You might also like
- Guidelines for Defining Process Safety Competency RequirementsFrom EverandGuidelines for Defining Process Safety Competency RequirementsRating: 3 out of 5 stars3/5 (1)
- Integrity Management of Safety Critical Equipment and SystemsDocument10 pagesIntegrity Management of Safety Critical Equipment and SystemsLi QiNo ratings yet
- Risk BowTie AnalysisDocument21 pagesRisk BowTie AnalysischatraqnNo ratings yet
- DNV Process Vs Occupational SafetyDocument17 pagesDNV Process Vs Occupational Safetymarsulex100% (1)
- Kenexis: Understanding Fire and Gas Mapping Software and EffigyDocument34 pagesKenexis: Understanding Fire and Gas Mapping Software and EffigyShakeel AhmedNo ratings yet
- Process Safety Day Presentations 2014pptxDocument16 pagesProcess Safety Day Presentations 2014pptxKhuda BukshNo ratings yet
- AI-PS Element Guide No 2Document7 pagesAI-PS Element Guide No 2zizu1234No ratings yet
- OGDCL Safety Critical Elements Handbook Final PDFDocument106 pagesOGDCL Safety Critical Elements Handbook Final PDFSyed Muhmmad Hussain ShahNo ratings yet
- Alarp Exercise Cba Uk HseDocument2 pagesAlarp Exercise Cba Uk HseMuhammad.SaimNo ratings yet
- SCS 2019 Presentation-Mark Skelton-Risk Based Decision Making and ALARP-How Low Is Low EnoughDocument25 pagesSCS 2019 Presentation-Mark Skelton-Risk Based Decision Making and ALARP-How Low Is Low EnoughkhaleedsyedNo ratings yet
- Integrity Verification of Safety Critical ElementsDocument1 pageIntegrity Verification of Safety Critical ElementsAnonymous 1XHScfCINo ratings yet
- Comparison of Pha Methods PDFDocument10 pagesComparison of Pha Methods PDFQayyum KhanNo ratings yet
- Standard HSSE Managements.Document4 pagesStandard HSSE Managements.dauod100% (1)
- 17 CASS TOES For FSM Assessment From IEC 61511-1 2016 v1Document7 pages17 CASS TOES For FSM Assessment From IEC 61511-1 2016 v1didikpramujiNo ratings yet
- Risk Based Process Safety DesignDocument13 pagesRisk Based Process Safety DesignVan SotNo ratings yet
- Process Safety Management: A Legal and Technical Overview: Session No. 526Document15 pagesProcess Safety Management: A Legal and Technical Overview: Session No. 526Waqas Ahmad KhanNo ratings yet
- SIL Verification of Legacy System V3Document12 pagesSIL Verification of Legacy System V3Anonymous H0xnVVXypgNo ratings yet
- Loss of Containment Manual 2012 PDFDocument68 pagesLoss of Containment Manual 2012 PDFpetrolhead1No ratings yet
- COMAH and Safety Case RegulationsDocument16 pagesCOMAH and Safety Case RegulationsAdeel RazaNo ratings yet
- LOPA and Human Factors 2Document26 pagesLOPA and Human Factors 2sandhyakasturiNo ratings yet
- Process Safety Day Presentations 2014pptxDocument16 pagesProcess Safety Day Presentations 2014pptximafishNo ratings yet
- ALARP - Demonstration STD - AUSDocument24 pagesALARP - Demonstration STD - AUSMahfoodh Al AsiNo ratings yet
- LOPA and Human ReliabilityDocument26 pagesLOPA and Human ReliabilityAyoun Ul Haque100% (1)
- Safety Environmentally Critical Elements Presentation Icp PDFDocument8 pagesSafety Environmentally Critical Elements Presentation Icp PDFmoustafa mahmoud100% (1)
- Effective Barrier Risk Management in Process Safety Utilizing The Bow Tie MethodologyDocument14 pagesEffective Barrier Risk Management in Process Safety Utilizing The Bow Tie MethodologyRofi Rahmaning WidiNo ratings yet
- A Practical Approach To Managing Safety Critical Equipment and Systems in Process PlantsDocument10 pagesA Practical Approach To Managing Safety Critical Equipment and Systems in Process Plantsfredo405No ratings yet
- OGP - Occupational Risk - March 2010Document14 pagesOGP - Occupational Risk - March 2010btjajadiNo ratings yet
- SIL Review GuidelineDocument32 pagesSIL Review GuidelineAnonymous U0LPhn6EjA100% (1)
- AI-PS Element Guide No 10Document9 pagesAI-PS Element Guide No 10eankiboNo ratings yet
- Hazardous IEC PDocument6 pagesHazardous IEC PSaoloan NaiborhuNo ratings yet
- Crisis ManagementDocument3 pagesCrisis ManagementAsad UllahNo ratings yet
- Barrier Management (PRS192a)Document2 pagesBarrier Management (PRS192a)imafishNo ratings yet
- Implementing Major Accident Hazard Management - Silo Busting in PracticeDocument19 pagesImplementing Major Accident Hazard Management - Silo Busting in PracticeJorge D BalseroNo ratings yet
- Ed Loss of ContainmentDocument47 pagesEd Loss of Containmentliamo88880No ratings yet
- SIMOPS study methodologyDocument6 pagesSIMOPS study methodologyMuhammad.SaimNo ratings yet
- LOPA and Risk Graphs For SIL DeterminationDocument11 pagesLOPA and Risk Graphs For SIL DeterminationShweta181No ratings yet
- Problems in Testing Final Elements of Sif LoopsDocument8 pagesProblems in Testing Final Elements of Sif LoopsAnonymous 1XHScfCINo ratings yet
- AI-PS Element Guide No 9Document8 pagesAI-PS Element Guide No 9rahul kavirajNo ratings yet
- Guidance On Performing Transportation Risk Analysis of Hazardous MaterialsDocument221 pagesGuidance On Performing Transportation Risk Analysis of Hazardous MaterialsDidik SupriyadiNo ratings yet
- HAZID Terms of Reference for Garraf Field Surface Facilities Modification ProjectDocument27 pagesHAZID Terms of Reference for Garraf Field Surface Facilities Modification ProjectXiang Jintao100% (1)
- Module 9 - ALARP 20150305Document32 pagesModule 9 - ALARP 20150305Muhammad.SaimNo ratings yet
- ORBIT Offshore User ManualDocument77 pagesORBIT Offshore User ManualPak LongNo ratings yet
- Evolution of Process Hazard Analysis in An Oil & Gas Pipeline Company: From Ad-Hoc To An Enterprise Standard PracticeDocument10 pagesEvolution of Process Hazard Analysis in An Oil & Gas Pipeline Company: From Ad-Hoc To An Enterprise Standard PracticeMarcelo Varejão CasarinNo ratings yet
- TN 015 Overrides 15Document8 pagesTN 015 Overrides 15Luis SantosNo ratings yet
- CRR 01344Document440 pagesCRR 01344Vikas Krishnavihar KalisseryNo ratings yet
- Safety Engineer Safety Engineering Is An Engineering Discipline Which Assures That Engineered SystemsDocument5 pagesSafety Engineer Safety Engineering Is An Engineering Discipline Which Assures That Engineered SystemsJohn Nate RiveraNo ratings yet
- AzSPU HSSE Management Review ProcedureDocument6 pagesAzSPU HSSE Management Review ProcedureAmir M. ShaikhNo ratings yet
- UKOOA Asset Integrity Key Performance Indicator For Use in The UK OIL and GAS INDUSTRYDocument10 pagesUKOOA Asset Integrity Key Performance Indicator For Use in The UK OIL and GAS INDUSTRYEyoma EtimNo ratings yet
- CCPS Monograph Reflections From Global Process Safety LeadersDocument29 pagesCCPS Monograph Reflections From Global Process Safety LeadersKiranNo ratings yet
- Inherently Safer Design Into PHADocument5 pagesInherently Safer Design Into PHAManikandan BalasubramanianNo ratings yet
- Quantitative Risk AssessmentDocument113 pagesQuantitative Risk AssessmentJay JayNo ratings yet
- FSA Guidance Document - As Published 08.03.2019 1.0Document31 pagesFSA Guidance Document - As Published 08.03.2019 1.0KevinXavierNo ratings yet
- Safety Case Demonstrating The AdequacyDocument31 pagesSafety Case Demonstrating The AdequacyAbdulhmeed Mutalat100% (1)
- Omcl Management of ChangesDocument7 pagesOmcl Management of ChangesHans LeupoldNo ratings yet
- PSM ELEMENT 1 TITLEDocument38 pagesPSM ELEMENT 1 TITLEMircea CaprarNo ratings yet
- Dealing with Aging Process Facilities and InfrastructureFrom EverandDealing with Aging Process Facilities and InfrastructureNo ratings yet
- Safety in the Chemical Laboratory and Industry: A Practical GuideFrom EverandSafety in the Chemical Laboratory and Industry: A Practical GuideNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- A Practical Approach to Hazard Identification for Operations and Maintenance WorkersFrom EverandA Practical Approach to Hazard Identification for Operations and Maintenance WorkersNo ratings yet
- Recognizing and Responding to Normalization of DevianceFrom EverandRecognizing and Responding to Normalization of DevianceNo ratings yet
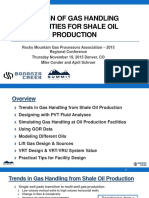
- Design of Gas Handling Facilities For Shale OilDocument22 pagesDesign of Gas Handling Facilities For Shale OilMartín Diego MastandreaNo ratings yet
- Using Your Personal h2s Alarm Devices To Improve Industrial HygieneDocument30 pagesUsing Your Personal h2s Alarm Devices To Improve Industrial HygieneMartín Diego MastandreaNo ratings yet
- Chapter 7: Design and Operation of Steam-Assisted FlaresDocument44 pagesChapter 7: Design and Operation of Steam-Assisted FlaresBre WirabumiNo ratings yet
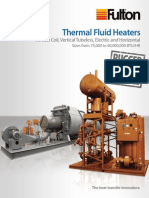
- Thermal Fluid Heaters (Fulton)Document16 pagesThermal Fluid Heaters (Fulton)Martín Diego MastandreaNo ratings yet
- Duct BurnersDocument23 pagesDuct BurnersMartín Diego MastandreaNo ratings yet
- Visualizing The Mccabe-Thiele Diagram: Reactions and SeparationsDocument9 pagesVisualizing The Mccabe-Thiele Diagram: Reactions and SeparationsMicheal BrooksNo ratings yet
- Choosing Column InternalsDocument7 pagesChoosing Column Internalspetrolhead1No ratings yet
- Do Not Forget ViscosityDocument28 pagesDo Not Forget ViscosityMartín Diego MastandreaNo ratings yet
- Dia04-02 - Treinamento - Victoria ValentineDocument138 pagesDia04-02 - Treinamento - Victoria ValentineYury LorenzNo ratings yet
- Fluid Properties and New Technologies Connecting Design With RealityDocument8 pagesFluid Properties and New Technologies Connecting Design With RealityMartín Diego MastandreaNo ratings yet
- Estimating Engineering Hours from Project DataDocument9 pagesEstimating Engineering Hours from Project DataMartín Diego MastandreaNo ratings yet
- Sulphide Scavengers in Oil and Gas Industry - A ReviewDocument8 pagesSulphide Scavengers in Oil and Gas Industry - A ReviewMartín Diego MastandreaNo ratings yet
- Question Set - Asset IntegrityDocument5 pagesQuestion Set - Asset IntegrityAmal A.No ratings yet
- AFT CE Gasflow ReprintDocument8 pagesAFT CE Gasflow ReprintNacho.pNo ratings yet
- c60 Cryogenic Gas Processing System (Exterran)Document4 pagesc60 Cryogenic Gas Processing System (Exterran)Martín Diego MastandreaNo ratings yet
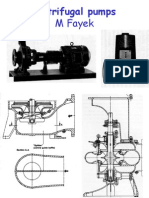
- Centrifugal PumpDocument28 pagesCentrifugal PumpMartín Diego MastandreaNo ratings yet
- Modeling Choked Flow Through An Orifice (Aft)Document14 pagesModeling Choked Flow Through An Orifice (Aft)Martín Diego MastandreaNo ratings yet
- Controlling The Reservoir Souring During WaterfloodingDocument3 pagesControlling The Reservoir Souring During WaterfloodingMartín Diego MastandreaNo ratings yet
- Modeling Choked Flow Through An Orifice (Aft)Document14 pagesModeling Choked Flow Through An Orifice (Aft)Martín Diego MastandreaNo ratings yet
- Chemical Process Design - Economic EvaluationDocument18 pagesChemical Process Design - Economic EvaluationMartín Diego MastandreaNo ratings yet
- Guidelines for selecting nickel stainless steels for marine environments, natural waters and brinesDocument51 pagesGuidelines for selecting nickel stainless steels for marine environments, natural waters and brinesPanagiotis KatsirisNo ratings yet
- Orifice PlatesDocument2 pagesOrifice PlatesMartín Diego MastandreaNo ratings yet
- The Need For Accurate Hydrocarbon Dew Point DeterminationDocument2 pagesThe Need For Accurate Hydrocarbon Dew Point DeterminationMartín Diego MastandreaNo ratings yet
- New viscosity correlations for Iranian crude oilsDocument7 pagesNew viscosity correlations for Iranian crude oilsMartín Diego MastandreaNo ratings yet
- Corrosion Models and Inhibitor AvailabilityDocument6 pagesCorrosion Models and Inhibitor AvailabilitymaterialguysNo ratings yet
- Don't Forget ViscosityDocument28 pagesDon't Forget ViscosityErika Clemente100% (1)
- New viscosity correlations for Iranian crude oilsDocument7 pagesNew viscosity correlations for Iranian crude oilsMartín Diego MastandreaNo ratings yet
- Fundamentals of Gas Treating (C. R. Perry)Document33 pagesFundamentals of Gas Treating (C. R. Perry)Martín Diego MastandreaNo ratings yet
- Guidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsDocument19 pagesGuidelines For Prediction of Co2 Corrosion in Oil and Gas Production SystemsMartín Diego Mastandrea100% (1)