You might also like
- Petroleum Coke Utilization For Cement Kiln FiringDocument8 pagesPetroleum Coke Utilization For Cement Kiln FiringSyeed SofieNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Process Control of LURM MillDocument6 pagesProcess Control of LURM Millimam janiNo ratings yet
- Coriolis Part1Document20 pagesCoriolis Part1Krishna Bhanu SinghNo ratings yet
- Pyroprocessing: A Concise Guide to the High-Temperature Conversion of Raw Materials into ClinkerDocument27 pagesPyroprocessing: A Concise Guide to the High-Temperature Conversion of Raw Materials into ClinkerTitan Titanovsky KoraagNo ratings yet
- Supervisory Fuzzy Control of A Rotary Cement KilnDocument4 pagesSupervisory Fuzzy Control of A Rotary Cement KilnJohn GiannakopoulosNo ratings yet
- Proposal For Reducing Emissions of SOx in Cement Plants PDFDocument4 pagesProposal For Reducing Emissions of SOx in Cement Plants PDFharrazyNo ratings yet
- Grate CoolerDocument10 pagesGrate CoolerAamir HayatNo ratings yet
- Cpi CoolersDocument47 pagesCpi CoolersRobert BrownNo ratings yet
- Kiln Control Variables-15Document1 pageKiln Control Variables-15Shadi Al HabbalNo ratings yet
- KC 1.4 CalcinationDocument4 pagesKC 1.4 CalcinationCarlos HernanNo ratings yet
- Maximized Heat Transfer with TEC Meal Splash BoxDocument1 pageMaximized Heat Transfer with TEC Meal Splash BoxBerkan FidanNo ratings yet
- KC 1.2 BurnabilityDocument9 pagesKC 1.2 BurnabilityCarlos HernanNo ratings yet
- Solid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityDocument36 pagesSolid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversitysreeNo ratings yet
- RCCPL Kundangunj Grinding with VRM systemDocument29 pagesRCCPL Kundangunj Grinding with VRM systemBir SinghNo ratings yet
- Optimum efficiency range for separator performanceDocument3 pagesOptimum efficiency range for separator performanceShakil AhmadNo ratings yet
- Pre-Homogenization Factor PDFDocument6 pagesPre-Homogenization Factor PDFAfqan B-v0% (1)
- Gas - Density - Gas Molecular Weight - Table PDFDocument2 pagesGas - Density - Gas Molecular Weight - Table PDFD K SNo ratings yet
- Session 4 - Improving The Kiln Performance by Optimization of Porcess ParametersDocument57 pagesSession 4 - Improving The Kiln Performance by Optimization of Porcess Parametersmahendra senNo ratings yet
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDocument48 pagesInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneNo ratings yet
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDocument12 pagesEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNo ratings yet
- BurnerDocument3 pagesBurnerRavi sharmaNo ratings yet
- Project:: 2800TPD Burning System CalculationDocument7 pagesProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILINo ratings yet
- Maintaining Burning Zone Coating for Maximum Kiln Brick LifeDocument2 pagesMaintaining Burning Zone Coating for Maximum Kiln Brick LifeJCSNo ratings yet
- Planetary Cooler - ArticleDocument3 pagesPlanetary Cooler - ArticleMauricio PortillaNo ratings yet
- BROCHURE - Institucional UTIS - V5 ENDocument28 pagesBROCHURE - Institucional UTIS - V5 ENsalahromdhani89No ratings yet
- CO Sources PDFDocument11 pagesCO Sources PDFElwathig BakhietNo ratings yet
- ABC Cooler Inlet PDFDocument4 pagesABC Cooler Inlet PDFSushant GuptaNo ratings yet
- Measurements of The Quality of Cement Produced From Looped LimestoneDocument30 pagesMeasurements of The Quality of Cement Produced From Looped LimestoneCharlie Dean100% (1)
- Kiln Heavy Build Ups detailsDocument12 pagesKiln Heavy Build Ups detailsIrfan AhmedNo ratings yet
- 042 Drying PDFDocument9 pages042 Drying PDFbkchoudhury1993No ratings yet
- Application of Measuring Gas Flow in The DowncomerDocument4 pagesApplication of Measuring Gas Flow in The DowncomerAhmad NilNo ratings yet
- Clinker CoolersDocument74 pagesClinker CoolersMuhammed EmamiNo ratings yet
- 1Document5 pages1Dee HsNo ratings yet
- ATC Report on Dynamic Separator Gap IssuesDocument4 pagesATC Report on Dynamic Separator Gap IssuesDilnesa EjiguNo ratings yet
- enDocument22 pagesenAnonymous iI88LtNo ratings yet
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- 7 Most Common Problem in PyroProcessing For Kiln and CoolerDocument5 pages7 Most Common Problem in PyroProcessing For Kiln and CoolerbudiNo ratings yet
- PhD. Thesis Linda N Rskov 31072012.Document200 pagesPhD. Thesis Linda N Rskov 31072012.Huyentrang NguyenNo ratings yet
- Boulder Formation in Cement Silos by Chettinad Cement CoDocument11 pagesBoulder Formation in Cement Silos by Chettinad Cement CoWaka OngetiNo ratings yet
- PHD Thesis - Linda NørskovDocument203 pagesPHD Thesis - Linda NørskovmjbotelhoNo ratings yet
- C Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnDocument3 pagesC Clliinnkkeerr:: Rreeaaccttiioonnss Iinn Tthhee KkiillnnFamiloni LayoNo ratings yet
- KHD Pyroclon EnglDocument4 pagesKHD Pyroclon Englkresimir.mikoc9765100% (1)
- Kiln Plant Optimization TechniquesDocument10 pagesKiln Plant Optimization TechniquesPaulo VidasNo ratings yet
- Clinker Temperature Measurement BoxDocument3 pagesClinker Temperature Measurement BoxVijay BhanNo ratings yet
- Ghid Coprocesare HolcimDocument135 pagesGhid Coprocesare HolcimnevedemjoiNo ratings yet
- 5) Flow Measurement - stagECC - Rev1 2009Document49 pages5) Flow Measurement - stagECC - Rev1 2009hmaza shakeelNo ratings yet
- Alkali Bypass WHRPP Nov - 11 PDFDocument18 pagesAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Grate Cooler Thermal AnalysisDocument14 pagesGrate Cooler Thermal Analysisaman131No ratings yet
- Process Operation Manual For Clinker Burning SystemDocument109 pagesProcess Operation Manual For Clinker Burning SystemGebrehiwot Esayas100% (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesFrom EverandRotary Kilns: Transport Phenomena and Transport ProcessesRating: 4.5 out of 5 stars4.5/5 (4)
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezNo ratings yet
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocument11 pagesPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALNo ratings yet
- Simulation of Steam Gasification of Coal With Precombustion Enabling Cleaner Coal ConversionDocument6 pagesSimulation of Steam Gasification of Coal With Precombustion Enabling Cleaner Coal ConversionSonu KumarNo ratings yet
- 2010 Energy Paper XYZDocument7 pages2010 Energy Paper XYZAgung Dedy Pramana PutraNo ratings yet
- Industrial HeatDocument12 pagesIndustrial Heathirthick237No ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- Final Narrative 2013NSDCDocument39 pagesFinal Narrative 2013NSDCMisgatesNo ratings yet
- Waste Management in GhanaDocument21 pagesWaste Management in GhanaStefan StrutzNo ratings yet
- Quantification of Emissions From The Co-Incineration of Cutting Oil Emulsions in Cement Plants - Part II: Trace SpeciesDocument11 pagesQuantification of Emissions From The Co-Incineration of Cutting Oil Emulsions in Cement Plants - Part II: Trace SpeciesStefan Strutz100% (1)
- Burning IssuesDocument3 pagesBurning IssuesStefan StrutzNo ratings yet
- Co - Processing of Waste and Energy Efficency by Cement PlantsDocument13 pagesCo - Processing of Waste and Energy Efficency by Cement PlantsStefan StrutzNo ratings yet
- Calcium Chloride HandbookDocument28 pagesCalcium Chloride Handbookwotthinun100% (1)
- Chemistry A1 OrganicDocument72 pagesChemistry A1 OrganicNoor MuhammadNo ratings yet
- List of EDLDocument57 pagesList of EDLHerianto P SiregarNo ratings yet
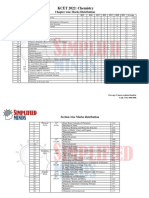
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDocument3 pagesKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarNo ratings yet
- CBSE XII Chemistry Project Prepare A Sample of Cuprammonium Rayon Threads From Filter PaperDocument9 pagesCBSE XII Chemistry Project Prepare A Sample of Cuprammonium Rayon Threads From Filter PaperLakshmi BalasubramaniamNo ratings yet
- Properties of Ionic Compounds and Covalent CompoundsDocument6 pagesProperties of Ionic Compounds and Covalent Compoundsnoraini nasikinNo ratings yet
- Phytochemical and Antioxidant Activity of Avocado Leaf Extract (Persea Americana Mill.)Document1 pagePhytochemical and Antioxidant Activity of Avocado Leaf Extract (Persea Americana Mill.)Jeff AlbaNo ratings yet
- Esdep Lecture Note (Wg2)Document26 pagesEsdep Lecture Note (Wg2)Rahul ShrivastavaNo ratings yet
- Spotleak 1007 PDFDocument7 pagesSpotleak 1007 PDFrandhyalejandroNo ratings yet
- ICSE Class 10 Chemistry Important Questions SolvedDocument4 pagesICSE Class 10 Chemistry Important Questions Solvedvij200950% (2)
- Cswip 3 1 Macro PDFDocument36 pagesCswip 3 1 Macro PDFtheNo ratings yet
- FePO4 Raman SpectraDocument14 pagesFePO4 Raman SpectraPaola FarfanNo ratings yet
- Exxal 9 Alcohol Product Safety SummaryDocument3 pagesExxal 9 Alcohol Product Safety SummaryKayalvilli ShanmugamNo ratings yet
- Zwitterionic Polymers and Hydrogels ForDocument15 pagesZwitterionic Polymers and Hydrogels ForIoana-Alexandra TrofinNo ratings yet
- Formulating Soluble Oil Metalworking Fluids: Technical BulletinDocument2 pagesFormulating Soluble Oil Metalworking Fluids: Technical BulletinSiriluck NevestNo ratings yet
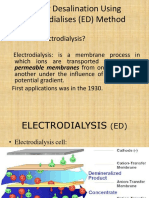
- Water Desalination Using Electrodialysis (EDDocument18 pagesWater Desalination Using Electrodialysis (EDibrahimawad06No ratings yet
- Icho 17Document21 pagesIcho 17los sabiosNo ratings yet
- Is 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFDocument13 pagesIs 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFThenna ArasuNo ratings yet
- The Tribological Properties of The Polyurea Greases Based On Oil Miscible Phosphonium Based Ionic LiquidsDocument7 pagesThe Tribological Properties of The Polyurea Greases Based On Oil Miscible Phosphonium Based Ionic Liquidsupendra mauryaNo ratings yet
- Waste Tyre Pyrolystic Oil CombustionDocument42 pagesWaste Tyre Pyrolystic Oil CombustionDwi NaNo ratings yet
- Chemistry Lab - 15 - Solubility Curve For KNO3Document4 pagesChemistry Lab - 15 - Solubility Curve For KNO3Nader AwadNo ratings yet
- Air Purification Solution - TiPE Nano Photocatalyst PDFDocument2 pagesAir Purification Solution - TiPE Nano Photocatalyst PDFPedro Ortega GómezNo ratings yet
- FinalDocument17 pagesFinalMatt Pribadi100% (1)
- 5124 w04 QP 1Document16 pages5124 w04 QP 1mstudy123456No ratings yet
- Gen Chem 2nd MEDocument3 pagesGen Chem 2nd MEJay Cariel GastonesNo ratings yet
- Coagulation / FlocculationDocument1 pageCoagulation / FlocculationElmaeen BagiohanonNo ratings yet
- Bio ElementsDocument28 pagesBio ElementsBioinformatics Biotechnology100% (1)
- Marker Ink Production From Berry Seed ExtractDocument7 pagesMarker Ink Production From Berry Seed ExtractHarlene Cate MendiolaNo ratings yet
- MSDS AlloysDocument15 pagesMSDS AlloysMaryam EradewiNo ratings yet
- Un NoDocument64 pagesUn Noapi-127528443No ratings yet