You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- DLP ScienceDocument2 pagesDLP ScienceCarlo Yambao100% (1)
- Essential Plumbing Tools GuideDocument8 pagesEssential Plumbing Tools GuideMaribel B GarciaNo ratings yet
- PE LetsDoThisDocument2 pagesPE LetsDoThisVine ErispeNo ratings yet
- Lamitan City's ALAB program improves waste managementDocument2 pagesLamitan City's ALAB program improves waste managementGayeGabrielNo ratings yet
- PlumbingDocument1 pagePlumbingPam Ingenieria Construyendo IdeasNo ratings yet
- Class 7 Science notes on water waste treatmentDocument3 pagesClass 7 Science notes on water waste treatmentGiteshNo ratings yet
- Applying GIS and RS for Solid Waste Disposal Site SelectionDocument16 pagesApplying GIS and RS for Solid Waste Disposal Site SelectionSisay Bishaw100% (1)
- Swachh BharatDocument18 pagesSwachh BharatpradnarwalNo ratings yet
- Finalizing, Check Nyo Kung K NaDocument8 pagesFinalizing, Check Nyo Kung K NaMejillano Ara BellaNo ratings yet
- Sacramento Recycling GuideDocument12 pagesSacramento Recycling GuideJetrodJoshNo ratings yet
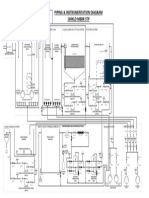
- Piping and instrumentation diagram for 100KLD MBBR sewage treatment plantDocument1 pagePiping and instrumentation diagram for 100KLD MBBR sewage treatment plantRabindra SinghNo ratings yet
- Waste Management Case StudyDocument6 pagesWaste Management Case StudySamuel Takeshi PanNo ratings yet
- Project Proposal: Local Government UnitDocument7 pagesProject Proposal: Local Government UnitMelvin VillanuevaNo ratings yet
- Hospital Waste Management ProgramDocument43 pagesHospital Waste Management Programmani2cronyNo ratings yet
- The Dumpster Diver Activity KitDocument2 pagesThe Dumpster Diver Activity KitCandlewick PressNo ratings yet
- YES-O Club Plan Philippines Elementary School ActivitiesDocument5 pagesYES-O Club Plan Philippines Elementary School ActivitiesMay-ann AgbannaoagNo ratings yet
- Assalamualaikum W.B.T Dedicated To All Teachers and . Special Appreciation ToDocument7 pagesAssalamualaikum W.B.T Dedicated To All Teachers and . Special Appreciation ToWan AzliaNo ratings yet
- Text Features (Connectors, ... - 2-) WITH KEYDocument3 pagesText Features (Connectors, ... - 2-) WITH KEYLidiaAriasCazorlaNo ratings yet
- Characteristics Waste ManagementDocument10 pagesCharacteristics Waste ManagementHenry VilchezNo ratings yet
- Concept Paper FinalDocument30 pagesConcept Paper FinalKristan SiaoNo ratings yet
- A Reciclagem de Metais - Metais FerrososDocument15 pagesA Reciclagem de Metais - Metais FerrososEllen DiasNo ratings yet
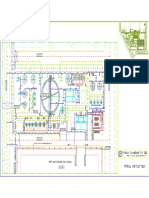
- Typical Unit Plot Plan PDFDocument1 pageTypical Unit Plot Plan PDFArun KumarNo ratings yet
- How To Grow WheatDocument2 pagesHow To Grow WheataajjaaNo ratings yet
- 3 Overview of The European and Asian Practices On DEWATS Needs, Drivers, Trends and TechnologiesDocument60 pages3 Overview of The European and Asian Practices On DEWATS Needs, Drivers, Trends and TechnologiesAnaKnezevicBojovicNo ratings yet
- First Quarterly Examination Science 2022Document6 pagesFirst Quarterly Examination Science 2022Kimberly Salvador100% (1)
- MoEF Life Cycle Assessment Conference 2018Document8 pagesMoEF Life Cycle Assessment Conference 2018Daman Huri WibowoNo ratings yet
- BSWMCDocument3 pagesBSWMCMary Joy MendozaNo ratings yet
- Revised Survey QuestionnaireDocument6 pagesRevised Survey QuestionnaireSye FloresNo ratings yet
- Design of Sewage Treatment Plant (STP) For Dayananda Sagar Institute, BengaluruDocument6 pagesDesign of Sewage Treatment Plant (STP) For Dayananda Sagar Institute, BengalurusonuNo ratings yet
- ResearchDocument37 pagesResearchDamion PayneNo ratings yet