You might also like
- Computos MetricosDocument4 pagesComputos MetricosCARLOS ALBERTO100% (1)
- Tablestacas de MaderaDocument3 pagesTablestacas de MaderaraulNo ratings yet
- Precios de Bloques y LadrillosDocument2 pagesPrecios de Bloques y LadrillosSebastián ÁlcazarNo ratings yet
- Tablas de Dosificacion y EquivalenciaDocument2 pagesTablas de Dosificacion y Equivalenciajosnoel gomezNo ratings yet
- Ley de Adquisiciones y Contrataciones de La Administración Pública (LACAP)Document30 pagesLey de Adquisiciones y Contrataciones de La Administración Pública (LACAP)Manolo Guerra del CidNo ratings yet
- CONTRATO DE ARRENDAMIENTO DEL PORTALdocxDocument2 pagesCONTRATO DE ARRENDAMIENTO DEL PORTALdocxRosa Jimenez100% (1)
- Características y especificaciones de cabillas estriadas para construcciónDocument1 pageCaracterísticas y especificaciones de cabillas estriadas para construcciónAugusto Tuto Marcano100% (1)
- Legibilidad urbana y elementos de referencia en Potrero y RefugioDocument10 pagesLegibilidad urbana y elementos de referencia en Potrero y RefugioDaniBentzNo ratings yet
- Estructuras Metalicas (Autoguardado) (Recuperado)Document23 pagesEstructuras Metalicas (Autoguardado) (Recuperado)piliNo ratings yet
- CPS-007-2018 (SS-462-18) Contrato & Anexo VP PDFDocument30 pagesCPS-007-2018 (SS-462-18) Contrato & Anexo VP PDFJulio A CamposNo ratings yet
- Presupuesto 3 y 2 HabDocument15 pagesPresupuesto 3 y 2 HabRayner Rayex HouseNo ratings yet
- Presupuesto Upc Imbabura 1Document18 pagesPresupuesto Upc Imbabura 1Milton TabaNo ratings yet
- Muros de contención: hormigón, gaviones y hormigón armadoDocument12 pagesMuros de contención: hormigón, gaviones y hormigón armadoDavid Soliz LopezNo ratings yet
- Diseño de muros de cabecera y estructuras de entrada y salida de alcantarillasDocument13 pagesDiseño de muros de cabecera y estructuras de entrada y salida de alcantarillasDania Mocha100% (1)
- 3 Si PDFDocument1 page3 Si PDFNatalia GuzmanNo ratings yet
- Ficha Tecnica Construcción Vicson PDFDocument2 pagesFicha Tecnica Construcción Vicson PDFyajaira camacho100% (1)
- Presupuesto Definitivo PiscinaDocument6 pagesPresupuesto Definitivo PiscinaJackson Fernando Mosquera ValenciaNo ratings yet
- Avalúos-Terrenos-Base de DatosDocument56 pagesAvalúos-Terrenos-Base de DatosHenry100% (1)
- Método Simplificado de La PCADocument2 pagesMétodo Simplificado de La PCAAdrian PulgarinNo ratings yet
- b-4 COSTO DE TRABAJO DE EQUIPODocument1 pageb-4 COSTO DE TRABAJO DE EQUIPOJhonny Sullca TorrezNo ratings yet
- Tecnopor SA PDFDocument17 pagesTecnopor SA PDFFernanda AñezNo ratings yet
- Planta de Cubierta-Bajantes de AguaDocument1 pagePlanta de Cubierta-Bajantes de AguaPatricio ArévaloNo ratings yet
- Calculo Unidades de Descarga de Cada Pieza Sanitaria ConjuntoDocument4 pagesCalculo Unidades de Descarga de Cada Pieza Sanitaria ConjuntoLuis RojasNo ratings yet
- Proyecto de Cancha de BasquetbolDocument2 pagesProyecto de Cancha de Basquetbolp4bloedgarNo ratings yet
- Contrato Constructora ParaguayDocument2 pagesContrato Constructora ParaguayFran DavalosNo ratings yet
- Presupuesto EdificioDocument53 pagesPresupuesto Edificioklei teranNo ratings yet
- Acta de Recibo Final de ObraDocument3 pagesActa de Recibo Final de ObraLuis Gabriel Barrera VargasNo ratings yet
- Partidas Covenin 2000-2 99Document22 pagesPartidas Covenin 2000-2 99Felix Gabriel VarelaNo ratings yet
- Memoria Descriptiva InahDocument2 pagesMemoria Descriptiva Inahingenieronieto0% (2)
- Factor de Costos Asociado A Salarios (Fcas)Document2 pagesFactor de Costos Asociado A Salarios (Fcas)Willy BriceñoNo ratings yet
- Cómputo de CabillasDocument2 pagesCómputo de CabillasCarlos AugustoNo ratings yet
- Acta de Recepcion ProvisionalDocument5 pagesActa de Recepcion ProvisionalCampinoSchulzNo ratings yet
- PLACAS de ANCLAJE Ventajas, IncovenientesDocument8 pagesPLACAS de ANCLAJE Ventajas, IncovenientesGrober QuispeNo ratings yet
- Tubería y Accesorios en Hierro GalvanizadoDocument3 pagesTubería y Accesorios en Hierro GalvanizadoPamela Jaimes RodriguezNo ratings yet
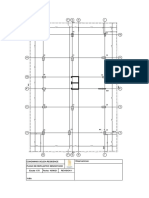
- 02 Plano de Replanteo Ejes GeneralesDocument1 page02 Plano de Replanteo Ejes GeneralesCristhian MendezNo ratings yet
- Tabla de Vida UtilDocument3 pagesTabla de Vida UtilJose Luis ReynosoNo ratings yet
- ESTRUCTURALDocument1 pageESTRUCTURALSimon Luna100% (1)
- Contrato Arrendamiento SilosDocument5 pagesContrato Arrendamiento Siloseroyero3442No ratings yet
- Planilla de Computo Metrico 1354129431249Document2 pagesPlanilla de Computo Metrico 1354129431249RONARD GOUVEIANo ratings yet
- Especificaciones Tecnicas CasaDocument13 pagesEspecificaciones Tecnicas CasaJesse Eduardo Quintanilla NoblegaNo ratings yet
- Reglamento de La Administracion Publica Municipal Del Ayuntamiento de ZacatlanDocument62 pagesReglamento de La Administracion Publica Municipal Del Ayuntamiento de ZacatlanJavier AlcantaraNo ratings yet
- Especificaciones Tecnicas Cic 2Document9 pagesEspecificaciones Tecnicas Cic 2Didier CardenasNo ratings yet
- Juego de perfiles de baranda para balcones modelo 94170Document21 pagesJuego de perfiles de baranda para balcones modelo 94170Diego PeraltaNo ratings yet
- Planos de Gas y Oxigeno-Plano de Oxigeno y GasDocument1 pagePlanos de Gas y Oxigeno-Plano de Oxigeno y GasLeydy PariNo ratings yet
- Precios referenciales edificaciones MonagasDocument55 pagesPrecios referenciales edificaciones MonagasRamon Rosas VillarroelNo ratings yet
- Hoja de Computos Metricos - ClasesDocument35 pagesHoja de Computos Metricos - ClasesAlexLopezNo ratings yet
- 23DCON RCC Peso Muerto & Bloque Anclaje Gravedad Tierra TerrDocument1 page23DCON RCC Peso Muerto & Bloque Anclaje Gravedad Tierra TerrAgmer SolisNo ratings yet
- Catalogo Serie 6000 Web 2023Document54 pagesCatalogo Serie 6000 Web 2023Glass RyolsaNo ratings yet
- EJECUCIÓN AndenesDocument8 pagesEJECUCIÓN Andenesjeronimo1995100% (1)
- Catálogo Modernización de CarreteraDocument2 pagesCatálogo Modernización de CarreteraJaime de la Mora100% (1)
- 23 Feb Presu, Medi y ApuDocument26 pages23 Feb Presu, Medi y ApuYani SuárezNo ratings yet
- Imprimir Referencia BancariaDocument1 pageImprimir Referencia BancariaYohelNo ratings yet
- Formulario C-1Document29 pagesFormulario C-1Daniel FloresNo ratings yet
- Lamina de Zinc - Algunos Aspectos de ConstruccionDocument5 pagesLamina de Zinc - Algunos Aspectos de ConstruccionErick MoralessNo ratings yet
- Ferrocemento 1Document6 pagesFerrocemento 1Katherine Mora HenríquezNo ratings yet
- 05 Informe Estado InfraestructuraDocument22 pages05 Informe Estado Infraestructura325365No ratings yet
- Presupuesto desglosado por renglonesDocument54 pagesPresupuesto desglosado por renglonesRamon ArchilaNo ratings yet
- Acero Trabajo FinalDocument27 pagesAcero Trabajo Finalchristian jeisson jara abateNo ratings yet
- TA2Document18 pagesTA2BryanNo ratings yet
- Aceros Arequipa y SiderperuDocument26 pagesAceros Arequipa y SiderperuYassmin Tineo SuarezNo ratings yet
- Diapositivas INFORME ERICK 24 DE JULIO PasantiaDocument10 pagesDiapositivas INFORME ERICK 24 DE JULIO PasantiamellajuanNo ratings yet
- Relaciones Humanas - Giron AlfredoDocument4 pagesRelaciones Humanas - Giron AlfredomellajuanNo ratings yet
- Análisis de viviendasDocument91 pagesAnálisis de viviendasmellajuanNo ratings yet
- Informe Luis Manuel Trinitario 2015Document42 pagesInforme Luis Manuel Trinitario 2015mellajuanNo ratings yet
- Taller de Matematicas FinancierasDocument7 pagesTaller de Matematicas FinancierasmellajuanNo ratings yet
- Materiales SemiconductoresDocument15 pagesMateriales SemiconductoresmellajuanNo ratings yet
- CostosDocument1 pageCostosmellajuanNo ratings yet
- Manual Tecnico AmbientalDocument12 pagesManual Tecnico AmbientalmellajuanNo ratings yet
- Plan incentivos RH FebecaDocument85 pagesPlan incentivos RH Febecawalter2802No ratings yet
- Diseño Organizacional - GeorgeDocument10 pagesDiseño Organizacional - GeorgemellajuanNo ratings yet
- Simbologia - Electrica - SegundoDocument22 pagesSimbologia - Electrica - SegundomellajuanNo ratings yet
- Organo de Control - JuanaDocument4 pagesOrgano de Control - JuanamellajuanNo ratings yet
- EnergiaDocument8 pagesEnergiamellajuanNo ratings yet
- Yorvis Cordero 09 de DicDocument58 pagesYorvis Cordero 09 de DicmellajuanNo ratings yet
- Pérdidas de Carga en CondensadoresDocument3 pagesPérdidas de Carga en CondensadoresmellajuanNo ratings yet
- Sistemas Economicos - Docx - Nohelia Khan - Docx DarlysDocument14 pagesSistemas Economicos - Docx - Nohelia Khan - Docx DarlysmellajuanNo ratings yet
- Educacion Fisica - Claimar GonzalezDocument5 pagesEducacion Fisica - Claimar GonzalezmellajuanNo ratings yet
- Sistemas Economicos - Docx - Nohelia KhanDocument16 pagesSistemas Economicos - Docx - Nohelia KhanmellajuanNo ratings yet
- Sistemas Economicos - Docx - Nohelia KhanDocument16 pagesSistemas Economicos - Docx - Nohelia KhanmellajuanNo ratings yet
- Sistemas Economicos - Docx - Juana SilvaDocument15 pagesSistemas Economicos - Docx - Juana SilvamellajuanNo ratings yet
- EnergiaDocument8 pagesEnergiamellajuanNo ratings yet
- EnergiaDocument8 pagesEnergiamellajuanNo ratings yet
- Triptico Pizzeria NicolDocument2 pagesTriptico Pizzeria NicolmellajuanNo ratings yet
- Circuito Electrico - Alexis Vivas 27-09Document15 pagesCircuito Electrico - Alexis Vivas 27-09mellajuanNo ratings yet
- Cargas ElectricasDocument15 pagesCargas ElectricasmellajuanNo ratings yet
- Evaluacion Socio Ambiental Cambalache Nuevo OctubreDocument44 pagesEvaluacion Socio Ambiental Cambalache Nuevo Octubremellajuan100% (1)
- Nalisis de PuestoDocument11 pagesNalisis de PuestomellajuanNo ratings yet
- Agua Express Proyecto I ParteDocument11 pagesAgua Express Proyecto I PartemellajuanNo ratings yet
- Benéficos Básicos Del FuegoDocument11 pagesBenéficos Básicos Del FuegomellajuanNo ratings yet
- Administración de Los Recursos Humanos - Gladys IceaDocument17 pagesAdministración de Los Recursos Humanos - Gladys IceamellajuanNo ratings yet
- TDR LimpiezaDocument18 pagesTDR LimpiezaJhonatan Giovanni NavarroNo ratings yet
- Caso Práctico ISO 9001Document2 pagesCaso Práctico ISO 9001Memo MontoyaNo ratings yet
- Memoria de Calculo CaminoDocument2 pagesMemoria de Calculo Caminoelvingt16100% (2)
- Modelo-Canvas-Plantilla-Trabajado en ClaseDocument5 pagesModelo-Canvas-Plantilla-Trabajado en Clasepierina_ricaldiNo ratings yet
- Proyecto Titulo Mejoramiento Infraestructura de Red de MegaSaludDocument183 pagesProyecto Titulo Mejoramiento Infraestructura de Red de MegaSaludFrank CaballeroNo ratings yet
- Dosificador neumático RG D180Document47 pagesDosificador neumático RG D180EmilianoNo ratings yet
- Principios del Lean: clasificación de desperdiciosDocument6 pagesPrincipios del Lean: clasificación de desperdiciosRoger ApazaNo ratings yet
- Resultados MIR Curso Asturias 2013Document28 pagesResultados MIR Curso Asturias 2013Jesus O Guerire100% (1)
- HOJA DE VIDA NATALIA MATEUS R 2022 DiciembreDocument44 pagesHOJA DE VIDA NATALIA MATEUS R 2022 DiciembreRafael Roa AriasNo ratings yet
- Frederick Wislow Taylor BiografiaDocument27 pagesFrederick Wislow Taylor BiografiaCentroIntegralDEPsicologiaNo ratings yet
- Confección de Planos Según Lo ConstruidoDocument21 pagesConfección de Planos Según Lo Construidofernandalvz50% (2)
- Metrados FYBDocument35 pagesMetrados FYBYamileth Yajhayda Tinta SuañaNo ratings yet
- Catalogo Tecnoweld PDFDocument124 pagesCatalogo Tecnoweld PDFweider11No ratings yet
- Lectura - Dirección y Oficinas de Proyectos en La Administración PúblicaDocument16 pagesLectura - Dirección y Oficinas de Proyectos en La Administración PúblicaEdgar QuiquiaNo ratings yet
- Marco Carrillo Carlos Cerna Trabajo de Investigacion Maestria 2019Document365 pagesMarco Carrillo Carlos Cerna Trabajo de Investigacion Maestria 2019Carlos ValeraNo ratings yet
- SGI-PLAN-INSPECCION-ENSAYOS-CONSTRUCCIONDocument7 pagesSGI-PLAN-INSPECCION-ENSAYOS-CONSTRUCCIONArmando Moreno JoyaNo ratings yet
- EncofradoDocument48 pagesEncofradoMelvin RamosNo ratings yet
- Investigacion OperativaDocument2 pagesInvestigacion OperativaMarco OrtizNo ratings yet
- Electrificacion - Rural - Cuenca de Pampa Camona PichanakiDocument91 pagesElectrificacion - Rural - Cuenca de Pampa Camona PichanakiJhojan Saldaña RamirezNo ratings yet
- RESOLUCION MINISTERIAL 181-2021-VIVIENDA (ITSE A Bodegas)Document16 pagesRESOLUCION MINISTERIAL 181-2021-VIVIENDA (ITSE A Bodegas)asesoresconsultoresquilmanaNo ratings yet
- Evidencia 6 Fase IV Plan Maestro V2Document3 pagesEvidencia 6 Fase IV Plan Maestro V2Jei08hotmail.comNo ratings yet
- Malas Practicas de Seguridad en La ConstruccionDocument5 pagesMalas Practicas de Seguridad en La ConstruccioncarlosNo ratings yet
- Informe de Puente de PapelDocument5 pagesInforme de Puente de PapelPetther Lincoln Torres OrtegaNo ratings yet
- 07 Carta de Politicas 07, Edicion 02Document5 pages07 Carta de Politicas 07, Edicion 02Luis DonisNo ratings yet
- Revista Computer Hoy #437 (03!07!2015)Document68 pagesRevista Computer Hoy #437 (03!07!2015)Julio Cesar Menendez ZuñigaNo ratings yet
- 5 Patrones CreacionalesDocument25 pages5 Patrones CreacionalesRuben MorenoNo ratings yet
- Cronología de VWDocument7 pagesCronología de VWGlendy Canto de CabreraNo ratings yet
- Plan de Clases Semana 11Document2 pagesPlan de Clases Semana 11Dessirè Kasandra BerrocalNo ratings yet
- Proyecto EjecutivoDocument46 pagesProyecto EjecutivoCarlos SáenzNo ratings yet