You might also like
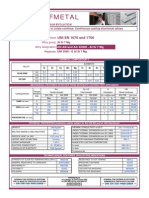
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Anshuman RoyNo ratings yet
- UR45 NPlusDocument4 pagesUR45 NPlusMaiara Lima PereiraNo ratings yet
- Aluminum Alloy EvolutionDocument2 pagesAluminum Alloy Evolutionc4pp3ll410_m4tt0No ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Industeel Tableau Nuances Special Carbon and Low AlloyDocument1 pageIndusteel Tableau Nuances Special Carbon and Low AlloyPravin VisputeNo ratings yet
- Ni base flux cored wireDocument1 pageNi base flux cored wireBBalopesabbNo ratings yet
- Ur2202 Lean DuplexDocument8 pagesUr2202 Lean Duplexbuffle08No ratings yet
- Sandvik SAF 2205: Duplex Stainless SteelDocument8 pagesSandvik SAF 2205: Duplex Stainless SteelIuliu HurducaciNo ratings yet
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocument2 pagesAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriNo ratings yet
- Datasheet Sandvik Saf 2205 enDocument15 pagesDatasheet Sandvik Saf 2205 enoctavioNo ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1No ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- Sandvik 2re10Document7 pagesSandvik 2re10himan_chongiNo ratings yet
- Nicrofer6030 Alloy 690 eDocument12 pagesNicrofer6030 Alloy 690 eRizqi D. KurniantoNo ratings yet
- 25% Cr Heat Resistant Stainless Steel SIRIUS 314Document4 pages25% Cr Heat Resistant Stainless Steel SIRIUS 314Víctor SandovskyNo ratings yet
- ASM Material Data SheetDocument3 pagesASM Material Data SheetAscanio BarbosaNo ratings yet
- Stainless Steel Welding by Weld RealityDocument50 pagesStainless Steel Welding by Weld RealitylightwinterdayNo ratings yet
- DS Duplex 2205Document2 pagesDS Duplex 2205Gigin BakrNo ratings yet
- DS482Document3 pagesDS482mariomatoNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Metrode Cryogenic 308lcf B-37Document5 pagesMetrode Cryogenic 308lcf B-37Claudia MmsNo ratings yet
- Damasteel Martensitic Damascus SteelDocument6 pagesDamasteel Martensitic Damascus SteelsurintanNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- High Temp Resistant SteelDocument14 pagesHigh Temp Resistant SteelrajivashishNo ratings yet
- Data Sheet Aluminium 6061 t6 Group (H)Document7 pagesData Sheet Aluminium 6061 t6 Group (H)احمد نعيمNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- High Alloy Steel Data SheetsDocument60 pagesHigh Alloy Steel Data SheetsIr FankovicNo ratings yet
- Specialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Document3 pagesSpecialty Materials Hastelloy C-276 ALLOY: Certified To Iso 9001Jarbas MoraesNo ratings yet
- AISI 1015: Digest DDocument2 pagesAISI 1015: Digest DGovinda RajNo ratings yet
- OK Tubrod 15.14Document2 pagesOK Tubrod 15.14Luis DuarteNo ratings yet
- 11⁄4Cr-1⁄2Mo Steel Welding Electrodes Data SheetDocument7 pages11⁄4Cr-1⁄2Mo Steel Welding Electrodes Data Sheetanon_928750560No ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Stainless Steel 316l (SA240)Document2 pagesStainless Steel 316l (SA240)Sugiarto SaptomoNo ratings yet
- CDA110 Specifaction SheetDocument5 pagesCDA110 Specifaction SheetGendakensNo ratings yet
- 2010 Datasheet DMV 825Document4 pages2010 Datasheet DMV 825Roman BorovkovNo ratings yet
- LSS A286Document2 pagesLSS A286anhntran4850No ratings yet
- Metrode Cryogenic ER316 B-38Document5 pagesMetrode Cryogenic ER316 B-38Claudia MmsNo ratings yet
- Metrode P92 Consumables Jul2006Document28 pagesMetrode P92 Consumables Jul2006Claudia MmsNo ratings yet
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactDocument3 pagesAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sNo ratings yet
- Cast Steel HandBookDocument93 pagesCast Steel HandBookAlexa Harper100% (1)
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Document10 pagesDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNo ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- 275 287Document14 pages275 287Anonymous I7dJ0lmdNo ratings yet
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Document2 pagesSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.No ratings yet
- CoroKey 2008engDocument208 pagesCoroKey 2008engStela LjevarNo ratings yet
- PB Alumec EnglishDocument12 pagesPB Alumec EnglishByron RodriguezNo ratings yet
- ThyssenKrupp Steel Data Sheet P235GHDocument4 pagesThyssenKrupp Steel Data Sheet P235GHjaseerkannothNo ratings yet
- SS 2304Document2 pagesSS 2304Madan YadavNo ratings yet
- SELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSDocument10 pagesSELECTION OF STAINLESS STEEL FOR PHOSPHORIC ACID PLANTSacas35No ratings yet
- Welding Techniques and Guidelines for Power Sector ComponentsDocument50 pagesWelding Techniques and Guidelines for Power Sector ComponentsaadmaadmNo ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- Steel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesDocument93 pagesSteel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesjosemiguelzuNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Download Campbell Reece Biology PDFDocument7 pagesDownload Campbell Reece Biology PDFmalika_00100% (1)
- 8-Trouble ShottingDocument14 pages8-Trouble Shottingmalika_00No ratings yet
- Construction Standard For Large Welded Low Pressure Storage TanksDocument16 pagesConstruction Standard For Large Welded Low Pressure Storage TanksSuleyman HaliciogluNo ratings yet
- Esr97er089 (Relieve Valve)Document17 pagesEsr97er089 (Relieve Valve)malika_00No ratings yet
- Tl-wr941nd User GuideDocument113 pagesTl-wr941nd User Guidemalika_00No ratings yet
- gs110 1Document12 pagesgs110 1malika_00No ratings yet
- Pipings CalculationDocument6 pagesPipings CalculationZoebairNo ratings yet
- Z 002 DP 2556556Document38 pagesZ 002 DP 2556556malika_00No ratings yet
- Assignment Submission Details: Program / Semester Specialization Course Name Course CodeDocument1 pageAssignment Submission Details: Program / Semester Specialization Course Name Course Codemalika_00No ratings yet
- ListDocument1 pageListmalika_00No ratings yet
- !about Saes1Document1 page!about Saes1Janakiraman MalligaNo ratings yet
- Saes X 800Document18 pagesSaes X 800malika_00No ratings yet
- RphazopDocument37 pagesRphazopmalika_00No ratings yet
- Winterisation - Low 44-2Document15 pagesWinterisation - Low 44-2malika_00No ratings yet
- Inspection Procedure EDRDocument8 pagesInspection Procedure EDRaamirtec301No ratings yet
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- Wed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998Document1 pageWed Sep 30 18:17:18 1998 Wed Sep 30 18:17:18 1998malika_00No ratings yet
- !about SaipDocument1 page!about SaipMuhammad Nasir SiddiqueNo ratings yet
- Saudi Aramco Inspection IndexDocument2 pagesSaudi Aramco Inspection Indeximrankhan22No ratings yet
- 32 Saip 11Document9 pages32 Saip 11malika_00No ratings yet
- 01 Saip 06Document7 pages01 Saip 06malika_00No ratings yet
- 12 Saip 50Document5 pages12 Saip 50malika_00No ratings yet
- Inspection Procedure for Determining Retirement Thickness of PipingDocument6 pagesInspection Procedure for Determining Retirement Thickness of Pipingmalika_00No ratings yet
- 15 Saip 51Document5 pages15 Saip 51malika_00No ratings yet
- 00 Saip 06Document4 pages00 Saip 06YongBolitz Vbfz100% (1)
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- 02 Saip 01Document6 pages02 Saip 01malika_00No ratings yet
- Inspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection DepartmentDocument8 pagesInspection Procedure: 00-SAIP-10 21 December 2005 Non-Conformance Reports Document Responsibility: Inspection Departmentaamirtec301100% (1)
- Taller de GasesDocument20 pagesTaller de GasesAle Cruz DNo ratings yet
- China's First Ministry of Machine-Building Standard for Radiography of WeldsDocument133 pagesChina's First Ministry of Machine-Building Standard for Radiography of Weldsmsiddique1No ratings yet
- Internet Standards for Irrigation EquipmentDocument19 pagesInternet Standards for Irrigation EquipmentHarindu VyasNo ratings yet
- Thermax Absortion ChillersDocument28 pagesThermax Absortion ChillersFrancisco Alexander Navas Torres100% (5)
- U-5 - 2022 - Tecnologías de Tratamientos - BDocument39 pagesU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésNo ratings yet
- GasesDocument38 pagesGaseshNo ratings yet
- Vinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewDocument2 pagesVinyl Fabric Specification - Upholstery Vinyl Fabric Monaco HoneydewRehman LatifNo ratings yet
- Duct Tape and Insulation Tape GuideDocument2 pagesDuct Tape and Insulation Tape GuideDhanish AhsenNo ratings yet
- Retrofit Guidelines For Dupont Isceon 9 Series RefrigerantsDocument20 pagesRetrofit Guidelines For Dupont Isceon 9 Series RefrigerantsaNo ratings yet
- Method For Curing TyreDocument5 pagesMethod For Curing TyreNivantNo ratings yet
- Quality Tests RequirementDocument6 pagesQuality Tests RequirementSandip PaulNo ratings yet
- Honel A SeriesDocument6 pagesHonel A SeriesAustin WilsonNo ratings yet
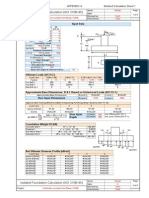
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocument5 pagesIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNo ratings yet
- Automatic Wall Painting MachineDocument9 pagesAutomatic Wall Painting MachineaalekhNo ratings yet
- k3) Luxatherm5600 7954Document2 pagesk3) Luxatherm5600 7954Syed FaridNo ratings yet
- CLP Regulation (EC) No. 1272-2008 On The Classification, Labelling and Packaging of Substances and Mixtures PDFDocument1 pageCLP Regulation (EC) No. 1272-2008 On The Classification, Labelling and Packaging of Substances and Mixtures PDFCan YıldırımNo ratings yet
- Lecture 1Document7 pagesLecture 1Dr. Aung Ko LattNo ratings yet
- Carbofill Dec08Document4 pagesCarbofill Dec08Cristian Andres Araya CisternasNo ratings yet
- TranslateDocument9 pagesTranslateWira AdjieNo ratings yet
- Materials for shoes, optical lenses and water bottlesDocument3 pagesMaterials for shoes, optical lenses and water bottlesJpricarioNo ratings yet
- Liquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationDocument11 pagesLiquid Penetrant Testing Chapter 4: Emulsification, Penetrant Removal and Developer ApplicationRajendrasinh PuvarNo ratings yet
- 04 Nowy-Styl-Group Price-List Office-Furniture EXP-CZ-SK en BNOS-RG E06 2018Document420 pages04 Nowy-Styl-Group Price-List Office-Furniture EXP-CZ-SK en BNOS-RG E06 2018Marin IonutNo ratings yet
- CatalysisDocument32 pagesCatalysismanvi sharmaNo ratings yet
- BaugsDocument10 pagesBaugsmarcoliveriniqzNo ratings yet
- Heat Transfer Equations and Critical Insulation RadiusDocument18 pagesHeat Transfer Equations and Critical Insulation RadiusPon ShanmugakumarNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- Corrosion of Cast Aluminum Alloys in Engine Coolants Under Heat-Rejecting ConditionsDocument4 pagesCorrosion of Cast Aluminum Alloys in Engine Coolants Under Heat-Rejecting ConditionsInsumos GygNo ratings yet
- Laboratory 9 - Soil Classification Accdg To AASHTO and USCSDocument3 pagesLaboratory 9 - Soil Classification Accdg To AASHTO and USCSVincent GuiaNo ratings yet
- 260.equipment For Decentralized Cold Pressing of Oil SeedsDocument40 pages260.equipment For Decentralized Cold Pressing of Oil SeedsJhon SyalfiandyNo ratings yet
- Fire Watch Training PDFDocument41 pagesFire Watch Training PDFHamdi Rafiek83% (23)