You might also like
- Friction Stir WeldingDocument20 pagesFriction Stir WeldingKiran KumarNo ratings yet
- Mig Welding - Setting InductanceDocument4 pagesMig Welding - Setting InductanceahmedNo ratings yet
- Welding Power Source CharacteristicsDocument5 pagesWelding Power Source CharacteristicsEmad A.AhmadNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- ARC WELDING POWER SOURCES EXPLAINEDDocument16 pagesARC WELDING POWER SOURCES EXPLAINEDFahad AliNo ratings yet
- HZBB-10B Intelligent Tester of Transformer Ratio-User ManualDocument12 pagesHZBB-10B Intelligent Tester of Transformer Ratio-User ManualGio CJNo ratings yet
- 2 2 Ultrasonic Welding PDFDocument43 pages2 2 Ultrasonic Welding PDFErick Venegas HerreraNo ratings yet
- RF Induction Heating With Static Induction Transistor Inverter Power SupplyDocument4 pagesRF Induction Heating With Static Induction Transistor Inverter Power SupplySafimohammadmNo ratings yet
- Introduction To Welding TechnologyDocument67 pagesIntroduction To Welding TechnologyChris PurbaNo ratings yet
- Lecture 3 High Frequency WeldingDocument15 pagesLecture 3 High Frequency WeldingHijau Auliya Keramat Al-qadiry100% (3)
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocument44 pagesArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNo ratings yet
- Process - 14 Arc Welding - MODULE 14Document52 pagesProcess - 14 Arc Welding - MODULE 14sskiitbNo ratings yet
- Welding Process and TechnologyDocument63 pagesWelding Process and TechnologySuresh KumarNo ratings yet
- MANUFACTURING PROCESS WELDING OVERVIEWDocument70 pagesMANUFACTURING PROCESS WELDING OVERVIEWAzmeer Mohamed100% (1)
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDocument4 pagesHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- TIG Welding Amp ChartsDocument3 pagesTIG Welding Amp ChartsHikmet ParakNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Arc Welding EquipmentDocument6 pagesArc Welding Equipmentm_er100No ratings yet
- 3 ElectricArcWeldingDocument35 pages3 ElectricArcWeldingKirandeep GandhamNo ratings yet
- Aotai Welding EquipmentDocument16 pagesAotai Welding EquipmentSutanAMariNo ratings yet
- ESSC Magnetic Steering DeviceDocument12 pagesESSC Magnetic Steering DeviceRakesh AhlawatNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- 5mm Round White LEDDocument10 pages5mm Round White LEDdoofydoo32No ratings yet
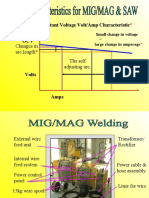
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Definition of Resistance WeldingDocument16 pagesDefinition of Resistance WeldingMitul patelNo ratings yet
- Heat Treatment Manual for Boiler and AuxiliariesDocument30 pagesHeat Treatment Manual for Boiler and AuxiliariesParthiban KarunaNo ratings yet
- STTDocument11 pagesSTTamr kouranyNo ratings yet
- An Arc: Electrical Discharge Between Two ElectrodesDocument3 pagesAn Arc: Electrical Discharge Between Two ElectrodesVasantha SudasinghaNo ratings yet
- Radiography PPT 2Document76 pagesRadiography PPT 2NABIL HUSSAINNo ratings yet
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- Alla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorDocument46 pagesAlla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorSamuelNo ratings yet
- The Current TransformerDocument7 pagesThe Current TransformerJohn Brix BalisterosNo ratings yet
- Mitech Welder ManualDocument13 pagesMitech Welder ManualkapasuduNo ratings yet
- Friction Stir WeldDocument14 pagesFriction Stir Weldnadia syazwinaNo ratings yet
- CAM Lab - ManualDocument70 pagesCAM Lab - ManualMohan Prasad.M91% (11)
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Design and Construction of Induction HeaterDocument15 pagesDesign and Construction of Induction HeaterNjitnum100% (1)
- Stud Welding Instruction ManualDocument5 pagesStud Welding Instruction Manualedwin jimenezNo ratings yet
- Resistance WeldingDocument8 pagesResistance Welding0502raviNo ratings yet
- EDMDocument26 pagesEDMAnkur AjmaniNo ratings yet
- LG 21FU1RLX Service ManualDocument22 pagesLG 21FU1RLX Service Manualuzenho100% (1)
- SERVICE MANUAL - lg+LB1000ER PDFDocument43 pagesSERVICE MANUAL - lg+LB1000ER PDFPaulo LaraNo ratings yet
- DC Motor Construction ManualDocument7 pagesDC Motor Construction ManualMuhammad UmairNo ratings yet
- Welbee English Web PDFDocument10 pagesWelbee English Web PDFekopujiantoeNo ratings yet
- Res Welding Section 1Document20 pagesRes Welding Section 1Darryl007No ratings yet
- Bi-Directional DC-to-DC Converter For Solar Applications With Battery BackupDocument5 pagesBi-Directional DC-to-DC Converter For Solar Applications With Battery BackupPaulius BruneikaNo ratings yet
- Power SupplyDocument91 pagesPower SupplyshreekadapaNo ratings yet
- Design and Implementation of Magnetron Power Supply and EmulatorDocument10 pagesDesign and Implementation of Magnetron Power Supply and Emulatorinty vacaNo ratings yet
- Active Power Factor Correction for Single Phase Full Bridge RectifierDocument6 pagesActive Power Factor Correction for Single Phase Full Bridge RectifierAnand KumarNo ratings yet
- Automatic Power Factor Controlling PanelDocument15 pagesAutomatic Power Factor Controlling PanelheruvalaNo ratings yet
- First Quadrant Single Phase Ac To DC Converter Semiconverter Separately Excited DC MotorDocument9 pagesFirst Quadrant Single Phase Ac To DC Converter Semiconverter Separately Excited DC MotorzaidNo ratings yet
- Power Inverter: Inverter (Logic Gate) Inverter (Disambiguation) Improve This Article Adding Citations To Reliable SourcesDocument20 pagesPower Inverter: Inverter (Logic Gate) Inverter (Disambiguation) Improve This Article Adding Citations To Reliable Sourcesaravindan476No ratings yet
- Regulated DC Power SupplyDocument15 pagesRegulated DC Power SupplynalumilanimeNo ratings yet
- Transformer Based Resonant DC Inverter For Brushless DC Motor Drive SystemDocument7 pagesTransformer Based Resonant DC Inverter For Brushless DC Motor Drive SystemStudents Xerox ChidambaramNo ratings yet
- EES612 Lab2Document19 pagesEES612 Lab2kombat13_708353334No ratings yet
- Auto Transformer: Auto Transformer Is Kind of Electrical Transformer Where Primary and Secondary Shares SameDocument8 pagesAuto Transformer: Auto Transformer Is Kind of Electrical Transformer Where Primary and Secondary Shares SameAbhishek PareekNo ratings yet
- Module 4 (A) : Controlled RectifiersDocument22 pagesModule 4 (A) : Controlled RectifiersAishwarya PKamatagiNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Techniques and Methods of Cooperation and CommunicationDocument78 pagesTechniques and Methods of Cooperation and CommunicationNatasa ZdravkovskaNo ratings yet
- Manual For Preparing Terms of ReferenceDocument23 pagesManual For Preparing Terms of Referencesofianina05100% (1)
- Tor E Learning PDFDocument8 pagesTor E Learning PDFNatasa ZdravkovskaNo ratings yet
- CBD Develops Portal for Marine Protection SitesDocument3 pagesCBD Develops Portal for Marine Protection SitesNatasa ZdravkovskaNo ratings yet
- Tor E Learning PDFDocument8 pagesTor E Learning PDFNatasa ZdravkovskaNo ratings yet
- ILO GuideDocument97 pagesILO GuideNatasa ZdravkovskaNo ratings yet
- Monitoring and Evaluation Series Outcomes Outputs and Impact 7Document4 pagesMonitoring and Evaluation Series Outcomes Outputs and Impact 7Natasa ZdravkovskaNo ratings yet
- MEN TOR: For ArtistsDocument23 pagesMEN TOR: For ArtistsNatasa ZdravkovskaNo ratings yet
- Holocaust of The Macedonian JewsDocument45 pagesHolocaust of The Macedonian JewsNatasa ZdravkovskaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ideational Leadership PDFDocument255 pagesIdeational Leadership PDFNatasa ZdravkovskaNo ratings yet
- Enterpreneurs Prishtina 2010Document72 pagesEnterpreneurs Prishtina 2010Natasa ZdravkovskaNo ratings yet
- Enterpreneurs Prishtina 2010Document72 pagesEnterpreneurs Prishtina 2010Natasa ZdravkovskaNo ratings yet
- Enterpreneurs Prishtina 2010Document72 pagesEnterpreneurs Prishtina 2010Natasa ZdravkovskaNo ratings yet
- Spotobesity071111 150658Document16 pagesSpotobesity071111 150658deepashajiNo ratings yet
- Paleo Diet Food List PDFDocument16 pagesPaleo Diet Food List PDFShahul HameedNo ratings yet
- The Tai Chi Handbook PDFDocument249 pagesThe Tai Chi Handbook PDFNatasa Zdravkovska100% (5)
- Untold SecretsDocument52 pagesUntold SecretsPopescu MariaNo ratings yet
- ANewLanguageforLife PDFDocument242 pagesANewLanguageforLife PDFKarolina VerbnikNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Fountain CatalogueDocument167 pagesFountain CatalogueNatasa Zdravkovska100% (1)
- The Abundance FactorDocument24 pagesThe Abundance FactorNatasa ZdravkovskaNo ratings yet
- The Garden Pool - Feed Your Family From Your Backyard Ecosystem (Gnv64)Document57 pagesThe Garden Pool - Feed Your Family From Your Backyard Ecosystem (Gnv64)Natasa ZdravkovskaNo ratings yet
- Feng Shui Secrets RevealedDocument92 pagesFeng Shui Secrets RevealedWatson TanNo ratings yet
- Aquatic Garden Book RecommendationsDocument3 pagesAquatic Garden Book RecommendationsNatasa ZdravkovskaNo ratings yet
- Natures AnswerDocument46 pagesNatures AnswerRobertBellarmine100% (2)
- Your Child Is FatDocument5 pagesYour Child Is FatNatasa ZdravkovskaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- HB Entypo SRBDocument32 pagesHB Entypo SRBSaša ŽivićNo ratings yet
- Guide To Wireless NetworkingDocument38 pagesGuide To Wireless Networkingherno2100% (2)
- Automatic PFC and THD Reduction Using ArduinoDocument2 pagesAutomatic PFC and THD Reduction Using Arduinofiaz shaikhNo ratings yet
- Electrical SubstationDocument221 pagesElectrical SubstationMohammedSaadaniHassani91% (11)
- John Searl and The SEG PresentationDocument30 pagesJohn Searl and The SEG PresentationJason Verbelli95% (37)
- General Physics 1 Quarter 2 WEEK 2Document5 pagesGeneral Physics 1 Quarter 2 WEEK 2Normal Fan100% (1)
- TIH 025-030 Bearing HeatermanualDocument106 pagesTIH 025-030 Bearing HeatermanualcoupercouperNo ratings yet
- What Are Detuned Reactors?Document2 pagesWhat Are Detuned Reactors?Ganesh KumarNo ratings yet
- Schneider - Electric GV2ME14 DatasheetDocument2 pagesSchneider - Electric GV2ME14 Datasheetamr ibrahimNo ratings yet
- A Tentative Design Guideline For A New Steel Beam Connection Detail To Composite Tube ColumnsDocument8 pagesA Tentative Design Guideline For A New Steel Beam Connection Detail To Composite Tube ColumnsRMKD PrabhuNo ratings yet
- CAL Procedure For The DM0660Document6 pagesCAL Procedure For The DM0660LMarino66No ratings yet
- Comparison XGSLab Vs CDEGS 2015 05Document7 pagesComparison XGSLab Vs CDEGS 2015 05EshanNo ratings yet
- CT Sizing Calculation for 132kV SystemDocument6 pagesCT Sizing Calculation for 132kV SystemarafinNo ratings yet
- Statement manufacturer and authorization regarding application communicationDocument19 pagesStatement manufacturer and authorization regarding application communication200607807100% (1)
- Wave PropagationDocument47 pagesWave PropagationFerdausi HatabNo ratings yet
- CentrifugationDocument23 pagesCentrifugationBiswajit BeheraNo ratings yet
- Electronics and Circuits Lecture NotesDocument29 pagesElectronics and Circuits Lecture NotesSajjad Hossain ShuvoNo ratings yet
- Electricity Flow and Circuit ComponentsDocument76 pagesElectricity Flow and Circuit ComponentsEdgar PeridaNo ratings yet
- Relay Protection Basics Rev 3Document137 pagesRelay Protection Basics Rev 3bookbum100% (2)
- Chapter Two Class 9thDocument18 pagesChapter Two Class 9thAliNo ratings yet
- Standard Terminology For Vehicle Dynamics SimulationDocument14 pagesStandard Terminology For Vehicle Dynamics SimulationRam Krishan SharmaNo ratings yet
- Swing Angle CalculationDocument4 pagesSwing Angle CalculationRajas Alshi100% (1)
- Basic Shaft Alignments System PDFDocument53 pagesBasic Shaft Alignments System PDFNatarajan RajaNo ratings yet
- ABC SpecificDocument42 pagesABC SpecifichariharanNo ratings yet
- Conditioning Power Grids Offshore Wind FarmsDocument6 pagesConditioning Power Grids Offshore Wind FarmsDeepak GehlotNo ratings yet
- Esab LVT150Document50 pagesEsab LVT150h_trifonov0% (2)
- 6.4. Seismic Design Requirements For Nonstructural ComponentsDocument5 pages6.4. Seismic Design Requirements For Nonstructural ComponentsShokry AlkissyNo ratings yet
- Vikas SharmaSGT Lab ManualDocument18 pagesVikas SharmaSGT Lab ManualAnand Mittal33% (3)
- Basic Electronics Fundamentals: School of Engineering and Information Technology EducationDocument14 pagesBasic Electronics Fundamentals: School of Engineering and Information Technology Educationanon_493312229No ratings yet
- Lab Exercise No. 2 Diode Curves: RocedureDocument4 pagesLab Exercise No. 2 Diode Curves: RocedureJep JepNo ratings yet
- Velocity of Escape From EarthDocument31 pagesVelocity of Escape From EarthKristine Georgia Po100% (1)