You might also like
- Improving Unhappy Workers with Cause & Effect DiagramDocument6 pagesImproving Unhappy Workers with Cause & Effect DiagramPradeepLokhandeNo ratings yet
- Mod 07 Tons of MCQDocument176 pagesMod 07 Tons of MCQhw_ngNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- 50, 50 Special, 51, and 55: Workshop ManualDocument58 pages50, 50 Special, 51, and 55: Workshop ManualRobNo ratings yet
- Brochure Under Sleeper Pads For Ballasted Track enDocument16 pagesBrochure Under Sleeper Pads For Ballasted Track ensorinarseneNo ratings yet
- Mig Welding Mastery PDFDocument31 pagesMig Welding Mastery PDFCarlos SosaNo ratings yet
- The British Era: Faculty of Law Session 2017/2018Document48 pagesThe British Era: Faculty of Law Session 2017/2018Juin KerkNo ratings yet
- Five Thinking Styles According to BramsonDocument5 pagesFive Thinking Styles According to BramsonEthan LawNo ratings yet
- Us Army Vehicle Recovery ManualDocument10 pagesUs Army Vehicle Recovery ManualJoeNo ratings yet
- 200 2013 2.4LDocument263 pages200 2013 2.4LJuan Alexis Lamas OrtegaNo ratings yet
- The Manifold Pressure Gauge.-The Gauge Is A Absolute Vacuum PressureDocument5 pagesThe Manifold Pressure Gauge.-The Gauge Is A Absolute Vacuum PressureAngel Moreno PaicoNo ratings yet
- Sheet Metal StructuresDocument40 pagesSheet Metal StructuresVandane ReyesNo ratings yet
- Sheet Metal Structures Question and AnswerDocument18 pagesSheet Metal Structures Question and AnswerRafi Aman AeroNo ratings yet
- Sheet Metal and Non MetallicDocument28 pagesSheet Metal and Non MetallicIrish Joy ValdehuezaNo ratings yet
- Welding Inspection Multi-Choice QuestionsDocument15 pagesWelding Inspection Multi-Choice Questionsniminkp123100% (1)
- Bolted ConnectionDocument9 pagesBolted ConnectionAbdulqader SheikhalzoorNo ratings yet
- Introduction-Design-Guide 2Document16 pagesIntroduction-Design-Guide 2Sutha100% (1)
- Reinforcing Bar CouplersDocument9 pagesReinforcing Bar CouplersAWAKSEORANGNo ratings yet
- Ford Spot Weld SpecDocument12 pagesFord Spot Weld SpecJonathan Davies0% (1)
- Steel Structures Fasteners GuideDocument34 pagesSteel Structures Fasteners GuideEmreNo ratings yet
- Hardware and MaterialDocument36 pagesHardware and MaterialBodkarNo ratings yet
- Chap 03-Rotary Percussive Drilling Accessories PDFDocument12 pagesChap 03-Rotary Percussive Drilling Accessories PDFpnakurNo ratings yet
- Diagnostic Exam for Aeronautical Engineering StudentsDocument4 pagesDiagnostic Exam for Aeronautical Engineering StudentsBerns DulamNo ratings yet
- Wi Cswip 3.1 Part 21Document8 pagesWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahNo ratings yet
- ASME PCC-2 Repair MethodsDocument15 pagesASME PCC-2 Repair Methodsajaysharma_100975% (4)
- Connection Design - Its Role in Steel DetailingDocument9 pagesConnection Design - Its Role in Steel DetailingEduardo De Castro Cruz Jr.No ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Final Exam (Open) : InstructionsDocument8 pagesFinal Exam (Open) : InstructionssujadevNo ratings yet
- 1 API 653 Memories Sept 2012Document20 pages1 API 653 Memories Sept 2012majid100% (1)
- Grounding: in This SectionDocument38 pagesGrounding: in This SectionOtrebor SelaznogNo ratings yet
- RC Detailing To EuroCode 2Document39 pagesRC Detailing To EuroCode 2ahmadNo ratings yet
- ASME - PCC-2 - Study - Guide - 510Document48 pagesASME - PCC-2 - Study - Guide - 510MAT-LIONNo ratings yet
- RUDDER AND RUDDER STOCK INSPECTION GUIDEDocument12 pagesRUDDER AND RUDDER STOCK INSPECTION GUIDEJORGENo ratings yet
- Connection - Bolt 2022Document80 pagesConnection - Bolt 2022LUGHANO NGAJILONo ratings yet
- 3Document8 pages3Muhammad HannanNo ratings yet
- Grub Screws: British Standards Institution British Standard Specifications ForDocument2 pagesGrub Screws: British Standards Institution British Standard Specifications ForXTINGO MAINANo ratings yet
- Att 2 - EdsDocument30 pagesAtt 2 - Eds정동현No ratings yet
- Chapter - E12: Requirements of Auxiliary Items Aluminium Tubular ConductorDocument10 pagesChapter - E12: Requirements of Auxiliary Items Aluminium Tubular ConductorvenkateshbitraNo ratings yet
- Needle Cages and Roller Cages: ConstructionDocument12 pagesNeedle Cages and Roller Cages: ConstructionMohan Kumar MathrubaiNo ratings yet
- Draft Barbed Wire Is CodeDocument7 pagesDraft Barbed Wire Is Codekavi_prakash6992No ratings yet
- Backing & RetainerDocument4 pagesBacking & RetainersatraheNo ratings yet
- ASTM B828 Cobre Soldering PDFDocument7 pagesASTM B828 Cobre Soldering PDFFranco Guillermo Huanca ZuñigaNo ratings yet
- Tema EnqDocument24 pagesTema Enqabhishek198327No ratings yet
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- ASME Code Calculations For Companion FlangesDocument9 pagesASME Code Calculations For Companion FlangesKamlesh DalavadiNo ratings yet
- CE 442 Assignment 3 Steel Design ProblemsDocument1 pageCE 442 Assignment 3 Steel Design Problemssibalon.markryanNo ratings yet
- Msts Study Guide Asme Pcc-2Document40 pagesMsts Study Guide Asme Pcc-2jpwhyteincNo ratings yet
- Equipment Design Chapter 3Document30 pagesEquipment Design Chapter 3Miguel Magat JovesNo ratings yet
- Form Deck General Information GuideDocument15 pagesForm Deck General Information Guideภูชี้ฟ้า ดอยผาตั้งNo ratings yet
- Chain Link FenceDocument8 pagesChain Link FenceJay ChimchomeNo ratings yet
- Catalogo Dk-Lok Dklok80pDocument80 pagesCatalogo Dk-Lok Dklok80pMaik AmayaNo ratings yet
- Doblez en Frio Rmin - AISCDocument1 pageDoblez en Frio Rmin - AISCPercy TorresNo ratings yet
- Structural Connections: Head D Shank D DDocument9 pagesStructural Connections: Head D Shank D DHaftom GebreegziabiherNo ratings yet
- Zn-Ni coating passivation steel corrosion protectionDocument5 pagesZn-Ni coating passivation steel corrosion protectionPaulo Henrique NascimentoNo ratings yet
- Conduiting WorkDocument24 pagesConduiting Worknaam9No ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- Minara District A, Stage 2: Badrah DevelopmentDocument4 pagesMinara District A, Stage 2: Badrah DevelopmentCody TillmanNo ratings yet
- Air FoilsDocument12 pagesAir Foilsaerogem618No ratings yet
- Section 1.11 Hydraulic System AccumulatorsDocument3 pagesSection 1.11 Hydraulic System Accumulatorsaerogem618No ratings yet
- Aerodynamics Class 5 HELICOPTERDocument29 pagesAerodynamics Class 5 HELICOPTERaerogem618No ratings yet
- Aerodynamics Class 5 HELICOPTERDocument29 pagesAerodynamics Class 5 HELICOPTERaerogem618No ratings yet
- Section 1.9 Hydraulic System Check ValvesDocument2 pagesSection 1.9 Hydraulic System Check Valvesaerogem618No ratings yet
- Section 1.15 Flow ConditionsDocument2 pagesSection 1.15 Flow Conditionsaerogem618No ratings yet
- Basic AerodynamicsDocument151 pagesBasic Aerodynamicsaerogem618100% (3)
- The Continuity EquationDocument5 pagesThe Continuity Equationaerogem618No ratings yet
- Force on Flat & Curved Plates: Aerodynamic FormulasDocument4 pagesForce on Flat & Curved Plates: Aerodynamic Formulasaerogem618No ratings yet
- Section 1.14 Flow ControlDocument4 pagesSection 1.14 Flow Controlaerogem618No ratings yet
- Lesson AerodynamicsDocument113 pagesLesson AerodynamicsShermeen Khan100% (1)
- Section 1.8 Aircraft Hydraulic System Power PumpsDocument5 pagesSection 1.8 Aircraft Hydraulic System Power Pumpsaerogem618100% (1)
- Momentum EqnDocument8 pagesMomentum Eqnaerogem618No ratings yet
- Shear and Bending Moment in BeamsDocument2 pagesShear and Bending Moment in Beamsaerogem618No ratings yet
- Hydraulic Hand Pump Functions & TypesDocument4 pagesHydraulic Hand Pump Functions & Typesaerogem618No ratings yet
- Section 1.12 Pressure Regulation in Hydraulic SystemsDocument3 pagesSection 1.12 Pressure Regulation in Hydraulic Systemsaerogem618100% (1)
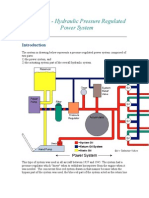
- Section 1.4 Hydraulic Pressure Regulated Power SystemDocument2 pagesSection 1.4 Hydraulic Pressure Regulated Power Systemaerogem618No ratings yet
- Section 1.7 Pressurized ReserviorsDocument2 pagesSection 1.7 Pressurized Reserviorsaerogem618No ratings yet
- Section 1.5 Aircraft Hydraulic System Reservior DesignDocument3 pagesSection 1.5 Aircraft Hydraulic System Reservior Designaerogem618No ratings yet
- Section 1.4 Hydraulic Pressure Regulated Power SystemDocument2 pagesSection 1.4 Hydraulic Pressure Regulated Power Systemaerogem618No ratings yet
- Section 1.10 Pressure ControlDocument4 pagesSection 1.10 Pressure Controlaerogem618No ratings yet
- Section 1.6 CavitationDocument2 pagesSection 1.6 Cavitationaerogem618No ratings yet
- Section 1.3 Hydraulic System Power RequirementDocument4 pagesSection 1.3 Hydraulic System Power Requirementaerogem618No ratings yet
- Section 1.2 Hydraulic System Principle and OperationDocument4 pagesSection 1.2 Hydraulic System Principle and Operationaerogem618No ratings yet
- Section 1.1 Introduction To Aircraft HydraulicsDocument2 pagesSection 1.1 Introduction To Aircraft Hydraulicsaerogem6180% (1)
- Engineering Mathematics 2010 SolutionsDocument10 pagesEngineering Mathematics 2010 Solutionsaerogem618No ratings yet
- 9/27/01 AC 43.13-1B CHG 1: Figure 12-5. Pitot/static System For A Small AircraftDocument5 pages9/27/01 AC 43.13-1B CHG 1: Figure 12-5. Pitot/static System For A Small Aircraftaerogem618No ratings yet
- Flight Mechanics Airfoil TitleDocument4 pagesFlight Mechanics Airfoil Titleaerogem618No ratings yet
- Flight Mechanics Airfoil TitleDocument4 pagesFlight Mechanics Airfoil Titleaerogem618No ratings yet
- Anuj Nijhon - The Toyota WayDocument35 pagesAnuj Nijhon - The Toyota WayAnuj NijhonNo ratings yet
- MMCA Kazcomak2019 Ex-List EngDocument9 pagesMMCA Kazcomak2019 Ex-List Engadamin biriNo ratings yet
- DSDM For ScrumDocument22 pagesDSDM For ScrumKarolinaNo ratings yet
- Project 3Document18 pagesProject 3Jay ParekhNo ratings yet
- Carrying Channel (1 1/2" X 0.6mm X 5m)Document1 pageCarrying Channel (1 1/2" X 0.6mm X 5m)Carl LeonardoNo ratings yet
- Certified CMMI Associate Exam ResultsDocument8 pagesCertified CMMI Associate Exam ResultsDaniel Softjoy MontjoyNo ratings yet
- 18.5Document32 pages18.5andresfido123No ratings yet
- BigFix User GuideDocument29 pagesBigFix User GuidepriteshjNo ratings yet
- Sample Theme Presentation For 30th Ala MayarDocument12 pagesSample Theme Presentation For 30th Ala Mayarhermain khanNo ratings yet
- Adobe Case Study - DTI Intelligent DocumentsDocument3 pagesAdobe Case Study - DTI Intelligent DocumentsrpcooperNo ratings yet
- CEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Document1 pageCEB 1043 Principles of Chemical Engineering Tutorial 3 (CLO1, C1:PO1Nur KamiliaNo ratings yet
- LT Switchgear Panel, DCDB & LDB Quote for Lubrizol Dahej ProjectDocument3 pagesLT Switchgear Panel, DCDB & LDB Quote for Lubrizol Dahej ProjectSharafat AliNo ratings yet
- Man Co4 Lo1 AssessmentDocument3 pagesMan Co4 Lo1 AssessmentHarshwardhan KhardeNo ratings yet
- Hexagon Head Screw ISO 4017 - M8 X 20 - 5.6Document1 pageHexagon Head Screw ISO 4017 - M8 X 20 - 5.6Cbh FastenersNo ratings yet
- BS en 10137-3-1996Document14 pagesBS en 10137-3-1996Martijn GrootNo ratings yet
- Microsoft Dynamics Ax InstallationDocument22 pagesMicrosoft Dynamics Ax InstallationsacchishuklaNo ratings yet
- Fluid Flow Mean Velocity and Pipe Diameter For Known Flow RateDocument10 pagesFluid Flow Mean Velocity and Pipe Diameter For Known Flow Ratefaisal mahmood azamNo ratings yet
- Master Planning Process Diagram - Google SearchDocument3 pagesMaster Planning Process Diagram - Google SearchKevin RotichNo ratings yet
- (BS en 772-11-2000) - Methods of Test For Masonry Units. Determination of Water Absorption of Aggregate Concrete, Manufactured Stone and Natural Stone Masonry Units DDocument10 pages(BS en 772-11-2000) - Methods of Test For Masonry Units. Determination of Water Absorption of Aggregate Concrete, Manufactured Stone and Natural Stone Masonry Units DStacy WilsonNo ratings yet
- Theories EssayDocument11 pagesTheories EssayNaim Ahmad MukifNo ratings yet
- HP UX Support DetailsDocument18 pagesHP UX Support DetailsVidhu Ranjan GopalNo ratings yet
- Manual CompletoDocument442 pagesManual CompletoManuel Rodrigo Cortés VásquezNo ratings yet
- MasterControl Supplier Management SoftwareDocument2 pagesMasterControl Supplier Management SoftwaremastercontroldotcomNo ratings yet
- Clextra For Project ManagementDocument9 pagesClextra For Project ManagementCasper AbrahamNo ratings yet
- Stacbloc BrochureDocument4 pagesStacbloc Brochuresathish77sNo ratings yet
- Maine Industrial Tire v. T.Y Cushion TireDocument28 pagesMaine Industrial Tire v. T.Y Cushion TirePriorSmartNo ratings yet
- Satyam Company ProfileDocument7 pagesSatyam Company ProfileArghya GuhaNo ratings yet
- Police Log November 23, 2015Document12 pagesPolice Log November 23, 2015MansfieldMAPoliceNo ratings yet
- Oil and Gas Guide James WalkerDocument72 pagesOil and Gas Guide James WalkermtfrvtNo ratings yet
- Crochet Impkins: Over a million possible combinations! Yes, really!From EverandCrochet Impkins: Over a million possible combinations! Yes, really!Rating: 4.5 out of 5 stars4.5/5 (9)
- Sri Yantra with Golden Ratio Triangle and InscriptionsFrom EverandSri Yantra with Golden Ratio Triangle and InscriptionsRating: 5 out of 5 stars5/5 (1)
- The Martha Manual: How to Do (Almost) EverythingFrom EverandThe Martha Manual: How to Do (Almost) EverythingRating: 4 out of 5 stars4/5 (11)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiFrom Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiRating: 5 out of 5 stars5/5 (2)
- Sew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsFrom EverandSew Bags: The Practical Guide to Making Purses, Totes, Clutches & More; 13 Skill-Building ProjectsRating: 5 out of 5 stars5/5 (3)
- Knitting for Anarchists: The What, Why and How of KnittingFrom EverandKnitting for Anarchists: The What, Why and How of KnittingRating: 4 out of 5 stars4/5 (51)
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesFrom Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesNo ratings yet
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionFrom EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionRating: 4.5 out of 5 stars4.5/5 (23)
- Martha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeFrom EverandMartha Stewart's Very Good Things: Clever Tips & Genius Ideas for an Easier, More Enjoyable LifeNo ratings yet
- Edward's Menagerie: The New Collection: 50 animal patterns to learn to crochetFrom EverandEdward's Menagerie: The New Collection: 50 animal patterns to learn to crochetRating: 3.5 out of 5 stars3.5/5 (4)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksFrom EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksNo ratings yet
- Irene Strange's Curious Crochet Creatures: Amazing amigurumi patterns for wonderfully weird animalsFrom EverandIrene Strange's Curious Crochet Creatures: Amazing amigurumi patterns for wonderfully weird animalsRating: 5 out of 5 stars5/5 (2)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsFrom EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsRating: 1.5 out of 5 stars1.5/5 (3)
- Handmade: Creative Focus in the Age of DistractionFrom EverandHandmade: Creative Focus in the Age of DistractionRating: 4.5 out of 5 stars4.5/5 (25)
- Too Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreFrom EverandToo Cute Amigurumi: 30 Crochet Patterns for Adorable Animals, Playful Plants, Sweet Treats and MoreRating: 5 out of 5 stars5/5 (2)
- The Basics of Corset Building: A Handbook for BeginnersFrom EverandThe Basics of Corset Building: A Handbook for BeginnersRating: 4.5 out of 5 stars4.5/5 (17)
- Creative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsFrom EverandCreative Stitches for Contemporary Embroidery: Visual Guide to 120 Essential Stitches for Stunning DesignsRating: 4.5 out of 5 stars4.5/5 (2)
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastFrom EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastRating: 5 out of 5 stars5/5 (1)
- Crochet Collage Garden: 100 patterns for crochet flowers, plants and petalsFrom EverandCrochet Collage Garden: 100 patterns for crochet flowers, plants and petalsRating: 5 out of 5 stars5/5 (1)
- Celestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesFrom EverandCelestial Watercolor: Learn to Paint the Zodiac Constellations and Seasonal Night SkiesRating: 3.5 out of 5 stars3.5/5 (6)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiFrom EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiRating: 4 out of 5 stars4/5 (3)
- Crochet: Fun & Easy Patterns For BeginnersFrom EverandCrochet: Fun & Easy Patterns For BeginnersRating: 5 out of 5 stars5/5 (3)
- Coloring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesFrom EverandColoring Book for Adults & Grown Ups : An Easy & Quick Guide to Mastering Coloring for Stress Relieving Relaxation & Health Today!: The Stress Relieving Adult Coloring PagesRating: 2 out of 5 stars2/5 (12)
- Sharpie Art Workshop: Techniques & Ideas for Transforming Your WorldFrom EverandSharpie Art Workshop: Techniques & Ideas for Transforming Your WorldRating: 3 out of 5 stars3/5 (16)
- Edward's Menagerie: Dogs: 50 canine crochet patternsFrom EverandEdward's Menagerie: Dogs: 50 canine crochet patternsRating: 3 out of 5 stars3/5 (5)
- Learn to Crochet Granny Squares and Flower Motifs: 26 projects to get you startedFrom EverandLearn to Crochet Granny Squares and Flower Motifs: 26 projects to get you startedNo ratings yet
- Soap Making Guide With Recipes: DIY Homemade Soapmaking Made Easy: DIY Homemade Soapmaking Made EasyFrom EverandSoap Making Guide With Recipes: DIY Homemade Soapmaking Made Easy: DIY Homemade Soapmaking Made EasyRating: 4.5 out of 5 stars4.5/5 (17)
- Playful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsFrom EverandPlayful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsRating: 3.5 out of 5 stars3.5/5 (3)
- Granny Square Crochet for Beginners US VersionFrom EverandGranny Square Crochet for Beginners US VersionRating: 5 out of 5 stars5/5 (4)