You might also like
- Electronic Counter Zx020Document11 pagesElectronic Counter Zx020IGHORODJENo ratings yet
- TTP-245C / TTP-343C / TTP-244CE: Thermal Transfer / Direct Thermal Bar Code PrinterDocument46 pagesTTP-245C / TTP-343C / TTP-244CE: Thermal Transfer / Direct Thermal Bar Code PrinterSeimurNo ratings yet
- By125_eDocument52 pagesBy125_eSher BahadarNo ratings yet
- Operating Instruction Miniflat ModuflatDocument46 pagesOperating Instruction Miniflat ModuflatRelu ChiruNo ratings yet
- Bender Rcm420 ManualDocument44 pagesBender Rcm420 Manualjaapaap77No ratings yet
- TTP-225 / TTP-323 Series: Thermal Transfer / Direct Thermal Bar Code PrinterDocument42 pagesTTP-225 / TTP-323 Series: Thermal Transfer / Direct Thermal Bar Code PrinterSeimurNo ratings yet
- Mercury THD Operator Manual English 141982762Document90 pagesMercury THD Operator Manual English 141982762Zevnik d.o.o.No ratings yet
- Duogen Technical Documentation PDFDocument29 pagesDuogen Technical Documentation PDFvassindouNo ratings yet
- C168 - User's Manual PDFDocument50 pagesC168 - User's Manual PDFAthanNo ratings yet
- Sp. Z O.o.: FCR-15A I FCD-15ADocument73 pagesSp. Z O.o.: FCR-15A I FCD-15Acatalin7439778No ratings yet
- Eng - Instructions ERC-MDocument42 pagesEng - Instructions ERC-MFlorin PetoleaNo ratings yet
- TTP-245C User Manual EDocument48 pagesTTP-245C User Manual ENuno MatoucasNo ratings yet
- E3pro 88-2358-01 CDocument90 pagesE3pro 88-2358-01 CIgor BuhNo ratings yet
- RTU300 Hardware Manual: - RTU300 - RTU302 RTU SeriesDocument25 pagesRTU300 Hardware Manual: - RTU300 - RTU302 RTU SeriesRahmadi SetiawanNo ratings yet
- Manual Datamax e Class PDFDocument59 pagesManual Datamax e Class PDFlaboratorio eletronicoNo ratings yet
- TurbinasadrDocument18 pagesTurbinasadrkatty_89No ratings yet
- Diebold Nixdorf BEETLE Multi IO Hub Generation 2Document25 pagesDiebold Nixdorf BEETLE Multi IO Hub Generation 2Oferty Firm / SklepówNo ratings yet
- T22i Car Installation Guide v1.54.4 ENG PDFDocument26 pagesT22i Car Installation Guide v1.54.4 ENG PDFJuan Carlos GiovattoNo ratings yet
- MIKRODEV HM RTU300 enDocument22 pagesMIKRODEV HM RTU300 enbiseka4741No ratings yet
- Bt700 - e ManualDocument19 pagesBt700 - e ManualantonioNo ratings yet
- H22V Series ATM Operation Manual V1.1Document65 pagesH22V Series ATM Operation Manual V1.1Gabi NegoitaNo ratings yet
- MR70X & MR1800X Ug Rev2.0.020220817061416 PDFDocument84 pagesMR70X & MR1800X Ug Rev2.0.020220817061416 PDFBarbu VasileNo ratings yet
- Datamx Markiii-User ManualDocument58 pagesDatamx Markiii-User ManualWilliam CorreaNo ratings yet
- GSK N7 Controller Instruction Manual 6thDocument131 pagesGSK N7 Controller Instruction Manual 6thgdprabaNo ratings yet
- Branch Feeder Monitor BFM Ii: Operation and Installation ManualDocument111 pagesBranch Feeder Monitor BFM Ii: Operation and Installation ManualJean MelendezNo ratings yet
- Axor Drive Service ManualDocument68 pagesAxor Drive Service Manualkratmel100% (2)
- Haier l32f6 l42f6 Chassis Mtk5363 SMDocument65 pagesHaier l32f6 l42f6 Chassis Mtk5363 SMRichi M DazaNo ratings yet
- 80mm Thermal Receipt Printer User Manual V1.0.80Document19 pages80mm Thermal Receipt Printer User Manual V1.0.80Cesar Eduardo Ortiz SanchezNo ratings yet
- MVI69 MNET User Manual PDFDocument159 pagesMVI69 MNET User Manual PDFsasanchez3No ratings yet
- Datamax Iclass Operators Manual h2Document146 pagesDatamax Iclass Operators Manual h2c150199No ratings yet
- BFT LIBRA Control PanelDocument10 pagesBFT LIBRA Control PanelAADAFFAFASASNo ratings yet
- CGC-MF Split Shaft Steam Turbine_DesignInstallation_Rev HDocument70 pagesCGC-MF Split Shaft Steam Turbine_DesignInstallation_Rev Hnyala chisolaNo ratings yet
- TTD Series Configurable Fault Annunciator: Installation and Operations ManualDocument56 pagesTTD Series Configurable Fault Annunciator: Installation and Operations ManualWg CarreñoNo ratings yet
- Low-Resistance Meter ManualDocument40 pagesLow-Resistance Meter ManuallivslxNo ratings yet
- HMI Link G2 Device PC 301 E12 EngDocument30 pagesHMI Link G2 Device PC 301 E12 Engalex castroNo ratings yet
- MS-6378 (v3.X) Micro-ATX MainboardDocument72 pagesMS-6378 (v3.X) Micro-ATX Mainboardyavier13No ratings yet
- TC Electronicas System 6000 - Quick GuideDocument33 pagesTC Electronicas System 6000 - Quick Guideslavini4kaNo ratings yet
- Summit 3208GLD INSTALLATION MANUAL. Electronics LineDocument63 pagesSummit 3208GLD INSTALLATION MANUAL. Electronics Lineredo80No ratings yet
- BA9x LCD Operating Manual EnglishDocument61 pagesBA9x LCD Operating Manual EnglishPaul MolinNo ratings yet
- Printronix-T5000 SM PDFDocument352 pagesPrintronix-T5000 SM PDFmrv717100% (2)
- System 295 Powermeter & Harmonic Analyzer: Installation and Operation ManualDocument172 pagesSystem 295 Powermeter & Harmonic Analyzer: Installation and Operation ManualVilma ZambranoNo ratings yet
- Autinor bg15 Vec01 ManualDocument79 pagesAutinor bg15 Vec01 ManualAlaattin Tekin75% (4)
- MCD 3000 Service Manual52Document54 pagesMCD 3000 Service Manual52Anhell Salvador LozaNo ratings yet
- PXC Modular Series Owner S Manual A6V10302089 Us enDocument92 pagesPXC Modular Series Owner S Manual A6V10302089 Us engasti46No ratings yet
- Manual Imprimante FH190SPDocument69 pagesManual Imprimante FH190SPChristophe SEVERACNo ratings yet
- by Vent Ion 2200 en PDFDocument482 pagesby Vent Ion 2200 en PDFvelu22100% (1)
- Centurion Configurable Controller: Installation and Operations ManualDocument75 pagesCenturion Configurable Controller: Installation and Operations ManualPedro JuventinoNo ratings yet
- E - VAE ProSys SroDocument150 pagesE - VAE ProSys SroIurii GlushichNo ratings yet
- Abc of Power Modules: Functionality, Structure and Handling of a Power ModuleFrom EverandAbc of Power Modules: Functionality, Structure and Handling of a Power ModuleNo ratings yet
- Safe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsFrom EverandSafe Use of Smart Devices in Systems Important to Safety in Nuclear Power PlantsNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Digital LED Thermometer with Microcontroller AVR ATtiny13From EverandDigital LED Thermometer with Microcontroller AVR ATtiny13Rating: 5 out of 5 stars5/5 (1)
- Advanced PIC Microcontroller Projects in C: From USB to RTOS with the PIC 18F SeriesFrom EverandAdvanced PIC Microcontroller Projects in C: From USB to RTOS with the PIC 18F SeriesRating: 5 out of 5 stars5/5 (1)
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Trilogy of Connectors: Basic Principles and Connector Design ExplanationsFrom EverandTrilogy of Connectors: Basic Principles and Connector Design ExplanationsRating: 5 out of 5 stars5/5 (1)
- CAN and FPGA Communication Engineering: Implementation of a CAN Bus based Measurement System on an FPGA Development KitFrom EverandCAN and FPGA Communication Engineering: Implementation of a CAN Bus based Measurement System on an FPGA Development KitNo ratings yet
- 3HAC021333-001 Procedures Reva en Library PDFDocument318 pages3HAC021333-001 Procedures Reva en Library PDFFlashPTNo ratings yet
- Current TracerDocument1 pageCurrent TracerFlashPTNo ratings yet
- Ketop t100Document153 pagesKetop t100FlashPTNo ratings yet
- 2.2.1.2 Readme PDFDocument52 pages2.2.1.2 Readme PDFindustronicaNo ratings yet
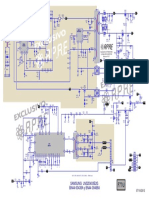
- Circuito Bn44-00438a - 00468a F77uDocument1 pageCircuito Bn44-00438a - 00468a F77uautrera60% (5)
- Tenma RS232 Tester PDFDocument1 pageTenma RS232 Tester PDFFlashPTNo ratings yet
- Berger LhearDocument2 pagesBerger LhearFlashPTNo ratings yet
- B&K 550 TTL Ic ChartDocument20 pagesB&K 550 TTL Ic ChartindustronicaNo ratings yet
- GRAFCEt FESTODocument1 pageGRAFCEt FESTOFlashPTNo ratings yet
- Change LogDocument4 pagesChange LogFlashPTNo ratings yet
- As InfoDocument308 pagesAs InfoFlashPTNo ratings yet
- Welcome in AsDocument84 pagesWelcome in AsFlashPTNo ratings yet
- Tenma RS232 Tester PDFDocument1 pageTenma RS232 Tester PDFFlashPTNo ratings yet
- AC120 Encoder Interface Module Technical SpecificationsDocument5 pagesAC120 Encoder Interface Module Technical SpecificationsFlashPTNo ratings yet
- LadderProgramConverter ManualDocument56 pagesLadderProgramConverter ManualHammad JoufarNo ratings yet
- PICkit 3 Programmer Application User's Guide 50002158aDocument88 pagesPICkit 3 Programmer Application User's Guide 50002158aCosmin PavelNo ratings yet
- R144-E1-03 - Function Block Structured Text Introduction GuideDocument92 pagesR144-E1-03 - Function Block Structured Text Introduction GuideJaziel CabralNo ratings yet
- Cpu B&R PDFDocument23 pagesCpu B&R PDFFlashPTNo ratings yet
- Migrating Existing Programs To PBP3Document2 pagesMigrating Existing Programs To PBP3mavikaplan202No ratings yet
- Activation HelpDocument6 pagesActivation HelpFlashPTNo ratings yet
- LadderProgramConverter Appendices (Siemens)Document41 pagesLadderProgramConverter Appendices (Siemens)yukaokto2No ratings yet
- HPWM f1579 NotesDocument1 pageHPWM f1579 NotesFlashPTNo ratings yet
- ?@AB Cdef GHH IjhjklkmnojDocument2 pages?@AB Cdef GHH IjhjklkmnojFlashPTNo ratings yet
- Configure PWM, UART and I2C pins differently on 18FxxK40Document2 pagesConfigure PWM, UART and I2C pins differently on 18FxxK40FlashPTNo ratings yet
- CX Programmer Introduction Guide R132 E1 04Document60 pagesCX Programmer Introduction Guide R132 E1 04Dauødhårø DeivisNo ratings yet
- Quotation: Administrative Details Your ReferencesDocument2 pagesQuotation: Administrative Details Your ReferencesFlashPTNo ratings yet
- PBPSTARTDocument2 pagesPBPSTARTManuel Eduardo Estrella PolancoNo ratings yet
- SFC Introduction Guide PDFDocument60 pagesSFC Introduction Guide PDFadiNo ratings yet
- A LN Ass Eir DissertationDocument166 pagesA LN Ass Eir DissertationFlashPTNo ratings yet
- Eio0000001474 03Document250 pagesEio0000001474 03Theresia Diah ArumNo ratings yet
- Eagle Hackstricks Example TB6600 CNC Mill StepperDocument12 pagesEagle Hackstricks Example TB6600 CNC Mill StepperfoobarNo ratings yet
- Bosch Refrig Ser Man B20CSDocument77 pagesBosch Refrig Ser Man B20CSdurhamappliancethrifNo ratings yet
- Miniature General Purpose Relay: Operation in Any PositionDocument8 pagesMiniature General Purpose Relay: Operation in Any PositiondalmohvacNo ratings yet
- T300 MVi Instruction Manual 272Document99 pagesT300 MVi Instruction Manual 272csomers23216No ratings yet
- Manual de Servicio Pioneer 2700Document152 pagesManual de Servicio Pioneer 2700Carlos Alonso Gonzalez VazquesNo ratings yet
- Microelectronics QuestionsDocument39 pagesMicroelectronics QuestionsJohn Paul M. TubigNo ratings yet
- Electronics CapxonDocument313 pagesElectronics Capxonred-machineNo ratings yet
- Integrated Circuits Data Sheet for TDA1072A AM Receiver CircuitDocument20 pagesIntegrated Circuits Data Sheet for TDA1072A AM Receiver CircuitEe Ling ChowNo ratings yet
- What Is The PCB Hole DensityDocument7 pagesWhat Is The PCB Hole DensityjackNo ratings yet
- Electronics CCTV CameraDocument10 pagesElectronics CCTV CameraShanza ManzoorNo ratings yet
- Troubleshooting Indoor Unit Error DisplaysDocument16 pagesTroubleshooting Indoor Unit Error DisplaysGustavo E. EspinosaNo ratings yet
- Diy Kit 2. Temperature Meter: Circuit DescriptionDocument3 pagesDiy Kit 2. Temperature Meter: Circuit DescriptionNedim NukicNo ratings yet
- MENVIER FIRE SYSTEM OPERATION AND MAINTENANCE GUIDEDocument12 pagesMENVIER FIRE SYSTEM OPERATION AND MAINTENANCE GUIDEJocafenoNo ratings yet
- Microplan - Katalog 2012 ENDocument19 pagesMicroplan - Katalog 2012 END.T.No ratings yet
- PCB & Electronics HardwareDocument84 pagesPCB & Electronics HardwaresciucNo ratings yet
- RF path and antenna switching diagramDocument132 pagesRF path and antenna switching diagramAlvaro Eduardo Chaparro Giron0% (1)
- Eslx68 7P236 BaDocument22 pagesEslx68 7P236 BaDr. Alois FabianiNo ratings yet
- LED - Forrailway - RDSO-SPN-153-2011 Rev. 4.1Document21 pagesLED - Forrailway - RDSO-SPN-153-2011 Rev. 4.1Pooja Singh100% (1)
- Color Monitor: Service ManualDocument20 pagesColor Monitor: Service Manualmalord958No ratings yet
- WBL5001 E98031Document16 pagesWBL5001 E98031Tony Gregory100% (1)
- Midark 419 Examination Chair - Service ManualDocument160 pagesMidark 419 Examination Chair - Service ManualbimarsalNo ratings yet
- Slam N Jam JR Junior Kids Basketball Arcade Game Operators Service Manual LaigamesDocument49 pagesSlam N Jam JR Junior Kids Basketball Arcade Game Operators Service Manual LaigameszokiNo ratings yet
- Sharp 13LM100-150B, 19LM100B-BS, 20LS100BS, 25LM-S180BDocument6 pagesSharp 13LM100-150B, 19LM100B-BS, 20LS100BS, 25LM-S180Bmahema2No ratings yet
- C Controller TroubleshootingDocument273 pagesC Controller Troubleshootingcarsten100% (1)
- Sony DSC-S730 Service Manual Ver 1.1 2008.07 Rev-1 (9-852-239-12)Document16 pagesSony DSC-S730 Service Manual Ver 1.1 2008.07 Rev-1 (9-852-239-12)Greg HamiltonNo ratings yet
- 42LG710H UaDocument55 pages42LG710H UaBob ThorneNo ratings yet
- Footprints 080311 For All Basic IcsDocument18 pagesFootprints 080311 For All Basic IcsAmit PujarNo ratings yet
- TLE Grade8 ICT-CSS Module2 Quarter1 Week1Document9 pagesTLE Grade8 ICT-CSS Module2 Quarter1 Week1Hazel Mae EbaritaNo ratings yet
- Epson R800 SMDocument174 pagesEpson R800 SMInteletracNo ratings yet
- Bosch Divar Ip 3000 - Installation - GuideDocument32 pagesBosch Divar Ip 3000 - Installation - GuidePuput PutraNo ratings yet