You might also like
- Shree Cement Beawar ReportDocument47 pagesShree Cement Beawar ReportEr Gaurav Shandilya100% (1)
- Inhalt Arc Furnace PhysicsDocument11 pagesInhalt Arc Furnace PhysicsDhirender Kapoor0% (1)
- Gassing of TransformersDocument68 pagesGassing of Transformersa_burhani83No ratings yet
- Power System Design For High-Power Electric Smelting and Melting FurnacesDocument16 pagesPower System Design For High-Power Electric Smelting and Melting FurnacestatacpsNo ratings yet
- Vapormatic starters for slip ring motorsDocument8 pagesVapormatic starters for slip ring motorsAnil SankhlaNo ratings yet
- S7-1200 PID CompactDocument50 pagesS7-1200 PID Compactg10357801No ratings yet
- Automotive Electronics DesignDocument270 pagesAutomotive Electronics Designcuick83% (6)
- Electric FurnacesDocument308 pagesElectric FurnacesAlbertus Thomas67% (3)
- Electric Arc Furnace ModelingDocument6 pagesElectric Arc Furnace ModelingDanialMdNoorNo ratings yet
- Fundamentals of HV Circuit-BreakersDocument22 pagesFundamentals of HV Circuit-BreakersBastian OspinaNo ratings yet
- Unbalanced VoltagesDocument9 pagesUnbalanced Voltagesparlin71No ratings yet
- Training 1 LF IntroductionDocument14 pagesTraining 1 LF IntroductionprasenjitsayantanNo ratings yet
- ROLLING MILL POWER CALCULATIONDocument3 pagesROLLING MILL POWER CALCULATIONMai Osama100% (1)
- EAF Energy Optimization at Nucor YamatoDocument11 pagesEAF Energy Optimization at Nucor YamatoAdmon Automation100% (2)
- Pioneer's liquid resistance rheostats enable smooth motor controlDocument3 pagesPioneer's liquid resistance rheostats enable smooth motor controlHarun ARIKNo ratings yet
- PT 9017 P3 Dissimilar en PDFDocument6 pagesPT 9017 P3 Dissimilar en PDFMarioNo ratings yet
- Energy Conservation in Iron Casting IndustryDocument78 pagesEnergy Conservation in Iron Casting IndustryPushkar KhannaNo ratings yet
- Avoiding Flashover in Medium-Voltage SwitchgearDocument7 pagesAvoiding Flashover in Medium-Voltage SwitchgearJuvencio MolinaNo ratings yet
- Electrical SteelDocument193 pagesElectrical SteelpavanupadhyeNo ratings yet
- Introduction to Slag Fundamentals Under 40 CharactersDocument38 pagesIntroduction to Slag Fundamentals Under 40 CharactersNicole Altamirano Catalán100% (1)
- CBIP2010 Considerations and Methods For Effective FBT PDFDocument12 pagesCBIP2010 Considerations and Methods For Effective FBT PDFeagles1109No ratings yet
- MV Design Guide PDFDocument83 pagesMV Design Guide PDFClaro Dal PianNo ratings yet
- Effect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFDocument5 pagesEffect of Electrode Regulation System On Arc Parameters in Furnace Operation PDFSunil KumarNo ratings yet
- The Importance of Stator Core Loss Testing Before and After Burn-Off ProcessDocument2 pagesThe Importance of Stator Core Loss Testing Before and After Burn-Off Processjoseonofre26No ratings yet
- Transformer Design DifferencesDocument22 pagesTransformer Design DifferencesSurabhi KatochNo ratings yet
- Manual 26260: Governing Fundamentals and Power ManagementDocument76 pagesManual 26260: Governing Fundamentals and Power Managementmarius_1959No ratings yet
- Fundamental Principles of Transformer Thermal Loading and ProtectionDocument14 pagesFundamental Principles of Transformer Thermal Loading and ProtectionkankokwahNo ratings yet
- Professor Induction Column on Induction Coil FailuresDocument6 pagesProfessor Induction Column on Induction Coil FailuresajaydevbNo ratings yet
- The Study of Continuous Rolling Mill Inter-Stand T PDFDocument8 pagesThe Study of Continuous Rolling Mill Inter-Stand T PDFSantosh Kumar Pandey100% (1)
- Sizing of Induction MotorDocument22 pagesSizing of Induction MotorAswin SooriyaPrakasamNo ratings yet
- Training 2 LF FundamentalsDocument64 pagesTraining 2 LF Fundamentalsprasenjitsayantan100% (1)
- Molten 2016Document1,373 pagesMolten 2016Luis Alberto Perez AlvaradoNo ratings yet
- Product Bulletin: Freelance: Windows 10 Version 1703 and 1709, Freelance Engineering Does Not StartDocument3 pagesProduct Bulletin: Freelance: Windows 10 Version 1703 and 1709, Freelance Engineering Does Not StartFabio Passos GuimaraesNo ratings yet
- View Points of Tata Steel on Revision of Threshold Value of Iron OreDocument27 pagesView Points of Tata Steel on Revision of Threshold Value of Iron OreMuneerNo ratings yet
- Field Experience in Insulation Diagnosis of Industrial High Voltage Motors Using Dielectric Response TechniqueDocument4 pagesField Experience in Insulation Diagnosis of Industrial High Voltage Motors Using Dielectric Response TechniqueSuriyachakArchwichaiNo ratings yet
- Viscosity Models For Slag PDFDocument38 pagesViscosity Models For Slag PDFNicole Altamirano CatalánNo ratings yet
- The Case of Failed TransformerDocument84 pagesThe Case of Failed Transformerlbk50100% (1)
- Resistor Control of Wound Rotor MotorsDocument11 pagesResistor Control of Wound Rotor MotorsAndré LuizNo ratings yet
- Dimensions For Porcelain Transformer Bushings For Use in Heavily Polluted ATMOSPHERES 12/17.5 KV, 24 KV AND 36 KVDocument12 pagesDimensions For Porcelain Transformer Bushings For Use in Heavily Polluted ATMOSPHERES 12/17.5 KV, 24 KV AND 36 KVGnanavel G100% (1)
- Applying Models to Improve EAF Energy ConsumptionDocument10 pagesApplying Models to Improve EAF Energy Consumptionkrisna8154No ratings yet
- Output Filters Design GuideDocument41 pagesOutput Filters Design GuideKristopher BuckleNo ratings yet
- IEEE 2009 Paper - Active Stator Winding Thermal ProtectionDocument9 pagesIEEE 2009 Paper - Active Stator Winding Thermal Protectionviren72No ratings yet
- Steelmaking Optimization in Mini-MillsDocument13 pagesSteelmaking Optimization in Mini-MillsAdmon Automation100% (1)
- MITSUBISHI ELECTRIC POWER ENGINEERING SERVICESDocument4 pagesMITSUBISHI ELECTRIC POWER ENGINEERING SERVICESArnulfo LavaresNo ratings yet
- Magnetic Flux ControllersDocument13 pagesMagnetic Flux ControllersAnonymous hQ0bP5Fg8INo ratings yet
- Calculation of % Slip in Mill During Rolling by Ajmal (10.09.2014)Document15 pagesCalculation of % Slip in Mill During Rolling by Ajmal (10.09.2014)Rakesh Karan SinghNo ratings yet
- RTD and Thermocouple TransmittersDocument10 pagesRTD and Thermocouple TransmittersLenin PachecoNo ratings yet
- ABB KR Dry Type Transformer CatalogDocument16 pagesABB KR Dry Type Transformer CatalogGia Minh ĐỗNo ratings yet
- Hot Rolling Mill Hydraulic Gap Control (HGC) Thickness Control ImprovementDocument14 pagesHot Rolling Mill Hydraulic Gap Control (HGC) Thickness Control ImprovementAkram Kahli100% (1)
- Dictionary of Metal TerminologyDocument59 pagesDictionary of Metal TerminologyyogeshNo ratings yet
- Water TreeDocument94 pagesWater TreekeyurNo ratings yet
- AWG CatalogDocument388 pagesAWG CatalogCiel Aire100% (1)
- Islanding Scheme Operation: A Project Report OnDocument24 pagesIslanding Scheme Operation: A Project Report OnSooraj Surendran SugathaNo ratings yet
- Sliprings Carbon Brushes Turbo AlternatorsDocument20 pagesSliprings Carbon Brushes Turbo Alternatorsbigsteve9088No ratings yet
- Electric Drives System - PGDocument252 pagesElectric Drives System - PGKrishna SahooNo ratings yet
- CFBC Boiler Scale UpDocument14 pagesCFBC Boiler Scale UpBijoy B MenonNo ratings yet
- VCB Switching Furnace LoadDocument8 pagesVCB Switching Furnace LoadkrcdewanewNo ratings yet
- Arc Furnace - Electric - Arc - Furnace - Modelling - and - Contr PDFDocument12 pagesArc Furnace - Electric - Arc - Furnace - Modelling - and - Contr PDFsaiko_searchNo ratings yet
- Power Quality Issues of Electric Arc Furnace and Their Mitigations - A ReviewDocument20 pagesPower Quality Issues of Electric Arc Furnace and Their Mitigations - A ReviewIJAERS JOURNALNo ratings yet
- Dynamic Estimation of Electrical Demand in Hot Rolling MillsDocument10 pagesDynamic Estimation of Electrical Demand in Hot Rolling MillsRam Deo AwasthiNo ratings yet
- Methods of Steel Manufacturing - The Electric ArcDocument7 pagesMethods of Steel Manufacturing - The Electric ArcAbdulrahim SegirNo ratings yet
- Advances in Energy Systems and Technology: Volume 5From EverandAdvances in Energy Systems and Technology: Volume 5Peter L. AuerNo ratings yet
- ME132S15 Class Notes PDFDocument227 pagesME132S15 Class Notes PDFAndy MeyersNo ratings yet
- Fast Adaptive Control Theory for Robust Aircraft SystemsDocument46 pagesFast Adaptive Control Theory for Robust Aircraft SystemsPhạm Văn TưởngNo ratings yet
- Chapter 9. Controller Design: 9.2. Effect of Negative Feedback On The Network Transfer FunctionsDocument74 pagesChapter 9. Controller Design: 9.2. Effect of Negative Feedback On The Network Transfer Functionsbojan 2No ratings yet
- EMM620 User GuideDocument27 pagesEMM620 User GuidePeter Snell0% (2)
- Speed Regulation An Induction Motor Using Reference Adaptive ControlDocument5 pagesSpeed Regulation An Induction Motor Using Reference Adaptive ControlAtakan OzturKNo ratings yet
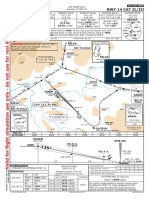
- LSZH App1 Ils14 PDFDocument1 pageLSZH App1 Ils14 PDFRadu Andrei MalicaNo ratings yet
- Design and Implementation of An Observer Controller For A Buck ConverterDocument11 pagesDesign and Implementation of An Observer Controller For A Buck ConverterLee DonghyeeNo ratings yet
- Controls Engineering in FRCDocument236 pagesControls Engineering in FRCDFGNo ratings yet
- Digital Signal Analysis and Processing (CT704)Document11 pagesDigital Signal Analysis and Processing (CT704)Birat KarkiNo ratings yet
- Old ProjectDocument44 pagesOld ProjectAdnan AnwerNo ratings yet
- Lec2012 3 159741 FuzzyLogic v.2Document131 pagesLec2012 3 159741 FuzzyLogic v.2Engr Rana Ali SafianNo ratings yet
- Digital Signal Processing (Final Term) (Copy)Document16 pagesDigital Signal Processing (Final Term) (Copy)Basel ElsebaeyNo ratings yet
- Simatic Converting Toolbox enDocument163 pagesSimatic Converting Toolbox enasolelpanchoNo ratings yet
- Pid Tunning Using Magnitude OptimumDocument303 pagesPid Tunning Using Magnitude Optimumahmed_2211896127No ratings yet
- Block Diagrams & Signal Flow Graphs Lectures 5 & 6: M.R. Azimi, ProfessorDocument21 pagesBlock Diagrams & Signal Flow Graphs Lectures 5 & 6: M.R. Azimi, ProfessorNDA BandNo ratings yet
- Auditors' Behaviour in An Audit Conflict Situation A Research Note On The Role of Locus of Control and Ethical Reasoning 1996 Accounting, Organizations and SocietyDocument11 pagesAuditors' Behaviour in An Audit Conflict Situation A Research Note On The Role of Locus of Control and Ethical Reasoning 1996 Accounting, Organizations and SocietyiportobelloNo ratings yet
- BSC Electronics Syllabus Kerala UniversityDocument64 pagesBSC Electronics Syllabus Kerala UniversityVarunRaj67% (3)
- ABB GDDocument11 pagesABB GDJJK112100% (1)
- Signals, Systems and Control Lecture NotesDocument581 pagesSignals, Systems and Control Lecture NotesPALANCHANo ratings yet
- Design, Simulate and Approximate Parallel Coupled Microstrip Bandpass Filter at 2.4 GHZDocument5 pagesDesign, Simulate and Approximate Parallel Coupled Microstrip Bandpass Filter at 2.4 GHZNabil DakhliNo ratings yet
- Logics and Distributed Control SystemDocument25 pagesLogics and Distributed Control SystemJoshNo ratings yet
- Cascade ControlDocument26 pagesCascade ControlIwan R S100% (1)
- EPE3302 Lecture 9 Linear Quadratic Regulators and Robust ControllersDocument10 pagesEPE3302 Lecture 9 Linear Quadratic Regulators and Robust ControllersBryan KekNo ratings yet
- Modeling and Simulation of Inverted Pendulum System Using Matlab: OverviewDocument4 pagesModeling and Simulation of Inverted Pendulum System Using Matlab: OverviewShoaib chishtyNo ratings yet
- QBall2 User ManualDocument41 pagesQBall2 User ManualkaysriNo ratings yet
- Hybrid System Solutions Application GuideDocument21 pagesHybrid System Solutions Application Guidedbarron00No ratings yet
- Supplement To The Operating Instructions For Simoreg Dc-Master Series 6ra70 For Software Release 3.2Document12 pagesSupplement To The Operating Instructions For Simoreg Dc-Master Series 6ra70 For Software Release 3.2Ravindra AngalNo ratings yet
- ICUAS14 Kendall Salvapantula StolDocument8 pagesICUAS14 Kendall Salvapantula StolSomefun OluwasegunNo ratings yet