You might also like
- WIS 5 Qu paper MSR-WI-1Document8 pagesWIS 5 Qu paper MSR-WI-1Shankar Gurusamy100% (1)
- Welding Assessment QuizDocument8 pagesWelding Assessment QuizLe Tuan100% (1)
- Cswip 3.1 QU MSR WI 4 05Document8 pagesCswip 3.1 QU MSR WI 4 05Luan Nguyen100% (3)
- B. The Amount of Time The Electrode Is Being UsedDocument4 pagesB. The Amount of Time The Electrode Is Being UsedSolomon AttaNo ratings yet
- Welding Institute Multi-Choice Exam on Steels and InspectionDocument8 pagesWelding Institute Multi-Choice Exam on Steels and InspectionLuan Nguyen100% (1)
- Wi Cswip 3.1 Part 21Document8 pagesWi Cswip 3.1 Part 21Ramakrishnan AmbiSubbiahNo ratings yet
- Model Question PaperDocument48 pagesModel Question Paperselva100% (2)
- Welding Inspection Multi-Choice QuestionsDocument15 pagesWelding Inspection Multi-Choice Questionsniminkp123100% (1)
- CSWIPDocument3 pagesCSWIPBox Empty100% (2)
- Question Excerpt From CSWIP 3Document4 pagesQuestion Excerpt From CSWIP 3Ekor JohnNo ratings yet
- Cswip QA/answerDocument6 pagesCswip QA/answerJoseph PeterNo ratings yet
- CSWIP 3 New Update QuestionDocument81 pagesCSWIP 3 New Update QuestionrezaNo ratings yet
- Multi - Choice Question Paper (MSR-WI-1)Document8 pagesMulti - Choice Question Paper (MSR-WI-1)Karit Hawichit100% (1)
- Twi - Welding Inspection - SteelsDocument209 pagesTwi - Welding Inspection - Steelsenels77No ratings yet
- WISS CSWIP Technology Multiple Choice Exam 1Document10 pagesWISS CSWIP Technology Multiple Choice Exam 1rinhycraNo ratings yet
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli ClubistNo ratings yet
- Duties of Welding InspectorDocument11 pagesDuties of Welding Inspectormuhammadazhar50% (2)
- Test No 5Document3 pagesTest No 5Muhammad AsimNo ratings yet
- WISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014Document8 pagesWISS CSWIP Technology Multiple Choice Exam 2 Version A 18 August 2014rinhycraNo ratings yet
- Cswip3.2 Content ONLYDocument3 pagesCswip3.2 Content ONLYSathishkumar. KNo ratings yet
- Cswip3.1 Question 1Document9 pagesCswip3.1 Question 1mohammed dallyNo ratings yet
- General 2Document4 pagesGeneral 2Sobia KalsoomNo ratings yet
- Cswip Paper 2Document5 pagesCswip Paper 2Vinu Raveendran100% (1)
- Twi Cswip 3.1 Set-4b - 1Document5 pagesTwi Cswip 3.1 Set-4b - 1miteshNo ratings yet
- CSWIP QuizDocument12 pagesCSWIP Quizmushruff100% (1)
- Cswip 3.1 Practice QuestionDocument22 pagesCswip 3.1 Practice QuestionKoya ThangalNo ratings yet
- In General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferDocument4 pagesIn General, The MIG/MAG Mode of Transfer Best Suited For Welding Thick Sheet Is Spray TransferLe TuanNo ratings yet
- NDT Methods and Weld Defects Identification QuizDocument8 pagesNDT Methods and Weld Defects Identification QuizMyak OkuokuNo ratings yet
- Question Paper For Snr. WeldingDocument3 pagesQuestion Paper For Snr. WeldingThulasi Ram100% (1)
- Cswip Exams 1 PDFDocument65 pagesCswip Exams 1 PDFFethi BELOUISNo ratings yet
- Cswip 3.1 Part 2Document20 pagesCswip 3.1 Part 2Alam MD SazidNo ratings yet
- CSWIP 3.1 Welding Inspector MCQDocument35 pagesCSWIP 3.1 Welding Inspector MCQJadam UchihaNo ratings yet
- Cswip 3.2 Senior Welding InspectionDocument1 pageCswip 3.2 Senior Welding Inspectionaajmsae*0% (1)
- Welder Question PaperDocument22 pagesWelder Question PaperDevraj VermaNo ratings yet
- Cswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007Document43 pagesCswip 3 1 Welding Inspector Multiple Choice Question Dec 7 2007sri.majji8937100% (1)
- AWS CWI SyllabusDocument1 pageAWS CWI SyllabusMayank GuptaNo ratings yet
- Paper 1Document6 pagesPaper 1Umaibalan100% (1)
- Paper 10Document8 pagesPaper 10Kani Al BazirNo ratings yet
- CSWIP WIS 5 General Quiz: TWI Training & Examination ServicesDocument63 pagesCSWIP WIS 5 General Quiz: TWI Training & Examination Serviceshaoues23No ratings yet
- CSWIP NotesDocument32 pagesCSWIP NotesKhaled FatnassiNo ratings yet
- GENERAL5 Answer-1Document4 pagesGENERAL5 Answer-1JlkKumarNo ratings yet
- Ecet - Welding, Forging and Foundry1Document13 pagesEcet - Welding, Forging and Foundry1GENESIS ENGINEERS ACADEMYNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Welding Metallurgy and Weldability of Nickel-Base AlloysFrom EverandWelding Metallurgy and Weldability of Nickel-Base AlloysRating: 5 out of 5 stars5/5 (1)
- Question WI..Document42 pagesQuestion WI..Indra MansyahNo ratings yet
- اسئلة واجوبة CSWIPDocument64 pagesاسئلة واجوبة CSWIPLaith SalmanNo ratings yet
- CSWIP Set QuestionDocument13 pagesCSWIP Set QuestionMuhammad Hannan100% (2)
- TestDocument6 pagesTestAdil Hasanov100% (2)
- Cswip Questions and AnswersDocument8 pagesCswip Questions and AnswersTariq Hussain100% (2)
- Welding Inspection Q and Ans.Document20 pagesWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Welding inspection knowledge and terminologyDocument25 pagesWelding inspection knowledge and terminologylarusi100% (5)
- Welder AssementDocument6 pagesWelder AssementalanNo ratings yet
- Senior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-2)Document6 pagesSenior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-2)Chandra MohanNo ratings yet
- Welding Exam Questions Covering Inspection, Steels and ProcessesDocument8 pagesWelding Exam Questions Covering Inspection, Steels and ProcessesLe TuanNo ratings yet
- Multiple Choice 4 Welding ProcessDocument11 pagesMultiple Choice 4 Welding ProcessThomas Tucker100% (1)
- Senior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-4)Document6 pagesSenior Welding Inspection, Steels - WIS 10: Question Paper (MSR-SWI-4)Chandra MohanNo ratings yet
- General 6Document4 pagesGeneral 6Solomon AttaNo ratings yet
- INDUSTRIAL ELECTRONICS WELDING PROCESSESDocument212 pagesINDUSTRIAL ELECTRONICS WELDING PROCESSESReynald John PastranaNo ratings yet
- COMPETENCIES FOR PRESSURE EQUIPMENT INSPECTORSDocument6 pagesCOMPETENCIES FOR PRESSURE EQUIPMENT INSPECTORSTariq HussainNo ratings yet
- Technical AspectsDocument1 pageTechnical AspectsTariq HussainNo ratings yet
- Overview PTEA Practice TestDocument4 pagesOverview PTEA Practice TestZeadNo ratings yet
- Event ManagmentDocument1 pageEvent ManagmentTariq HussainNo ratings yet
- ALS Training Academy Course HandbookDocument25 pagesALS Training Academy Course HandbookIbnu SufajarNo ratings yet
- Information TechDocument1 pageInformation TechTariq HussainNo ratings yet
- Re Order ParagraphsDocument1 pageRe Order ParagraphszeaterNo ratings yet
- Technical AspectsDocument1 pageTechnical AspectsTariq HussainNo ratings yet
- Technical AspectsDocument1 pageTechnical AspectsTariq HussainNo ratings yet
- Stationery List YNDocument1 pageStationery List YNTariq HussainNo ratings yet
- MTC For BoltsDocument3 pagesMTC For BoltsTariq Hussain100% (2)
- User Manual PDFDocument8 pagesUser Manual PDFcooljay2708No ratings yet
- DOS SystemsDocument1 pageDOS SystemsTariq HussainNo ratings yet
- Information Tech PDFDocument1 pageInformation Tech PDFTariq HussainNo ratings yet
- Open StandardDocument1 pageOpen StandardTariq HussainNo ratings yet
- Quality CheckDocument1 pageQuality CheckTariq HussainNo ratings yet
- Common RequirmentsDocument1 pageCommon RequirmentsTariq HussainNo ratings yet
- QM ControlDocument1 pageQM ControlTariq HussainNo ratings yet
- Technical ReqDocument1 pageTechnical ReqTariq HussainNo ratings yet
- NB StandardsDocument1 pageNB StandardsTariq HussainNo ratings yet
- Vefv1100m 5Document1 pageVefv1100m 5Tariq HussainNo ratings yet
- Quick RefrencesDocument1 pageQuick RefrencesTariq HussainNo ratings yet
- A Inspecto Training - AgendaDocument3 pagesA Inspecto Training - AgendaTariq HussainNo ratings yet
- Pressure Vessel Design CalculationsDocument127 pagesPressure Vessel Design Calculationsajayghosh314086% (22)
- Vefv1100m 5Document1 pageVefv1100m 5Tariq HussainNo ratings yet
- Student's Guide 2015Document23 pagesStudent's Guide 2015Tariq HussainNo ratings yet
- RTJ Catalogue Rev1Document9 pagesRTJ Catalogue Rev1steventrigochasin3537No ratings yet
- A Inspecto Training - AgendaDocument3 pagesA Inspecto Training - AgendaTariq HussainNo ratings yet
- Fittings OriginalDocument3 pagesFittings OriginalTariq HussainNo ratings yet
- D1.8 Seismic Supplement Welding Manual - LincolnDocument48 pagesD1.8 Seismic Supplement Welding Manual - LincolnElías MartínezNo ratings yet
- DORMA - ED200 - Service - Manual - PDF For Free - EbookbrowseDocument23 pagesDORMA - ED200 - Service - Manual - PDF For Free - EbookbrowseDarwin Playz In EdenNo ratings yet
- SSW-Q1R Class 2Document2 pagesSSW-Q1R Class 2mohsen_267No ratings yet
- Physical and Chemical DataDocument2 pagesPhysical and Chemical DataPermesh GoelNo ratings yet
- Bill Copy SAMPLEDocument30 pagesBill Copy SAMPLEVivek V AppuNo ratings yet
- Construction materials price list from local suppliersDocument6 pagesConstruction materials price list from local suppliersicNo ratings yet
- PI-Pagoda Tents and AccessoriesDocument2 pagesPI-Pagoda Tents and AccessoriesManishh Venkateshwara RaoNo ratings yet
- Buyersgu PDFDocument528 pagesBuyersgu PDFdgkmurtiNo ratings yet
- Sluice Valve With ISI MarkDocument3 pagesSluice Valve With ISI Markatul.mankarNo ratings yet
- Hardness LectureDocument14 pagesHardness LectureRyzqyKumaraDhanaNo ratings yet
- OJT-Initial-Report (2) As of Sept 16Document50 pagesOJT-Initial-Report (2) As of Sept 16Ralph GalvezNo ratings yet
- T Ayt8579Document2 pagesT Ayt8579Vũ Khánh CườngNo ratings yet
- Chemistry Project MannyDocument12 pagesChemistry Project Mannyabhishekhembrom89No ratings yet
- Quick Release Couplings: HT-Series ISO16028 Flushface InterchangeDocument3 pagesQuick Release Couplings: HT-Series ISO16028 Flushface InterchangerweidlingNo ratings yet
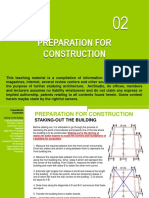
- 02 Preparation For Construction PDFDocument61 pages02 Preparation For Construction PDFMiguel David100% (2)
- Comparing American and British Piping StandardsDocument2 pagesComparing American and British Piping Standardsfahimshah1301No ratings yet
- Tetra PakDocument13 pagesTetra PakPriya Subramanian0% (1)
- Pmi Louis Proserv 3Document6 pagesPmi Louis Proserv 3Ebit TrisnoNo ratings yet
- Shalitex Primer: DescriptionDocument2 pagesShalitex Primer: DescriptionRana MahatoNo ratings yet
- GTC CivilDocument1 pageGTC CivilRadulescu AndreiNo ratings yet
- Matricast 82 SICDocument1 pageMatricast 82 SICchemibermudezNo ratings yet
- Stainless Steel 321 Plus Related MetalsDocument3 pagesStainless Steel 321 Plus Related MetalsEl BaranNo ratings yet
- Synaxis Prequalification (2018)Document82 pagesSynaxis Prequalification (2018)Synaxis ReadymixNo ratings yet
- CMC (Ceramic Matrix Composite)Document27 pagesCMC (Ceramic Matrix Composite)ARSNo ratings yet
- DSI-DYWIDAG Prestressing Systems Using Bars 01 PDFDocument16 pagesDSI-DYWIDAG Prestressing Systems Using Bars 01 PDFscribdnikoNo ratings yet
- 1b. PET - RawMaterials-SAMEA March 2008Document29 pages1b. PET - RawMaterials-SAMEA March 2008Muhammad Noman MehboobNo ratings yet
- MWT70 Vs Solarban 70XL-Triple Silver Low e CompareDocument2 pagesMWT70 Vs Solarban 70XL-Triple Silver Low e CompareHAN HANNo ratings yet
- What Is PCB ElectroplatingDocument10 pagesWhat Is PCB ElectroplatingjackNo ratings yet
- Construction Terminologies BT2Document53 pagesConstruction Terminologies BT2Joyce CulloNo ratings yet
- Anchor Bolt Design Using Anchor ReinforcementDocument8 pagesAnchor Bolt Design Using Anchor Reinforcementtiger_lxfNo ratings yet
- Surface-Mounted Horizontal Tank-Type Soap Dispenser: With All-Purpose ValveDocument1 pageSurface-Mounted Horizontal Tank-Type Soap Dispenser: With All-Purpose ValveAndres AguileraNo ratings yet