You might also like
- Procedure For WQTDocument13 pagesProcedure For WQTdevikar8umNo ratings yet
- 038-Pro Welding Consumable Control Procedure PDFDocument20 pages038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- 03 Welding Control Procedure - Asf QC WCP 001Document7 pages03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Approved Welding Procedures List RegioDocument2 pagesApproved Welding Procedures List Regiogabriel__regio100% (1)
- Fabrication Method StatmentDocument11 pagesFabrication Method StatmentAkhilesh KumarNo ratings yet
- Field Itp For Piping Work Samur Project Rev-5 (23 April 2013)Document28 pagesField Itp For Piping Work Samur Project Rev-5 (23 April 2013)Echik KiciNo ratings yet
- Itp For Fabrication Steel Structure of Warehouse and WorkshopDocument6 pagesItp For Fabrication Steel Structure of Warehouse and WorkshopPhong Do100% (1)
- Chqlist For Fabrication & InspectionDocument12 pagesChqlist For Fabrication & InspectionSuresh ShuklaNo ratings yet
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- ITP - Fabrication of Structural SteelDocument2 pagesITP - Fabrication of Structural Steelsahad100% (6)
- Welding Procedures and Welding Qualiy Control For PipingDocument18 pagesWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNo ratings yet
- Procedure - Fit-Up & AssemblyDocument8 pagesProcedure - Fit-Up & AssemblyRakesh RanjanNo ratings yet
- SOP - 06 - Visual and Dimensional ProcedureDocument22 pagesSOP - 06 - Visual and Dimensional ProcedureSuci YatiningtiyasNo ratings yet
- Daily Progres 22 AprilDocument2 pagesDaily Progres 22 AprilIqbal Nurrasa Bakti100% (3)
- Dimensional Inspection ReportDocument2 pagesDimensional Inspection Reportshabbir626No ratings yet
- QAP StructureDocument2 pagesQAP Structureayoki100% (1)
- WI Dimensional Control Sign1Document6 pagesWI Dimensional Control Sign1gusyahri001No ratings yet
- Api 650 RTDocument3 pagesApi 650 RTAdi QCNo ratings yet
- ITP For Steel Structure1Document3 pagesITP For Steel Structure1吴兴泊No ratings yet
- Electrode Handling Procedure - Simple - SMAWDocument7 pagesElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Sequence of InspectionDocument7 pagesSequence of InspectionRomi Abdul RahmanNo ratings yet
- ITP - Steel ErectionDocument10 pagesITP - Steel ErectionGhayas RanjhaNo ratings yet
- ITP Structural SteelDocument14 pagesITP Structural SteelNavneet SinghNo ratings yet
- Fit Up ReportDocument41 pagesFit Up ReportFendik NewbieNo ratings yet
- INSPECTION AND TEST PLAN (ITP) FOR TEST TANK PDM T-1001 A Rev B PDFDocument7 pagesINSPECTION AND TEST PLAN (ITP) FOR TEST TANK PDM T-1001 A Rev B PDFgst ajah100% (4)
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDocument1 pageInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- ITP For Fabrication & Erection of TanksDocument20 pagesITP For Fabrication & Erection of TanksosersNo ratings yet
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Fabrication ProcedureDocument17 pagesFabrication ProcedureThi Pham100% (9)
- General Format For Girder Fabrication Check ListDocument4 pagesGeneral Format For Girder Fabrication Check ListBhanu Pratap ChoudhuryNo ratings yet
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 pagesMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Vishwabalaa Engineering Private Limited, Thirumazhisai, Chennai - 600124Document2 pagesVishwabalaa Engineering Private Limited, Thirumazhisai, Chennai - 600124sanil50% (2)
- Request For Inspection of MaterialDocument3 pagesRequest For Inspection of MaterialSopi Labu100% (1)
- Inspection Test Plan - Piping FabricationDocument5 pagesInspection Test Plan - Piping Fabricationhassan_ndt80% (5)
- Qa Inspection and Test PlanDocument1 pageQa Inspection and Test Planit4scribdNo ratings yet
- Erection and Painting of Steel StructureDocument11 pagesErection and Painting of Steel StructureomarcadNo ratings yet
- Welding TerminologyDocument18 pagesWelding Terminologymahi1437100% (1)
- Inspection and Test PlanDocument28 pagesInspection and Test Planmfvallega88% (17)
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocument14 pagesMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- QA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)Document10 pagesQA-000-AA-5013 ITP For Structure Steel Erection Works Rev1 (APPROVED)miaicarba100% (2)
- QIR-105-Material Receiving Inspection ReportDocument2 pagesQIR-105-Material Receiving Inspection ReportSamer Bayati50% (2)
- QCF108 Grouting Inspection ReportDocument1 pageQCF108 Grouting Inspection Reportminhnn100% (3)
- 2037-PL-PL-0058-IR-T-014 Dated 10.12.19Document16 pages2037-PL-PL-0058-IR-T-014 Dated 10.12.19Dadaso Baburao Jamdar100% (1)
- Marine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable MaterialsDocument6 pagesMarine Facilities Work Egyptian LNG Project-Idku Work Instruction FOR Handling of Consuamable Materialszaki fadlNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariNo ratings yet
- Inspection Test Plan For Fabrication & Erection 2016Document14 pagesInspection Test Plan For Fabrication & Erection 2016Boj Mingi0% (1)
- Procedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)Document8 pagesProcedure For Receipt, Storage and Handling of Welding Consumable (Rev 1)dee1985100% (2)
- ITP For Steel StructureDocument3 pagesITP For Steel Structuretrey100% (4)
- Daily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007Document5 pagesDaily Weld Fit-Up and Production Report (Field Weld) - Pipeline-Satr-W-2007smdriyazbasha100% (2)
- Bus Duct-SPBDDocument5 pagesBus Duct-SPBDSimbu ArasanNo ratings yet
- Bay Marshalling BoxesDocument4 pagesBay Marshalling BoxesSimbu ArasanNo ratings yet
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- Quality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Document10 pagesQuality Assurance Plan For Unitank:: QAP/AAV/MFG/00107/UT Crown Beers India LTD: AAVI-GA-003, R0, 210507 00107Narayana Mugalur100% (1)
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- Sample QAPDocument3 pagesSample QAPsniperiNo ratings yet
- PQMP-ITP-001 Rev 0Document27 pagesPQMP-ITP-001 Rev 0asexyguyNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)proxywarNo ratings yet
- Casting and Forging DiscontinuitiesDocument25 pagesCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- Principle of Substation DesignDocument9 pagesPrinciple of Substation DesignAshwani Dogra100% (1)
- Electrode SheetDocument6 pagesElectrode SheetAshwani Dogra100% (2)
- Generator AuxiliariesDocument37 pagesGenerator AuxiliariesAshwani Dogra100% (1)
- Busbar, Connectors and ClampsDocument12 pagesBusbar, Connectors and ClampsAshwani Dogra100% (1)
- Circuit BreakerDocument64 pagesCircuit BreakerAshwani Dogra100% (1)
- Feed Water Deaeration in Thermal Power PlantDocument46 pagesFeed Water Deaeration in Thermal Power PlantAshwani Dogra100% (2)
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Air Preheater in Thermal Power Plant Problem N SolDocument25 pagesAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (2)
- Design of Earthing System For HVDocument22 pagesDesign of Earthing System For HVAshwani Dogra100% (1)
- Generator Hydrogen CoolingDocument31 pagesGenerator Hydrogen CoolingAshwani Dogra67% (3)
- Badarpur Thermal Power SatationDocument132 pagesBadarpur Thermal Power Satationdiwakar_npti100% (2)
- Earthing SytemDocument33 pagesEarthing SytemAshwani Dogra100% (1)
- Introduction To Industrial Safety and Accident PreventionDocument42 pagesIntroduction To Industrial Safety and Accident PreventionAshwani DograNo ratings yet
- Power Plant Commissioning PDFDocument274 pagesPower Plant Commissioning PDFLaholDelveca89% (27)
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Set of Questions Risk ManagementDocument2 pagesSet of Questions Risk ManagementAshwani Dogra100% (1)
- Safety Work PermitDocument36 pagesSafety Work PermitAshwani Dogra100% (1)
- Presentation On NTPC Inspection ServicesDocument34 pagesPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- Safe Practices in Material HandlingDocument65 pagesSafe Practices in Material HandlingAshwani DograNo ratings yet
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Different Cycles in Gas Turbine & Steam TurbineDocument18 pagesDifferent Cycles in Gas Turbine & Steam TurbineAshwani DograNo ratings yet
- Auxiliary Steam System in Thermal Power PlantDocument15 pagesAuxiliary Steam System in Thermal Power PlantAshwani Dogra100% (3)
- Transmission Line PresentationDocument55 pagesTransmission Line PresentationAshwani Dogra89% (9)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Transformer Protections in Thermal Power PlantDocument45 pagesTransformer Protections in Thermal Power PlantAshwani Dogra100% (3)
- Compressed Air System in Thermal Power PlantDocument12 pagesCompressed Air System in Thermal Power PlantAshwani Dogra100% (4)
- Turbine Vacuum System in Thermal Power PlantDocument28 pagesTurbine Vacuum System in Thermal Power PlantAshwani Dogra100% (1)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Larsen & Toubro Limited-Kansbahal-Foundry PDFDocument16 pagesLarsen & Toubro Limited-Kansbahal-Foundry PDFChristy Austin100% (1)
- 34 CR Ni Mo 6Document4 pages34 CR Ni Mo 6Krzysztof WrzeszczNo ratings yet
- Book SteelDocument69 pagesBook SteelĐình Sỹ TTPNo ratings yet
- Asme Ix QuizDocument5 pagesAsme Ix Quizamalhaj2013No ratings yet
- Rusting and Corrosion: Conditions For Iron To RustDocument3 pagesRusting and Corrosion: Conditions For Iron To Rusthussein hajiNo ratings yet
- Secondary Steel Making PDFDocument22 pagesSecondary Steel Making PDF80,795,086 likesNo ratings yet
- Api 651Document2 pagesApi 651muhammadazhanudin100% (2)
- ANS Materials Handbook PDFDocument368 pagesANS Materials Handbook PDFIsaac Loco SilvaNo ratings yet
- Workshop Technology: Subject Code: ENEG 101 Semester: I by K.K.SahooDocument14 pagesWorkshop Technology: Subject Code: ENEG 101 Semester: I by K.K.SahooKamalakanta Sahoo50% (2)
- Aluminum - Min Bend Radius PDFDocument5 pagesAluminum - Min Bend Radius PDFmimi_chan_17No ratings yet
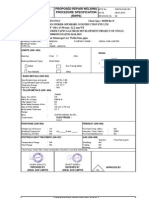
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- DENR Administrative Order No-2017-10Document2 pagesDENR Administrative Order No-2017-10Manila Today100% (1)
- Specification For Carbon Structural Steel: SA-36 /SA-36MDocument7 pagesSpecification For Carbon Structural Steel: SA-36 /SA-36MTony VazquezNo ratings yet
- Assab 618HH enDocument8 pagesAssab 618HH enSamanthaPereraNo ratings yet
- Att#11 - A - Painting ProcedureDocument14 pagesAtt#11 - A - Painting ProcedureClémentNo ratings yet
- Alcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterDocument53 pagesAlcoa Innovation Welding Workshop: Kyle Williams - Alcoa Technical CenterspiritveluNo ratings yet
- Vendor Document Cover SheetDocument11 pagesVendor Document Cover SheetSagar SawantNo ratings yet
- High Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsDocument18 pagesHigh Strength Sheet Steel, 180 Mpa Through 700 Mpa Yield StrengthsRicardo UriasNo ratings yet
- Corrosion Control of Reinforcement BarsDocument6 pagesCorrosion Control of Reinforcement BarsBhaskar ReddyNo ratings yet
- Chain CatalogDocument2 pagesChain CatalogJosh CasementNo ratings yet
- Literature Review On Metal FabricationDocument4 pagesLiterature Review On Metal Fabricationc5t0jsyn100% (1)
- Astm A691Document6 pagesAstm A691jithinjose86100% (2)
- European Standards For Destructive Test MethodsDocument6 pagesEuropean Standards For Destructive Test MethodsAdil HasanovNo ratings yet
- Astm 182Document15 pagesAstm 182ISABELNo ratings yet
- HW9 PracticexDocument7 pagesHW9 PracticexJod JDNo ratings yet
- Wollo University Kiot: Designinig of Bushed Pin CouplingDocument16 pagesWollo University Kiot: Designinig of Bushed Pin CouplingBirhanu AsfawNo ratings yet
- Guidelines On The Specification and Use of HVOF CoatingsDocument46 pagesGuidelines On The Specification and Use of HVOF CoatingsDaniel VillaflorNo ratings yet
- GATEMSM CompressedDocument13 pagesGATEMSM CompressedChaitanya Kishore ChitikenaNo ratings yet
- Copper Alloy C95500Document12 pagesCopper Alloy C95500keuboNo ratings yet
- Lucrari ISIDocument13 pagesLucrari ISIAndra DenisaNo ratings yet