You might also like
- IDPCDocument68 pagesIDPCRaja SubramanianNo ratings yet
- The Management of Everyday LifeDocument23 pagesThe Management of Everyday LifeManideep AnanthulaNo ratings yet
- Railway Recruitment Board Examination Question Paper 2006Document13 pagesRailway Recruitment Board Examination Question Paper 2006Manideep AnanthulaNo ratings yet
- AeenmcalDocument2 pagesAeenmcalManideep AnanthulaNo ratings yet
- Geography Bit BankDocument129 pagesGeography Bit Banksuresh0% (1)
- How To Manage Big, Powerful Clients - ProfitablyDocument50 pagesHow To Manage Big, Powerful Clients - ProfitablyManideep AnanthulaNo ratings yet
- 11apr TW RuralDocument16 pages11apr TW RuralManideep AnanthulaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Argumentation PDFDocument3 pagesArgumentation PDFManideep AnanthulaNo ratings yet
- Fling 9 X 7 W 2Document1 pageFling 9 X 7 W 2Manideep AnanthulaNo ratings yet
- SAIL Placement Sample Paper 2Document6 pagesSAIL Placement Sample Paper 2Janiel JawaharNo ratings yet
- How To Manage Big, Powerful Clients - ProfitablyDocument50 pagesHow To Manage Big, Powerful Clients - ProfitablyManideep AnanthulaNo ratings yet
- Sail 2010 PaperDocument3 pagesSail 2010 PaperChristopher WoodNo ratings yet
- Drilling 2Document12 pagesDrilling 2Manideep AnanthulaNo ratings yet
- Overviews: MillingDocument12 pagesOverviews: MillingManideep AnanthulaNo ratings yet
- Critical Reasoning: Cat 2002/Gmat/Other Mba ExamsDocument4 pagesCritical Reasoning: Cat 2002/Gmat/Other Mba ExamssrujanbejavadaNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Banking Awareness Quick Reference Guide - Gr8AmbitionZDocument11 pagesBanking Awareness Quick Reference Guide - Gr8AmbitionZArif SheikhNo ratings yet
- ME364 Cutting MechanicsDocument4 pagesME364 Cutting Mechanicslamia97No ratings yet
- Lab Manual PDFDocument37 pagesLab Manual PDFManideep AnanthulaNo ratings yet
- Mechanics of Chip FormationDocument10 pagesMechanics of Chip FormationManideep AnanthulaNo ratings yet
- From Organisational Structure To Organisational Behaviour FormalisationDocument21 pagesFrom Organisational Structure To Organisational Behaviour FormalisationManideep AnanthulaNo ratings yet
- Cutting Tool PDFDocument9 pagesCutting Tool PDFManideep AnanthulaNo ratings yet
- Motivation TheoriesDocument22 pagesMotivation TheoriesslixsterNo ratings yet
- Orthogonal Machining PDFDocument6 pagesOrthogonal Machining PDFManideep AnanthulaNo ratings yet
- Cost Concepts&cost SheetDocument32 pagesCost Concepts&cost SheetManideep Ananthula0% (1)
- Soa 373398 September 2013 PDFDocument2 pagesSoa 373398 September 2013 PDFManideep AnanthulaNo ratings yet
- Attribution Theory PDFDocument12 pagesAttribution Theory PDFManideep AnanthulaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
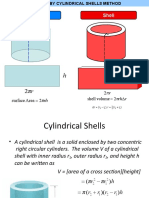
- Volumes by Shell MethodDocument16 pagesVolumes by Shell Methodayesha noorNo ratings yet
- AAS PTC Thermistors TrainingDocument41 pagesAAS PTC Thermistors TraininglegasuNo ratings yet
- How Acoustic Levitation WorksDocument8 pagesHow Acoustic Levitation WorksclarinvalNo ratings yet
- 08 Contour IntegrationvhdhdDocument14 pages08 Contour IntegrationvhdhdxhfakqaawuorgxbwneNo ratings yet
- Theroretical MesalamineDocument18 pagesTheroretical MesalamineRTTONo ratings yet
- 022 TT Short-Circuit PDFDocument4 pages022 TT Short-Circuit PDFwwe_himanshuNo ratings yet
- Lewis Structures: Molecular Structure and BondingDocument83 pagesLewis Structures: Molecular Structure and Bondingحني اسفيانيNo ratings yet
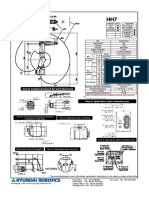
- Hh7 CatalogDocument1 pageHh7 Catalogjitender kumarNo ratings yet
- RPT Chem Form 4 2020 (DLP)Document25 pagesRPT Chem Form 4 2020 (DLP)WONG KEE PING MoeNo ratings yet
- The Mechanics of The Atom - by Max BornDocument346 pagesThe Mechanics of The Atom - by Max Bornahsbon100% (2)
- Flexural Strength Tests of Ceramics (SubsTech)Document3 pagesFlexural Strength Tests of Ceramics (SubsTech)mypenta2008No ratings yet
- Torsion PDFDocument8 pagesTorsion PDFrobertorcovNo ratings yet
- Guia 1 FisicoquimicaDocument4 pagesGuia 1 FisicoquimicaRhooZhii AgueroNo ratings yet
- Calculations For IB ChemistryDocument16 pagesCalculations For IB Chemistryanthor100% (3)
- Rotary Drum SpecsDocument16 pagesRotary Drum SpecsArrianne Jaye MataNo ratings yet
- AC Circuit Problems and SolutionsDocument4 pagesAC Circuit Problems and SolutionsGarlapati Srinivasa RaoNo ratings yet
- Classical Mechanics-Pdf by Dr. Rajesh MathpalDocument45 pagesClassical Mechanics-Pdf by Dr. Rajesh MathpalMunna MunendharNo ratings yet
- EECE 522 Notes - 08 CH - 3 CRLB Examples in BookDocument19 pagesEECE 522 Notes - 08 CH - 3 CRLB Examples in Bookkarim2005No ratings yet
- Determining The Specific Heat Capacity of AirDocument22 pagesDetermining The Specific Heat Capacity of AirSyahrul Ramadhan0% (1)
- CCIP Footfall Induced VibrationDocument84 pagesCCIP Footfall Induced VibrationjorgenkrabNo ratings yet
- Example For Ch.4Document14 pagesExample For Ch.4Weaven YauNo ratings yet
- CLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Document36 pagesCLS Aipmt 18 19 XII Phy Study Package 5 SET 2 Chapter 1Adil Ahmed83% (12)
- Nuclear Reactor InstrumentationDocument12 pagesNuclear Reactor InstrumentationRachit KanchanNo ratings yet
- Chemistry Paper 8 Module 34: Excited States and Emission ProcessesDocument9 pagesChemistry Paper 8 Module 34: Excited States and Emission ProcessesSriNo ratings yet
- Rolling Contact BearingDocument29 pagesRolling Contact BearingBimlendra RayNo ratings yet
- CalibrationDocument25 pagesCalibrationEka SulistyaningsihNo ratings yet
- Energy Transfer in Electrical CircuitsDocument5 pagesEnergy Transfer in Electrical CircuitsAnyrchiveNo ratings yet
- Unit 2Document3 pagesUnit 2V V Satyanarayana PasupuletiNo ratings yet
- Photoelectric Effect: Jump To Navigation Jump To SearchDocument10 pagesPhotoelectric Effect: Jump To Navigation Jump To SearchSrynnENo ratings yet
- Tutorial 21 Levee With Toe DrainDocument24 pagesTutorial 21 Levee With Toe DrainMarcos MaNo ratings yet