You might also like
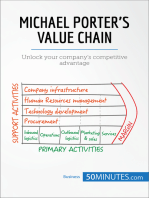
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- EAM/CMMS RFI/RFP Template Provides Comprehensive List of FeaturesDocument48 pagesEAM/CMMS RFI/RFP Template Provides Comprehensive List of Featuresmukarram_mehmood2354No ratings yet
- Cost Reduction Techniques in Press Part ProductionDocument7 pagesCost Reduction Techniques in Press Part Productionramanamurtytv7176No ratings yet
- I General: Internal Audit ChecklistDocument33 pagesI General: Internal Audit ChecklistHimanshu GaurNo ratings yet
- Value addition strategies in procurementDocument20 pagesValue addition strategies in procurementpeterNo ratings yet
- Front Accounting ERPDocument73 pagesFront Accounting ERPsiddhesh bhor71% (7)
- MBP-L1 and L2 Process DescriptionsDocument3 pagesMBP-L1 and L2 Process Descriptionssaivenkat76No ratings yet
- Strategic Cost Management TechniquesDocument36 pagesStrategic Cost Management TechniquesRahul Kadam33% (3)
- Increase value through lower costs with value engineering (VEDocument8 pagesIncrease value through lower costs with value engineering (VEparag_mitNo ratings yet
- Resignation LetterDocument1 pageResignation LetterFerOz OthmanNo ratings yet
- Target Costing ExampleDocument11 pagesTarget Costing ExampleRajesh KumarNo ratings yet
- Ch05 - ACCOUNTING FOR MERCHANDISING OPERATIONSDocument50 pagesCh05 - ACCOUNTING FOR MERCHANDISING OPERATIONSMahmud TazinNo ratings yet
- Answer To Questions: Strategic Cost Management - Solutions ManualDocument8 pagesAnswer To Questions: Strategic Cost Management - Solutions ManualKyla Roxas67% (6)
- History and Background of Life Cycle CostingDocument10 pagesHistory and Background of Life Cycle CostingTasha Derahman100% (1)
- Target Costing PDFDocument44 pagesTarget Costing PDFAnonymous dPkadxxNo ratings yet
- Sample Letter of DefaultDocument1 pageSample Letter of DefaultWinnie WenNo ratings yet
- Life Cycle Costing SystemDocument11 pagesLife Cycle Costing SystemnoorNo ratings yet
- Supply Chain Strategy Study For Marks and SpencerDocument9 pagesSupply Chain Strategy Study For Marks and SpencerSiva Kumar ArumughamNo ratings yet
- Value Engineering ExplainedDocument14 pagesValue Engineering Explainedalfred100% (1)
- Value AnalysisDocument6 pagesValue AnalysisLln PsgnNo ratings yet
- Vendor MasterDocument23 pagesVendor MasterSambit Mohanty100% (2)
- Cost Management of Engineering Projects PDFDocument30 pagesCost Management of Engineering Projects PDFPooja Jariwala50% (4)
- Value EngineeringDocument18 pagesValue Engineeringjohnplaya1234100% (1)
- Ch13 000Document44 pagesCh13 000cirujeffNo ratings yet
- Agile Supply Chain Zara Case Study AnalysisDocument11 pagesAgile Supply Chain Zara Case Study AnalysisBasuki RachmatNo ratings yet
- Case Study of Costs ConceptDocument21 pagesCase Study of Costs ConceptHosanna AleyeNo ratings yet
- Advanced Cost AccountingDocument23 pagesAdvanced Cost Accountingabhishek_salunkhe8No ratings yet
- Funct Cost AnalysisDocument8 pagesFunct Cost AnalysisAPNo ratings yet
- Project Activities in Which A Functional Cost Analysis Is UsefulDocument8 pagesProject Activities in Which A Functional Cost Analysis Is UsefulAndy ReynoldsNo ratings yet
- Industrial EngineeringDocument8 pagesIndustrial EngineeringOmkar VichareNo ratings yet
- Advanced Cost AccountingDocument27 pagesAdvanced Cost AccountingSumit RajpuraNo ratings yet
- Target Costing Research PaperDocument5 pagesTarget Costing Research Paperl1wot1j1fon3100% (1)
- Ciadmin, Journal Manager, 2638-10549-1-CEDocument12 pagesCiadmin, Journal Manager, 2638-10549-1-CENada AlhenyNo ratings yet
- Chap 003Document5 pagesChap 003abhinaypradhanNo ratings yet
- Strategic Cost Management QuestionsDocument8 pagesStrategic Cost Management QuestionsPiter Bocah NangkaNo ratings yet
- FinalDocument7 pagesFinallayansafsouf1No ratings yet
- Strategic Positioning Analysis & Cost Driver AnalysisDocument52 pagesStrategic Positioning Analysis & Cost Driver Analysisirshad_cbNo ratings yet
- Value AnalysisDocument5 pagesValue AnalysisYAqoob DesaiNo ratings yet
- Working Papers: Ntegrated OST Anagement Hroughout The Roduct IFE Ycle by R. C and R. S 2001/110/ACDocument42 pagesWorking Papers: Ntegrated OST Anagement Hroughout The Roduct IFE Ycle by R. C and R. S 2001/110/ACAbdulrahmanAhmedNo ratings yet
- Cost Modeling Analysis in Sand Casting Foundry: Coatanéa Eric Makkonen Petri Saarelainen Tanja María O. Castillón-SolanoDocument10 pagesCost Modeling Analysis in Sand Casting Foundry: Coatanéa Eric Makkonen Petri Saarelainen Tanja María O. Castillón-SolanofsdtNo ratings yet
- 13.target Costing & Activity Based CostingDocument5 pages13.target Costing & Activity Based Costingmercatuz50% (4)
- Chapter 1 - IntroductionDocument53 pagesChapter 1 - Introductionjeff leonenNo ratings yet
- Analysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisDocument10 pagesAnalysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisEmdad YusufNo ratings yet
- Production Cost EstimationDocument6 pagesProduction Cost EstimationAbdulla KamalovNo ratings yet
- Cost DriversDocument4 pagesCost DriversOlubukola Akintunde100% (1)
- Executional Cost DriversDocument7 pagesExecutional Cost DriversbharthulaNo ratings yet
- Product Life Cycle Cost Analysis: Prarthana Bhojani H00364300Document11 pagesProduct Life Cycle Cost Analysis: Prarthana Bhojani H00364300Santosh PatelNo ratings yet
- Strategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsDocument12 pagesStrategic Cost Management Cost Planning For Product Life-Cycle: Life-Cycle Costing and Long-Term Pricing Target Costing and Theory of ConstraintsNune SabanalNo ratings yet
- Cost Management Value Analysis: Chapter # 25Document6 pagesCost Management Value Analysis: Chapter # 25YAqoob DesaiNo ratings yet
- 11 Chapter2Document24 pages11 Chapter2soniyaNo ratings yet
- Kuliah 3 AkmenDocument14 pagesKuliah 3 AkmentutiNo ratings yet
- Edition Value Analysis Is "A Systematic and Objective Evaluation of The Value of A Good or ServiceDocument5 pagesEdition Value Analysis Is "A Systematic and Objective Evaluation of The Value of A Good or ServiceManjunatha BasavarajuNo ratings yet
- Innoregio Value AnalysisDocument32 pagesInnoregio Value Analysisirinuca12No ratings yet
- Production & Operation ManagementDocument23 pagesProduction & Operation Managementdabzunltd2447No ratings yet
- Ahmad Tariq Bhatti: A Presentation byDocument21 pagesAhmad Tariq Bhatti: A Presentation byAhmad Tariq BhattiNo ratings yet
- Research Paper On Value EngineeringDocument8 pagesResearch Paper On Value Engineeringn1dijukyhun2100% (1)
- Cost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingDocument44 pagesCost Planning For The Product Life Cycle: Target Costing, Theory of Constraints, and Strategic PricingMuhamad SyofrinaldiNo ratings yet
- Chapter 10 Cost Planning For The ProductDocument44 pagesChapter 10 Cost Planning For The ProductMuhamad SyofrinaldiNo ratings yet
- Value Analysis and Material ManagementDocument9 pagesValue Analysis and Material Managementsimply_cooolNo ratings yet
- 1V Cost EstimationDocument4 pages1V Cost EstimationHarsha VardhanNo ratings yet
- Chap 3Document30 pagesChap 3Thiru VenkatNo ratings yet
- Chap 010Document38 pagesChap 010Tendy WatoNo ratings yet
- Topic 6Document9 pagesTopic 6Debojit NathNo ratings yet
- Measuring Maintenance Performance) in Search For A Maintenance Productivity IndexDocument12 pagesMeasuring Maintenance Performance) in Search For A Maintenance Productivity Indexlospin1No ratings yet
- Techniques To Be UsedDocument4 pagesTechniques To Be UsedPreetpal Singh VirkNo ratings yet
- Value AnalysisDocument32 pagesValue Analysisbrijkishor2017No ratings yet
- RMK 12 - GROUPS 3 - Strategic Cost Management and Value CreationDocument7 pagesRMK 12 - GROUPS 3 - Strategic Cost Management and Value CreationdinaNo ratings yet
- Value Analysis and Value Engineering CMA Old ModuleDocument7 pagesValue Analysis and Value Engineering CMA Old ModuleDeepak ChandekarNo ratings yet
- Sol10 4eDocument44 pagesSol10 4eCalvin NguyễnNo ratings yet
- REQUEST of INSURANCE POLICY - PDF-samplesDocument1 pageREQUEST of INSURANCE POLICY - PDF-samplesWinnie WenNo ratings yet
- Rent Lenovo Laptop from Ushra Kota Sdn BhdDocument1 pageRent Lenovo Laptop from Ushra Kota Sdn BhdWinnie WenNo ratings yet
- Guide On Margin Scheme 2015Document21 pagesGuide On Margin Scheme 2015Winnie WenNo ratings yet
- MALAYSIA GST Guide On Accounting SoftwareDocument63 pagesMALAYSIA GST Guide On Accounting Software伟龙No ratings yet
- UserManual AccountingDocument86 pagesUserManual AccountingWinnie WenNo ratings yet
- Accounting Analysis Sample For Book - KeeppingDocument13 pagesAccounting Analysis Sample For Book - KeeppingWinnie WenNo ratings yet
- Contribution of Industrial Organization to Strategy FormulationDocument3 pagesContribution of Industrial Organization to Strategy FormulationWinnie WenNo ratings yet
- Contingent Liability Effect: Case StudyDocument9 pagesContingent Liability Effect: Case StudyWinnie WenNo ratings yet
- Model Internal Audit ActivityDocument4 pagesModel Internal Audit ActivityWinnie WenNo ratings yet
- Used On ThursdayDocument25 pagesUsed On ThursdayWinnie WenNo ratings yet
- Problem IdentificationDocument16 pagesProblem IdentificationWinnie WenNo ratings yet
- Chapter 4Document1 pageChapter 4Winnie WenNo ratings yet
- Wastewater Treatment Plant BCG Vaccine Laboratory GuindyDocument199 pagesWastewater Treatment Plant BCG Vaccine Laboratory GuindyankurNo ratings yet
- Export Import ProcessDocument26 pagesExport Import ProcessM HarikrishnanNo ratings yet
- Vendor Registration GuidelinesDocument25 pagesVendor Registration Guidelinesammuraji26No ratings yet
- Summary SIA Ch.13 - Expenditure CycleDocument3 pagesSummary SIA Ch.13 - Expenditure CycleAthiyya Nabila AyuNo ratings yet
- ND4 CauHoiThaoLuan CoDapAnDocument13 pagesND4 CauHoiThaoLuan CoDapAnThao HoangNo ratings yet
- SAP Americas: Leading Provider of Enterprise Software SolutionsDocument247 pagesSAP Americas: Leading Provider of Enterprise Software SolutionsernestomacipNo ratings yet
- Doc10-16 BHHRL Qual ManDocument28 pagesDoc10-16 BHHRL Qual Manghadeer shaikhnaNo ratings yet
- Contemporary Indian Art For Sale in India - April 2024Document36 pagesContemporary Indian Art For Sale in India - April 2024joquimNo ratings yet
- Rehabilitation of 6 Water Points in TaizDocument13 pagesRehabilitation of 6 Water Points in TaizAhmed AL-shaabiNo ratings yet
- Chapter 2162Document38 pagesChapter 2162Sheetal Bhingardive100% (2)
- DALDA Supply ChainDocument12 pagesDALDA Supply ChainSaqib ChaudaryNo ratings yet
- Tender Document For Construction of Building Works of Solar Powered Toll Plaza at Akhepura (NH-11) at RajasthanDocument88 pagesTender Document For Construction of Building Works of Solar Powered Toll Plaza at Akhepura (NH-11) at Rajasthansudhanshu kumarNo ratings yet
- Example of A Simple Product Supply ChainDocument7 pagesExample of A Simple Product Supply ChainJonathan SiguinNo ratings yet
- Vendor Consignment MMDocument9 pagesVendor Consignment MMHitesh BalwaniNo ratings yet
- Transfer RequestDocument30 pagesTransfer RequestAYAN MAJINo ratings yet
- Internship Sugan PackagingDocument24 pagesInternship Sugan Packagingkarthikpranesh7No ratings yet
- OAPRODocument608 pagesOAPROappshrifaiNo ratings yet
- Accounting Cycle of A Merchandising BusinessDocument53 pagesAccounting Cycle of A Merchandising Businessalfabeth rariza100% (1)
- Activity-Based Costing Management and Its Implications For Operations Management - M. Gupta, K. Galloway - 2003Document8 pagesActivity-Based Costing Management and Its Implications For Operations Management - M. Gupta, K. Galloway - 2003PacoPicassoNo ratings yet
- Buying Grid FrameworkDocument2 pagesBuying Grid FrameworkVIKRANT AHERNo ratings yet
- A Framework For Supply Chain DesignDocument6 pagesA Framework For Supply Chain Designsunloverscribd100% (1)