You might also like
- Vibration Analysis - Center of Electrical MachinesDocument12 pagesVibration Analysis - Center of Electrical MachinesmortezaNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Case Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerFrom EverandCase Histories in Vibration Analysis and Metal Fatigue for the Practicing EngineerRating: 4.5 out of 5 stars4.5/5 (3)
- Vibrasyon Electrical ProblemsDocument4 pagesVibrasyon Electrical ProblemsbbulutmmNo ratings yet
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- An Introduction To Time Waveform AnalysisDocument17 pagesAn Introduction To Time Waveform AnalysisBassemNo ratings yet
- Electric Motor Diagnostics Defect Frequencies and Data ColleDocument51 pagesElectric Motor Diagnostics Defect Frequencies and Data ColleSubrata Dubey50% (2)
- Timebase Plots ExplainedDocument18 pagesTimebase Plots ExplainedManuel L LombarderoNo ratings yet
- Methodical Phase AnalysisDocument31 pagesMethodical Phase Analysisturboconch100% (1)
- Alarm Types – Narrow Bands and Overall AlarmDocument6 pagesAlarm Types – Narrow Bands and Overall AlarmChetan PrajapatiNo ratings yet
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoNo ratings yet
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefNo ratings yet
- Learning On VibrationDocument42 pagesLearning On VibrationAnkit Shakyawar100% (1)
- REDUCTION of The SKI SLOPE EFFECTDocument8 pagesREDUCTION of The SKI SLOPE EFFECTEnzo MarquesNo ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- Effective Use of Statistical Models To Establish and Update Vibration AlarmDocument11 pagesEffective Use of Statistical Models To Establish and Update Vibration AlarmMohammadreza GalebanNo ratings yet
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNo ratings yet
- Advanced Vibration Analysis TechniquesDocument324 pagesAdvanced Vibration Analysis Techniquesharikrishnanpd3327No ratings yet
- Vibration and Monitoring Terms GlossaryDocument12 pagesVibration and Monitoring Terms Glossaryyaniprasetyo12No ratings yet
- 2130 PPT PeakVueCaseDocument98 pages2130 PPT PeakVueCasesebastian100% (1)
- SPM Bearing Checker InstructionDocument42 pagesSPM Bearing Checker Instructionmilos dzinoNo ratings yet
- Bend Shaft Vibration SpectrumDocument6 pagesBend Shaft Vibration SpectrumAvnish DubeyNo ratings yet
- A I RS: David G. Dorrell, William ThomsonDocument11 pagesA I RS: David G. Dorrell, William ThomsonEng Bagaragaza RomualdNo ratings yet
- VibMatters Current IssueDocument19 pagesVibMatters Current IssueUsman JabbarNo ratings yet
- Monitoring Gearboxes with PeakVueDocument60 pagesMonitoring Gearboxes with PeakVueeko bagus sunaryo100% (2)
- Low Frequency EvaluationDocument13 pagesLow Frequency EvaluationthrillerxNo ratings yet
- Spike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFDocument22 pagesSpike Energy (Deteccion Temprana para Muy Altas Frecuencias) PDFMarcos Manzano100% (1)
- Bearing Vibration Analysis in Labview PDFDocument11 pagesBearing Vibration Analysis in Labview PDFAli ShanNo ratings yet
- Extracto ISO 10816Document10 pagesExtracto ISO 10816clroyo9475No ratings yet
- Machinery VibrationsDocument33 pagesMachinery VibrationsDanish AfrozNo ratings yet
- Phase Analysis: How to Use Phase Readings to Diagnose FaultsDocument27 pagesPhase Analysis: How to Use Phase Readings to Diagnose FaultsShawn RuhlNo ratings yet
- Envelope AnalysisDocument9 pagesEnvelope AnalysisrfriosEPNo ratings yet
- Fault Diagnostics - Report-2Document12 pagesFault Diagnostics - Report-2Mohamed MostafaNo ratings yet
- Vibration SeverityDocument11 pagesVibration SeverityDr. R. SharmaNo ratings yet
- Bypass Screw Conveyor Drive:: MotorDocument2 pagesBypass Screw Conveyor Drive:: MotorHosam Abd ElkhalekNo ratings yet
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriNo ratings yet
- Vibration Guide FundamentalsDocument2 pagesVibration Guide FundamentalsErez Matana100% (1)
- Acoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigDocument22 pagesAcoustic Signatures of Gear Defects Using Time-Frequency Analyses and A Test RigKhalid F AbdulraheemNo ratings yet
- A Review of Enveloping and Demodulation TechniquesDocument6 pagesA Review of Enveloping and Demodulation TechniquesMohamed WahidNo ratings yet
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Low Freq. Meas & gSEDocument13 pagesLow Freq. Meas & gSEsatya_chagantiNo ratings yet
- Bumptest 180410120817Document13 pagesBumptest 180410120817Daniel SolaresNo ratings yet
- CM3152 en SKF Idler Sound MonitorDocument4 pagesCM3152 en SKF Idler Sound MonitorLuisSilvaNo ratings yet
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Report On Prognosis of Faulty GearDocument20 pagesReport On Prognosis of Faulty GearShashi Bhushan GunjanNo ratings yet
- Bump TestDocument123 pagesBump Testtylerdurdane100% (1)
- VibrationDocument4 pagesVibrationzhyhh100% (1)
- Vibration Analysis For Machinery Health DiagnosisDocument12 pagesVibration Analysis For Machinery Health Diagnosiskoniks519No ratings yet
- 05-Fault Analysis 4Document17 pages05-Fault Analysis 4Hatem Abdelrahman100% (1)
- Analisis de Vibraciones Mecanicas SKFDocument31 pagesAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Get All The Benefits of Michelin Radial Tire Technology!Document2 pagesGet All The Benefits of Michelin Radial Tire Technology!Manuel Enrique Salas FernándezNo ratings yet
- 930e 4seDocument4 pages930e 4seRuben Muguerza100% (1)
- 1 s2.0 S0888327011001749 MainDocument19 pages1 s2.0 S0888327011001749 MainManuel Enrique Salas FernándezNo ratings yet
- BulServiceT6CC IDocument15 pagesBulServiceT6CC IManuel Enrique Salas FernándezNo ratings yet
- Curso de LabVIEW Seis HorasDocument93 pagesCurso de LabVIEW Seis Horasmdiazcastellanos100% (23)
- Development of The Standard Cubesat Deployer and A Cubesat Class PicosatelliteDocument7 pagesDevelopment of The Standard Cubesat Deployer and A Cubesat Class PicosatelliteEzequiel CerellaNo ratings yet
- Rotation of A Rigid Object: IDocument32 pagesRotation of A Rigid Object: IManuel Enrique Salas FernándezNo ratings yet
- RS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1Document2 pagesRS-485 2X227 AWG SFUTP PVC - 9FY7F1V129 - V - 1 - R - 1jeffv65No ratings yet
- Manuel Solaris Ccds1425-St Ccds1425-Dn Ccds1425-Dnx Ccds1425-Dn36en deDocument42 pagesManuel Solaris Ccds1425-St Ccds1425-Dn Ccds1425-Dnx Ccds1425-Dn36en deAllegra AmiciNo ratings yet
- Sheet #6Document2 pagesSheet #6AHMED BAKRNo ratings yet
- L04-L05 Parts 13-25-550 v05 42021Document84 pagesL04-L05 Parts 13-25-550 v05 42021Brandi HillNo ratings yet
- ISO 128-25 Technical Drawings - General Principles of Presentation - Lines On Shipbuilding Drawings (1999)Document16 pagesISO 128-25 Technical Drawings - General Principles of Presentation - Lines On Shipbuilding Drawings (1999)SantoshNo ratings yet
- Ref Paper 2Document4 pagesRef Paper 2Subhanjali MyneniNo ratings yet
- Manual Instalaciones Electricas para Centros de ComputoDocument65 pagesManual Instalaciones Electricas para Centros de ComputoJorge Estrada0% (3)
- PMO ProceduresDocument21 pagesPMO ProceduresTariq JamalNo ratings yet
- Plett DawsonDocument270 pagesPlett DawsonRaghu0% (1)
- Zhao PeiDocument153 pagesZhao PeiMuhammad Haris HamayunNo ratings yet
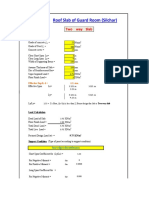
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- LNMIIT Course Information Form: A. B. C. D. E. FDocument2 pagesLNMIIT Course Information Form: A. B. C. D. E. FAayush JainNo ratings yet
- SI Units in Geotechnical EngineeringDocument7 pagesSI Units in Geotechnical EngineeringfaroeldrNo ratings yet
- TCON300Document722 pagesTCON300DGGNo ratings yet
- DS450 Shop Manual (Prelim)Document94 pagesDS450 Shop Manual (Prelim)GuruRacerNo ratings yet
- SE01 SE04 SE03 SE02 E14 E13: As BuiltDocument1 pageSE01 SE04 SE03 SE02 E14 E13: As BuiltgenricNo ratings yet
- Damage To Stern Tube Bearing and SealsDocument4 pagesDamage To Stern Tube Bearing and SealsJoão Henrique Volpini MattosNo ratings yet
- Process Thermodynamic Steam Trap PDFDocument9 pagesProcess Thermodynamic Steam Trap PDFhirenkumar patelNo ratings yet
- LogDocument27 pagesLogmilli0chilliNo ratings yet
- 12 Fa02Document4 pages12 Fa02corsovaNo ratings yet
- Yellow Electric Pump: Job Card Package Title: HIM - A318/A319/A320/ A321 Tail Number - MSN - FSN ALL ContinousDocument4 pagesYellow Electric Pump: Job Card Package Title: HIM - A318/A319/A320/ A321 Tail Number - MSN - FSN ALL ContinousSuman BajracharyaNo ratings yet
- Applying The Haar Wavelet Transform To Time Series InformationDocument27 pagesApplying The Haar Wavelet Transform To Time Series InformationJohn LemonNo ratings yet
- Turkle Sherry What Does Simulation Want PDFDocument11 pagesTurkle Sherry What Does Simulation Want PDFmonterojuNo ratings yet
- Paint Color Comparison ChartDocument132 pagesPaint Color Comparison ChartCarlos Rubiños AlonsoNo ratings yet
- Gsxp07er Opera1tion Manual PDFDocument94 pagesGsxp07er Opera1tion Manual PDFMohamed SaadAllahNo ratings yet
- Vijay Kumar Gupta (OILER)Document1 pageVijay Kumar Gupta (OILER)VIJAY GUPTANo ratings yet
- SANY SSR180C 8 OM EN PreviewDocument31 pagesSANY SSR180C 8 OM EN Previewzaploc.admNo ratings yet
- CSE Catalog - IndiaDocument67 pagesCSE Catalog - IndiaDheeraj SivadasNo ratings yet
- FiatDocument56 pagesFiatOmkar ParkarNo ratings yet
- 0 EDEM Applications MeDocument16 pages0 EDEM Applications MeRuben PurcaNo ratings yet