You might also like
- Soldadura Por Arco ElectricoDocument128 pagesSoldadura Por Arco Electricoantornio100% (3)
- Informe Laminado DaniiDocument15 pagesInforme Laminado DaniielvisNo ratings yet
- Temperatura y Curado de Pinturas en PolvoDocument7 pagesTemperatura y Curado de Pinturas en PolvoEMILIANONo ratings yet
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209From EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209No ratings yet
- Pintura en Polvo ElectrostaticaDocument30 pagesPintura en Polvo ElectrostaticaMiguel Ruiz Aguilar100% (1)
- Resinas Y Fibra de VidrioDocument4 pagesResinas Y Fibra de VidrioJunior Aranzales100% (1)
- Pulido Efecto EspejoDocument15 pagesPulido Efecto Espejokasulo ch7No ratings yet
- Pintura ElectrostaticaDocument97 pagesPintura Electrostaticapueblapue100% (4)
- IT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y EstanquesDocument4 pagesIT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y Estanquesgato_adNo ratings yet
- Cabinas de PinturaDocument223 pagesCabinas de PinturaJorge FigueroaNo ratings yet
- Pintura ElectrostaticaDocument18 pagesPintura ElectrostaticaNes Da Car SanzNo ratings yet
- 1 Perfil Del Proyecto Cabina de PinturaDocument8 pages1 Perfil Del Proyecto Cabina de PinturaMayrita M RojasNo ratings yet
- Diseno de Una Camara para Aplicacion de Pintura Electrostatica Con Recuperacion de Polvo PDFDocument145 pagesDiseno de Una Camara para Aplicacion de Pintura Electrostatica Con Recuperacion de Polvo PDFjavierpollo100% (1)
- Trabajo - Abrasivos Puma (17170170)Document8 pagesTrabajo - Abrasivos Puma (17170170)Alexander Puma PalominoNo ratings yet
- Manual Recubrimientos Sika 2014 WEB PDFDocument160 pagesManual Recubrimientos Sika 2014 WEB PDFjuan amayaNo ratings yet
- Bosch AccesoriosDocument920 pagesBosch AccesoriosMiguel ArzamendiaNo ratings yet
- Pintura en Polvo - Jorge Frances Cut TiDocument38 pagesPintura en Polvo - Jorge Frances Cut TiHector GascaNo ratings yet
- Mfit-29-23 09 Aplicacion de Pintura en PolvoDocument9 pagesMfit-29-23 09 Aplicacion de Pintura en PolvoSebastian ResendizNo ratings yet
- Diferencia Entre Cabinas de PinturaDocument4 pagesDiferencia Entre Cabinas de Pinturajuan padronNo ratings yet
- Transformación de materiales termoplásticos. QUIT0209From EverandTransformación de materiales termoplásticos. QUIT0209No ratings yet
- Procesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraDocument155 pagesProcesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraBel CoroNo ratings yet
- Malla y MoireDocument5 pagesMalla y MoirejglsNo ratings yet
- Películas multicapas para envasado de alimentosDocument11 pagesPelículas multicapas para envasado de alimentosCarla Patricia Delgadillo RomeroNo ratings yet
- Nota de Inspección A Sistema de Proteccion Catodica Tanque 08Document12 pagesNota de Inspección A Sistema de Proteccion Catodica Tanque 08robertNo ratings yet
- Aislamiento Térmico AGVDocument30 pagesAislamiento Térmico AGVElio RodriguezNo ratings yet
- Tratamientos de Superficies PDFDocument6 pagesTratamientos de Superficies PDFVicente ChungNo ratings yet
- Pagani ProductsDocument16 pagesPagani ProductsMiezha Lecter Vengerberg100% (1)
- Resina de PoliesterDocument7 pagesResina de PoliesterYul Enrique Pérez GarcíaNo ratings yet
- Expo14-Pintura Electrostática-ProfesorDocument11 pagesExpo14-Pintura Electrostática-ProfesorDeiby Caicedo Leon100% (1)
- Tesis Ensayos Corrosion AcerosDocument81 pagesTesis Ensayos Corrosion AcerosdjcafNo ratings yet
- Emprende y Fabrica Tus Propios Detergentes e Ingresa A Un Mundo de Oportunidades - en TECPROCOM Tu Exito Es Nuestra MetaDocument26 pagesEmprende y Fabrica Tus Propios Detergentes e Ingresa A Un Mundo de Oportunidades - en TECPROCOM Tu Exito Es Nuestra MetaVitter MedranoNo ratings yet
- Medición de alcoholemia a través de aire espiradoDocument21 pagesMedición de alcoholemia a través de aire espiradoAriel Calvo Puerta0% (1)
- Acabados para MaderasDocument43 pagesAcabados para MaderasJosue GutierrezNo ratings yet
- Proteccion Pisos Industriales Sistemas Epoxicos PDFDocument9 pagesProteccion Pisos Industriales Sistemas Epoxicos PDFJuan DabNo ratings yet
- Acabados para Madera Agosto 2008Document37 pagesAcabados para Madera Agosto 2008José Alvaro Herrera RamosNo ratings yet
- Pintura en polvo: proceso, ventajas y aplicacionesDocument4 pagesPintura en polvo: proceso, ventajas y aplicacionesclaudio100% (1)
- Evaluación de Un Proceso de Aplicación de Pintura en Polvo Sobre MDF - Daniel Colorado y Manuel P PDFDocument103 pagesEvaluación de Un Proceso de Aplicación de Pintura en Polvo Sobre MDF - Daniel Colorado y Manuel P PDFFrancisco Caceda QuispeNo ratings yet
- Métodos de aplicación y control de pintura en cabinasDocument10 pagesMétodos de aplicación y control de pintura en cabinasMarlene ZamarripaNo ratings yet
- Tratamiento Del AluminioDocument21 pagesTratamiento Del AluminioDannes BustillosNo ratings yet
- El ABC de los recubrimientos en polvo: ventajas, aplicaciones y tiposDocument11 pagesEl ABC de los recubrimientos en polvo: ventajas, aplicaciones y tiposAntonio100% (1)
- ExtrusoraDocument103 pagesExtrusoraHenry PeraltaNo ratings yet
- BackingDocument2 pagesBackingAnonymous tV1FhZqCNo ratings yet
- Alta Decoracion Pinturas EgaDocument19 pagesAlta Decoracion Pinturas EgaMemo Cargue100% (2)
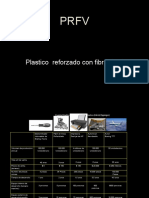
- PRFVDocument126 pagesPRFVMili MastrangeloNo ratings yet
- Aplicaciones Del TeflónDocument3 pagesAplicaciones Del TeflónManolo BeniqueNo ratings yet
- Aplicaciones de Los PolimerosDocument40 pagesAplicaciones de Los PolimerosSebastianNo ratings yet
- Embutido PDFDocument96 pagesEmbutido PDFShecella Cordero CordovaNo ratings yet
- Acabados Del Acero InoxidableDocument89 pagesAcabados Del Acero InoxidableDelfina Vazquez LozanoNo ratings yet
- Fabricación de Moldes de Moldeo Por InyecciónDocument18 pagesFabricación de Moldes de Moldeo Por InyecciónJosé bolañosNo ratings yet
- Manual Sistema Forrado TablarocaDocument6 pagesManual Sistema Forrado Tablarocaavalladolid05No ratings yet
- Permasol CatalogoDocument215 pagesPermasol CatalogoArqlCooh67% (3)
- Pintura en PolvoDocument7 pagesPintura en Polvozasp100% (1)
- Resina EpoxicaDocument4 pagesResina Epoxicakenyspider_007No ratings yet
- Pinturas ESPDocument51 pagesPinturas ESPMauricio Cardona CubaNo ratings yet
- Proceso de Fundición en Moldes de ArenaDocument7 pagesProceso de Fundición en Moldes de ArenaSaul RuvalcabaNo ratings yet
- Recubrimiento EpoxicoDocument5 pagesRecubrimiento EpoxicoErnesto HornNo ratings yet
- Piso Epoxico Libre de Solventes Sikafloor 261 CA 10Document7 pagesPiso Epoxico Libre de Solventes Sikafloor 261 CA 10Enrique RangelNo ratings yet
- Manejo de Las Pinturas en MaderaDocument24 pagesManejo de Las Pinturas en Maderafercho100% (1)
- Barniz para MaderaDocument15 pagesBarniz para MaderaYESSER HARVEY BETANCOURT LASTRANo ratings yet
- Carpinteria de AluminioDocument7 pagesCarpinteria de AluminioAlx JessyNo ratings yet
- Res 2019Document12 pagesRes 2019Pablo FantiniNo ratings yet
- 13 Capítulo12Document17 pages13 Capítulo12Pablo FantiniNo ratings yet
- CinemometrosDocument120 pagesCinemometrosluissalliNo ratings yet
- Marzo-Report InvendioDocument11 pagesMarzo-Report InvendioPablo FantiniNo ratings yet
- Documento Jornadas Salud Cymat FinalDocument36 pagesDocumento Jornadas Salud Cymat FinalPablo FantiniNo ratings yet
- Ley de Educación Técnico Profesional 26058Document12 pagesLey de Educación Técnico Profesional 26058Intheyearof39No ratings yet
- Informe Escuelas Tenicas 2911 2 PDFDocument44 pagesInforme Escuelas Tenicas 2911 2 PDFPablo FantiniNo ratings yet
- Resolución MTEySS 41-20 Protocolo Prevención COVID-19Document5 pagesResolución MTEySS 41-20 Protocolo Prevención COVID-19Pablo FantiniNo ratings yet
- ESTADISTICAS Int AccidentelidadDocument9 pagesESTADISTICAS Int AccidentelidadKatherin GarciaNo ratings yet
- CONICET Digital Nro. A PDFDocument15 pagesCONICET Digital Nro. A PDFPablo FantiniNo ratings yet
- Informe Anual de Accidentabilidad Laboral - Año 2017 PDFDocument334 pagesInforme Anual de Accidentabilidad Laboral - Año 2017 PDFDaniel SchwabNo ratings yet
- Protección personal COVID-19Document11 pagesProtección personal COVID-19Pablo FantiniNo ratings yet
- 22 17 Seguridad e HigieneDocument26 pages22 17 Seguridad e HigienePablo FantiniNo ratings yet
- Actividad de Aprendizaje #5.dictado FIM255 - 2013 - 1Document9 pagesActividad de Aprendizaje #5.dictado FIM255 - 2013 - 1Pablo Fantini33% (3)
- Siniestralidad - Mayo - 2009 - Ugt (1Document25 pagesSiniestralidad - Mayo - 2009 - Ugt (1Pablo FantiniNo ratings yet
- Informe ECOPETROL-2011 PDFDocument291 pagesInforme ECOPETROL-2011 PDFcuenta 001No ratings yet
- Filosofia y Ciencia Filosofia e IdeologiaDocument4 pagesFilosofia y Ciencia Filosofia e IdeologiaPablo FantiniNo ratings yet
- Estudio ErgonomicoDocument14 pagesEstudio ErgonomicoPablo Fantini100% (1)
- Boletin 04Document8 pagesBoletin 04luffy221No ratings yet
- Check List Verificacion de CamionesDocument3 pagesCheck List Verificacion de CamionesInteramericano LimaNo ratings yet
- Check List Verificacion de CamionesDocument3 pagesCheck List Verificacion de CamionesInteramericano LimaNo ratings yet
- Anexo 1C 463 PrintDocument8 pagesAnexo 1C 463 PrintPablo FantiniNo ratings yet
- Soldadura Por Arco ElectricoDocument5 pagesSoldadura Por Arco ElectricoLupita BarbosaNo ratings yet
- Pirometalurgia Del CobreDocument7 pagesPirometalurgia Del CobreMarco Antonio Soto SonccoNo ratings yet
- PRACTICA #3 - Construccion-Electrodo-de-ReferenciaDocument4 pagesPRACTICA #3 - Construccion-Electrodo-de-ReferenciaJose RoblesNo ratings yet
- Hierro en VinoaDocument22 pagesHierro en VinoaElvisGonzalesNo ratings yet
- Nutricion Celular Con IontoforesisDocument13 pagesNutricion Celular Con IontoforesisMaria AcostaNo ratings yet
- Ecuacion de NerstDocument110 pagesEcuacion de NerstMax Torres RosalesNo ratings yet
- Practico 1 (Electroquimica)Document7 pagesPractico 1 (Electroquimica)Anabel VargasNo ratings yet
- MicrocorrienteDocument9 pagesMicrocorrienteIvan FernandezNo ratings yet
- Electroquimica UNACDocument40 pagesElectroquimica UNACginafcNo ratings yet
- Electrocoagulacion TeoriaDocument6 pagesElectrocoagulacion TeoriagabrielaNo ratings yet
- Supervisión de Los Atrapadores de Oxígeno en Agua de CalderasDocument4 pagesSupervisión de Los Atrapadores de Oxígeno en Agua de Calderasmfonloz110% (1)
- Guía ElectroniqueladoDocument3 pagesGuía ElectroniqueladoMari Belen MorilloNo ratings yet
- Plan de Negocios para La Manufactura de Baterias de Litio en Chile PDFDocument136 pagesPlan de Negocios para La Manufactura de Baterias de Litio en Chile PDFMoisés A Salcedo BarrientosNo ratings yet
- Prueba de Descarga A Bancos de Baterías - 072014Document5 pagesPrueba de Descarga A Bancos de Baterías - 072014aldoNo ratings yet
- Celdas Electroquimicas PDFDocument7 pagesCeldas Electroquimicas PDFAlexis GonzalezNo ratings yet
- Ejercicios Electrometalurgia 2009 PDFDocument5 pagesEjercicios Electrometalurgia 2009 PDFCristoNo ratings yet
- ElectrometalurgiaDocument9 pagesElectrometalurgiaJhon Crispin CTNo ratings yet
- Marcado ElectroliticoDocument2 pagesMarcado ElectroliticoDavid ChaparroNo ratings yet
- 1D - Lab 06 - Reporte Laboratorio - Grupo 1DDocument11 pages1D - Lab 06 - Reporte Laboratorio - Grupo 1DNelson jesus Gonzales Rojas100% (1)
- Pi 05 02 01Document11 pagesPi 05 02 01rpdicNo ratings yet
- PRÁCTICA 1 ELECTROQUIMICA CorreccionDocument13 pagesPRÁCTICA 1 ELECTROQUIMICA CorreccionmineroNo ratings yet
- Informe. Determinación Del Numero de Transporte Por El Método de HITTORFDocument8 pagesInforme. Determinación Del Numero de Transporte Por El Método de HITTORFCristian DiazNo ratings yet
- Tipos de Equipo Contra IncendioDocument6 pagesTipos de Equipo Contra IncendioRosa GomezNo ratings yet
- Celdas Galvanicas - LaboratorioDocument5 pagesCeldas Galvanicas - LaboratoriovictoriaNo ratings yet
- Metodo Karl FischerDocument2 pagesMetodo Karl FischerCar Ek Gonzalez Morales100% (1)
- Fabricacion de MaterialesDocument110 pagesFabricacion de Materialeslili_gonza0% (1)
- Modulo de ElectroterapiaDocument169 pagesModulo de ElectroterapiaMarianela Yanneth Terrado PittíNo ratings yet