You might also like
- Ref 2.1 ISO 14001-2015 Transition WorkshopDocument72 pagesRef 2.1 ISO 14001-2015 Transition Workshopanon_984094294No ratings yet
- Basics of LeanDocument21 pagesBasics of LeanPiter KiiroNo ratings yet
- Multiple Choice Q & ADocument56 pagesMultiple Choice Q & ADipanjan Dhar0% (1)
- Lecture 23 - Advanced Cost and Management AccountingDocument16 pagesLecture 23 - Advanced Cost and Management AccountingawaisjinnahNo ratings yet
- Lecture 24 - Advanced Cost and Management AccountingDocument12 pagesLecture 24 - Advanced Cost and Management AccountingawaisjinnahNo ratings yet
- Just-in-Time and Lean Production Systems: Professor AhmadiDocument29 pagesJust-in-Time and Lean Production Systems: Professor AhmadiawaisjinnahNo ratings yet
- Lecture 26 - Advanced Cost and Management AccountingDocument18 pagesLecture 26 - Advanced Cost and Management AccountingawaisjinnahNo ratings yet
- LD 2 7 Developing A Personal Leadership Philosophy LD 2Document15 pagesLD 2 7 Developing A Personal Leadership Philosophy LD 2awaisjinnahNo ratings yet
- Chapter 1-Solution To ProblemsDocument7 pagesChapter 1-Solution To ProblemsawaisjinnahNo ratings yet
- Buying Vs Leasing A CarDocument1 pageBuying Vs Leasing A CarawaisjinnahNo ratings yet
- Solution Submission of Graded ExercisesDocument3 pagesSolution Submission of Graded ExercisesawaisjinnahNo ratings yet
- OHS Management SystemDocument33 pagesOHS Management Systems_pamungkasNo ratings yet
- Project Risk Management & Decision AnalysisDocument10 pagesProject Risk Management & Decision AnalysisawaisjinnahNo ratings yet
- NegotiationDocument19 pagesNegotiationawaisjinnahNo ratings yet
- InvoiceDocument1 pageInvoiceawaisjinnahNo ratings yet
- Pedagogy MCQDocument10 pagesPedagogy MCQSanjeev Chaudhary69% (32)
- InvoiceDocument1 pageInvoiceawaisjinnahNo ratings yet
- Finalcial Cash FlowDocument23 pagesFinalcial Cash Flowhiteshnpatel19778161No ratings yet
- 70 Important English Synonyms by KashuDocument5 pages70 Important English Synonyms by KashuawaisjinnahNo ratings yet
- 249250896-IRR & BondDocument55 pages249250896-IRR & BondawaisjinnahNo ratings yet
- Time Value of MoneyDocument69 pagesTime Value of MoneyawaisjinnahNo ratings yet
- Application Forms Fine FinallDocument3 pagesApplication Forms Fine FinallawaisjinnahNo ratings yet
- Xhweet Kashu . : Biology Complete Important Mcqs For Medical Entry Test PreparationDocument47 pagesXhweet Kashu . : Biology Complete Important Mcqs For Medical Entry Test PreparationawaisjinnahNo ratings yet
- MCQs From Pak StudyDocument41 pagesMCQs From Pak StudyZÅîb MëýmÖñ89% (9)
- Basic Facts About PakistanDocument8 pagesBasic Facts About PakistanSayyed Muhammad Aftab ZaidiNo ratings yet
- 300 Chemistry MCQs SolvedDocument37 pages300 Chemistry MCQs SolvedFarman UllahNo ratings yet
- TET Child Development and Pedagogy Question Paper AnswersDocument9 pagesTET Child Development and Pedagogy Question Paper AnswersRameshbabu BandamNo ratings yet
- PPP ZZZ Health-And-safety-policyDocument4 pagesPPP ZZZ Health-And-safety-policyawaisjinnahNo ratings yet
- Chemical PPPPPPPPDocument35 pagesChemical PPPPPPPPawaisjinnahNo ratings yet
- Hot EnvironmentsDocument108 pagesHot EnvironmentsawaisjinnahNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- JESTEC TemplateDocument11 pagesJESTEC TemplateMuhammad FakhruddinNo ratings yet
- Human Computer InteractionDocument12 pagesHuman Computer Interactionabhi37No ratings yet
- Company Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDocument65 pagesCompany Name Email Id Contact Location: 3 Praj Industries Limited Yogesh960488815Pune-Nagar Road, SanaswadiDhruv Parekh100% (1)
- bq76pl455 RegistersDocument132 pagesbq76pl455 RegistersAhmet KARANo ratings yet
- Circuit Project Electronic: Simple Pulse Generator by IC 555 TimerDocument1 pageCircuit Project Electronic: Simple Pulse Generator by IC 555 TimerM Usman RiazNo ratings yet
- March 2017Document11 pagesMarch 2017Anonymous NolO9drW7MNo ratings yet
- Education, A Vital Principle For Digital Library Development in IranDocument23 pagesEducation, A Vital Principle For Digital Library Development in Iranrasuli9No ratings yet
- My Sweet Beer - 23 MaiDocument14 pagesMy Sweet Beer - 23 Maihaytem chakiriNo ratings yet
- MODEL QUESTION PAPER OF HRM Open CourceDocument2 pagesMODEL QUESTION PAPER OF HRM Open CourceTitus Clement100% (3)
- The Future of The Indian Print Media Ind PDFDocument22 pagesThe Future of The Indian Print Media Ind PDFAdarsh KambojNo ratings yet
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsDocument39 pagesUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikNo ratings yet
- Priceliost Ecatalog 2021 Div. DiagnosticDocument2 pagesPriceliost Ecatalog 2021 Div. Diagnosticwawan1010No ratings yet
- Routine E-Mail Messages and Memos-Ch 8Document43 pagesRoutine E-Mail Messages and Memos-Ch 8Faryal ArifNo ratings yet
- Community Mobilizer (Couple)Document4 pagesCommunity Mobilizer (Couple)Mohammad Asif AbediNo ratings yet
- Research Paper About Cebu PacificDocument8 pagesResearch Paper About Cebu Pacificwqbdxbvkg100% (1)
- Foreign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Document266 pagesForeign Direct Investment in Mongolia An Interactive Case Study (USAID, 2007)Oyuna Bat-OchirNo ratings yet
- 15 04 06 SCDocument30 pages15 04 06 SCSugarNo ratings yet
- Unit 8 Risk in The WorkplaceDocument11 pagesUnit 8 Risk in The WorkplaceAnonymous WalvB8No ratings yet
- Opening Up The Prescriptive Authority PipelineDocument10 pagesOpening Up The Prescriptive Authority PipelineJohn GavazziNo ratings yet
- SUTI Report - Metro ManilaDocument87 pagesSUTI Report - Metro ManilaIvan Harris TanyagNo ratings yet
- Keystone - Contractors - Book 16 05 12 FinalDocument9 pagesKeystone - Contractors - Book 16 05 12 Finalfb8120No ratings yet
- 0: at J P Z 'Abcdededededededefghij: Your Account at A GlanceDocument4 pages0: at J P Z 'Abcdededededededefghij: Your Account at A Glancethihakoko100% (2)
- Newspaper CritiqueDocument4 pagesNewspaper CritiquebojoiNo ratings yet
- QPMC Rate CardsDocument9 pagesQPMC Rate CardsTarek TarekNo ratings yet
- What is a Server ClusterDocument2 pagesWhat is a Server Clusterfikru tesefayeNo ratings yet
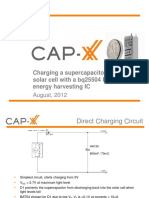
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocument12 pages1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschNo ratings yet
- Basic Accounting Principles and Budgeting FundamentalsDocument24 pagesBasic Accounting Principles and Budgeting Fundamentalskebaman1986No ratings yet
- G C Reddy ProfileDocument3 pagesG C Reddy ProfileG.C.ReddyNo ratings yet
- Dhabli - 1axis Tracker PVSYSTDocument5 pagesDhabli - 1axis Tracker PVSYSTLakshmi NarayananNo ratings yet
- Proposed Construction of New Kutulo Airstrip - RetenderDocument112 pagesProposed Construction of New Kutulo Airstrip - RetenderKenyaAirportsNo ratings yet