You might also like
- Welding Electrode ClassificationsDocument18 pagesWelding Electrode ClassificationsMansukh KahlonNo ratings yet
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkFrom EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkNo ratings yet
- AWS - Terms and DefinitionsDocument15 pagesAWS - Terms and DefinitionsHagen_of_TronjeNo ratings yet
- Welding Joints GuideDocument5 pagesWelding Joints GuideSurendra ChoudharyNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Welding TerminologyDocument17 pagesWelding TerminologyAndreea TimiserNo ratings yet
- Field Welding Inspection ManualDocument40 pagesField Welding Inspection ManualrosennmNo ratings yet
- Design of Welded Connections: Submitted To Prof. Berlanty Iskander byDocument17 pagesDesign of Welded Connections: Submitted To Prof. Berlanty Iskander byاحمد حمديNo ratings yet
- Welding terminology guideDocument18 pagesWelding terminology guidemahi1437100% (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Intro To Welding TechnologyDocument9 pagesIntro To Welding TechnologyOVURUTHO PIUSNo ratings yet
- Introduction Basic Welding TechnologyDocument17 pagesIntroduction Basic Welding TechnologyBenny Syahputra100% (1)
- Permanent Mechanical Joints - Welding: Wending, Soldering, and BrazingDocument9 pagesPermanent Mechanical Joints - Welding: Wending, Soldering, and BrazingAaron PadreNo ratings yet
- Introduction to Welding and Sheet Metal Forming ProcessesDocument14 pagesIntroduction to Welding and Sheet Metal Forming ProcessesAbel Meketa100% (1)
- Introduction To Welding TechnologyDocument4 pagesIntroduction To Welding TechnologyLorena Grijalba LeónNo ratings yet
- WeldingDocument20 pagesWeldingnvemanNo ratings yet
- Welded ConnectionsDocument15 pagesWelded ConnectionsMax MillianNo ratings yet
- Welding ShopDocument10 pagesWelding ShopAsifJavedNo ratings yet
- Breif Introduction To Joining Methord in EngineeringDocument13 pagesBreif Introduction To Joining Methord in EngineeringMuhammad Hammad UmerNo ratings yet
- Fundamentals of Professional WeldingDocument26 pagesFundamentals of Professional WeldingDiaconu Vlad CatalinNo ratings yet
- Types of Welding ProcessesDocument8 pagesTypes of Welding ProcessesMuhammad BilalNo ratings yet
- Aircraft Materials, Construction and RepairDocument34 pagesAircraft Materials, Construction and RepairJoshua BarteNo ratings yet
- Gas and Arc WeldingDocument173 pagesGas and Arc WeldingHarsha MallaNo ratings yet
- Introduction To WeldingDocument12 pagesIntroduction To WeldingveljasheNo ratings yet
- Guide to Welding Types and TechniquesDocument15 pagesGuide to Welding Types and TechniquesArslan100% (1)
- Aircraft Welding Techniques and Joint TypesDocument34 pagesAircraft Welding Techniques and Joint TypesJoshua BarteNo ratings yet
- Assigment WeldingDocument4 pagesAssigment WeldingAnonymous Co9r0PbNo ratings yet
- Workshop VivaDocument14 pagesWorkshop VivaharoldjoysonNo ratings yet
- Welding by Roop Lal RanaDocument21 pagesWelding by Roop Lal Ranaanmolmahajan1234No ratings yet
- Krishna Engineering College Department of Mechanical EngineeringDocument5 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Introduction to Welding ProcessesDocument45 pagesIntroduction to Welding ProcessesberhaneNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Chapter 4. Welding Welding Safety HazardsDocument52 pagesChapter 4. Welding Welding Safety HazardsKefene GurmessaNo ratings yet
- MP1 M3 Short NotesDocument34 pagesMP1 M3 Short NotesRadhika GandhiNo ratings yet
- Welding and Welding SymbolsDocument4 pagesWelding and Welding SymbolsOscar ArcesioNo ratings yet
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDocument17 pages1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Engineering Practice: Assignment # 01Document8 pagesEngineering Practice: Assignment # 01Saad Ur Rehman AftabNo ratings yet
- Welding ShopDocument13 pagesWelding ShopAliNo ratings yet
- Overview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointDocument109 pagesOverview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointMasa FuadNo ratings yet
- WELDING ACTIVITYDocument4 pagesWELDING ACTIVITYRobert John Lico-anNo ratings yet
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDocument8 pagesCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesAbhishek TuliNo ratings yet
- Arc Gouging Process GuideDocument6 pagesArc Gouging Process GuideP Sandana NaraNo ratings yet
- Surya Pandey 2K20/A6/15: Welding ShopDocument13 pagesSurya Pandey 2K20/A6/15: Welding Shop2K20B671 Shivam GargNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Mec 126 Lecture NoteDocument11 pagesMec 126 Lecture Notemboniface763No ratings yet
- WeldingDocument12 pagesWeldingChaudhry BrothersNo ratings yet
- Types of Welding RodsDocument7 pagesTypes of Welding Rodsadib nassarNo ratings yet
- Welding SymbolsDocument17 pagesWelding SymbolsJustine WilliamsNo ratings yet
- Manufactura GuíaDocument3 pagesManufactura GuíaIrwin VelozNo ratings yet
- Welding and Welding SymbolsDocument4 pagesWelding and Welding SymbolsNehaJainNo ratings yet
- Introduction To WeldingDocument153 pagesIntroduction To WeldingNyanda MalashiNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- Welding: 5.2.1. Reinforcement and BackingDocument16 pagesWelding: 5.2.1. Reinforcement and BackingakankwasaNo ratings yet
- WeldingDocument17 pagesWeldingMirxa UxmanNo ratings yet
- Unit 3 & 4 Chapter 1 Welding Introduction by ARSDocument28 pagesUnit 3 & 4 Chapter 1 Welding Introduction by ARSEyob AdNo ratings yet
- Welding (18 02 20) PDFDocument96 pagesWelding (18 02 20) PDFEDISON OCHIENGNo ratings yet
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984No ratings yet
- p24 Course Description Welding Technology Courseplan 2016Document3 pagesp24 Course Description Welding Technology Courseplan 2016ibnu.asad984No ratings yet
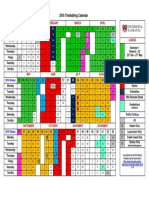
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocument33 pagesAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- Welding Application Spring 2016Document10 pagesWelding Application Spring 2016ibnu.asad984No ratings yet
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- House Calendar for January 2016Document12 pagesHouse Calendar for January 2016ibnu.asad984No ratings yet
- Welded Excutive SummDocument36 pagesWelded Excutive Summibnu.asad984No ratings yet
- Fab-Welding Supervisors and Inspector Dates and InformationDocument2 pagesFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984No ratings yet
- 16 17 Dept Flow Charts v2 0Document17 pages16 17 Dept Flow Charts v2 0ibnu.asad984No ratings yet
- February 2016: Sun Mon Tue Wed Thu Fri SatDocument1 pageFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraNo ratings yet
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984No ratings yet
- WeldDocument2 pagesWeldibnu.asad984No ratings yet
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984No ratings yet
- WeldingDocument4 pagesWeldingibnu.asad984No ratings yet
- 2016 Training Materials CatalogDocument24 pages2016 Training Materials Catalogibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- Tws School CatalogDocument76 pagesTws School Catalogibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984No ratings yet
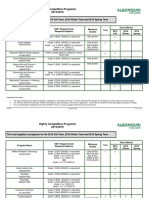
- Highly Competitive Programs Chart 2015-2016Document3 pagesHighly Competitive Programs Chart 2015-2016ibnu.asad984No ratings yet
- CCC 2015 2016 Fee ChartDocument5 pagesCCC 2015 2016 Fee Chartibnu.asad984No ratings yet
- AWS Weld Symbol ChartDocument1 pageAWS Weld Symbol ChartExsan OthmanNo ratings yet
- Competitive Programs For CanadaDocument41 pagesCompetitive Programs For Canadaferoz_bilalNo ratings yet
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984No ratings yet
- Gs 16 1 Distributed Ledger TechnologyDocument88 pagesGs 16 1 Distributed Ledger Technologyibnu.asad984No ratings yet
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984No ratings yet
- h2020 wp1617 Fet - enDocument41 pagesh2020 wp1617 Fet - enibnu.asad984No ratings yet