
Burdett et al. [171] have given a broad
overview on this still-developing technology,
which presents many challenges for the engi-
neer. One of the biggest problems is the sticki-
ness of the particles under the operating condi-
tions of the process, which has often led to par-
ticle sintering with subsequent deuidization of
the bed. Seville et al. [172] monitored the motion
of particles in a scaled polymer reactor and stud-
ied the sintering kinetics in order to determine
30 Fluidized-Bed Reactors
a safe operating window. Cai and Burdett [173]
developed a model of single-particle polymer-
ization in the uidized bed to simulate particle
growth and particle-temperature evolution with
the residence time of a catalyst particle in the
reactor.
Figure 35. Gas-phase polymerization of ethylene (Unipol
process) [2]
a) Compressor; b) Cooler; c) Catalyst feed hopper;
d) Reactor; e) Separator
8.3. Homogeneous Gas-Phase Reactions
The decisive advantage of the uidized bed for
homogeneous gas-phase reactions is the ability
to carry large quantities of heat into or out of
the reactor by using direct heat exchange via the
bed solids. An example is the Exxon uid coking
process (Fig. 36; [2, 18, 174, 175]), which con-
verts heavy residual oils to petroleum coke and
gas-oil. The reactor (d) and heater (e) beds are
connected in a single solids loop. The bed mate-
rial is coke generated in coking at 480570
C,
which grows to spherical particles 0.11 mm in
diameter in the reactor. The coke is discharged
continuouslyfromthe reactor andheatedto500
690
C by partial combustion in the heater. The
hot coke stream then transports the heat needed
for the endothermic coking reaction into the re-
actor. Excess coke is removed as a coarse frac-
tion in a classier connected to the heater. Fluid
coking is used, e.g., for rening bitumen from
the Athabasca tar sands in Canada. To make ef-
cient use of the product coke, Exxon combined
the uid coking process with a uidized-bed
gasication reactor [2, 175]. This Flexi-Coking
process was rst implemented in 1976 in Japan;
the daily capacity of one plant is ca. 3400 t of
vacuum residue.
Figure 36. Fluid coking process [2, 18]
a) Slurry recycle; b) Stripper; c) Scrubber; d) Reactor;
e) Heater; f) Quench elutriator
The bed solids also nd use as heat-transfer
agents in the thermal cracking of naphtha, a pro-
cess carried out in the Lurgi sand cracker [2, 18,
176]. The solids circulating between the reactor
and the heater consist of coarse sand particles
(ca. 1 mm in diameter). When the coke deposit
produced in cracking is burned off the particle
surface with air, the solids are heated to 800
850
C and can thus deliver the heat required
for endothermic cracking. The temperature in
the reactor is ca. 700750
C.
Other thermal cracking processes include the
BASF Wirbeliess process [2, 18, 177], and the
KuniiKunugi process [2].
8.4. GasSolid Reactions
Coal Combustion. The highheat capacityof
the uidized bed permits stable combustion at
low temperature (ca. 850
C), so that the forma-
tion of thermal and prompt nitrogen oxides [178]
can be suppressed and total nitrogen oxide emis-
sions can be reduced. If limestone is added to the
bed, the calcination reaction
Fluidized-Bed Reactors 31
Figure 37. Power plant with circulating uidized-bed furnace (Lurgi process) [180]
a) Circulating uidized-bed reactor; b) Recycling cyclone; c) Siphon; d) Fluidized-bed heat exchanger; e) Convective pass;
f) Dust lter; g) Turbine; h) Stack
CaCO
3
CaO+CO
2
yields CaO, which can bind in situ the SO
2
pro-
duced in combustion:
SO
2
+CaO+1/2 O
2
CaSO
4
During the 1980s the uidized bed was estab-
lished in power-plant engineering. The unit size
rapidly increased from 5 MW
e
in 1970 to about
350MW
e
duringthis time [179]. Meanwhile (ca.
2006) some 500 power plants are in operation
worldwide. By far the majority of these plants
operate with circulating uidized beds. As an
example, Figure 37 shows a Lurgi design.
The staged admission of the combustion air
minimizes NO production from nitrogen in the
fuel in the lower part of the combustion cham-
ber. The admission of secondary air completes
the combustion in the upper part of the cham-
ber by oxidizing most of the CO. Some of the
circulating solids are led through the external
uidized-bed cooler, which enhances the exi-
bility of control and permits load variation over
a wide range.
More recent developments aim at even larger
capacities witha further enlargement of the com-
bustion chamber and making use of supercrit-
ical steam conditions and once-through boiler
design. One problem associated with the size
enlargement is the distribution of both the coal
and the secondary air from the sidewalls over
the cross section of the combustion chamber.
Since the lateral mixing of gas and solids in a
circulating uidized bed is quite slow, sufcient
numbers of feed ports for the coal and air injec-
tionnozzles have tobe arrangedonthe sidewalls.
The pants-leg designshowninFigure 38is one
possibility to provide sufcient lateral mixing at
the bottom of the combustion chamber. A rst
450 MW
e
unit is being built in Lagisza/Poland
[181] and 600 MW
e
CFB combustors are in the
design phase [182].
If a uidized-bed furnace running under a
pressure of 1216 bar is linked to a gas turbine,
the efciency of the power plant can be markedly
enhanced [183]. At the same time, however,
this concept imposes severe requirements on gas
cleaning [184]. Pressurized uidized-bed com-
bustion has been tested in several large experi-
mental plants (e.g., [186]). In the meantime sev-
eral plants of the 80 MW range are in commer-
cial operation. Recently, a pressurized uidized-
bed combustor with an electrical power of 360
MW was erected by ABB Carbon [185] (Fig.
39); these units employ bubbling uidized beds
[187, 188]. Pressurized uidized-bed boilers
employing circulating uidized beds are still un-
der development (e.g., [189]).
For further details on uidized-bed combus-
tion systems see the proceedings of the Fluidized
32 Fluidized-Bed Reactors
Figure 38. Furnace cross section of a large CFB combustor (after [179])
Figure 39. Power plant with pressurized uidized-bed combustor (ABB design) [187]
a) Pressurized uidized-bed boiler; b) Cyclone; c) Gas turbine; d) Economizer; e) Ash removal; f) Fuel feed; g) Feed-water
tank; h) Steam turbine; i) Condenser; j) Bed material hopper
Bed Combustion Conferences [25] and a mono-
graph [190].
Waste Incineration. The incineration of
municipal sewage sludge in uidized-bed fur-
naces is now practiced in many facilities [191].
The total amount of sludge thermally treated
in Germany in 1996 was 513 000 t (dry basis)
[192]. Figure 40 is a diagram of an incinerator.
Moist, centrifuged sludge is fed from above to
Fluidized-Bed Reactors 33
the uidized bed by means of piston pumps.
The uidizing air is preheated in an oil-red
mufe before reaching the furnace. Fuel oil,
used as a supplemental fuel, is metered directly
into the bed. Developments in sludge incinera-
tion have achieved energy autarky by recovering
waste heat and utilizing it to predry the sludge
so that self-sustaining combustion is possible
[194 196]. Later, the more stringent emission
limits set forth in the 17th Bundesimmission-
schutzverordnung (BImSchV, regulation in the
Federal Republic of Germany concerning the
limitationof immissions) maynecessitate staged
combustion (as in power generation), particu-
larly to control NO
x
emissions [197, 198].
Figure 40. Fluidized-bed furnace for municipal sludge
incineration (Uhde system) [193]
For the incineration of municipal waste, a fur-
nace with a rotating uidized bed has been
developed. The inclined distribution grid in this
design generates two rollerlike ows of circu-
lating bed solids, leading to rapid and efcient
mixing of the waste in the bed [199].
Coal Gasication. A number of uidized-
bed processes have been developed for gasifying
coal (Gas Production; e.g., [2]). Interest in
these processes for cogeneration power plants
has recently become more intense. In the co-
generation system shown in Figure 41, high-
pressure gasication is combined with com-
bustion in a circulating uidized bed; efcien-
cies of more than 40 % are expected, depend-
ing on the available gas turbine technology
[180]. The Rheinische Braunkohlenwerke com-
pany has developed a high-temperature Winkler
(HTW) process based on Winkler gasication
(Fig. 42) [200]. The pressure (ca. 10 bar) and
temperature (ca. 1100
C) are higher than in the
Winkler process; coal is gasied with oxygen
and steam. Recycling of solids from the cyclone
to the uidized bed results in a much higher car-
bon conversion than in the Winkler process.
Gasication of Solid Waste. In comparison
with incineration, the gasication of solid waste
offers the advantage of a smaller volume of off-
gas, so the cleaning systemcan be made smaller.
In the Japanese Pyrox process, heat required
by the gasication reactor is supplied by sand
heated in a uidized-bed furnace, so that a high-
Btu-gas can be generated [2].
A cement kiln plant at Ruedersdorf in Ger-
many is operated with a biomass gasication re-
actor. This circulating uidized-bed reactor de-
signed by Lurgi supplies fuel gas for the calcin-
ers [201].
Calcination. The calcination of aluminum
hydroxide in the Vereinigte Aluminiumwerke
(VAW)/Lurgi circulating uidized-bed process
features an overall thermal efciency of more
than 70 %, which is achieved through down-
stream heat recovery from the calcined alumina
and the off-gas [18, 202 204]. The circulating
uidized bed proper (c) is coupled to two venturi
uidized beds (a), in which the moist hydroxide
is rst dried and heated by direct contact with the
off-gas before it is forwarded to the calcination
furnace (see Fig. 43). The ve-stage uidized-
bed cooler (d) downstream of the furnace serves
to preheat the combustion air. A furnace 3.8 m
in diameter and 20 m tall, with a uidization ve-
locity of 3 m/s and mean particle diameter of
0.040.05 mm, produces more than 500 t/d of
Al
2
O
3
[18].
Other applications include the calcination
of limestone (in multistage uidized-bed fur-
naces), lime muds, and crude phosphates [2, 18].
Roasting Processes. Fluidized-bed roasting
follows the general reaction equation
34 Fluidized-Bed Reactors
Figure 41. Concept for cogeneration power plant based on high-pressure gasication in circulating uidized bed [185]
a) High-pressure CFBgasication; b) Gas cleaning; c) CFBcombustion; d) Waste-heat boiler; e) Gas turbine; f) Steamturbine
Figure 42. Flow sheet of HTW demonstration plant [200]
a) Coal lock hopper system; b) Gasier; c) Cyclone; d) Ash lock hopper system; e) Raw gas cooler; f) Wet dust separator;
g) Carbon monoxide conversion
Metal sulde + Atmospheric oxygen
Metal oxide + Sulfur dioxide
This is one of the earliest industrial uses of
uidization. Many such processes are used in the
roasting of pyrite, zinc blende, and other sulde
ores. Bubbling uidized beds with gas veloci-
ties between 0.5 and 2.3 m/s [2] are employed;
heat generated by the exothermic roasting reac-
tion is removed by tube banks immersed in the
bed, via a solid heat-transfer agent, or by simple
water injection. Roasting furnaces are available
in very large sizes (bed diameters up to 11 m)
with capacities of several hundred tonnes of ore
per day [2, 18].
Fluidized-Bed Reactors 35
Figure 43. Fluidized-bed calcination of aluminum hydroxide (VAW/Lurgi system) [18]
a) Venturi uidized bed; b) Cyclones; c) Fluidized-bed furnace; d) Fluidized-bed cooler; e) Recycle cylone; f) Electrostatic
precipitator
Figure 44. Flow sheet of Lurgi Circored process [206]
a) Preheater; b) Cyclone; c) First stage reactor; d) Second stage reactor; e) Briquetting unit; f) Gas cleaning unit
36 Fluidized-Bed Reactors
Iron Ore Direct Reduction. (Iron). For
the direct reduction of iron ore, Lurgi has de-
veloped two processes [205]. Hydrogen is ap-
plied as reductant in the Circored process, coal
gas is used in the Circofer process. A plant for
the Circored process has been built in Trinidad
with a capacity of 500 000 t iron briquette per
year [206]. Applying two stages, a circulating
uidized-bed reactor reduces the preheated iron
ore (800
C) at 630650
Cto a degree of metal-
lization of 6585 %and a bubbling uidized-bed
reactor proceeds at temperatures up to 680
C
to achieve a degree of metallization of 9395 %
(see Fig. 44). The metallized product is then
transported to the hot briquetting unit. At a pres-
sure of 4 bar, the process gas is recycled to a gas
cleaning unit and made up with hydrogen.
Other Processes. Fluidized-bed processes
for the production of high-purity silicon and
activated carbon and the chlorination and u-
orination of metal oxides are described in [2].
A detailed description of TiO
2
synthesis in a
uidized-bed reactor and a survey of the use
of uidized-bed processes in the production of
nuclear fuels are given in [10].
8.5. Applications in Biotechnology
A comprehensive survey of the use of uidized-
bed reactors in biotechnology is given in [10,
207].
Liquidsolid and liquidgassolid systems
are used in aerobic and anaerobic wastewater
treatment (nitrication and denitrication); the
microorganisms are grownas a biolmonpartic-
ulate supports to prevent their entrainment from
the reactor with the uidizing medium. The ad-
vantages of the uidized-bed reactor over the
xed-bed reactor include higher capacity per
unit volume and less susceptibility to plugging
[208]. A study showing the potential of liquid
solid circulating uidized beds in biotechnologi-
cal processes such as fermentation has been pub-
lished recently [209].
Full-scale uidized-bed biogas production
reactors have come on stream since 1984 [210,
211]. The process consists of two stages, acidi-
cation and methanation. Sand particles 0.10.3
mmin diameter serve as support for the microor-
ganisms; at uidization velocities of 820 m/h,
the biolmgrows to a thickness of 0.060.2 mm
on these particles. The reactors are large devices
with diameters of 4.6 mand bed heights of 21 m.
Figure 45. Solid-state fermentation of Aspergillus sojae in
the uidized bed (adapted from [216])
a) Separator; b) Electrode; c) Agitator; d) Distributor;
e) Ejector
GasSolid Systems. Gassolid uidized-
bed fermenters have been investigated on a pilot
scale for the growth of Saccharomyces cere-
visiae [212], the production of ethanol with S.
cerevisiae [213, 214], and the enrichment of glu-
tathione in yeast by S. cerevisiae [214, 215]. In
these applications, the substrate is metered into
the bed in liquid form. A process used in Japan
for the culture of Aspergillus sojae on wheat
groats employs a solid substrate [216, 217]. The
latter process is in service on a plant scale (bed
mass 500 kg, bed diameter 1.5 m). The reactor
(Fig. 45) contains an agitator (c) just above the
distributor (d), as well as a rotating separator (a)
in the top of the vessel. Water is sprayed onto
Fluidized-Bed Reactors 37
the bed fromabove to maintain the proper mois-
ture level; electrodes (b) dipping into the bed
measure this parameter. The moisture content
of the solids is generally a critical parameter
for the uidized-bed fermenter; the bioreactions
extinguish if it becomes too low, whereas the
particles agglomerate and uidization is dis-
rupted if it becomes too high. Sterilized air is
used for uidization. Seed spores of the mi-
croorganisms are fed into the bed via the ejector
(e). This system achieves a considerable gain in
cell yield and an enrichment of certain enzymes
by a factor of 515 over conventional xed-bed
cultures. The generated biomass forms the basis
for soy sauce production.
9. Modeling of Fluidized-Bed
Reactors
9.1. Modeling of LiquidSolid
Fluidized-Bed Reactors
An expansion formula of the RichardsonZaki
type, Equation (7), describes the hydrodynamics
of liquidsolid uidized beds fairly well [218].
The difculty in modeling this kind of reactor
for bioreactions thus lies not so much in deter-
mining the ow and mixing conditions in the
uid as in describing the diffusion processes in
the biolm and the kinetics of the biological re-
actions [219]. In view of the small number of
experimental studies reported thus far, no nal
judgment can be made on the suitability of var-
ious models [208].
9.2. Modeling of GasSolid
Fluidized-Bed Reactors
Exhaustive literature surveys can be found in [2,
9, 10, 220]. [221]. Many models exist in the liter-
ature, which are classied in the cited references
under various schemes. The available informa-
tion can be summed up as follows: No generally
accepted model of the uidized-bed reactor ex-
ists; instead, many models have been proposed
on the basis of more-or-less extensive experi-
mental ndings for various applications.
Any uidized-bed reactor model can be bro-
ken down into separate components that de-
scribe, with varying degrees of accuracy, the
hydrodynamics (depending on solid properties,
operating conditions, and geometry), gassolid
contact, and reaction kinetics. The essential
point is that the reactor geometry effect, which is
important for scale-up (Chap. 10), manifests it-
self in the ow conditions and must therefore be
included in the hydrodynamic part of the model.
Before a reactor model found in the litera-
ture can be applied to a given problem, the de-
signer must determine whether numerical val-
ues are available for all model parameters, that
is, whether the model is appropriate for design
calculations or is a learning model [222] in
which the numerical values of important param-
eters can be determined only after the model is
adapted to actual test results.
Reaction kinetics may be determined in a
xed-bed reactor, provided measurements are
performed under conditions comparable to those
that prevail in the uidized-bed reactor (e.g., the
same solids composition and particle-size distri-
bution, the same activity state in the case of cata-
lysts) [223]. However, the kinetic parameters can
also be determined directly by measurements in
a bench-scale uidized-bed apparatus [224].
9.2.1. Bubbling Fluidized-Bed Reactors
By far the majority of uidized-bed reactor mod-
els described in the literature deal with reactions
in bubbling uidized beds [2, 9, 10, 225, 226].
For a specic application, modeling depends on
the bubble owregime. For slow-bubble systems
(Fig. 7, left), the short-circuit owof gas through
the bubbles must be takenintoaccount [227]. For
fast-bubble systems (Fig. 7, right), the species
have to be balanced separately in the bubble and
suspension phases.
If models from the literature are employed, it
should be taken into account that those devised
in the past, when adequate computing hardware
was not available, often sought to obtain analyt-
ical expressions for the degree of conversion of
a single reaction (usually taken as rst-order).
The simplifying assumption of a single effec-
tive bubble size for the entire uidized bed was
therefore made [2], or the mass-transfer area
between the bubble and suspension phases was
taken as uniformly distributed over the height
of the bed (HTU or NTU concept, where HTU
38 Fluidized-Bed Reactors
denotes height of transfer unit and NTU denotes
number of transfer units [228]. Today, in viewof
the computing power available at the PC level,
the recommendedprocedure is tostart fromlocal
mass-transfer relations, write balance equations
for the differential volume element of the reac-
tor, and then numerically integrate these equa-
tions.
Figure 46 presents a model used by Werther
for a constant-volume reaction [224, 229]. Here
the simplifying assumption is that ow through
the suspension phase is at the minimum u-
idization velocity u
mf
. For a heterogeneous cat-
alytic gas-phase reaction, the material balances
for species i in the unsteady-state cases are as
follows:
Bubble phase
b
C
bi
t
= [uu
mf
(1
b
)]
C
bi
h
k
G,i
a (C
bi
C
di
)
(45)
Suspension phase
(1
b
) [
mf
+(1
mf
)
i
]
C
di
t
=
u
mf
(1
b
)
C
di
h
+k
G,i
a (C
bi
C
di
)
+(1
b
) (1
mf
)
s
M
j=1
i,j
r
j
(46)
In Equations (45) and (46) the following simpli-
fying assumptions have been made:
1) Plug ow through the suspension phase at an
interstitial velocity (u
mf
/
mf
)
2) Bubble phase in plug ow, bubbles are solids
free
3) Reaction in suspension phase only
4) Constant-volume reaction (see [224] for han-
dling a change in number of moles)
5) Sorption effects neglected (see [229] for han-
dling sorption)
Here
i
is the porosity of the catalyst parti-
cles; a is the local mass-transfer area per unit of
uidized-bed volume, which can be calculated
as
a =
6
b
d
v
(47)
for spherical bubbles; r
j
is the rate of partial re-
action j per unit mass of catalyst; and
ij
is the
stoichiometric number of species i in reaction j.
The relation
k
G,i
=
u
mf
3
+
_
4D
i
mf
u
b
d
v
(48)
proposed by Sit and Grace [230] has proved use-
ful for describing the mass-transfer coefcient
k
Gi
associatedwithcomponent i inmass transfer
between the bubble and suspension phases; D
i
is the molecular diffusion coefcient of species
i.
The freeboard space above the bubbling u-
idized bed must be considered in the reactor
model if the entrainment rate is high and the
reactions in the freeboard are not quenched, for
example, by cooling.
Most uidized-bed models include concen-
tration proles only for the vertical direction.
This one-dimensional modeling is acceptable
when the reactants are admitted uniformly over
the bed cross section. If, however, reactants are
metered into the bed at individual feed points,
three-dimensional modeling may become nec-
essary. Such models have been devised for the
combustion of coal in bubbling uidized beds
[232 234].
As a rule, the modeling of solids behavior in
bubbling uidized-bed reactors is based on that
in stirred tanks. Fluidized-bed combustion is one
of the few exceptions; here the model must take
account of the propagation of coal from the feed
point if the furnace emission behavior is to be
described correctly [232, 234].
Temperature homogeneity is a virtually fun-
damental property of the uidized-bed reactor.
Even so, one exception is industrially important:
in high-pressure uidized-bed furnaces, the high
energy density can cause local hot spots near the
fuel injection points [235]. Reactor models that
take care of this have been described, e.g., in
[236].
9.2.2. Circulating Fluidized-Bed Reactors
In the early days of circulating uidized-bed re-
actor modeling, negligible axial dispersion and
laterally uniformowstructure were believed to
characterize these systems. Thus, simple plug-
owmodels were used [237]. This approach was
found to oversimplify the behavior of circulat-
ing uidized-bed reactors, because a signicant
amount of axial dispersion was observed. As a
result, the plug-ow model has often been mod-
ied by adding a dispersion term to the balance
equations. Axial dispersion coefcients have
Fluidized-Bed Reactors 39
Figure 46. Two-phase model of the uidized-bed reactor
been determined by many authors who mea-
sured the residence time distribution of tracer
gases [238, 239]. Typical values of P eclet num-
bers they found are on the order of 10.
By means of a model reaction it has been
proved that in many cases circulating uidized-
bed reactors cannot be characterized by solely
considering mixing phenomena [240]. Instead,
the presence of mass-transfer limitations and by-
passing was found to have a signicant inu-
ence. In analogy to low-velocity uidized beds
a detailed description of the local ow structure
within the reaction volume must serve as a basis
for appropriate reactor modeling.
The highly nonuniform ow structure of cir-
culating uidized beds described in 2.9.2 has
led to reactor models which separately deal with
different axial zones. The bottom zoneif it ex-
ists under the given operating conditionscan
be described by models whose basic approaches
were originally developed for modeling of bub-
bling uidized beds [241]. Modeling of the up-
per section of the circulating uidized bed is
in most cases based on a proper description of
the heterogeneous coreannulus ow structure
[242 244]. These state-of-the-art models are
one-dimensional and dene two phases or zones
which are present at every axial location:
1) A dense phase or annulus zone: high solids
concentration, gas stagnant or moving down-
wards
2) A dilute phase or core zone: low solids con-
centration, gas owing quickly upward.
Similar to the situation in bubbling uidized
beds, the two phases exchange gas with each
other and are modeled by separate equations
which are obtained from mass balances for each
component in each phase.
Todays models still suffer from the prob-
lem that not all uid-mechanical variables can
be predicted on the basis of the operating con-
ditions. Instead, reasonable estimations or mea-
surements in cold-owmodels are used to obtain
numerical values for many variables.
Acommon feature of all models for the upper
part of circulating uidized beds is the descrip-
tion of the mass exchange between dense phase
and dilute phase. In analogy to low-velocity
uidized beds the product of the local spe-
cic mass transfer area a and the mass-trans-
fer coefcient k may be used for this purpose.
Many different methods for determination of
values for these important variables have been
reported, such as tracer-gas backmixing experi-
ments [241], non-steady-state tracer-gas experi-
ments [245], model reactions [244] and theoret-
ical calculations [243].
Similar to the bubbling uidized-bed reactor,
the solids behavior of the circulating uidized-
bed reactor can usually be described as com-
pletely mixed. This does not hold for riser reac-
tors with very high gas velocities, such as those
used in FCC risers (u > 10 ms
1)
. Here, better
modeling results will be obtained by assuming
dispersed plug ow of solids [239].
Like for bubbling uidized beds, it can be
assumed that circulating uidized beds exhibit
a high degree of temperature homogeneity even
in the case of highly exothermic reactions. How-
ever, in the case of very large circulating u-
idized beds for coal combustion, signicant hor-
40 Fluidized-Bed Reactors
Figure 47. The multiscale approach for CFD modeling of uidized-bed reactors [254].
izontal and vertical temperature proles have
been observed inside the combustion chambers
[246].
Despite the many uncertainties, circulating
uidized bed reactors have been modeled suc-
cessfully. For example, three-dimensional gas
andsolids concentrationproles were calculated
in circulating uidized-bed boilers with local in-
jection of reactants [247] and coal feeding via
discrete feeding points [248].
9.3. New Developments in Modeling
Fluidized-Bed Reactors
9.3.1. Computational Fluid Dynamics
The models described above follow the classi-
cal chemical engineering approach which re-
places the complex particleuid interaction in
the uidized bed by idealized congurations
(plug ow, stirred tank, either valid overall or
in regions) with mixing and mass-transfer coef-
cients describing the transport of matter. How-
ever, more recently, there has been a strong ten-
dency to model the uid mechanics of uidized-
bed reactors from rst principles. The problem
of computational uid dynamics (CFD) model-
ing in this area is that the particleparticle and
particleuid interaction must be considered on
the particle scale, while the reactor performance
must be described on a much larger scale, typi-
cally on the order of several meters. This leads
to computational difculties and problems with
available computing capacities. At present (ca.
2006) there is no generally accepted CFDmodel
of the uidized-bed reactor available, but rapid
progress can be seen in this area [249 253].
A promising approach appears to be multiscale
modeling strategy [254].
The idea essentially is that fundamental mod-
els which take into account the relevant details
of uidparticle (lattice Boltzmann model) and
particleparticle (discrete-particle model) inter-
actions are used to develop closure laws to feed
continuum models which can then be used to
simulate the ow structures on a larger scale.
Figure 47 illustrates this approach, which nally
leads to the discrete-bubble model and should
be applicable to the large industrial scale of the
Fluidized-Bed Reactors 41
Figure 48. Fluidized-bed reactor model system [256].
Figure 49. Reactor behavior as a function of operating time [256].
bubbling uidized-bed reactor. The multiscale
methodology [255] still requires development
work but provides a good chance to arrive at
more realistic uidized-bed reactor models in
the not too far future.
9.3.2. Modeling of Fluidized-Bed Systems
Another line of development is the modeling of
uidized-bed reactor systems. Whereas previ-
ously the isolated uidized bed was modeled,
42 Fluidized-Bed Reactors
the focus now is on the coupling between the
uidized bed and the cyclone for catalyst recov-
ery and recycle [256] or even on the coupling
between two uidized-bed reactors [257], e.g.,
reactorregenerator systems as are used in the
FCC and maleic anhydride processes.
Figure 50. Inuence of the Sauter diameter on the chemical
conversion of a simple rst-order reaction [256].
As an example, Figure 48 shows a uidized-
bed coupled with a cyclone and its translation
into the model system. Attrition leads to a loss
of material from the system, which requires the
addition of fresh catalyst after some time (Fig.
49). A population balance model which con-
siders the changes in the catalyst particle size
intervals allows the change in the catalyst in-
ventory with time to be followed. We see that
it takes several weeks for the system to reach
a quasisteady state. As a consequence of attri-
tion and incomplete separation in the cyclone,
the mean particle diameter in the bed increases
with time, and this leads to larger bubbles and
a reduced area of mass transfer between bub-
bles and the surrounding suspension in the bed.
As a further consequence the conversion rate of
a simple rst-order reaction falls off with time.
Finally, Figure 50 shows that improvements in
the efciency of the solids-recovery system are
able to increase the conversion rate again, which
is in agreement with large-scale industrial expe-
rience [258, 259].
10. Scale-up
Typical diameters of bench-scale uidized-bed
reactors are roughly 3060 mm, and of pilot-
scale units 450600 mm, which should allow a
reliable scale-up [9]. Full-scale uidized-bed re-
actors used in the chemical industry have di-
ameters up to ca. 10 m. Circulating uidized
bed combustors are even bigger with bed cross-
sectional areas reaching200 m
2
[261]. As equip-
ment size increases, characteristic changes take
place in the gassolid ow that can decisively
affect reactor performance. Such changes result
either directly from the geometry or indirectly
from design changes made as the unit is en-
larged. In particular, experience has shown that
the following factors affect the performance of
bubbling uidized beds during scale-up [262]:
Bed Diameter. According to Equation (22),
the mean upward bubble velocity increases as
the bed diameter d
t
increases. As a result, the
bubbles have a shorter residence time in the bed;
hence the exchange area between the bubble and
suspension phases is smaller, so conversion is re-
duced [263]. In case of circulating uidized-bed
combustors, measurements have shown that the
downwards velocity of solids in the wall zone
increases drastically with increasing size of the
combustor [260].
Grid Design. In the laboratory, porous plates
are the preferred type of gas distributor because
of the ease of working with them. Gas distribu-
tion becomes worse when these are replaced by
industrial distributor designs; thus the exchange
area between the bubble and suspension phases
is reduced, again with consequently lower con-
version [43].
Internals. Whereas the laboratory uidized
bed is generally operated with no internals, plant
equipment often must contain bundles of heat-
exchanger tubes. Screens, bafes, or similar in-
ternals are frequently used to redisperse the bub-
ble gas in industrial reactors. The mass-transfer
area is thus increased relative to the uidized
bed without internals; the extra area can be uti-
lized to partially offset the conversion-reducing
effects of bed diameter and gas distributor [263].
Catalyst Particle-Size Distribution. Bub-
ble growth is inuenced by the proportion of
nes in the particle-size distribution of the bed
(usually measured as the weight fraction <
0.044 mm) or by the mean grain size d
p
(via
Fluidized-Bed Reactors 43
u
mf
, Eq. 18). If the content of nes increases,
bubbles collapse sooner and the equilibrium
bubble size becomes smaller, with a resultant
greater bubblesuspension mass-transfer area.
This effect generally is fully developed only in
the plant-scale reactor, where bubbles can grow
without the hindrance of vessel walls. Thus, in
principle, the performance of catalytic uidized-
bed reactors can be controlled by modifying the
catalyst particle-size distribution[112, 264]. The
recommended content by weight of nes (<
0.044 mm) for good uidization is 3040 %
[265], but maintaining this high a nes content
in the system over a long span of time requires
a very efcient solids recovery system.
Lateral Mixing of Reactants. On a labora-
tory scale, reactants experience compulsory uni-
form distribution over the bed cross section. In
plant equipment, on the other hand, reactants
often arrive in the reactor via individual feed
points. The resulting uneven distribution of re-
actants can have a marked effect on reactor per-
formance, which has been shown for the effect
of coal feeding on the emission properties of
uidized-bed furnaces [248].
Secondary Reactions in the Freeboard. In
a bench-scale apparatus, the uidized gas is
rapidly cooled by the vessel wall in the free-
board space after leaving the bed, so secondary
reactions in the freeboard are often negligible.
Such is not the case in the plant-scale reactor.
The action of wall cooling is not signicant here,
and the entrainment rate is high because of the
higher uidization velocities common in full-
scale equipment. Both effectslack of cooling
and high solids concentration in the freeboard
may lead to marked secondary reactions in the
freeboard of industrial uidized-bed reactors. In
the case of a system of consecutive reactions
where the desired product is formed as an inter-
mediate, the freeboard reactions will generally
lower the selectivity. The effect of freeboard re-
actions has been demonstrated for the example
of NO and CO emissions from a uidized-bed
furnace [232].
Catalyst Attrition. Catalyst attrition is min-
imal in laboratory apparatus, because of the use
of porous plates as gas distributors, as well as
the low gas velocities and bed depths. Attrition
is necessarily greater in industrial reactors. To
reduce this risk in scale-up, the attrition tests
described in Section 2.11 should be carried out
and the results converted to the full-scale con-
ditions with the aid of Equations (34), (35) and
(36).
Other Factors. In addition to the factors just
listed, many other effects become apparent when
a uidized-bed reactor is scaled up that are
difcult to calculate. Examples are the risk
of nonuniform gas distribution over very large
cross sections in shallow uidized beds; the for-
mation of deposits in the bed; the fouling of heat-
exchange surfaces; and catalyst aging and poi-
soning. On the whole, accordingly, the scale-up
of uidized-bed reactors is a complex process,
commonly requiring a large amount of pilot-
scale experimentation. Current knowledge about
the uid mechanics in the uidized bed, how-
ever, enables simulation calculations of many of
the scale-up effects, so the amount of testing dur-
ing process development may be decreased and
the risk can be at least limited.
11. References
1. I. G. Farben, DE 437 970, 1922 (F. Winkler).
2. D. Kunii, O. Levenspiel: Fluidization
Engineering, ButterworthHeinemann, Boston
1991.
3. D. Geldart (ed.): Gas Fluidization Technology,
John Wiley & Sons, Chichester 1986.
4. J. F. Davidson, R. Clift, D. Harrison:
Fluidization, Academic Press, London 1985.
5. W.-C. Yang (ed.): Fluidization, Solids
Handling and Processing, Noyes Publications,
Westwood 1999.
6. D. Gidaspow: Multiphase Flow and
Fluidization, Academic Press, London 1994.
7. J. R. Grace, A. A. Avidan, T. M. Knowlton
(eds.): Circulating Fluidized Beds, Chapman
& Hall, London 1997.
8. W. -C Yang (eds.): Handbook of Fluidization
and Fluid-Particle Systems, Marcel Dekker,
New York 2003.
9. M. Pell: Gas Fluidization, Elsevier,
Amsterdam 1990.
10. J. G. Yates: Fundamentals of Fluidized-Bed
Chemical Processes, Butterworths, London
1983.
44 Fluidized-Bed Reactors
11. K.-E. Wirth: Zirkulierende Wirbelschichten
Str omungsmechanische Grundlagen,
Anwendungen in der Feuerungstechnik,
Springer Verlag, Heidelberg 1990.
12. P. Basu: Combustion and Gasication in
Fluidized Bed, Taylor & Francis, Boca Raton
2006.
13. K. B. Mathur, N. Epstein: Spouted Beds,
Academic Press, New York 1974.
14. K.-E. Wirth in E.-U. Schl under (ed.): VDI
W armeatlas, 8th ed., VDI Verlag, D usseldorf
1997, pp. Lf 19.
15. K.-E. Wirth in E.-U. Schl under (ed.): VDI
Heat Atlas, 1st English ed., VDI Verlag,
D usseldorf 1993, pp. Lf 19.
16. H. Martin in E.-U. Schl under (ed.): VDI
W armeatlas, 8th ed., VDI Verlag, D usseldorf
1997, pp. Mf 19.
17. H. Martin in E.-U. Schl under (ed.): VDI Heat
Atlas, 1st English ed., VDI Verlag, D usseldorf
1993, pp. Mf 19.
18. Ullmann, 4th ed. 3, 433460.
19. Ullmann, 4th ed. 3, 480493.
20. U. Arena, R. Chirone, M. Micchio, P. Salatino
(eds.): Fluidization XI, Engineering
Conferences International, Brooklyn 2004.
21. M. Kwauk, J. Li, W.-C. Yang (eds.):
Fluidization X, Engineering Foundation, New
York 2001.
22. L.-S. Fan, T. M. Knowlton (eds.): Fluidization
IX, Engineering Foundation, New York 1998.
23. K. Cen (eds.): Circulating Fluidized Bed
Technology VIII, International Academic
Publishers, Beijing 2005.
24. J. R Grace, J.-X. Zhu H. de Lasa (eds.):
Circulating Fluidized Bed Technology VII,
Can. Soc. Chem. Engng., Ottawa 2002.
25. J. Werther (ed.): Circulating Fluidized Bed
Technology VI, DECHEMA, Frankfurt 1999.
26. L. Jia (ed.): Proc. 18th Int. Conf. Fluidized
Bed Combustion, ASME, New York 2005.
CD-ROM, ISBN 0-7918-3755-6.
27. S. Pisupati (ed.): Proc. 17th Int. Conf.
Fluidized Bed Combustion, ASME, New York
2003. CD-ROM, ISBN 0-7918-3755-6.
28. F. Preto (ed.): Proc. 16th Int. Conf. Fluidized
Bed Combustion., ASME, New York 2001,
CD-ROM, ISBN 07918-3523-5.
29. S. Ergun, Chem. Eng. Prog. 48 (1952) 8997.
30. J. Werther, Chem.-Ing.-Tech. 54 (1982) no. 10,
876883.
31. C. Y. Wen, Y. H. Yu, AIChE J. 12 (1966)
610612.
32. C. Vogt, R. Schreiber, G. Brunner, J. Werther,
Powder Technol. 158 (2005) 102114.
33. J. F. Richardson, W. N. Zaki, Trans. Inst.
Chem. Eng. 32 (1954) 3554.
34. D. Geldart, Powder Technol. 7 (1973)
285292.
35. O. Molerus, Powder Technol. 33 (1982) 8187.
36. L. Reh: Das Wirbeln von k ornigem Gut in
schlanken Diffusoren als Grenzzustand
zwischen Wirbelschicht und pneumatischer
F orderung, Dissertation, TH Karlsruhe 1961.
37. L. Reh, Chem.-Ing.-Tech. 46 (1974) 180189.
38. L. Reh, Chem.-Ing.-Tech. 49 (1977) 786794.
39. VGB-Merkblatt M218H, Gasverteilerb oden
von Wirbelschichtsystemen,
VGB-Kraftwerkstechnik GmbH, Essen (1994)
40. J. C. Agarwal, W. L. Davis, D. T. King, Chem.
Eng. Prog. 58 (1962) 8591.
41. F. J. Zuiderweg, Proc. Int. Symp. Fluid. 1967,
739750.
42. F. Zenz, D. Othmer: Fluidization and
Fluid/Particle Systems, Reinhold Publ. Corp.,
New York 1960.
43. E.-U. Hartge, J. Werther in L.-S. Fan, T. M.
Knowlton (eds.): Fluidization IX, Engineering
Foundation, New York 1998, pp. 213220.
44. S. B. Reddy Karri, J. Werther in W.-C. Yang
(ed.): Handbook of Fluidization and
Fluid-Particle Systems, Marcel Dekker, New
York 2003, pp. 155170.
45. J. M. D. Merry, AIChE J. 21 (1975) 507510.
46. J. M. D. Merry, Trans. Inst. Chem. Eng. 49
(1971) 189195.
47. J. F. Davidson, D. Harrison: Fluidised
Particles, Cambridge University Press,
Cambridge 1963.
48. R. Clift, J. R. Grace, Chem. Eng. Prog. Symp.
Ser. 66 (1970) no. 105, 1427.
49. R. Clift, J. R. Grace, AIChE Symp. Ser. 67
(1971) no. 116, 2333.
50. K. Hilligardt, J. Werther, Chem. Eng. Technol.
10 (1987) 272280.
51. R. Toei, R. Matsuno, M. Oichi, K. Yamamoto,
J. Chem. Eng. Jpn. 7 (1974) no. 6, 447450.
52. J. Werther, D. Bellgardt, H. Groenewald, K.
Hilligardt, Proc. Int. Conf. Fluid. Bed.
Combust. 9th (1987) 515522.
53. K. Hilligardt, J. Werther, Chem.-Ing.-Tech. 59
(1987) no. 7, 596597, MS 1613/87.
54. J. Werther in D. Kunii, R. Toei (eds.):
Fluidization, Engineering Foundation, New
York 1983, pp. 93102.
55. F. A. Zenz, Hydrocarbon Process. 53 (1974)
no. 4, 119124.
56. S. E. George, J. R. Grace, AIChE Symp. Ser. 74
(1978) no. 176, pp. 6774.
Fluidized-Bed Reactors 45
57. C. Y. Wen, L. H. Chen, AIChE J. 28 (1982)
117128.
58. D. Kunii, O. Levenspiel, Powder Technol. 61
(1990) 193206.
59. K. Smolders, J. Baeyens, Powder Technol. 92
(1997) 3546.
60. J. Werther, E.-U. Hartge, in W. C. Yang (ed.):
Handbook of Fluidization and Fluid-Particle
Systems, Marcel Dekker, New York 2003, pp.
113128.
61. J. Yerushalmi, N. T. Cankurt, D. Geldart, B.
Liss, AIChE Symp. Ser. 74 (1978) no. 176,
112.
62. Y. Li, M. Kwauk in J. R. Grace, J. Matsen
(eds.): Fluidization, Plenum Press, New York
1980, pp. 537544.
63. J. M. Matsen, Powder Technol. 32 (1982)
2133.
64. K.-E. Wirth, Chem. Eng. Technol. 11 (1988)
no. 1, 1117.
65. K.-E. Wirth, Chem. Eng. Technol. 14 (1991)
2938.
66. M. Rhodes, D. Geldart in P. Basu (ed.):
Circulating Fluidized Bed Technology,
Pergamon Press, Toronto 1986, pp. 193200.
67. P. Schlichthaerle, J. Werther, Chem. Eng. Sci.
54 (1999) 54855494.
68. T. Grassler, K.-E. Wirth in J. Werther (ed.):
Circulating Fluidized Bed Technology VI,
DECHEMA, Frankfurt 1999, pp. 6570.
69. M. J. Rhodes, M. Sollaart, X. S. Wang in L.-S.
Fan, T. M. Knowlton (eds.): Fluidization IX,
Engineering Foundation, New York 1998, pp.
141148.
70. C. Rudnick, J. Werther in L.-S. Fan, T. M.
Knowlton (eds.): Fluidization IX, Engineering
Foundation, New York 1998, pp. 573580.
71. K.-E. Wirth, M. Seiter in R. J. Anthony (ed.):
Fluidized Bed Combustion, ASME, New York
1991, pp. 311315.
72. J. R. Grace, A. S. Issangya, D. Bai, H. Bi, J.
Zhu, AIChE J. 45 (1999) 21082116.
73. J. Li, M. Kwauk : Particle-Fluid Two-Phase
FlowThe Energy-Minimization Multi-Scale
Method., Metallurgical Industry Press, Beijing
1994.
74. W. Ge, J. Li, Chem. Eng. Sci. 57 (2002)
39934004.
75. J. Li., W. Ge, J. Zhang, M. Kwauk, Trans.
ChemE, Part A Chem. Eng. Res. Des. 83
(2005) 574582.
76. J. Li., C. Cheng, Z. Zhang, J. Yuan, A. Nemet,
F.N. Fett, Chem. Eng. Sci. 54 (1999) 574582.
77. J. Li, J. Ouyang, S. Gao, W. Ge, N. Yang, W.
Song: Multi-Scale Simulation of Particle-Fluid
Complex Systems, Science Press, Beijing 2005,
78. N. Yang, W. Wang, W. Ge, J. Li, Chem. Eng. J.
96 (2003) 7180.
79. T. M. Knowlton in P. Basu, J. F. Large (eds.):
Circulating Fluidized Bed Technology II,
Pergamon Press, Oxford 1988, pp. 3141.
80. Y. Jin, Y. Zheng, F. Wei in J. R. Grace, J. Zhu,
H. de Lasa (eds.): Circulating Fluidized Bed
Technology VII, Can. Soc. Chem. Eng., Ottawa
2002, pp. 4060.
81. P. Lehner, K.-E. Wirth, Chem. Eng. Sci. 54
(1999) 54715483.
82. M. Zhang, Z. Quian, H. Yu, F. Wei, Chem.
Eng. J. 92 (2003) 161167.
83. F. Wei, J. Z. Liu, Y. Jin, Z. Q. Yu, Chem. Eng.
Tech. 18 (1995) 5962.
84. H. E. Liu, F. Wei, Y. H. Yang, Y. Jin in J. R.
Grace, J. Zhu, H. de Lasa (eds.): Circulating
Fluidized Bed Technology VII, Can. Soc.
Chem. Eng., Ottawa 2002, pp. 8389.
85. C. Huang, Z. Quian, M. Zhang, F. Wei,
Powder Technol. 161 (2006) 4852.
86. M. Zhang, K. Chu, A. Yu, F. Wei in K. Cen
(ed.): Circulating Fluidized Bed Technology
VIII, Int. Academic Publ., Beijing 2005, pp.
299305.
87. H. Brust, K.-E. Wirth, Ind. Eng. Chem. Res. 43
(2004) pp. 57965801.
88. R. Deng, F. Wei, Y. Jin, Q. Zhang, Y. Jin,
Chem. Eng. Tech. 25 (2002) 711716.
89. H. Brachold, C. Peuckert, H. Regner, Chem.
Ing. Tech. 65 (1993) 293297.
90. A. S. Bassi, C. L. Briens, M. A. Bergougnou in
A. A. Avidan (ed.): Circulating Fluidized Bed
Technology IV, AIChE, New York 1994, pp.
2532.
91. W. L. Forsythe, W. R. Hertwig, Ind. Eng.
Chem. (1949) 12001206.
92. J. E. Gwyn, AIChE J. 15 (1969) no. 1, 3539.
93. F. A. Zenz, E. G. Kelleher, J. Powder Bulk
Solids Technol. 4 (1980) nos. 2/3, 1320.
94. W. G. Vaux, J. S. Schruben, AIChE Symp. Ser.
79 (1983) no. 222, 222228.
95. W. G. Vaux, J. S. Schruben, Chem. Eng.
Commun. 33 (1985) 333347.
96. W. Xi, J. Werther, Jet Attrition of Catalyst
Particles in Gas Fluidized Beds, Int. Symp. on
Attrition and Wear in Powder Technology,
Utrecht 1992.
97. J. Werther, W. Xi, Powder Technol. 33 (1993)
3946.
98. J. Werther, J. Reppenhagen, in W.-C. Yang
(eds.): Handbook of Fluidization and
Fluid-Particle Systems, Marcel Dekker, New
York 2003, pp. 201237.
46 Fluidized-Bed Reactors
99. J. Reppenhagen, J. Werther, AIChE J. 45
(1999) 20012010.
100. J. Reppenhagen, J. Werther, Powder Technol.
113 (2000) 5569.
101. J. Reppenhagen, A. Schetzschen, J. Werther,
Powder Technol. 112 (2000) 251255.
102. C. Klett, E.-U. Hartge, J. Werther, Proc.
Combustion Inst. 30 (2005) 29472954.
103. E.-U. Hartge, C. Klett, J. Werther, AIChE J.
(2007), in press.
104. P. N. Rowe in J. F. Davidson, E. Harrison
(eds.): Fluidization, Academic Press, London
1971, pp. 121 192.
105. J. Werther, Chem.-Ing.-Tech. 49 (1977) no. 3,
193202.
106. J. M. D. Merry, J. F. Davidson, Trans. Inst.
Chem. Eng. 51 (1973) 361368.
107. M. Virr, Inst. Energy Symp. Ser. (London) 4
(1980) IA11-11.
108. D. Ormston, E. Robinson, D. Buckle, Inst.
Energy Symp. Ser. (London) 4 (1980)
IIA11-10.
109. J. J. van Deemter in J. F. Davidson, R. Clift, D.
Harrison (eds.): Fluidization, Academic Press,
London 1985, pp. 331355.
110. J. Werther, H. Groenewald, A.-K.
Schroeder-Lanz, Energietechnik (Leipzig) 40
(1990) no. 5, 164167.
111. J. H. De Groot, Proc. Int. Symp. Fluid. 1967,
348358.
112. R. J. de Vries, W. P. M. van Swaaij, C.
Mantovani, A. Heijkoop, Chem. React. Eng.
Proc. Eur. Symp. 5th (1972) session B 9, pp.
5669.
113. D. Bellgardt, F. W. Hembach, M. Sch oler, J.
Werther, Proc. Int. Conf. Fluid. Bed Combust.
9th (1987) 713722.
114. D. Kunii, O. Levenspiel, J. Chem. Eng. Jpn. 2
(1969) 122129.
115. D. Bellgardt, J. Werther, Powder Technol. 48
(1986) 173180.
116. B. Hirschberg, J. Werther in J. R. Grace, A. A.
Avidan, T. M. Knowlton (eds.): Circulating
Fluidized Beds, Chapman & Hall, London
1997, pp. 119148
117. R. Koenigsdorff, J. Werther, Powder Technol.
84 (1995) 317329.
118. P. Schlichth arle, J. Werther, Powder Technol.
120 (2001) 2133.
119. B. Hirschberg, J. Werther, AIChE J. 44 (1998)
2534.
120. U. Arena in J. R. Grace, A. A. Avidan, T. M.
Knowlton (eds.): Circulating Fluidized Beds,
Chapman & Hall, London 1997, pp. 86118.
121. C. M. H. Brereton, J. R. Grace, J. Yu in P.
Basu, J. F. Large (eds.): Circulating Fluidized
Bed Technology II, Pergamon Press, Oxford
1988, pp. 307314.
122. J. Werther, E.-U. Hartge, M. Kruse, W. Nowak
in P. Basu, M. Horio, M. Hasatani (eds.):
Circulating Fluidized Bed Technology III,
Pergamon Press, Oxford 1990, pp. 593598.
123. J. Werther, E.-U. Hartge, M. Kruse, Powder
Technol. 70 (1992) 293301.
124. A. Klinkenberg, H. J. Krajenbrink, H. A.
Lauwerier, Ind. Eng. Chem. 45 (1953) no. 6,
12021208.
125. T. K. Sherwood, R. L. Pigford, C. R. Wilke:
Mass Transfer, McGraw Hill, New York 1975.
126. O. Molerus, K.-E. Wirth, Heat Transfer in
Fluidized Beds, Chapman & Hall, London
1997.
127. R. Turton, T. J. Fitzgerald, O. Levenspiel, Int.
J. Heat Mass Transfer 32 (1989) 289296.
128. J. S. M. Botterill, Y. Teoman, K. R. Yuregir,
Powder Technol. 39 (1984) 177189.
129. R. Wunder, A. Mersmann, Chem.-Ing.-Tech.
51 (1979) no. 3, 241.
130. L. R. Glicksman in J. R. Grace, A. A. Avidan,
T. M. Knowlton (eds.): Circulating Fluidized
Beds, Chapman & Hall, London 1997, pp.
261311.
131. J. Schweinzer, O. Molerus, Chem. Eng.
Technol. 12 (1989) 3844.
132. A. P. Baskakov, B. Leckner, Powder Technol.
90 (1997) 213218.
133. T. M. Knowlton, in W.-C. Yang, (ed.):
Handbook of Fluidization and Fluid-Particle
Systems, Marcel Dekker, New York 2003, pp.
599617.
134. S. Pulupula, H. Singh, S. J. Chopra, in L. S.
Fan, T. M. Knowlton (eds.): Fluidization X,
Engineering Foundation, New York 1998, pp.
733739.
135. S. C. Arnold, M. Cecchini, G. Fenati, J. W.
Stanecki, in M. Kwauk, J. Li, W. C. Yang
(eds.): Fluidization X, Engineering
Foundation, New York 2001, pp. 707714.
136. P.W. Smit, S. Baloyi, T. Shingles, in U. Arena,
R. Chirone, M. Micchio, P. Salatino (eds.):
Fluidization XI, ECI Engineering Conferences
International, Brooklyn 2004, pp. 587593.
137. Y. Jiang, K. M. Mc Auley, J. C. C. Hsu, Ind.
Eng. Chem. Res. 37 (1997) 11761180.
138. S. Ariyapadi, D. W. Holdsworth, C. J. D.
Norley, F. Berruti, C. Briens, Int. J. Chem.
Reactor Eng. 1 (2003) A 60.
http://www.bepress.com/ijcre/Vol1/A60
Fluidized-Bed Reactors 47
139. S. Ariyapadi, F. Berruti, C. Briens, P. Grifth,
C. Hulet, Can. J. Chem. Eng. 81 (2003)
891891.
140. S. Bruhns, J. Werther, AIChE J. 51 (2005) pp.
766775
141. J. Werther, S. Bruhns Int. J. Chem. Reactor
Eng. 2 (2004) A31.
http://www.bepress.com/ijcre/Vol 2/A31
142. Y. Ge, L.S. Fan in U. Arena, R. Chirone, M.
Micchio, P. Salatino (eds.): Fluidization XI,
ECI Engineering Conferences International,
Brooklyn 2004, pp. 259266.
143. B. Riediger: Die Verarbeitung des Erd ols,
Springer Verlag Berlin 1971.
144. D. Kunii, O. Levenspiel: Fluidization
Engineering, John Wiley, New York 1969.
145. J. L. Callahan, R. K. Grasselli, E. C.
Milberger, H. A. Strecker, Ind. Eng. Chem.
Process Des. Dev. 6 (1970) 134140.
146. H. S. van der Baan in R. Prins, G. C. A. Schuit
(eds.): Chemistry and Chemical Engineering
of Catalytic Processes, Nato Advanced Study
Institute Series E: Applied Sciences no. 39,
Academic Press, London 1980.
147. M. E. Dry: Applied Industrial Catalysis,
Academic Press, New York 1983.
148. R. W. Silverman et al. in K. Ostergaard, A.
Sorensen (eds.): Fluidization, Engineering
Foundation, New York 1986, pp. 441448.
149. A. P. Steynberg, R. L. Espinoza, B. Jager, A.
C. Vosloo, Appl. Catal. A 188 (1999) 4154.
150. S. Sookai, P.L. Langenhoven, T. Shingles,in
M. Kwauk, J. Li and W.C. Yang (eds.):
Fluidization X, Engineering Foundation, New
York 2001, pp. 620628.
151. J. J. Graham, Chem. Eng. Prog. 66 (1970)
5460.
152. Mitsubishi Kasei Kogyo, DE 2 165 323 C 2,
1971 (K. Terahata et al.).
153. Mitsubishi Chemical Industries, DE 2 658
861, 1976 (S. Kamimura, T. Otaki).
154. S. C. Arnold, G. D. Suciu, L. Verde, A. Neri,
Hydrocarbon Process. 64 (1985) no. 9,
123126.
155. G. Stefani, F. Budi, C. Fumagalli, G. D. Suciu
in G. Centi, F. Triro (eds.): New
Developments in Selective Oxidation, Elsevier
Science Publ., Amsterdam 1990, pp. 537552.
156. R. M. Contractor, J. Ebner, M. J. Mummey, in
C. Centi, F. Triro (eds.): New Developments
in Selective Oxidation, Elsevier, Amsterdam
1990, pp. 553562.
157. K. G. Golbig, J. Werther, Chem. Eng. Sci., 52
(1997) pp. 583595.
158. R.M. Contractor, Chem. Eng. Sci. 54 (1999)
pp. 56275632.
159. T. Miyauchi et al., Adv. Chem. Eng. 11 (1981)
275448.
160. R. Pearce, W. R. Patterson: Catalysis and
Chemical Processes, Leonard Hill, Glasgow
1981.
161. T. Katsumata, T. Dozono, AIChE Symp. Ser. 83
(1987) no. 255, 8696.
162. C. D. Chang: Hydrocarbons from Methanol,
Marcel Dekker, New York 1983.
163. H. H. Gierlich, W. Dolkemeyer, A. Avidan, N.
Thiagarajan, Chem.-Ing.-Tech. 58 (1986) no.
3, 238239, MS 1462/86.
164. Ullmann, 4th ed., 18, 521544.
165. Ullmann, 4th ed., 7, 566576.
166. M. Schwarzmann, Hydrocarbon Process. 48
(1969) no. 9, 184186.
167. B. Jazayeri in W.-C. Yang (ed.): Handbook of
Fluidization and Fluid-Particle Systems,
Marcel Dekker, New York 2003, pp.421444.
168. F. J. Karol, Catal. Rev. Sci. Eng. 26 (1984)
557565.
169. T. Xie, K. B. McAuley, J. C. C. Hsu, D. W.
Bacon, Ind. Eng. Chem. Res. 33 (1994)
449479.
170. H. Koda, T. Kurisaka in M. Kwauk, D. Kunii,
Z. Jiansheng, M. Hasatani (eds.): Fluidization
85, Science and Technology, Science Press,
Beijing 1985, 402413.
171. J. D. Burdett, R. S. Eisinger, P. Cai, K. H. Lee,
in M. Kwauk, J. Li, W. C. Yang (eds.):
Fluidization X, Engineering Foundation, New
York 2001, pp. 3952.
172. A. M. Salleh, A. Ingram, A. McCormack, R.
Coreenwood, V. Reiling, in U. Arena, R.
Chirone, M. Micchio, P. Salatino (eds.):
Fluidization XI, Engineering Conferences,
New York 2004, pp. 211218.
173. P. Cai, I. D. Burdett in K. Cen (ed.):
Circulating Fluidized Bed Technology VIII,
Int. Academic Publ., World Publ. Corp.,
Beijing 2005, pp. 410417.
174. F. T. Barr, C. E. Jahnig, Chem. Eng. Prog. 51
(1955) 167177.
175. J. M. Matsen in G. Hetsroni (ed.): Handbook
of Multiphase Systems, McGraw Hill, New
York 1982, pp. 8/178183.
176. P. Schmalfeld, Hydrocarbon Process Pet.
Ren. 42 (1963) no. 6, 145155.
177. A. Steinhofer, Chem.-Ing.-Tech. 36 (1964) no.
9, 889898.
178. J. Zelkowski: Kohleverbrennung,
VGB-Kraftwerkstechnik GmbH, Essen 1986.
48 Fluidized-Bed Reactors
179. G. Stamatelopoulos, J. Seeber, R.S. Skowyra
in L. Jia (ed.): Proc. 18th Int. Conf. Fluidized
Bed Combustion, ASME, New York 2005, CD
ROM, ISBN 0-7918-3755-6.
180. Lurgi AG, Jahresbericht 1989, Frankfurt/Main
1989.
181. F. van Dijen, P. Savat, J. Vanormelingen, H.
Sablon, VGB PowerTech (2005) no. 11, pp.
6466.
182. G. Stamatelopulos, J. Seeber, VGB PowerTech
2005, no. 11, 3843
183. L. Carpenter et al.in R. J. Anthony (ed.): Proc.
Int. Conf. Fluid. Bed Combust. ASME, New
York, 1991, p. 467474.
184. H. Martin, VGB Kraftwerkstech. 71 (1991) no.
4, 347354.
185. S. A. Jansson, J. Anderson in R. B. Reuther
(ed.): Proc. Int. Conf. Fluid. Bed Combust.,
ASME, New York 1999, FBC990191.
186. G. Dehn, H. Meier, H. M ollenhoff, H.
Rehwinkel, G. von Wedel, Proc. Int. Conf.
Fluid. Bed Combust. (R. J. Anthony, ed.),
ASME New York 1991, p. 345362.
187. K. K. Pillai, S. A. Jansson, Proc. Int. Conf.
Fluid. Bed Combust. (R. J.Anthony, ed.)
ASME New York 1991, p. 493502.
188. J. Anderson, S. A. Jansson, Proc. Int. Conf.
Fluid. Bed Combust. (R. J.Anthony, ed.)
ASME New York 1991, p. 787793.
189. D. Adams, A. Dodd, D. Geiling, A. Robertson
in R. B. Reuther (ed.): Proc. Int. Conf. Fluid.
Bed Combust., ASME, New York 1999,
FBC990076.
190. M. A. Cuenca, E. J. Anthony (eds.):
Pressurized Fluidized Bed Combustion,
Chapman & Hall, London 1995.
191. J. Werther, T. Ogada, Progress Energy
Combust. Sci. 25 (1999) 55116.
192. J. Werther, M. Saenger, J. Chem. Eng. Japan
33 (2000) 111.
193. Uhde: Verbrennung past oser R uckst ande,
company brochure, Dortmund 1988.
194. J. Werther, L. M uhlhaus, W. Liebig,
Maschinenmarkt 94 (1988) no. 22, 5054.
195. U. Urban, WLB Wasser Luft Betr. (1987) no. 9,
6668.
196. Sulzer-Escher-Wyss: Verfahren f ur die
umweltfreundliche und energiesparende
Behandlung von Kl arschlamm, company
brochure, Ravensburg 1989.
197. C. Berse, H. Teufel, G. M uller, Chem. Eng.
Process. 24 (1990) no. 5, 3639.
198. H. v. Raczeck, J. Werther, M. Wischniewski,
VDI-Ber. 522 (1991) 585595.
199. H. Hannemann et al.: Wirbelschichtsysteme
1990, VGB-TB 212, VGB Techn. Vereinigung
der Grokraftwerksbetreiber e.V., Essen 1990,
V 29/123.
200. W. Adlhoch, J. Keller, P. K. Herbert:
Kohlevergasung 1991 VGB Conference,
Dortmund, May 16th/17th, 1991.
201. R. Wirthwein, P. Scur, H. Hirschfelder, H.
Vierrath in J. Werther (ed.): Circulating
Fluidized Bed Technology VI, DECHEMA,
Frankfurt 1999, pp. 737746.
202. L. Reh, Chem. Eng. Prog. 67 (1971) no. 2,
5868.
203. L. Reh, Chem.-Ing.-Tech. 42 (1970) no. 7,
447451.
204. L. Reh, J. Ernst, H. W. Schmidt, K. H.
Rosenthal, Aluminium (D usseldorf) 47 (1971)
no. 11, 681685.
205. W. Bresser, P. Weber, Iron Steel Eng. (1995)
8185.
206. R. Husain, P. Weber, A. Orth, H. Eichberger in
J. Werther (ed.): Circulating Fluidized Bed
Technology VI, DECHEMA, Frankfurt 1999,
pp. 593598.
207. L.-S. Fan, Gas-Liquid-Solid Fluidization
Engineering, Butterworth, Boston 1989.
208. K. Sch ugerl, Can. J. Chem. Eng. 67 (1989)
178184.
209. J.-X. Zhu, Y. Zheng, D. G. Karamanev, A. S.
Bassi, Cand. J. Chem. Eng. 78 (2000) 8294.
210. J. J. Heijnen, Chem.-Ing.-Tech. 56 (1984)
526532.
211. J. J. Heijnen, A. Mulder, W. Enger, F. Hoeks:
Anaerobic Treatment, a Grown-up Technology,
NVA Water Treatment Conference Aquatech
86, Amsterdam Sept. 1519, 1986.
212. O. Moebus, M. Teuber, Kiel. Milchwirtsch.
Forschungsber. 33 (1981) 323.
213. L. R ottenbacher: Entwicklung und
Modellierung eines Gas/Feststoff
Wirbelschichtfermenters f ur die Erzeugung
von Ethanol mit S. Cerevisiae, Dissertation,
Techn. Universit at Hamburg-Harburg 1985.
214. W. Bauer in K. Ostergaard, A. Sorensen (eds.):
Fluidization V, Engineering Foundation, New
York 1986, pp. 619626.
215. W. Bauer, Can. J. Chem. Eng. 64 (1986)
561566.
216. T. Akao, Y. Okamoto in D. Kunii, R. Toei
(eds.): Fluidization, Engineering Foundation,
New York 1983, pp. 631637.
217. T. Akao, Y. Okamoto, Kagaku Kogaku 49
(1985) 349355.
218. M. Asif, Chem. Eng. Technol. 21 (1998)
7782.
Fluidized-Bed Reactors 49
219. A. Tanyolak, H. Beyenal, Chem. Eng. J. &
Biochem. Eng. J. 2 (1998) 207216.
220. J. R. Grace, K. S. Lim in J. R. Grace, A. A.
Avidan, T. M. Knowlton (eds.): Circulating
Fluidized Beds, Chapman & Hall, London
1997, pp. 504524.
221. P. Jiang, F. Wei, L.S. Fan in W. C. Yang (ed.):
Handbook of Fluidization and Fluid-Particle
Systems, Marcel Dekker, New York 2003, pp.
309342.
222. R. Shinnar, ACS Symp. Ser. 72 (1978) 113.
223. W. B ock, G. Emig, W. Sit, J. Werther, Chem.
React. Eng. Proc. Int. Symp. 8th (1984)
479486.
224. W. Sitzmann, M. Sch oler, J. Werther,
Chem.-Ing.-Tech. 59 (1987) no. 1, 68/69 and
MS 1553/87.
225. W. P. M. van Swaaij in J. F. Davidson, R. Clift,
D. Harrison (eds.): Fluidization, Academic
Press, London 1985, pp. 595629.
226. J. R. Grace in D. Geldart (ed.): Gas
Fluidization Technology, John Wiley & Sons,
Chichester 1986, pp. 285340.
227. D. Kunii, O. Levenspiel: Fluidization
Engineering, Butterworth-Heinemann, Boston
1991, pp. 303305.
228. W. P. M. van Swaaij, F.J. Zuiderweg, Proc. 5th
Eur. Symp. Reaction Eng., Amsterdam 1972,
pp. B925.
229. D. Rokita: Dynamische
Wirbelschichtmodellierung einer komplexen
Reaktion, Dissertation, Technische
Universit at Hamburg-Harburg 1991.
230. S. P. Sit, J. R. Grace, Chem. Eng. Sci. 36
(1981) 327335.
231. L. H. Chen, C. Y. Wen, AIChE J. 28 (1982) no.
6, 10191029.
232. M. Sch oler, H. v. Raczeck, J. Werther,
Chem.-Ing.-Tech. 61 (1989) no. 8, 652653
and MS 1771/89.
233. T. Minoura, Y. Sakamoto, S. Toyama in A. M.
Manaker (ed.): Proc. Int. Conf. Fluid. Bed
Combust., ASME, New York 1989, pp.
11551161.
234. D. Bellgardt, F. Hembach, M. Sch ossler, J.
Werther in J. P. Mustonen (ed.): Proc. 9th Int.
Conf. Fluid. Bed Combust., ASME, New York
1987, pp. 713722.
235. P. Raven, G. A. Sparham, Proc. Int. Conf.
Fluid. Bed Combust. 7th (1982) 275283.
236. S. Artlich, E.-U. Hartge, J. Werther, Ind. Eng.
Chem. Res. 37 (1998) 782792.
237. W. P. M. vanSwaaij in D. Luss, V. W.
Weekman (eds.): Chemical Reaction
Engineering Review, ACS, Washington 1978,
pp. 329338.
238. M. Edwards, A. A. Avidan, Chem. Eng. Sci. 41
(1986) pp. 829836.
239. P. I. Viitanen, Ind. Eng. Chem. Res. 32 (1993)
pp. 577583.
240. S. Ouyang, J. Lin, O. E. Potter, Powder
Technol. 74 (1993) pp. 7379.
241. H. Schoenfelder, J. Werther, J. Hinderer, J. F.
Keil, AIChE Symposium Series 90 (1994) 301,
92104.
242. H. Kagawa, H. Mineo, R. Yamazaki, K.
Yoshida in P. Basu, M. Horio, M. Hasatani
(eds.): Circulating Fluidized-Bed Technology
III, Pergamon Press, Oxford 1991, pp.
551559.
243. T. S. Pugsley, G. S. Patience, F. Berruti, J.
Chaouki, Ind. Eng. Chem. Res. 31 (1992) pp.
26522660.
244. S. Ouyang, O.E. Potter in A. Avidan (ed.):
Circulating Fluidized-Bed Technology IV,
AIChE, New York 1993, pp. 515521.
245. G.S. Patience, P.L. Mills, AIChE Annual
Meeting, St. Louis 1993.
246. J. Werther in K. Cen (ed.): Circulating
Fluidized-Bed Technology VIII, International
Academic Publishers, Beijing 2005, pp. 125.
247. T. Knoebig, J. Werther, Chem. Eng. Technol.
21 (1999) 656659.
248. E.-U. Hartge, K. Luecke, J. Werther, Chem.
Eng. Sci. 54 (1999) 53935407.
249. J.A.M. Kuipers, B.P.B. Hoomans, W.P.M.
vanSwaaij in L.S. Fan, T.M. Knowlton (eds.):
Fluidization IX, Engineering Foundation, New
York 1998, pp. 1530.
250. B.A. Kashiwa, W.C. Yang in J.R. Grace, J.
Zhu, H. de Lasa (eds.): Circulating Fluidized
Bed Technology VII, Can. Soc. Chem. Eng.,
Ottawa 2002, pp. 2739.
251. N. Yang, W. Ge, G. Niu, C. Yang, J. Li in K.
Cen (ed.): Circulating Fluidized-Bed
Technology VIII, International Academic
Publishers, Beijing 2005, pp. 291298.
252. M. Zhang, K. Chu, A. Yu, F. Wei in K. Cen
(ed.): Circulating Fluidized-Bed Technology
VIII, International Academic Publishers,
Beijing 2005, pp. 299305.
253. X. Xiao, W. Wang, H. Yang, J. Zhang, G. Yue
in K. Cen (ed.): Circulating Fluidized-Bed
Technology VIII, International Academic
Publishers, Beijing 2005, pp. 394401.
254. M. A. van der Hoef, M. vanSint Annaland, J.
A. M. Kuipers, Chem. Eng. Sci. 59 (2004) pp.
51575165.
50 Fluidized-Bed Reactors
255. J. Li, W. Ge, J. Zhang, M. Kwauk, Trans. I
ChemE, Part A Chem. Eng. Des., 83 (2005) pp.
574582.
256. J. Werther, E. -U. Hartge, Ind. Eng. Chem. Res.
43 (2004) pp. 55935604.
257. J. Werther, E. -U. Hartge, Powder Technol. 148
(2004) pp. 113122.
258. M. Pell, S.P. Jordan, AIChE Symp. Ser. 84
(1988) no. 262, pp. 6873.
259. R. J. de Vries, W. P. M. van Swaaij, C.
Mantovani, A. Heijkoop, Proc. 5th Eur. Symp.
Chem. Reaction Eng., Session B9, Amsterdam
1972, pp. 5669.
260. E.-U. Hartge, J. Werther, V. Wiesendorf in J.R.
Grace, J. X. Zhu,H. de Lasa (eds.): Circulating
Fluidized Bed Technology VII, Can. Soc.
Chem. Eng., Ottawa 2002, pp. 325332.
261. W. Nowak, Z. Bis, J. Laskawiec, W.
Krzywoszynski, R. Walkowiak in J. Werther
(ed.): Circulating Fluidized Bed Technology
VI, DECHEMA, Frankfurt 1999, pp.
10031008.
262. J. Werther, Chem. Eng. Sci. 47 (1992) 911,
24572462.
263. W. Bauer, J. Werther, Chem. React. Eng. Proc.
Int. Symp. 7th (1982);
ACS. Symp. Ser. 196 (1982) 121132.
264. M. Pell, S. P. Jordan, paper presented at
AIChE Meeting, New York, November 1987.
265. Y. Ikeda, in M. Kwauk, D. Kunii, J. Zheng, M.
Hasatani (eds.): Fluidization 85Science and
Technology, Elsevier, Amsterdam 1985, pp.
110.
You might also like
- Fundamentals of Fluidized-Bed Chemical Processes: Butterworths Monographs in Chemical EngineeringFrom EverandFundamentals of Fluidized-Bed Chemical Processes: Butterworths Monographs in Chemical EngineeringNo ratings yet
- Computational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringFrom EverandComputational Techniques for Chemical Engineers: International Series of Monographs in Chemical EngineeringNo ratings yet
- Werther - Fluidized Bed ReactorsDocument48 pagesWerther - Fluidized Bed ReactorsLeo Dorsey0% (1)
- Design and Fabrication of a Fluidized Bed ReactorDocument12 pagesDesign and Fabrication of a Fluidized Bed ReactorCJ SacoboNo ratings yet
- Fluidized Bed ReactorDocument25 pagesFluidized Bed Reactorkennethmsoriano0% (1)
- Reactor DesignDocument10 pagesReactor DesignKrystel Monica ManaloNo ratings yet
- Fluidize BedDocument8 pagesFluidize BedNimesh GunasekeraNo ratings yet
- Fixed-Bed Reactor Modeling For Methanol To Dimethyl Ether (DME)Document37 pagesFixed-Bed Reactor Modeling For Methanol To Dimethyl Ether (DME)varun kumar100% (1)
- Fluidized Bed ReactorDocument12 pagesFluidized Bed Reactoradnantayyab100% (1)
- Fluidized BedsDocument26 pagesFluidized BedsCHOFOR VITALISNo ratings yet
- Fluidization 2Document48 pagesFluidization 2Nabeel SiddiqueNo ratings yet
- Final ProjectDocument73 pagesFinal ProjectKedar Yadav100% (2)
- Converting Waste Plastics Into Liquid Fuel by Pyrolysis Developments in China - Yuan XingzhongDocument27 pagesConverting Waste Plastics Into Liquid Fuel by Pyrolysis Developments in China - Yuan Xingzhongvuongcoi102No ratings yet
- Addis Ababa University Institute of Technology: School of Civil and Environmental EngineeringDocument13 pagesAddis Ababa University Institute of Technology: School of Civil and Environmental Engineeringashe zinabNo ratings yet
- Modeling AbsorptionDocument57 pagesModeling AbsorptionAbdul MalikNo ratings yet
- Design Fluidized Bed Reactor for Acrylic Acid ProductionDocument46 pagesDesign Fluidized Bed Reactor for Acrylic Acid Productionlily89% (9)
- Scale UpDocument109 pagesScale UpΟδυσσεας ΚοψιδαςNo ratings yet
- Types of Chemical ReactorsDocument7 pagesTypes of Chemical ReactorsLyka BalmesNo ratings yet
- Low Cost Fluidized Bed Reactor DesignDocument13 pagesLow Cost Fluidized Bed Reactor Designmalavur50% (2)
- Multi Tubular Reactor ModelingDocument9 pagesMulti Tubular Reactor ModelingJung Hyun ChoiNo ratings yet
- Ibrahim 1019 ThesisDocument48 pagesIbrahim 1019 Thesismuhammad ibrahimNo ratings yet
- Mechanical Separation TechDocument21 pagesMechanical Separation TechNkugwa Mark WilliamNo ratings yet
- Chemical Process Design & EconomicsDocument46 pagesChemical Process Design & Economicskatamani temple100% (2)
- Dme BDocument8 pagesDme Bdewi xiaNo ratings yet
- Production of Polyethylene Using Gas Fluidized Bed ReactorDocument20 pagesProduction of Polyethylene Using Gas Fluidized Bed ReactormarraezNo ratings yet
- Advanced Chemical Reaction Engineering CBE9450 ProjectDocument21 pagesAdvanced Chemical Reaction Engineering CBE9450 Projectdaoud saleemNo ratings yet
- Design of Packed Bed Reactor Catalyst Based On Shape, SizeDocument14 pagesDesign of Packed Bed Reactor Catalyst Based On Shape, SizeJenz Lee100% (1)
- Fluidized Bed TechnologyDocument34 pagesFluidized Bed TechnologyRajiv Kr Gogoi50% (2)
- Cooler Condenser Design for Vapor-Gas MixturesDocument1 pageCooler Condenser Design for Vapor-Gas MixturesNind's Chef0% (1)
- Batch Reactor Design and PerformanceDocument16 pagesBatch Reactor Design and Performancechisom100% (1)
- Fluidized Bed For Catalytic PolymerizationDocument41 pagesFluidized Bed For Catalytic PolymerizationDIPAK VINAYAK SHIRBHATE100% (1)
- Packed Bed Catalytic Reactor Chapter 19Document33 pagesPacked Bed Catalytic Reactor Chapter 19Faris Rahmansya NurcahyoNo ratings yet
- Ethylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFDocument6 pagesEthylene Production Via Partial Oxidation and Pyrolysis of Ethane - M. Dente, A. Berettal, T. Faravelli, E. Ranzi, A. Abbr, M. Notarbartolo PDFAlejandro HernandezNo ratings yet
- Rate-Based Modeling For CO2 AbsorptionDocument10 pagesRate-Based Modeling For CO2 AbsorptiongoingtohellwithmeNo ratings yet
- SyngasDocument160 pagesSyngasnvinson100% (1)
- Fixed Bed ReactorDocument43 pagesFixed Bed ReactorMaher Al-busaidi100% (2)
- Packed Bed Reactor GuideDocument15 pagesPacked Bed Reactor GuideBasil ThampiNo ratings yet
- Gas Absorption LabDocument8 pagesGas Absorption Labsolehah misni100% (1)
- Natural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree ofDocument65 pagesNatural Gas As Feedstock For Fertilizer: A Thesis Submitted in Partial Fulfillment of The Requirements For The Degree oframachandran_chemNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Chapter One: 1 Bio-Oil Plant DesignDocument55 pagesChapter One: 1 Bio-Oil Plant DesignJomed Barallas100% (1)
- Design and Analysis of Fluidized Bed GasifierDocument6 pagesDesign and Analysis of Fluidized Bed GasifierNguyen Mau Phung0% (1)
- Conversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignDocument167 pagesConversion of Methanol To Light Olefins On Sapo-34 Kinetic Modeling and Reactor DesignHassan BahaaNo ratings yet
- A Systems Approach To Multiphase Reactor SelectionDocument49 pagesA Systems Approach To Multiphase Reactor SelectionClarence AG YueNo ratings yet
- Steam Reforming of Biodiesel By-Product GlycerolDocument81 pagesSteam Reforming of Biodiesel By-Product GlycerolAquared LexusNo ratings yet
- HTC Summary and Discussion of Chemical Mechanisms For Process EngineeringDocument18 pagesHTC Summary and Discussion of Chemical Mechanisms For Process EngineeringJoseCuevasMartinezNo ratings yet
- Optimal Operation of A Semi-Batch Reactive Distillation Column (2000)Document7 pagesOptimal Operation of A Semi-Batch Reactive Distillation Column (2000)GodofredoNo ratings yet
- Aspen Plus Model For Moving Bed Coal GasifierDocument30 pagesAspen Plus Model For Moving Bed Coal GasifierAzharuddin_kfupm100% (2)
- CFD Analysis of Biomass Downdraft GasifierDocument4 pagesCFD Analysis of Biomass Downdraft GasifierArup DasNo ratings yet
- Water Gas Shift Reactor CatalystsDocument2 pagesWater Gas Shift Reactor CatalystsRestiAyuNo ratings yet
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- Fuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsFrom EverandFuel Property Estimation and Combustion Process Characterization: Conventional Fuels, Biomass, Biocarbon, Waste Fuels, Refuse Derived Fuel, and Other Alternative FuelsNo ratings yet
- Circulating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985From EverandCirculating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985P. BasuRating: 5 out of 5 stars5/5 (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringFrom EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNo ratings yet
- 2007.10.17 How To Set Up and Analyze Contact Problems With MESDocument12 pages2007.10.17 How To Set Up and Analyze Contact Problems With MESDavy TongNo ratings yet
- Daniel 2 and 7 - Equal or Not Equal - Charles CooperDocument22 pagesDaniel 2 and 7 - Equal or Not Equal - Charles CooperDavy Tong100% (1)
- 2007.11.14 Getting Started With Fluid Flow AnalysisDocument4 pages2007.11.14 Getting Started With Fluid Flow AnalysisDavy TongNo ratings yet
- 2007.05.16 How To Model Complex GeometriesDocument2 pages2007.05.16 How To Model Complex GeometriesDavy TongNo ratings yet
- Characterization and Properties of Petroleum FractionsDocument427 pagesCharacterization and Properties of Petroleum FractionsDavy Tong100% (1)
- Daniel 2 and 7 - Equal or Not Equal - Part 4Document11 pagesDaniel 2 and 7 - Equal or Not Equal - Part 4Davy TongNo ratings yet
- 2007.01.25 Advanced ModelingDocument3 pages2007.01.25 Advanced ModelingDavy TongNo ratings yet
- 2007.05.03 Advanced Heat Transfer AnalysisDocument1 page2007.05.03 Advanced Heat Transfer AnalysisDavy TongNo ratings yet
- 2020 Holiday Schedule - US FINALDocument1 page2020 Holiday Schedule - US FINALDavy TongNo ratings yet
- Transcritical Oxygen Transcritical or SupercriticalDocument8 pagesTranscritical Oxygen Transcritical or SupercriticalDavy TongNo ratings yet
- 4 TurbulentFlowDocument40 pages4 TurbulentFlowcristianbenitesfNo ratings yet
- 8.2008 Blood Covenant Final English PROOFDocument64 pages8.2008 Blood Covenant Final English PROOFDavy Tong100% (1)
- Electric ContactsDocument34 pagesElectric ContactsYelu GonzalezNo ratings yet
- Nema 250Document46 pagesNema 250Rodolfo Navarro RetanaNo ratings yet
- Pyrolysis of Wood Biomass For Bio Oil A Critical ReviewDocument42 pagesPyrolysis of Wood Biomass For Bio Oil A Critical ReviewSunil Narnaware100% (1)
- Nema 250Document46 pagesNema 250Rodolfo Navarro RetanaNo ratings yet
- Recurrent Neural Network-Based Robust NonsingularDocument13 pagesRecurrent Neural Network-Based Robust NonsingularDong HoangNo ratings yet
- Ultra-Low-Power Wireless Systems - Energy-Efficient Radios For The Internet of Things PDFDocument11 pagesUltra-Low-Power Wireless Systems - Energy-Efficient Radios For The Internet of Things PDFnhatvpNo ratings yet
- Exercise 1: Pressing Cheeses: Cheese ProductionDocument8 pagesExercise 1: Pressing Cheeses: Cheese ProductionAhmed HusseinNo ratings yet
- Vector Integration - GATE Study Material in PDFDocument10 pagesVector Integration - GATE Study Material in PDFTestbook BlogNo ratings yet
- Probset 8Document7 pagesProbset 8Adrian PamintuanNo ratings yet
- MinePlan Release NotesDocument14 pagesMinePlan Release NotesJuanJo RoblesNo ratings yet
- Calcs HETPDocument50 pagesCalcs HETPChemEngGirl89No ratings yet
- Lecture 5 (River As A Geological Agent)Document20 pagesLecture 5 (River As A Geological Agent)Boos yousufNo ratings yet
- ParkerDocument106 pagesParkerJoseJSanchezNo ratings yet
- Blockchain Technology For Cloud Storage - A Systematic Literature ReviewDocument33 pagesBlockchain Technology For Cloud Storage - A Systematic Literature ReviewNgocNo ratings yet
- Transaction MR22-Cost Component Split in A Single Cost Component.Document4 pagesTransaction MR22-Cost Component Split in A Single Cost Component.vyigitNo ratings yet
- Redirection & PipingDocument16 pagesRedirection & PipingPraveen PatelNo ratings yet
- Document: NO.:: Ultrasonic ExaminationDocument41 pagesDocument: NO.:: Ultrasonic ExaminationDamar WardhanaNo ratings yet
- CH1 The Foundations - Logic and ProofsDocument106 pagesCH1 The Foundations - Logic and ProofsMOHAMED BACHARNo ratings yet
- Chapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningDocument71 pagesChapter 5 Refraction Through A Lens - Concise Physics Part II - Selina Solutions For Class 10 Physics ICSE - TopperLearningHarsh AhirwarNo ratings yet
- Performance comparison of bored and excavated pilesDocument10 pagesPerformance comparison of bored and excavated pilesDavid Aponte RojasNo ratings yet
- Effect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDocument26 pagesEffect of Restraint, Volume Change, and Reinforcement On Cracking of Mass ConcreteDIDIER ANGEL LOPEZ RINCONNo ratings yet
- Solution of Problem Set 1 For Purity Hydrocarbon Data PDFDocument4 pagesSolution of Problem Set 1 For Purity Hydrocarbon Data PDFDrumil TrivediNo ratings yet
- Sensitivity Analysis: Enter Base, Minimum, and Maximum Values in Input CellsDocument5 pagesSensitivity Analysis: Enter Base, Minimum, and Maximum Values in Input CellsSajid IqbalNo ratings yet
- Ug1085 Zynq Ultrascale TRMDocument1,158 pagesUg1085 Zynq Ultrascale TRMLeandros TzanakisNo ratings yet
- Measure Runoff and Soil Loss at Erosion Plots in TanzaniaDocument19 pagesMeasure Runoff and Soil Loss at Erosion Plots in TanzaniaMohd Sofiyan Bin SulaimanNo ratings yet
- BA (Hons) Philosophy CurriculumDocument123 pagesBA (Hons) Philosophy CurriculumDARSHAN RAAJANNo ratings yet
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDocument6 pagesECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoNo ratings yet
- The Relative Pricing of High-Yield Debt: The Case of RJR Nabisco Holdings Capital CorporationDocument24 pagesThe Relative Pricing of High-Yield Debt: The Case of RJR Nabisco Holdings Capital CorporationAhsen Ali Siddiqui100% (1)
- Course Notes For GeophysicsDocument30 pagesCourse Notes For GeophysicsShivendra Pratap SinghNo ratings yet
- Chm580 Experiment 3Document9 pagesChm580 Experiment 3ohhiNo ratings yet
- The Use and Misuse of SEMDocument30 pagesThe Use and Misuse of SEMPPDTBM renNo ratings yet
- Pritchett Clock Repair Shop Breakeven Analysis ExcelDocument138 pagesPritchett Clock Repair Shop Breakeven Analysis ExcelMohd Yousuf MasoodNo ratings yet
- Phase Shift of 180 Degrees On Reflection From Optically Denser MediumDocument1 pagePhase Shift of 180 Degrees On Reflection From Optically Denser MediumGreato HibernatoNo ratings yet
- HM130 5Document1 pageHM130 5AntonelloNo ratings yet