You might also like
- Petroleum Engineers Handbook, Part 1Document434 pagesPetroleum Engineers Handbook, Part 1MaryJane Ayisha Sado-Obah95% (19)
- Saeid Three Phase Separator and API 521 Flare KOD DesignDocument16 pagesSaeid Three Phase Separator and API 521 Flare KOD DesignNila Gama100% (1)
- Quantifying Oil - Water Separation Performance in Three-Phase Separators-Part 1.PDF - ImportantDocument12 pagesQuantifying Oil - Water Separation Performance in Three-Phase Separators-Part 1.PDF - ImportantmofiyinfoluNo ratings yet
- Week 2-Oilwater Separators Working PrinciplesDocument12 pagesWeek 2-Oilwater Separators Working PrinciplesCriswin Malazarte100% (1)
- Production OptimisationDocument136 pagesProduction OptimisationMaryJane Ayisha Sado-ObahNo ratings yet
- 2 3 Phase Separation SystemDocument14 pages2 3 Phase Separation SystemDodiya Nikunj100% (1)
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- Cooling Tower ComparisonDocument4 pagesCooling Tower ComparisonKiran DasNo ratings yet
- 13-391 Strainers Datasheet - GrottoDocument3 pages13-391 Strainers Datasheet - GrottoAniket GaikwadNo ratings yet
- Equipment DesignDocument8 pagesEquipment Designnirmal_subudhiNo ratings yet
- Chap3 - Seperators and Seperation TechniquesDocument37 pagesChap3 - Seperators and Seperation Techniquesghgh140No ratings yet
- Horizontal SeparatorDocument16 pagesHorizontal SeparatorMaryJane Ayisha Sado-Obah100% (1)
- 2 Phase Seperator PDFDocument66 pages2 Phase Seperator PDFKanthan DevanNo ratings yet
- Gas Line Sizing Rev1Document11 pagesGas Line Sizing Rev1Sermsak LimpadapunNo ratings yet
- Oil and Gas Production Surface Facility Design SoftwareDocument7 pagesOil and Gas Production Surface Facility Design SoftwareLeonardo Chávez0% (2)
- Oil/Water Separators: T P: O WDocument4 pagesOil/Water Separators: T P: O Wvgogulakrishnan100% (1)
- Flare SystemDocument60 pagesFlare Systemmmairaja100% (1)
- Selection of Separator With BootDocument2 pagesSelection of Separator With BootMaryJane Ayisha Sado-ObahNo ratings yet
- Selection of Separator With BootDocument2 pagesSelection of Separator With BootMaryJane Ayisha Sado-ObahNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Size 3-Phase SeparatorDocument5 pagesSize 3-Phase SeparatorMaryJane Ayisha Sado-Obah100% (1)
- CNPCIC Field Production Test Separator GuideDocument18 pagesCNPCIC Field Production Test Separator Guidesalahadine maideNo ratings yet
- PSV Sizing (Liquid)Document2 pagesPSV Sizing (Liquid)Saeid Rahimi Mofrad50% (2)
- Separator SizingDocument26 pagesSeparator SizingToyinNo ratings yet
- There Phase Oil Water Gas SeparatorsDocument6 pagesThere Phase Oil Water Gas SeparatorsHAMZA GUERFI100% (1)
- Horizontal Three Phase Separator DesignDocument5 pagesHorizontal Three Phase Separator DesignAymen KhlifiNo ratings yet
- Liquid Line SizingDocument6 pagesLiquid Line SizingManoj KumarNo ratings yet
- Separator & Production FacilitiesDocument11 pagesSeparator & Production FacilitiestumiNo ratings yet
- Separator SizingDocument7 pagesSeparator SizingMadhankumar LakshmipathyNo ratings yet
- Oil Service S.R.L. Oil Service S.R.L. Oil Service S.R.L. Oil Service S.R.LDocument155 pagesOil Service S.R.L. Oil Service S.R.L. Oil Service S.R.L. Oil Service S.R.LAirpowerService100% (1)
- Natural Gas Processing Separator TechniquesDocument37 pagesNatural Gas Processing Separator TechniquestahaNo ratings yet
- Guide For Vessel Sizing PDFDocument24 pagesGuide For Vessel Sizing PDFManish542No ratings yet
- Three Phase Separators ExplainedDocument6 pagesThree Phase Separators ExplainedJatin RamboNo ratings yet
- Oil and Gas SeparatorsDocument8 pagesOil and Gas SeparatorsMaryJane Ayisha Sado-ObahNo ratings yet
- Membrane Separation UnitDocument17 pagesMembrane Separation UnitAnonymous NyvKBW100% (2)
- MP Separator1Document2 pagesMP Separator1ToyinNo ratings yet
- High Gas Volume Vertical Knock-Out Drum Liquid RemovalDocument3 pagesHigh Gas Volume Vertical Knock-Out Drum Liquid RemovalArynda Dimas SadewoNo ratings yet
- Seperator Sizing Sheet (Ken Arnold)Document2 pagesSeperator Sizing Sheet (Ken Arnold)Hani KirmaniNo ratings yet
- LNG Value ChainDocument8 pagesLNG Value ChaindishankmpatelNo ratings yet
- CNG Specs - Iso 15403Document20 pagesCNG Specs - Iso 15403Shasahank JoshiNo ratings yet
- Separation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringDocument42 pagesSeparation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringHemenMoNo ratings yet
- Horizontal Three Phase Separator Sizing CalculationDocument3 pagesHorizontal Three Phase Separator Sizing CalculationDazzy 265No ratings yet
- Chem 31.1 Midterms Reviewer Experiment 1: Solubility of Organic CompoundsDocument6 pagesChem 31.1 Midterms Reviewer Experiment 1: Solubility of Organic CompoundsSteffi GatdulaNo ratings yet
- Design Basis KLMDocument19 pagesDesign Basis KLMKVRamananNo ratings yet
- Volume and Wetted Area of Partially Filled Horizontal VesselsDocument11 pagesVolume and Wetted Area of Partially Filled Horizontal VesselsMelvin MagbanuaNo ratings yet
- Separator Sizing and DesignDocument44 pagesSeparator Sizing and DesignKay EenNo ratings yet
- Vertical Separator SizingDocument8 pagesVertical Separator SizingAnonymous yLPPdPwNo ratings yet
- Mixer SizingDocument0 pagesMixer SizingIlija RunjajicNo ratings yet
- Two Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Document1 pageTwo Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Vu TranNo ratings yet
- Dubai Offshore Oilfields SummaryDocument7 pagesDubai Offshore Oilfields SummaryRachit KediaNo ratings yet
- Plant Wide Simulation Using The Free Chemical Process Simulator Sim42: Natural Gas Separation and ReformingDocument10 pagesPlant Wide Simulation Using The Free Chemical Process Simulator Sim42: Natural Gas Separation and ReformingAdilson J. de AssisNo ratings yet
- WATSON Separator 1Document31 pagesWATSON Separator 1Apriliana DwijayantiNo ratings yet
- Introduction to Separators: Key Concepts and Design Factors in 40 CharactersDocument37 pagesIntroduction to Separators: Key Concepts and Design Factors in 40 Charactersjps21No ratings yet
- Comparison of Three Methods For Natural Gas Dehydration PDFDocument6 pagesComparison of Three Methods For Natural Gas Dehydration PDFSanaNo ratings yet
- Oil and Gas SeparatorsDocument23 pagesOil and Gas SeparatorsSofea Hanom NordinNo ratings yet
- Cvts - Tag No. Mpt-tv-4161Document2 pagesCvts - Tag No. Mpt-tv-4161biswasdipankar05No ratings yet
- Control Valve Failure Relief Rate - Liquid ServiceDocument2 pagesControl Valve Failure Relief Rate - Liquid ServiceSaeid Rahimi MofradNo ratings yet
- Vertical SeparatorDocument38 pagesVertical SeparatorSaidFerdjallahNo ratings yet
- Tube Rupture Relief CalculationDocument1 pageTube Rupture Relief CalculationAmin RoisNo ratings yet
- Three Phase Separator Sizing - Bucket & PipeDocument2 pagesThree Phase Separator Sizing - Bucket & PipeSaeid Rahimi MofradNo ratings yet
- Article For GV PDFDocument9 pagesArticle For GV PDFKuldeep28883No ratings yet
- Sample Problem StatementDocument2 pagesSample Problem Statementsunildubey02No ratings yet
- Catalogo AxensDocument9 pagesCatalogo AxensDiego1980bNo ratings yet
- Dew Point TurboexpanderDocument18 pagesDew Point TurboexpanderGus Zalles ArrietaNo ratings yet
- Separator SizingDocument16 pagesSeparator SizingMichael J. BaneNo ratings yet
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Document36 pagesProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaNo ratings yet
- Thermosyphon Reboiler (Horizontal) GPSADocument6 pagesThermosyphon Reboiler (Horizontal) GPSAsyamsudin2006No ratings yet
- Datasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsDocument1 pageDatasheet For PACE Mist Eliminator/s (Demister) : Existing DetailsAnonymous LLLK3pq50% (2)
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicsMichael HaiseNo ratings yet
- Horizontal Three Phase SeparatorDocument1 pageHorizontal Three Phase SeparatorsandeepNo ratings yet
- Plate Type Wet ScrubberDocument6 pagesPlate Type Wet ScrubberRoger IsidoreNo ratings yet
- Pump CalcDocument1 pagePump CalcMoch WildanNo ratings yet
- KIRK Sep-Calc SoftwareDocument4 pagesKIRK Sep-Calc Softwaredhl_tuNo ratings yet
- Tube Rupture (Two Phase-Omega Method)Document1 pageTube Rupture (Two Phase-Omega Method)Saeid Rahimi MofradNo ratings yet
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pages2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNo ratings yet
- Heater Treater Spec SheetDocument2 pagesHeater Treater Spec SheetDayo IdowuNo ratings yet
- The Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating MethodsDocument4 pagesThe Lease Pumper Testing, Treating, and Selling Crude Oil Section B Methods Used To Treat BS&W B-1. Overview of Treating Methodsgad48050% (2)
- Separator Sizing SpreadsheetDocument10 pagesSeparator Sizing SpreadsheetEmmanuel ByensitaNo ratings yet
- Chapter 1&2&3&4&5Document51 pagesChapter 1&2&3&4&5esraaoraby24No ratings yet
- 331ab Capex Opex CalculateDocument12 pages331ab Capex Opex CalculateStewart CoronadoNo ratings yet
- Example Using The New Model Model With BootDocument9 pagesExample Using The New Model Model With BootMaryJane Ayisha Sado-ObahNo ratings yet
- Brent Oil Datas PDFDocument1 pageBrent Oil Datas PDFMaryJane Ayisha Sado-Obah100% (1)
- CEE Interstate Natural Gas Quality Specifications and InterchangeabilityDocument52 pagesCEE Interstate Natural Gas Quality Specifications and InterchangeabilitytimmccmdNo ratings yet
- Development of A User Friendly Computer Program For Designing Conventional Oilfield Separators PDFDocument14 pagesDevelopment of A User Friendly Computer Program For Designing Conventional Oilfield Separators PDFMaryJane Ayisha Sado-ObahNo ratings yet
- AbstractDocument1 pageAbstractMaryJane Ayisha Sado-ObahNo ratings yet
- AbstractDocument1 pageAbstractMaryJane Ayisha Sado-ObahNo ratings yet
- Component of A SeparatorDocument1 pageComponent of A SeparatorMaryJane Ayisha Sado-ObahNo ratings yet
- Production of High Quality Base Oils by Using Catalytic Dewaxing TechnologyDocument18 pagesProduction of High Quality Base Oils by Using Catalytic Dewaxing Technologyfarah al-sudaniNo ratings yet
- Casuzagtfpayh - At: ChatsfyamfDocument4 pagesCasuzagtfpayh - At: ChatsfyamfAniket AmbatkarNo ratings yet
- Chem Chap 4 PDFDocument62 pagesChem Chap 4 PDFNur Husnina HussinNo ratings yet
- Iec Hazardous Locations Certification DocumentsDocument2 pagesIec Hazardous Locations Certification DocumentsbubuluqNo ratings yet
- 11 Chemistry Test Paper ch7 1Document3 pages11 Chemistry Test Paper ch7 1Tr Mazhar PunjabiNo ratings yet
- Coal Gasification Comparison for Methanol ProductionDocument19 pagesCoal Gasification Comparison for Methanol ProductionRafael DamarNo ratings yet
- Flash and Fire Point of Lubricant ExperimentDocument5 pagesFlash and Fire Point of Lubricant ExperimentShanti Kiran Z100% (1)
- Effusion / Corrosion For PTFE Hose Assemblies: Technical BulletinDocument3 pagesEffusion / Corrosion For PTFE Hose Assemblies: Technical BulletinmikeNo ratings yet
- BoilerDocument3 pagesBoilerTerry YongNo ratings yet
- Condensed Flare DatasheetDocument4 pagesCondensed Flare Datasheetbraviross_418157489No ratings yet
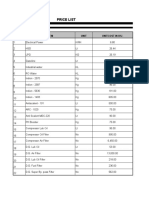
- Price List: S.No Item Unit Unitcost in RSDocument7 pagesPrice List: S.No Item Unit Unitcost in RSamitans2003No ratings yet
- Hydrogen As A Alternative FuelsDocument78 pagesHydrogen As A Alternative FuelsSwapnil PatilNo ratings yet
- Project Manager Oversees 21 Deliverables for Pipeline EngineeringDocument2 pagesProject Manager Oversees 21 Deliverables for Pipeline EngineeringJosua100% (2)
- Classifying Wells - Vertical, Deviated & HorizontalDocument12 pagesClassifying Wells - Vertical, Deviated & Horizontalsravya sriNo ratings yet
- Distillation All Utility CalculationDocument9 pagesDistillation All Utility CalculationSurajit dasNo ratings yet
- Gestra: Special Equipment and Vessels For Heat RecoveryDocument15 pagesGestra: Special Equipment and Vessels For Heat RecoveryMarco Pacheco CallirgosNo ratings yet
- B) The Particles of A Suspension Will Sink Out If Left Over Time To RestDocument5 pagesB) The Particles of A Suspension Will Sink Out If Left Over Time To RestLunilyn OrtegaNo ratings yet
- CHEM2 - Week2 - Stoichiometry Part 2 PDFDocument18 pagesCHEM2 - Week2 - Stoichiometry Part 2 PDFHermione Shalimar Justice CaspeNo ratings yet