You might also like
- Carbon Steel Pipe Weld Repair ProcedureDocument4 pagesCarbon Steel Pipe Weld Repair ProcedureSc Tan100% (2)
- Storage and Curving of Bridge MaterialsDocument3 pagesStorage and Curving of Bridge MaterialsrzsoltNo ratings yet
- 2 Welding Procedure 2 PDFDocument6 pages2 Welding Procedure 2 PDFMustafa MubderNo ratings yet
- Welding Repair Procedure-APPENDIX IDocument1 pageWelding Repair Procedure-APPENDIX ITrương ĐịnhNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariNo ratings yet
- Flange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDocument4 pagesFlange Bolt-Up - Torque Tightening, Preload, Torque Procedures, Torque Sequence, Torque Wrenches, Preparation Flange Bolt-UpDissasekara100% (1)
- Structural Steel Fabrication ChecklistDocument2 pagesStructural Steel Fabrication ChecklistsouravrobinNo ratings yet
- Field inspection plan for structural steel erectionDocument1 pageField inspection plan for structural steel erectionDelta akathehusky100% (1)
- Torque Values For DEFENDER, Isoguard and Isomate Sealing Gaskets/Flange Isolation KitsDocument2 pagesTorque Values For DEFENDER, Isoguard and Isomate Sealing Gaskets/Flange Isolation KitsPranpath NarupantawartNo ratings yet
- Typical Project Quality Plan & ITP CPCDocument14 pagesTypical Project Quality Plan & ITP CPCPadmanabhan Venkatesh100% (1)
- Repair welding procedure table of contentsDocument5 pagesRepair welding procedure table of contentsmohd as shahiddin jafriNo ratings yet
- Anchor Bolt Tightening ReportDocument2 pagesAnchor Bolt Tightening Reporttrey100% (1)
- Fabrication Inspection of Structural Steel Final 1.28.15Document12 pagesFabrication Inspection of Structural Steel Final 1.28.15Vinod Kumar Verma100% (1)
- Weld-Consumable-Calculator Butt & Fillet WeldDocument7 pagesWeld-Consumable-Calculator Butt & Fillet WeldKentDemeterioNo ratings yet
- Why Is Preheating NecessaryDocument3 pagesWhy Is Preheating NecessaryahmedNo ratings yet
- SPACE SHUTTLE CRITERIADocument38 pagesSPACE SHUTTLE CRITERIAffontanaNo ratings yet
- ITP-40Document10 pagesITP-40Wijayanto BekasiNo ratings yet
- Fabrication and Installation of PipingDocument26 pagesFabrication and Installation of PipingAlin TomozeiNo ratings yet
- ITP For Piping WorksDocument44 pagesITP For Piping WorksSyafril Akbar100% (3)
- How To Write A Welding Procedure Specification (WPS)Document5 pagesHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Welding Checklist For Field WeldingDocument1 pageWelding Checklist For Field Weldingnapster386No ratings yet
- Welding Repair Procedure for Diesel Fuel TankDocument4 pagesWelding Repair Procedure for Diesel Fuel Tankgstketut100% (2)
- Tank ErectionDocument13 pagesTank Erectionsajay2010No ratings yet
- Welding Procedure Specification (WPS) - Welding and NDTDocument18 pagesWelding Procedure Specification (WPS) - Welding and NDTsoheilkhosh3311No ratings yet
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocument16 pagesSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Visual Inspection of Weld Api 650Document2 pagesVisual Inspection of Weld Api 650amshivNo ratings yet
- Pneumatic Test Procedure DT 29112017 CompressDocument7 pagesPneumatic Test Procedure DT 29112017 Compressjamesvarghese2812No ratings yet
- AE-CS-WF-200 Rev.aDocument30 pagesAE-CS-WF-200 Rev.asteve aNo ratings yet
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Document16 pages2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- Repair and Modification ITPDocument8 pagesRepair and Modification ITPShewale PravinNo ratings yet
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- SETTLEMENT Test ProcedureDocument9 pagesSETTLEMENT Test Procedurehrdsby100% (2)
- 6 Welding Procedure Qualification & Welder Qualification PDFDocument15 pages6 Welding Procedure Qualification & Welder Qualification PDFParminder Singh100% (2)
- Engineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureDocument11 pagesEngineering Standards Manual ISD 341-2: Chapter 13, Welding & Joining Volume 2, Welding Fabrication ProcedureJaveed A. Khan100% (1)
- Inspection Report: Vaccum Test RecordDocument21 pagesInspection Report: Vaccum Test RecordWahyudi MetrizaNo ratings yet
- ITP ProceduresDocument12 pagesITP Proceduresmohd as shahiddin jafriNo ratings yet
- 62-P-90Rev A Method Statement For Oxygen Line FabricationDocument13 pages62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliNo ratings yet
- Procedure For Installation of Steel Stair StructureDocument6 pagesProcedure For Installation of Steel Stair StructureImamah AliNo ratings yet
- MS For Fabrication of Above-Ground Storage TankDocument8 pagesMS For Fabrication of Above-Ground Storage Tankdadz mingiNo ratings yet
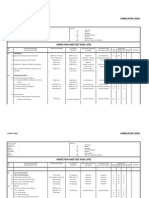
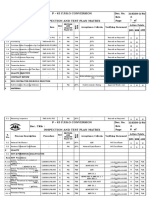
- Idbc-Ts-Vcstr-T100639-Ng0028 - Lir-12 - Weight Control ReportDocument9 pagesIdbc-Ts-Vcstr-T100639-Ng0028 - Lir-12 - Weight Control ReportWallen Jusri SihotangNo ratings yet
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
- Distortion in Welding PDFDocument40 pagesDistortion in Welding PDFGilberto ZamudioNo ratings yet
- FM-D-01 Steel Structure ErectionDocument1 pageFM-D-01 Steel Structure ErectionG Vamsi ChandNo ratings yet
- Process Flange Bolt Tightening ProcedureDocument13 pagesProcess Flange Bolt Tightening Proceduresudeesh kumarNo ratings yet
- Flange Weld Build UpDocument2 pagesFlange Weld Build UpMohd Shafuaaz KassimNo ratings yet
- Method Statement For Carbon Steel U G Piping Fabrication ErectionDocument28 pagesMethod Statement For Carbon Steel U G Piping Fabrication ErectionAriel Anasco100% (1)
- API Welding ProceduresDocument69 pagesAPI Welding ProceduresStephen Boodoo100% (3)
- Turn of The Nut For Anchor BoltsDocument8 pagesTurn of The Nut For Anchor BoltsshannonNo ratings yet
- 24.tank Oil Chalk TestDocument3 pages24.tank Oil Chalk TestShubham ShuklaNo ratings yet
- Duties of Welding InspectorDocument1 pageDuties of Welding InspectorJennifer FrenchNo ratings yet
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Scope 2. General Procedure 3. Base Material Repair ProcedureDocument4 pagesScope 2. General Procedure 3. Base Material Repair ProcedureShubhamShukla100% (3)
- Specification Specification For Welding Repairs: Laser Interferometer Gravitational Wave ObservatoryDocument1 pageSpecification Specification For Welding Repairs: Laser Interferometer Gravitational Wave Observatorynate anantathatNo ratings yet
- CN NDT Exam Hull MCH Steel ForgingsDocument19 pagesCN NDT Exam Hull MCH Steel ForgingsferyNo ratings yet
- Cga TB 2.1980Document6 pagesCga TB 2.1980gabriela troncosoNo ratings yet
- Attachment A - Scope of WorkDocument7 pagesAttachment A - Scope of WorkMazhar MahadzirNo ratings yet
- Surface ImperfectionsDocument1 pageSurface ImperfectionsmrmerajNo ratings yet
- API 570 - Daily Exam 5C API-571-577 Questions - PSJDocument4 pagesAPI 570 - Daily Exam 5C API-571-577 Questions - PSJKrishna Moorthy50% (2)
- Mock-Up Block Drawings Fro AUTDocument14 pagesMock-Up Block Drawings Fro AUTSiddiqui Abdul KhaliqNo ratings yet
- Figure 323.2 Asme b31.3Document1 pageFigure 323.2 Asme b31.3Siddiqui Abdul KhaliqNo ratings yet
- Heat Treatment Requirement As Per ASME B31.3Document2 pagesHeat Treatment Requirement As Per ASME B31.3Siddiqui Abdul Khaliq67% (3)
- 1401 TamimiDocument1 page1401 TamimiSiddiqui Abdul KhaliqNo ratings yet
- DWG - No Revision Status Joint No. Joint Revision PJ Gen Apply Manual Joint Size Welding Type Line No. Line Class Test Package NoDocument3 pagesDWG - No Revision Status Joint No. Joint Revision PJ Gen Apply Manual Joint Size Welding Type Line No. Line Class Test Package NoSiddiqui Abdul KhaliqNo ratings yet
- Sample Welder's JCCDocument1 pageSample Welder's JCCSiddiqui Abdul KhaliqNo ratings yet
- Weekly Welder Repair Rate MonitoringDocument15 pagesWeekly Welder Repair Rate MonitoringSiddiqui Abdul Khaliq100% (1)
- ARCC Hydrotest Packages Summary ReportDocument4 pagesARCC Hydrotest Packages Summary ReportSiddiqui Abdul KhaliqNo ratings yet
- SAES W 011 Cover PageDocument1 pageSAES W 011 Cover PageSiddiqui Abdul KhaliqNo ratings yet
- Impact Testing PhotosDocument2 pagesImpact Testing PhotosSiddiqui Abdul KhaliqNo ratings yet
- Page From B31.3-2012Document1 pagePage From B31.3-2012Siddiqui Abdul KhaliqNo ratings yet
- Sec VIII PagesDocument3 pagesSec VIII PagesSiddiqui Abdul KhaliqNo ratings yet
- Control flow diagram for GACC's new welder qualification processDocument1 pageControl flow diagram for GACC's new welder qualification processSiddiqui Abdul KhaliqNo ratings yet
- Sec VIII PagesDocument3 pagesSec VIII PagesSiddiqui Abdul KhaliqNo ratings yet
- Sadara MFC Inspection Checklist: Copper Pipe Installation SMIC-S-4050 PlumbingDocument1 pageSadara MFC Inspection Checklist: Copper Pipe Installation SMIC-S-4050 PlumbingSiddiqui Abdul KhaliqNo ratings yet
- Caracteristicas Normas ASME B31Document3 pagesCaracteristicas Normas ASME B31darthneoNo ratings yet
- PWHT As Per Asme b31.3Document2 pagesPWHT As Per Asme b31.3Siddiqui Abdul KhaliqNo ratings yet
- Islamic Calendar 2014 1435Document12 pagesIslamic Calendar 2014 1435Anupama NagrajNo ratings yet
- SS Consumable SelectionDocument1 pageSS Consumable SelectionSiddiqui Abdul KhaliqNo ratings yet
- Dms Go BrochureDocument12 pagesDms Go BrochureSiddiqui Abdul KhaliqNo ratings yet
- Transmittal FormatDocument1 pageTransmittal FormatSiddiqui Abdul KhaliqNo ratings yet
- Saf Rad PresentationDocument17 pagesSaf Rad PresentationSiddiqui Abdul KhaliqNo ratings yet
- ASME SECTION IX INTERPRETATIONSDocument77 pagesASME SECTION IX INTERPRETATIONSहेमंत कुमार मीणाNo ratings yet
- Engineering Procedure: SAEP-20 28 September 2005 Equipment Inspection Schedule Document Responsibility: Inspection DeptDocument25 pagesEngineering Procedure: SAEP-20 28 September 2005 Equipment Inspection Schedule Document Responsibility: Inspection DeptGritz Kay Labucay MarforiNo ratings yet
- Daily Welding Checklist (Sample)Document7 pagesDaily Welding Checklist (Sample)Siddiqui Abdul KhaliqNo ratings yet
- ASTM Material Comparison TableDocument1 pageASTM Material Comparison Tabledhasdj100% (1)
- High-Pressure Dry Abrasive Blasting Operations at Which PressureDocument2 pagesHigh-Pressure Dry Abrasive Blasting Operations at Which PressureSiddiqui Abdul Khaliq100% (1)
- Sample ResumeDocument1 pageSample ResumeSiddiqui Abdul KhaliqNo ratings yet
- Contact Nmanpower Supply AgenciesDocument3 pagesContact Nmanpower Supply AgenciesSiddiqui Abdul KhaliqNo ratings yet