You might also like
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- Punch Points For Piping EngineersDocument8 pagesPunch Points For Piping EngineersVignesh MohanNo ratings yet
- 32 Samss 005Document33 pages32 Samss 005naruto256100% (1)
- Design and fabrication requirements for scraper trapsDocument13 pagesDesign and fabrication requirements for scraper trapsJeck MaquitedNo ratings yet
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Aروشان فاطمة روشانNo ratings yet
- 2722-ME-007 - Piping Design, Fabrication & InstallationDocument42 pages2722-ME-007 - Piping Design, Fabrication & InstallationEngr Muhammad AliNo ratings yet
- Guide for ASME Audit SectionsDocument1 pageGuide for ASME Audit Sectionsanon_673643629No ratings yet
- Alert 01 002Document2 pagesAlert 01 002SUKhanNo ratings yet
- CPI Steam Heated BoilerDocument4 pagesCPI Steam Heated BoilerGTpianomanNo ratings yet
- Safety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingDocument5 pagesSafety Alert: Failure of Fabricated Test Blind Flange For Hydrostatic TestingvietnampetrochemicalNo ratings yet
- Saes W 011Document2 pagesSaes W 011hendraox3996No ratings yet
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- NDE Requirements for Header Box WeldsDocument9 pagesNDE Requirements for Header Box Weldsrony16novNo ratings yet
- API 572 Inspection of Pressure VesselsDocument14 pagesAPI 572 Inspection of Pressure VesselsTahseen JwadNo ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- CBT TanveerDocument5 pagesCBT TanveerBapiNo ratings yet
- ASME BPV Code Section VIII Divisions: Requirements for Pressure Vessel Design and ConstructionDocument5 pagesASME BPV Code Section VIII Divisions: Requirements for Pressure Vessel Design and ConstructionDiana CarolinaNo ratings yet
- Saudi Aramco Reinstatement Procedure ChecklistDocument5 pagesSaudi Aramco Reinstatement Procedure ChecklistpravinNo ratings yet
- ASME Section I Code Preheat and PWHT GuidanceDocument4 pagesASME Section I Code Preheat and PWHT GuidanceArul Edwin Vijay VincentNo ratings yet
- SAIC-A-2023 Rev 6 Prssure Test Air GasDocument5 pagesSAIC-A-2023 Rev 6 Prssure Test Air Gaspookkoya thangalNo ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- API 570 Piping Inspector Certification PrepDocument4 pagesAPI 570 Piping Inspector Certification Prepahmedm2020No ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- Inspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Document4 pagesInspection & Test Plan For Equipment Erection (Static) : ITP NO.:-9560/SITE/QAC/029/ITP-15Shubham ShuklaNo ratings yet
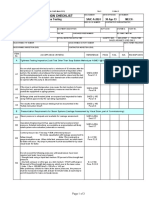
- SAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGDocument3 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGpookkoya thangalNo ratings yet
- 16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Document28 pages16.4. Mmf-Ax-bx-Vdr-0014 Hydrotest Procedure Rev. 0Fauzan Rusmayadi Reharder100% (1)
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- ASME Guidance Notes ComparisonDocument1 pageASME Guidance Notes ComparisonTrịnh Quốc TuyếnNo ratings yet
- Asme P NumberDocument1 pageAsme P NumberSebastian RajeshNo ratings yet
- ITP Heat ExchangerDocument1 pageITP Heat Exchangersarmad009No ratings yet
- MARAFIQ Piping Specification DetailsDocument14 pagesMARAFIQ Piping Specification DetailsjaseelNo ratings yet
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementgaurangNo ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- Double Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - GeneralDocument7 pagesDouble Pipe and Multitube IP 6-2-1 Hairpin Heat Exchangers: Section 1 - Generalhcsharma1967No ratings yet
- Quality Assurance Audit For Piping FabricationDocument3 pagesQuality Assurance Audit For Piping Fabricationapply19842371No ratings yet
- Piping, Hydro QC List-InterviewDocument8 pagesPiping, Hydro QC List-Interviewtayyab100% (1)
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistAli AhmedNo ratings yet
- CBT Questions-1Document2 pagesCBT Questions-1kumarNo ratings yet
- Method Statement for Pipe Handling and StorageDocument14 pagesMethod Statement for Pipe Handling and StorageShambu S VtkNo ratings yet
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNo ratings yet
- Section Subject: Shaybah CPF Expansion ProjectDocument21 pagesSection Subject: Shaybah CPF Expansion ProjectAdhie Waelacxh100% (1)
- Pressure Vessel Design RequirementsDocument6 pagesPressure Vessel Design RequirementsLDM Man. e Mont. Ind. EIRELINo ratings yet
- MD PV Asme v0.1Document35 pagesMD PV Asme v0.1Kamlesh LuharNo ratings yet
- API-570 SAMPLE Closed Book ExamDocument12 pagesAPI-570 SAMPLE Closed Book ExamuttamNo ratings yet
- Receiving Inspection of Pressure VesselsDocument5 pagesReceiving Inspection of Pressure Vesselsரமேஷ் பாலக்காடுNo ratings yet
- Doc. No Revision No Revision DateDocument6 pagesDoc. No Revision No Revision DateShyam SinghNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- HYDROSTATIC TEST PROCEDUREDocument11 pagesHYDROSTATIC TEST PROCEDUREmohd as shahiddin jafriNo ratings yet
- Pig Launcher Fabrication and Installation Activity PlanDocument1 pagePig Launcher Fabrication and Installation Activity PlanbeqsNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Interview Ques & Ans - KNPCDocument8 pagesInterview Ques & Ans - KNPCStephen RajNo ratings yet
- B 31.3Document3 pagesB 31.3MohammedBujairNo ratings yet
- Review of ISO Standards for Welding Procedure SpecificationsDocument9 pagesReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNo ratings yet
- Saudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Document1 pageSaudi Aramco Test Report: PWHT Report Form SATR-W-2005 31-Aug-11Mohammed Hamed BaganNo ratings yet
- Heat Exchanger Inspection PDFDocument27 pagesHeat Exchanger Inspection PDFglazetm100% (1)
- SSM Su 5003 BDocument84 pagesSSM Su 5003 Bresp-ectNo ratings yet
- The Impact Testing Enigma: A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing RequirementsDocument13 pagesThe Impact Testing Enigma: A Review of ASME Section VIII, Division 1, Subsection C, Part UCS, Impact Testing Requirementssanjaypatel25No ratings yet
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
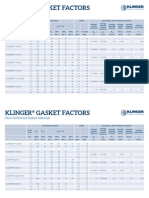
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuNo ratings yet
- Industrial Shaft Seals - 10919 - 2 EN PDFDocument488 pagesIndustrial Shaft Seals - 10919 - 2 EN PDFAwan AJaNo ratings yet
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Data SF3300Document2 pagesData SF3300Ingrid Johhana BalbinNo ratings yet
- Pipe Marking - Full Guide PDFDocument27 pagesPipe Marking - Full Guide PDFSH1961No ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- 444 StainlessDocument4 pages444 StainlessSH1961No ratings yet
- InTech-Corrosive Effects of Chlorides On MetalsDocument41 pagesInTech-Corrosive Effects of Chlorides On MetalsAndrey756No ratings yet
- Vba Edelmann Clamp FastenersDocument2 pagesVba Edelmann Clamp FastenersSH1961No ratings yet
- Chloride SCC of 316 SSTDocument5 pagesChloride SCC of 316 SSTSH1961No ratings yet
- Non Ferrous MaterialsDocument8 pagesNon Ferrous MaterialsSH1961No ratings yet
- FSA Gasket Handbook - June 2017Document138 pagesFSA Gasket Handbook - June 2017Dijin MaroliNo ratings yet
- Velan High Pressure Steam Trapping Brochure PDFDocument8 pagesVelan High Pressure Steam Trapping Brochure PDFSH1961No ratings yet
- Non Returne ValvesDocument22 pagesNon Returne ValvesSH1961No ratings yet
- ISO Coordination System Symbols GuideDocument3 pagesISO Coordination System Symbols GuideSH1961No ratings yet
- Pickling HandbookDocument20 pagesPickling HandbookRhona100% (1)
- Tightening TorquesDocument4 pagesTightening Torquesflanker76No ratings yet
- Complete CatalogDocument52 pagesComplete CatalogrbsaylorsNo ratings yet
- Bolt Tightening TorquesDocument3 pagesBolt Tightening Torquesatanughosh125No ratings yet
- Dynalene HC Engineering GuideDocument38 pagesDynalene HC Engineering GuideSH1961No ratings yet
- Lumi GlassDocument1 pageLumi GlassSH1961No ratings yet
- Algoma Steel Sheet PDFDocument10 pagesAlgoma Steel Sheet PDFSH1961No ratings yet
- Gaskets - Graphite PDFDocument4 pagesGaskets - Graphite PDFSH1961No ratings yet
- Passivating & Pickling Stainless SteelDocument16 pagesPassivating & Pickling Stainless Steelfeki2607No ratings yet
- Aalco Datasheet ST ST BS enDocument2 pagesAalco Datasheet ST ST BS enSalai LokeshNo ratings yet
- Corrosion Resistance ofDocument44 pagesCorrosion Resistance ofalkem7No ratings yet
- Aalco Datasheet ST ST BS enDocument12 pagesAalco Datasheet ST ST BS enSH1961No ratings yet
- Carbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908Document18 pagesCarbon Steel Swage Nipples and Bull Plugs: Price Sheet SN-908rocknyvNo ratings yet
- Stainless Steel Pressure RatingsDocument7 pagesStainless Steel Pressure RatingsNauman KhanNo ratings yet
- Cimarec Stirring Hot Plate Manual & PartsDocument28 pagesCimarec Stirring Hot Plate Manual & PartsPablo RiveraNo ratings yet
- Material Science ManualDocument7 pagesMaterial Science ManualaoguNo ratings yet
- VFA Visual Field AssessmentDocument51 pagesVFA Visual Field AssessmentsightbdNo ratings yet
- Review Module 11 Classical Physics Part 2Document2 pagesReview Module 11 Classical Physics Part 2YeddaMIlaganNo ratings yet
- Panel AU Optronics M150XN07 V1 0 (DS)Document26 pagesPanel AU Optronics M150XN07 V1 0 (DS)เกียรติศักดิ์ ภูมิลาNo ratings yet
- PG Entrance Exam Admit CardDocument1 pagePG Entrance Exam Admit CardAman ReignsNo ratings yet
- Signals and SystemsDocument72 pagesSignals and Systemsajas777BNo ratings yet
- Informative Speech Cot - Wed.Document33 pagesInformative Speech Cot - Wed.Jemilyn TungculNo ratings yet
- OLYMPUS Stream Software PDFDocument20 pagesOLYMPUS Stream Software PDFFALRepresentaionesNo ratings yet
- Noise Control Tube SuiteDocument2 pagesNoise Control Tube SuitekreatosNo ratings yet
- Solar Tracker Using ATMEGA8 Micro Controller.Document18 pagesSolar Tracker Using ATMEGA8 Micro Controller.Zia AteeqNo ratings yet
- Diagnosis Dt466 & 530 eDocument3 pagesDiagnosis Dt466 & 530 eCesar Bayes Ramos100% (1)
- Thermo 5th Chap10 P082Document16 pagesThermo 5th Chap10 P082IENCSNo ratings yet
- Lab Techniques Experiment 1Document2 pagesLab Techniques Experiment 1Jayson RiveraNo ratings yet
- 2008 BevanphdDocument194 pages2008 Bevanphdrajm100% (1)
- Stabilization of Black Cotton Soil Using Alkali Activated Fly AshDocument6 pagesStabilization of Black Cotton Soil Using Alkali Activated Fly AshIJIRSTNo ratings yet
- Electrodynamics A4Document339 pagesElectrodynamics A4ybNo ratings yet
- High-Entropy Metal Diborides: A New Class of High-Entropy Materials and A New Type of Ultrahigh Temperature CeramicsDocument10 pagesHigh-Entropy Metal Diborides: A New Class of High-Entropy Materials and A New Type of Ultrahigh Temperature CeramicschaddiNo ratings yet
- Nlaa Siam.2010Document1 pageNlaa Siam.2010YesicaAquinoNo ratings yet
- Mathematics of Microgravity PDFDocument18 pagesMathematics of Microgravity PDFFernando MujicaNo ratings yet
- Automatic Operation Combined Harvester in A Rice Field: Jun-Ichi SATO, Kazuto SHIGETA, Yoshisada NAGASAKADocument7 pagesAutomatic Operation Combined Harvester in A Rice Field: Jun-Ichi SATO, Kazuto SHIGETA, Yoshisada NAGASAKAMahe EndranNo ratings yet
- Mobil Delvac 1600 Monogrades: High Performance Diesel Engine OilsDocument2 pagesMobil Delvac 1600 Monogrades: High Performance Diesel Engine OilsDony LieNo ratings yet
- Hawe MobileDocument18 pagesHawe MobileZivomir VulovicNo ratings yet
- 2.4 2.6 Newtons Laws and Momentum PDFDocument10 pages2.4 2.6 Newtons Laws and Momentum PDFAZTonseNo ratings yet
- Notes Important Questions Answers 12th Math Chapter 3 Exercise 3.1Document3 pagesNotes Important Questions Answers 12th Math Chapter 3 Exercise 3.1shahidNo ratings yet
- Anixter Standard Reference Guide enDocument365 pagesAnixter Standard Reference Guide enfiallos1No ratings yet
- Contact Problem-Penalty MethodDocument5 pagesContact Problem-Penalty MethodConcepción de PuentesNo ratings yet
- Course: Advanced Thermodynamics For Chemical and Process EngineeringDocument2 pagesCourse: Advanced Thermodynamics For Chemical and Process Engineeringnaytpuri montemayorNo ratings yet
- EE493 - First Set of Lecture Slides-Spring 2021Document106 pagesEE493 - First Set of Lecture Slides-Spring 2021احمد الديريNo ratings yet
- Autonic SensorDocument4 pagesAutonic SensorcaskololoNo ratings yet