You might also like
- Note Guidance Manufacture Finished Dosage Form enDocument7 pagesNote Guidance Manufacture Finished Dosage Form enseshadriNo ratings yet
- Avoiding Errors With The Batch Release ProcessDocument11 pagesAvoiding Errors With The Batch Release ProcessAnthony CollierNo ratings yet
- ICH Quality Guidelines: An Implementation GuideFrom EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNo ratings yet
- Formatting, Assembling, and Submitting The New Drug ApplicationDocument25 pagesFormatting, Assembling, and Submitting The New Drug ApplicationAgnimitra Dinda100% (1)
- DRA Intro and ScopeDocument12 pagesDRA Intro and ScopeJbelsen DavidNo ratings yet
- Comparative study of drug dossier submission in key regionsDocument45 pagesComparative study of drug dossier submission in key regionsRevan PujariNo ratings yet
- Appendix 14A - Checklist For MIV-1 Applications For Chemical DrugsDocument6 pagesAppendix 14A - Checklist For MIV-1 Applications For Chemical DrugsWilliam ChandraNo ratings yet
- Hold Time StudyDocument2 pagesHold Time StudyManivannan KathirvelNo ratings yet
- The Practice of Regulatory AffairsDocument42 pagesThe Practice of Regulatory AffairsCool AnnieNo ratings yet
- OmDocument52 pagesOmPratibha AroteNo ratings yet
- Justification Letter Stability 60 MLDocument2 pagesJustification Letter Stability 60 MLSuci RamdhianiNo ratings yet
- Yves MayeresseDocument66 pagesYves MayeressesumankatteboinaNo ratings yet
- 671 - Containers - Performance TestingDocument4 pages671 - Containers - Performance TestingHarry GregorinoNo ratings yet
- Sterilization or Depyrogenation Validation - Non ProductDocument2 pagesSterilization or Depyrogenation Validation - Non ProductananthNo ratings yet
- Identifying Sterilizing FilterDocument7 pagesIdentifying Sterilizing FilterMWJornitz100% (1)
- Media Fill Brochure-1Document4 pagesMedia Fill Brochure-1Steven Correa MNo ratings yet
- What Are The Key Benefits of Validation?Document6 pagesWhat Are The Key Benefits of Validation?siva sankarNo ratings yet
- SVP& LVPDocument108 pagesSVP& LVPFree Escort ServiceNo ratings yet
- Hold Time Study SOP Indian Pharma 1Document3 pagesHold Time Study SOP Indian Pharma 1ziadddNo ratings yet
- JubilantDocument23 pagesJubilantRuchi MishraNo ratings yet
- Reference Guide: Thermo Scientific Orion Star A211 Benchtop and Star A221 and Star A321 Portable PH MetersDocument52 pagesReference Guide: Thermo Scientific Orion Star A211 Benchtop and Star A221 and Star A321 Portable PH MetersRicardo DonatoNo ratings yet
- PFDA Registration RequirementsDocument4 pagesPFDA Registration RequirementsRosenda Monette100% (1)
- ThermoScientific Orion Labratory CatalogDocument136 pagesThermoScientific Orion Labratory CatalogIp ChileNo ratings yet
- Chapter 1Document122 pagesChapter 1Trupti Powar WadkarNo ratings yet
- Vapor-Phase Hydrogen Peroxide Resistance of Environmental IsolatesDocument5 pagesVapor-Phase Hydrogen Peroxide Resistance of Environmental IsolatesMohamed FetouhNo ratings yet
- Meters - CatalogDocument13 pagesMeters - Catalogdéborah_rosalesNo ratings yet
- Sterile Pharmaceutical Formulations 267Document4 pagesSterile Pharmaceutical Formulations 267BaiqAvinRizkikiAnjarsariNo ratings yet
- Column Chromatography OverviewDocument8 pagesColumn Chromatography Overviewyasa karyadaNo ratings yet
- Application Report Container Closure Integrity Testing Ccit EnglishDocument6 pagesApplication Report Container Closure Integrity Testing Ccit EnglishSatish HiremathNo ratings yet
- Understanding Parenteral Products and Routes of AdministrationDocument28 pagesUnderstanding Parenteral Products and Routes of AdministrationMD ABID ALAM100% (1)
- How To Ensure Trouble-Free HPLC System OperationDocument3 pagesHow To Ensure Trouble-Free HPLC System OperationKavisa GhoshNo ratings yet
- Central Drugs Standard Control OrganizationDocument18 pagesCentral Drugs Standard Control OrganizationNagaraju YadavNo ratings yet
- Simultaneous Determination of Methylparaben + Propylparaben + Hidrocortisone Topical Cream PDFDocument7 pagesSimultaneous Determination of Methylparaben + Propylparaben + Hidrocortisone Topical Cream PDFNájla KassabNo ratings yet
- List of AbbreviationsDocument61 pagesList of AbbreviationsrkponrajNo ratings yet
- Current Good Manufacturing Practice & Drug Manufacturing QualityDocument54 pagesCurrent Good Manufacturing Practice & Drug Manufacturing QualityGopinath GopiNo ratings yet
- Regulatory Guide On Reference StandardDocument51 pagesRegulatory Guide On Reference StandardNishit PatelNo ratings yet
- 2013-09-18 USP Stability 1 RegulationsDocument68 pages2013-09-18 USP Stability 1 RegulationssreekanthsharmaNo ratings yet
- RAJIV GANDHI UNIVERSITY OF HEALTH SCIENCES CLEANING VALIDATIONDocument10 pagesRAJIV GANDHI UNIVERSITY OF HEALTH SCIENCES CLEANING VALIDATIONkumar_chemicalNo ratings yet
- 10.dissolution Comparison As Per IpbpuspepDocument5 pages10.dissolution Comparison As Per IpbpuspepNitinPrachiJainNo ratings yet
- Analytical Procedures and Methods Validation For Drugs and Biologics - US FDA Final GuidanceDocument18 pagesAnalytical Procedures and Methods Validation For Drugs and Biologics - US FDA Final GuidanceDan StantonNo ratings yet
- EMA GMP Guidelines For FPDocument13 pagesEMA GMP Guidelines For FPk.p.No ratings yet
- Media Simulation TrialsDocument2 pagesMedia Simulation TrialsTim SandleNo ratings yet
- EQUIPMENT OVERVIEWDocument1 pageEQUIPMENT OVERVIEWKuljinder VirdiNo ratings yet
- Protocol PDFDocument28 pagesProtocol PDFSrihariteja Achanta PNo ratings yet
- HPLC Method Development and Validation For Pharmaceutical AnalysisDocument10 pagesHPLC Method Development and Validation For Pharmaceutical AnalysisGururaaj NaikarNo ratings yet
- The Expendable DossierDocument619 pagesThe Expendable DossierExpendableDossierNo ratings yet
- Guide to Pharmaceutical Quality Control Lab InspectionsDocument16 pagesGuide to Pharmaceutical Quality Control Lab Inspectionssubrata1No ratings yet
- Definitions: Sec 2 (K) Manufacturing ProcessDocument4 pagesDefinitions: Sec 2 (K) Manufacturing ProcessmanishNo ratings yet
- Omcl Management of Environmental Conditions Paphomcl1686r6Document8 pagesOmcl Management of Environmental Conditions Paphomcl1686r6Hans LeupoldNo ratings yet
- Genetica Laboratory Pvt. LTD: Standard Operating ProcedureDocument2 pagesGenetica Laboratory Pvt. LTD: Standard Operating ProcedureRajendra ChaudharyNo ratings yet
- Hold Time Stability Studies in Pharmaceutical Industry Review 2167 7689.1000104Document8 pagesHold Time Stability Studies in Pharmaceutical Industry Review 2167 7689.1000104iloveit52252No ratings yet
- Hot Topics in Drug Product Process ValidationDocument36 pagesHot Topics in Drug Product Process ValidationRam AdityaNo ratings yet
- Quality control tests for pharmaceutical tablets according to pharmacopoeiasDocument7 pagesQuality control tests for pharmaceutical tablets according to pharmacopoeiasMaheshNo ratings yet
- Sop For Bio-BurdenDocument5 pagesSop For Bio-BurdenMusyoka UrbanusNo ratings yet
- CEFOTAXIME Injection 1 GMDocument119 pagesCEFOTAXIME Injection 1 GMiloveit52252No ratings yet
- Guideline On Active Substance Master File Procedure - EuropeanDocument22 pagesGuideline On Active Substance Master File Procedure - EuropeanNhonPhanThanhNo ratings yet
- Smoke STUDIES ARTICLE 2 25 15 PDFDocument7 pagesSmoke STUDIES ARTICLE 2 25 15 PDFschumonNo ratings yet
- Moist Heat SterilizatiojnDocument16 pagesMoist Heat Sterilizatiojnajitjoshi950No ratings yet
- Guide Mqa 024 002 WebDocument9 pagesGuide Mqa 024 002 WebDanina_1981No ratings yet
- Information Security Awareness - Social Engineering - Completion - CertificateDocument1 pageInformation Security Awareness - Social Engineering - Completion - CertificateAshok KumarNo ratings yet
- Solo - BASEL III Pillar 3 Disclosures 31-12-2018Document14 pagesSolo - BASEL III Pillar 3 Disclosures 31-12-2018Ashok KumarNo ratings yet
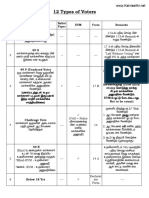
- 12 types of votersDocument13 pages12 types of votersAshok KumarNo ratings yet
- Fire Safety Awareness - Completion - Certificate PDFDocument1 pageFire Safety Awareness - Completion - Certificate PDFAshok KumarNo ratings yet
- Yugal SurkshaDocument4 pagesYugal Surkshaankit kumarNo ratings yet
- Monetary Policy - Strong Dollar Weak DollarDocument24 pagesMonetary Policy - Strong Dollar Weak Dollarmanishkayal100% (1)
- QuickRide LogcatDocument68 pagesQuickRide LogcatAshok KumarNo ratings yet
- HSE - General Awareness - Environmental Management - Completion - Certificate PDFDocument1 pageHSE - General Awareness - Environmental Management - Completion - Certificate PDFAshok KumarNo ratings yet
- HSE - General Awareness - Environmental Management - Completion - Certificate PDFDocument1 pageHSE - General Awareness - Environmental Management - Completion - Certificate PDFAshok KumarNo ratings yet
- Latest Development in Banking & Finance Sector PDFDocument11 pagesLatest Development in Banking & Finance Sector PDFAshok KumarNo ratings yet
- Banking Awareness MCQs For IBPS Clerk Mains 2019 QuestionsDocument12 pagesBanking Awareness MCQs For IBPS Clerk Mains 2019 QuestionsimthegameNo ratings yet
- Pli Ea Bonus PDFDocument2 pagesPli Ea Bonus PDFJayesh Gajare100% (1)
- 20 03 2019 - V2Document41 pages20 03 2019 - V2Ashok KumarNo ratings yet
- 15,000 New Coronavirus Cases, 786 New Deaths in Past 24 Hours: WHO Report Your ContentDocument9 pages15,000 New Coronavirus Cases, 786 New Deaths in Past 24 Hours: WHO Report Your ContentYour ContentNo ratings yet
- Income Recognition Asset ClassificationDocument5 pagesIncome Recognition Asset ClassificationAshok KumarNo ratings yet
- DefaultDocument1 pageDefaultAshok KumarNo ratings yet
- 19 03 2019 - V2Document18 pages19 03 2019 - V2Ashok KumarNo ratings yet
- Guide to Atal Pension Yojana benefits for unorganized workersDocument3 pagesGuide to Atal Pension Yojana benefits for unorganized workersds468No ratings yet
- QuickRide LogcatDocument68 pagesQuickRide LogcatAshok KumarNo ratings yet
- 20 03 2019 - V2Document41 pages20 03 2019 - V2Ashok KumarNo ratings yet
- 1Document3 pages1Ashok KumarNo ratings yet
- Anticipated Endowment Assurance PDFDocument1 pageAnticipated Endowment Assurance PDFAshok KumarNo ratings yet
- APEAMCET2019 CorrectionsDocument1 pageAPEAMCET2019 Correctionsp.narendraNo ratings yet
- Most Important One Liner Questions of October Part-IIDocument11 pagesMost Important One Liner Questions of October Part-IIRobert ShortNo ratings yet
- Employee Details Payment & Leave Details: Arrears Current AmountDocument1 pageEmployee Details Payment & Leave Details: Arrears Current AmountAshok KumarNo ratings yet
- DefaultDocument1 pageDefaultAshok KumarNo ratings yet
- UIIC ClaimFormDocument6 pagesUIIC ClaimFormTeja NagetiNo ratings yet
- Circle: Bangalore: Circle Head: Shri Ramdas HegdeDocument1 pageCircle: Bangalore: Circle Head: Shri Ramdas HegdeAshok KumarNo ratings yet
- SVR - Constable Prelims KeyDocument6 pagesSVR - Constable Prelims KeyAshok KumarNo ratings yet
- Insurance Copy.Document4 pagesInsurance Copy.Ashok KumarNo ratings yet
- Semen AnalysisDocument2 pagesSemen AnalysisSabir KamalNo ratings yet
- The Sacred Mushroom "Reishi"-A ReviewDocument4 pagesThe Sacred Mushroom "Reishi"-A ReviewDinesh Babu PugalenthiNo ratings yet
- Acute Care TestingDocument222 pagesAcute Care TestingAdel ChaabaneNo ratings yet
- Amir Bin Tamin 2Document3 pagesAmir Bin Tamin 2Akram KastiranNo ratings yet
- Ecg Quick Guide PDFDocument7 pagesEcg Quick Guide PDFansarijavedNo ratings yet
- Beta Blockers: Selective and Non-Selective TypesDocument22 pagesBeta Blockers: Selective and Non-Selective TypesJewelyn ConolNo ratings yet
- Ethnomedicinal Survey Report On Plants of Tribal Regions of Anuppur 270Document3 pagesEthnomedicinal Survey Report On Plants of Tribal Regions of Anuppur 270Medtext PublicationsNo ratings yet
- DAFTAR PUSTAKA (Benar)Document6 pagesDAFTAR PUSTAKA (Benar)Yulanda MarestaNo ratings yet
- Isolating Staphylococcus SPDocument4 pagesIsolating Staphylococcus SPHani HairullaNo ratings yet
- Aos 94 10Document11 pagesAos 94 10Andi Tiara S. AdamNo ratings yet
- 5 Weeks To 5km Beginner and Intermediate PDFDocument1 page5 Weeks To 5km Beginner and Intermediate PDFMutsai MusaNo ratings yet
- Mouse Dosage CalculatorDocument5 pagesMouse Dosage CalculatorFauzi ChandraNo ratings yet
- Bell's PalsyDocument12 pagesBell's PalsyMercy nafulaNo ratings yet
- Boys Centile ChartDocument1 pageBoys Centile ChartElma AprilliaNo ratings yet
- HTC Intake Form - September 4 - Final - Doc 7.9.13Document10 pagesHTC Intake Form - September 4 - Final - Doc 7.9.13Kealeboga Duece ThoboloNo ratings yet
- Alzheimer's DiseaseDocument469 pagesAlzheimer's DiseaseGastón G. Fernández100% (3)
- Renal Physiology Lab ReportDocument5 pagesRenal Physiology Lab Reportpatricia ankarNo ratings yet
- Maximum Marks: 100Document35 pagesMaximum Marks: 100Yu HoyanNo ratings yet
- Vit KDocument22 pagesVit KKimbek BuangkeNo ratings yet
- Preoperative Visit in Nigeria PDFDocument7 pagesPreoperative Visit in Nigeria PDFAlex PiecesNo ratings yet
- JAPAN-Flag-Standard Medical Chest MAR 2018 (Req)Document10 pagesJAPAN-Flag-Standard Medical Chest MAR 2018 (Req)shishir kumarNo ratings yet
- Thulium e Alopecia AndrogenéticaDocument9 pagesThulium e Alopecia AndrogenéticacristianneNo ratings yet
- How to prepare your Asil for fightingDocument16 pagesHow to prepare your Asil for fightingcinna01No ratings yet
- Bapat Et Al. - 2006 - Quantification of Metabolically Active Biomass Using Methylene Blue Dye Reduction Test (MBRT) Measurement of CFU IDocument10 pagesBapat Et Al. - 2006 - Quantification of Metabolically Active Biomass Using Methylene Blue Dye Reduction Test (MBRT) Measurement of CFU IJosé Matías ZapiolaNo ratings yet
- Informed Consent Form and Interview ProtocolDocument4 pagesInformed Consent Form and Interview ProtocolAdonis BesaNo ratings yet
- Synthesis of Novel Amino Acid Derivative of 7-AVCADocument4 pagesSynthesis of Novel Amino Acid Derivative of 7-AVCAIOSRjournal0% (1)
- EORTC QLQ-C30 Into Indonesian VersionDocument11 pagesEORTC QLQ-C30 Into Indonesian VersionHendryNo ratings yet
- RBC and WBC Identification Under MicroscopeDocument7 pagesRBC and WBC Identification Under MicroscopeHriday jyoti DekaNo ratings yet
- Gait Analysis: Prerequisite of Normal GaitDocument4 pagesGait Analysis: Prerequisite of Normal GaitKieran Levi100% (1)