You might also like
- Instrumentation DocumentsDocument81 pagesInstrumentation DocumentsTurkish Medical CareNo ratings yet
- Liquid Process Piping Design Strategy R2Document16 pagesLiquid Process Piping Design Strategy R2Masood Khan100% (1)
- Instrument DocumentsDocument14 pagesInstrument DocumentsTrí Nguyễn100% (2)
- Inst Design GuideDocument35 pagesInst Design GuidewasimNo ratings yet
- Instrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemDocument2 pagesInstrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemABVSAINo ratings yet
- Overview of ThermowellsDocument14 pagesOverview of ThermowellsShibu ThomasNo ratings yet
- Critical Line ListDocument20 pagesCritical Line ListCristhian Solano Bazalar100% (1)
- IDocument78 pagesIrathnam.pmNo ratings yet
- Instrumentation Tubing and Their ConnectionsDocument127 pagesInstrumentation Tubing and Their Connectionsjeeva4384No ratings yet
- Offline SPI TrainingDocument2 pagesOffline SPI Trainingsmartravi222No ratings yet
- Smart Plant Instrumentation Course ContentDocument5 pagesSmart Plant Instrumentation Course ContentAQUIB SHAHID100% (1)
- Piping Spec: CS300 TFS 1022: Engineering StandardDocument4 pagesPiping Spec: CS300 TFS 1022: Engineering Standardbmanojkumar16No ratings yet
- 3.4.instrument Location PlanDocument20 pages3.4.instrument Location PlanVinitaVartakNo ratings yet
- Role of An Instrumentation Design Engineer For BeginnersDocument12 pagesRole of An Instrumentation Design Engineer For BeginnersTrung Trần100% (1)
- Piping and Instrumentation Diagram Fundamentals Guide ManualDocument7 pagesPiping and Instrumentation Diagram Fundamentals Guide ManualZoren A. Del MundoNo ratings yet
- AVEVA PDMS and Instrumentation Training ModulesDocument4 pagesAVEVA PDMS and Instrumentation Training ModulesPoonam AshwinNo ratings yet
- Intergraph SmartPlant P&ID User Tips and Tricks For SpeedDocument5 pagesIntergraph SmartPlant P&ID User Tips and Tricks For Speedking1470100% (1)
- 3D Model Review DQMDocument17 pages3D Model Review DQMRajarsi Ray0% (1)
- Online Piping and Caesar Course SyllabusDocument10 pagesOnline Piping and Caesar Course Syllabusm 418No ratings yet
- Schem SPI Symbol Editor Users GuideDocument78 pagesSchem SPI Symbol Editor Users GuideRamasubramanian SNo ratings yet
- InTools Import Utility GuideDocument11 pagesInTools Import Utility GuideJashAn DhaliwalNo ratings yet
- Introduction To P&Id: Types of Chemical Process DiagramsDocument21 pagesIntroduction To P&Id: Types of Chemical Process DiagramsAldrick Lance HernandezNo ratings yet
- A 02Document30 pagesA 02senioor2004No ratings yet
- Piping and Instrumentation DiagramDocument35 pagesPiping and Instrumentation Diagramrahulchittoory_79236No ratings yet
- Heat Tracing Products: Training ManualDocument76 pagesHeat Tracing Products: Training Manualalokedas11No ratings yet
- PDS Ortho User's Guide PDFDocument146 pagesPDS Ortho User's Guide PDFtranhuy3110No ratings yet
- Atg SPRL 01 PDFDocument25 pagesAtg SPRL 01 PDFMuhammad Faiez AfzaalNo ratings yet
- Centrifugal Compressor P&ID GuideDocument4 pagesCentrifugal Compressor P&ID Guidenaveenbaskaran1989100% (1)
- Schem SPI Basic Engineering Users GuideDocument651 pagesSchem SPI Basic Engineering Users GuideUalasse Silva100% (1)
- Pdms Training ManualDocument181 pagesPdms Training ManualGerry MalapitanNo ratings yet
- AGA 3 Gas Flow Equation For Orifice Plates - Learning Instrumentation and Control EngineeringDocument10 pagesAGA 3 Gas Flow Equation For Orifice Plates - Learning Instrumentation and Control EngineeringJanuar ReasNo ratings yet
- 09 Loop DrawingsDocument52 pages09 Loop DrawingsAnanthan SrijithNo ratings yet
- Pipe RoutDocument10 pagesPipe Routghkashyap1No ratings yet
- Spi 2016 Instrumentation StandardsDocument25 pagesSpi 2016 Instrumentation StandardsMohammad ShreatehNo ratings yet
- 3D Model ReviewDocument3 pages3D Model ReviewSreejesh SundaresanNo ratings yet
- Iit MumbaiDocument243 pagesIit MumbaiYogesh JagdaleNo ratings yet
- EGP3 Instrumentation Control Valve SpecificationDocument20 pagesEGP3 Instrumentation Control Valve SpecificationMathias OnosemuodeNo ratings yet
- Process Industry Practices P&Id: Pip Pic001 Piping and Instrumentation Diagram Documentation CriteriaDocument30 pagesProcess Industry Practices P&Id: Pip Pic001 Piping and Instrumentation Diagram Documentation Criterialimulsa78No ratings yet
- Introduction To Piping EngineeringDocument6 pagesIntroduction To Piping EngineeringchaitraNo ratings yet
- Plant Design SystemDocument16 pagesPlant Design Systemsairam_ysr75% (4)
- Making and Importance of Process P & ID (Piping & Instrumentation Diagram)Document7 pagesMaking and Importance of Process P & ID (Piping & Instrumentation Diagram)yasirNo ratings yet
- Intools Handbook Index Module GuideDocument23 pagesIntools Handbook Index Module GuideseenubalaNo ratings yet
- Operation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Document21 pagesOperation and Control Philosophy: PROJ Kurdistan Pumping Station (KPS2)Nobar GulajanNo ratings yet
- Process-Piping-Pipeline Engg PDP - Ray R10copiesDocument40 pagesProcess-Piping-Pipeline Engg PDP - Ray R10copiesVamsikrishna LakamsaniNo ratings yet
- PDS EE Raceway Reference GuideDocument481 pagesPDS EE Raceway Reference GuidebalajivangaruNo ratings yet
- Configuring ISOGEN in CADWorxDocument35 pagesConfiguring ISOGEN in CADWorxpvsreddy2002No ratings yet
- Instrumentation CablesDocument7 pagesInstrumentation Cablesrenjithv_4No ratings yet
- PFD Process Flow Diagram P&IDDocument39 pagesPFD Process Flow Diagram P&IDSaldrie Abhirama NohanNo ratings yet
- Instrumentation and Process Control - InstrumentationDocument10 pagesInstrumentation and Process Control - InstrumentationMarcio Rocha100% (1)
- 50B10 Standard Assembly LibraryDocument78 pages50B10 Standard Assembly Libraryishu vohraNo ratings yet
- What Is Cable Schedule and Junction Box ScheduleDocument4 pagesWhat Is Cable Schedule and Junction Box SchedulezhangyiliNo ratings yet
- PID Check ListDocument6 pagesPID Check ListArunachalam KaliyaperumalNo ratings yet
- Process and Instrumentation Diagram Development for Water and Waste Water TreatmentDocument14 pagesProcess and Instrumentation Diagram Development for Water and Waste Water TreatmentATUL SONAWANENo ratings yet
- Processand Instrumentation Diagram DevelopmentDocument14 pagesProcessand Instrumentation Diagram DevelopmentSudNo ratings yet
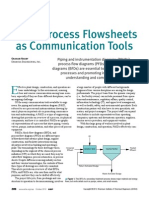
- NasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Document9 pagesNasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Henry Arenas100% (1)
- Project Planning: Rolta Academy: EDA Technology MumbaiDocument12 pagesProject Planning: Rolta Academy: EDA Technology MumbaiRajesh BarkurNo ratings yet
- Using Process Flow SheetsDocument9 pagesUsing Process Flow Sheetskamranonline999100% (1)
- P&ID Report2Document11 pagesP&ID Report2Grazel MDNo ratings yet
- Silt Curtain User GuideDocument13 pagesSilt Curtain User GuideQubit SizedNo ratings yet
- Bridge Clarifier With SiphonDocument1 pageBridge Clarifier With SiphonQubit SizedNo ratings yet
- Cement MortarLiningsforDuctileIronPipeDocument11 pagesCement MortarLiningsforDuctileIronPipeQubit SizedNo ratings yet
- Makati City Transit Map2Document1 pageMakati City Transit Map2Megan CamayaNo ratings yet
- Bearing Shaft Allowable Misalignment CalculatorDocument2 pagesBearing Shaft Allowable Misalignment CalculatorQubit SizedNo ratings yet
- 0705.1617v1-Non Computability of ConsciousnessDocument10 pages0705.1617v1-Non Computability of ConsciousnessQubit SizedNo ratings yet
- EcoFIT System BrochureDocument12 pagesEcoFIT System BrochureQubit SizedNo ratings yet
- Ayuda Asme B36.10M PDFDocument26 pagesAyuda Asme B36.10M PDFEdgargar100% (1)
- Romac 611 Pipe Restraining System GuideDocument2 pagesRomac 611 Pipe Restraining System GuideQubit SizedNo ratings yet
- EPA Wastewater Screening and Grit Removal Fact SheetDocument11 pagesEPA Wastewater Screening and Grit Removal Fact SheetGayan Indunil JayasundaraNo ratings yet
- Stress ManagementDocument49 pagesStress ManagementQubit Sized100% (1)
- Q1 Power Distribution NetworkDocument1 pageQ1 Power Distribution NetworkQubit SizedNo ratings yet
- Hsg28 - Safety Advice For Bulk Chlorine InstallationsDocument131 pagesHsg28 - Safety Advice For Bulk Chlorine InstallationsQubit SizedNo ratings yet
- Anti Vortex Plate AssemblyDocument1 pageAnti Vortex Plate AssemblyQubit SizedNo ratings yet
- Energy Production and Effi Ciency Research - The Roadmap To Net-Zero EnergyDocument8 pagesEnergy Production and Effi Ciency Research - The Roadmap To Net-Zero EnergyQubit SizedNo ratings yet
- Technical Sheet Trolley 201501Document5 pagesTechnical Sheet Trolley 201501Qubit SizedNo ratings yet
- WAFER TYPE Bidirectional Knife Gate ValveDocument4 pagesWAFER TYPE Bidirectional Knife Gate ValveQubit SizedNo ratings yet
- Oxidation Ditch RehabDocument1 pageOxidation Ditch RehabQubit SizedNo ratings yet
- B-Line Pipe Supports, Guides, Shields & SaddlesDocument44 pagesB-Line Pipe Supports, Guides, Shields & SaddlesMfon UdoitaNo ratings yet
- Pumping Station General LayoutDocument1 pagePumping Station General LayoutQubit SizedNo ratings yet
- CP Degremont Seine Aval enDocument2 pagesCP Degremont Seine Aval enQubit SizedNo ratings yet
- Basket ScreenDocument4 pagesBasket ScreenQubit SizedNo ratings yet
- Comparison of Pipe Internal Pressure Calculation MethodsDocument7 pagesComparison of Pipe Internal Pressure Calculation Methodsعزت عبد المنعمNo ratings yet
- Effect of Social Networking On ProductivityDocument16 pagesEffect of Social Networking On ProductivityQubit SizedNo ratings yet
- ASME B16.5 Flanges PDFDocument50 pagesASME B16.5 Flanges PDFPedro De Mesquita Soares CamposNo ratings yet
- StopLogGates DescriptionDocument4 pagesStopLogGates DescriptionQubit SizedNo ratings yet
- AVK Gate Valve HandwheelDocument2 pagesAVK Gate Valve HandwheelQubit SizedNo ratings yet
- Section3-Steel Cable TrayDocument40 pagesSection3-Steel Cable TrayQubit SizedNo ratings yet
- AerationDocument92 pagesAerationcumpio425428No ratings yet
- HDI 2000BP Rev 1 Op ManualDocument41 pagesHDI 2000BP Rev 1 Op ManualMitul PatelNo ratings yet
- GF PipesDocument25 pagesGF PipesbureqqNo ratings yet
- 2.-West Serie P6010+Document4 pages2.-West Serie P6010+Ernesto VazquezNo ratings yet
- LIPU - Valve PDFDocument71 pagesLIPU - Valve PDFLê Trung Kiên100% (1)
- MM Dresser FinalDocument236 pagesMM Dresser FinalPriyabrat Mohanty100% (1)
- Flow Transmitter PDFDocument55 pagesFlow Transmitter PDFCristopher EntenaNo ratings yet
- DB270-XD00XEN-E1 Guia de InstalacionDocument77 pagesDB270-XD00XEN-E1 Guia de InstalacionMilena Mendez100% (1)
- Datasheet GEF GPD Temp Control Valve 1111 Rev3Document19 pagesDatasheet GEF GPD Temp Control Valve 1111 Rev3bmx_6306223No ratings yet
- IEICOS Torque Wrench Tester CatalogDocument2 pagesIEICOS Torque Wrench Tester CatalogcparamesNo ratings yet
- 打印 吊钩桥式起重机技术协议 (中英)Document21 pages打印 吊钩桥式起重机技术协议 (中英)Yinder Vega OsorioNo ratings yet
- Floboss S600+ Flow Computer: Sistem Arsitektur Dan InstalasiDocument24 pagesFloboss S600+ Flow Computer: Sistem Arsitektur Dan InstalasiricardoNo ratings yet
- TR enDocument33 pagesTR enJeanpierre H. AsdikianNo ratings yet
- HART Vs Foundation Fieldbus - ComparisonDocument10 pagesHART Vs Foundation Fieldbus - ComparisonrajkumarpandeyNo ratings yet
- ST50 DatasheetDocument6 pagesST50 DatasheetH Luís DLNo ratings yet
- 04main Measure Insp SensorsDocument66 pages04main Measure Insp SensorsJoao RobertoNo ratings yet
- LSU100Document8 pagesLSU100Sunil SanthoshNo ratings yet
- Control and Instrumentation WorksDocument166 pagesControl and Instrumentation Worksmeledath100% (1)
- ALS3b Data Flow 5664322 01Document109 pagesALS3b Data Flow 5664322 01Khaled Case100% (1)
- ECM Environmental Condition Monitoring System: Reference ManualDocument45 pagesECM Environmental Condition Monitoring System: Reference ManualCésarLDomenechNo ratings yet
- User's Manual Pub. 0300308-02 Rev. ADocument60 pagesUser's Manual Pub. 0300308-02 Rev. ACesar NunezNo ratings yet
- Section 5 Instruments RTD Transmitters TT520 TT530Document2 pagesSection 5 Instruments RTD Transmitters TT520 TT530luat1983No ratings yet
- In-Line Conductivity Sensor 99500-0 (D-2 Jf-1A-Fmc/Atex) : Stanhope-SetaDocument54 pagesIn-Line Conductivity Sensor 99500-0 (D-2 Jf-1A-Fmc/Atex) : Stanhope-SetaFabian GurkhaNo ratings yet
- Data Sheet GCEM40 SeriesDocument6 pagesData Sheet GCEM40 SerieskaicyemNo ratings yet
- Level ControlDocument36 pagesLevel ControlWogayehuGizawNo ratings yet
- MAG 5000, 6000 Operation ManualDocument16 pagesMAG 5000, 6000 Operation ManuallauraNo ratings yet
- Liquid Level Indicators Data Sheet: Oc Tober 2020Document24 pagesLiquid Level Indicators Data Sheet: Oc Tober 2020Phạm Trung HiếuNo ratings yet
- RMG Gas Meter Terz94Document6 pagesRMG Gas Meter Terz94Aryo DimasNo ratings yet
- DEUTA IndicatorsDocument10 pagesDEUTA Indicatorscosty_transNo ratings yet
- Data Sheet GCEM40001Document7 pagesData Sheet GCEM40001Trần VanyNo ratings yet
- CA11E User S ManualDocument2 pagesCA11E User S ManualJr Da SilvaNo ratings yet