You might also like
- Hydrocom General Description 4.01Document18 pagesHydrocom General Description 4.01Nattapong PongbootNo ratings yet
- BFP ARC Valve FunctionDocument6 pagesBFP ARC Valve FunctionVenkat ShanNo ratings yet
- 000 Sanyo Scroll CSBN303H8ADocument8 pages000 Sanyo Scroll CSBN303H8AYutt WattNo ratings yet
- F 0077 e 55Document6 pagesF 0077 e 55Bùi Cảnh TrungNo ratings yet
- Turbine Off-Frequency Operation: GE Power SystemsDocument4 pagesTurbine Off-Frequency Operation: GE Power Systemskcirrenwod100% (1)
- Steam Amonia TurbineDocument21 pagesSteam Amonia TurbineLuis Alexandre MachadoNo ratings yet
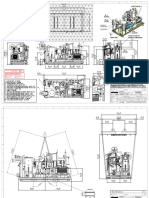
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDocument2 pagesMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorNo ratings yet
- Operating and maintenance norms for hydraulic cylindersDocument4 pagesOperating and maintenance norms for hydraulic cylinderszsmithNo ratings yet
- Active magnetic bearing design and characterization for high temperature applicationsDocument147 pagesActive magnetic bearing design and characterization for high temperature applicationsVijayTijareNo ratings yet
- Reconditioning Services: Extend The Life of Your E-And F-Class Parts, Both OEM and PSMDocument4 pagesReconditioning Services: Extend The Life of Your E-And F-Class Parts, Both OEM and PSMKapila PereraNo ratings yet
- Elgi Equipments - Initiating CoverageDocument23 pagesElgi Equipments - Initiating CoveragerabharatNo ratings yet
- KMBD BP(国外罗茨泵ROOTS)Document2 pagesKMBD BP(国外罗茨泵ROOTS)tutuli1990No ratings yet
- Hydrocom enDocument8 pagesHydrocom enJai-Hong ChungNo ratings yet
- LMF-GP LX15-8 - 10 - 13Document2 pagesLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- ELP End User Rev10Document38 pagesELP End User Rev10hugoheloNo ratings yet
- CatalogDocument482 pagesCatalogAnonymous 6EW2MsFbkNo ratings yet
- Mopico: Product Overview: Segment Gas Storage and Sealed TechnolgyDocument18 pagesMopico: Product Overview: Segment Gas Storage and Sealed Technolgyhernan plazasNo ratings yet
- EspeyDocument20 pagesEspeyGuillermo Esteban Diaz QuezadaNo ratings yet
- Work Shop Repair CapabilitiesDocument3 pagesWork Shop Repair CapabilitiesSarathiraja SekarNo ratings yet
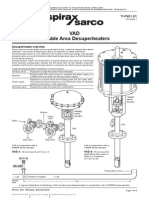
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyNo ratings yet
- BurckDocument4 pagesBurckdonono100% (1)
- 1 1Document9 pages1 1Ankush SehgalNo ratings yet
- RT Series Lobe Pump CatalogueDocument15 pagesRT Series Lobe Pump Cataloguevj4249No ratings yet
- Oil Wiper PackingDocument2 pagesOil Wiper PackingmehdiNo ratings yet
- Lenovo Ideapad 330: Hardware Maintenance ManualDocument105 pagesLenovo Ideapad 330: Hardware Maintenance ManualSaransh KejriwalNo ratings yet
- Shaft Seal BulletinDocument2 pagesShaft Seal Bulletinkoniks519No ratings yet
- Steam TrapDocument2 pagesSteam TrapAmpornchai PhupolNo ratings yet
- LEWA Katalog ProizvodaDocument12 pagesLEWA Katalog ProizvodaAnonymous ItzBhUGoiNo ratings yet
- Axial Comp On OffDocument4 pagesAxial Comp On OffMohamed OmarNo ratings yet
- Apeks Supercritical US Pricing 01.01.2019 1Document10 pagesApeks Supercritical US Pricing 01.01.2019 1Pit HipsterNo ratings yet
- Leistritz Extrusionstechnik GMBH PDFDocument28 pagesLeistritz Extrusionstechnik GMBH PDFchinmoyd1100% (1)
- Product Catalog Samson at A Glance: Production Sites StaffDocument174 pagesProduct Catalog Samson at A Glance: Production Sites Staffkhaled saeedNo ratings yet
- Blowers and Vacuum BoostersDocument6 pagesBlowers and Vacuum BoostersMara RusyadiNo ratings yet
- Booster Kinney KMBD SeriesDocument24 pagesBooster Kinney KMBD SeriesHector ManuelNo ratings yet
- INDEX FOR INSTALLATION AND OPERATING AND MAINTENANCE MANUALDocument4 pagesINDEX FOR INSTALLATION AND OPERATING AND MAINTENANCE MANUALEnrique ColomboNo ratings yet
- Product Overview LIGHTNINDocument34 pagesProduct Overview LIGHTNINNguyen Quang HungNo ratings yet
- Vgu VG3Document3 pagesVgu VG3adyro12No ratings yet
- Gas Turbine Lubricating System Starting MeansDocument3 pagesGas Turbine Lubricating System Starting MeansGuruprasathNo ratings yet
- Jumag Gesamtkatalog enDocument24 pagesJumag Gesamtkatalog enatisz333No ratings yet
- Reduce Oil Leakage with OT Oil Wiper Packing DesignDocument4 pagesReduce Oil Leakage with OT Oil Wiper Packing DesignsaravananknpcNo ratings yet
- HMP Series Brochure A4 061814Document8 pagesHMP Series Brochure A4 061814Albar NugrahaNo ratings yet
- Bom Chan KhongDocument78 pagesBom Chan KhongKhổng C. PhongNo ratings yet
- KT Components E 01Document8 pagesKT Components E 01Mvk RajuNo ratings yet
- Gas Transport-Mallnow-Natural-Gas-Compressor-Station PDFDocument8 pagesGas Transport-Mallnow-Natural-Gas-Compressor-Station PDFJaswindersingh BhatiaNo ratings yet
- GT S 8000 BrochureDocument8 pagesGT S 8000 Brochurea100acomNo ratings yet
- Stainless Steel Evaporator Engineering ManualDocument52 pagesStainless Steel Evaporator Engineering ManualGerber GarciaNo ratings yet
- N2-GEN® T Series Nitrogen Generator - South-Tek SystemsDocument1 pageN2-GEN® T Series Nitrogen Generator - South-Tek SystemsSouth-Tek SystemsNo ratings yet
- API 682 Training Manual PDF - Google SearchDocument3 pagesAPI 682 Training Manual PDF - Google SearchPahe DriveNo ratings yet
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocument6 pagesVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaNo ratings yet
- Compressor CT Valve E 02Document2 pagesCompressor CT Valve E 02Liaqat AliNo ratings yet
- Ventiladores - VENTI OELDE - Computational Fluid Dynamics For Fans and Plants PDFDocument16 pagesVentiladores - VENTI OELDE - Computational Fluid Dynamics For Fans and Plants PDFLuis NovakNo ratings yet
- Manual 99 LDDocument20 pagesManual 99 LDCristianNo ratings yet
- Reciprocating: CompressorDocument12 pagesReciprocating: CompressorAkbar HartawanNo ratings yet
- 8013 Instruction Manual For Camflex and VarimaxDocument10 pages8013 Instruction Manual For Camflex and Varimaxtoche33No ratings yet
- Parker PGP 500 SeriesDocument40 pagesParker PGP 500 SeriesElias80No ratings yet
- Quad 405 and 405 2 Upgrade Revision Manual V2.0Document14 pagesQuad 405 and 405 2 Upgrade Revision Manual V2.0Thomas Van BeekNo ratings yet
- AltronicSpupervision PDFDocument2 pagesAltronicSpupervision PDFGabriel NavesNo ratings yet
- PVI Aerzen Screw Compressors (Old) (En)Document32 pagesPVI Aerzen Screw Compressors (Old) (En)pitichai_pNo ratings yet
- Industrial Steam TurbinesDocument20 pagesIndustrial Steam Turbinestoanbtd100% (1)
- Mobile Systems BrochureDocument16 pagesMobile Systems BrochureBoban StanojlovićNo ratings yet
- Industrial Diaphragm Valves: SaundersDocument14 pagesIndustrial Diaphragm Valves: SaundersscribdkhatnNo ratings yet
- Manual de Utilizare PT DELCOS Pro PDFDocument28 pagesManual de Utilizare PT DELCOS Pro PDFLucyan Ionescu100% (2)
- Connection of Redundant I/O Devices To S7-1500: Lredio LibraryDocument31 pagesConnection of Redundant I/O Devices To S7-1500: Lredio LibraryscribdkhatnNo ratings yet
- 6.6 Wiring Diagram 6.6.1 Version GCP-20 & AMG 3/NEBDocument1 page6.6 Wiring Diagram 6.6.1 Version GCP-20 & AMG 3/NEBscribdkhatnNo ratings yet
- Neural Network Monitoring System Used For The Frequency Vibration Prediction in Gas TurbineDocument5 pagesNeural Network Monitoring System Used For The Frequency Vibration Prediction in Gas TurbinescribdkhatnNo ratings yet
- Interfax Equipos Deiff y GobernadoresDocument40 pagesInterfax Equipos Deiff y Gobernadoreshumcata100% (2)
- 6.6 Wiring Diagram 6.6.1 Version GCP-20 & AMG 3/NEBDocument1 page6.6 Wiring Diagram 6.6.1 Version GCP-20 & AMG 3/NEBscribdkhatnNo ratings yet
- Connection of Redundant I/O Devices To S7-1500: Lredio LibraryDocument31 pagesConnection of Redundant I/O Devices To S7-1500: Lredio LibraryscribdkhatnNo ratings yet
- 3500 Monitoring SystemsDocument12 pages3500 Monitoring SystemsscribdkhatnNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 10 Vedlegg DDocument14 pages10 Vedlegg DscribdkhatnNo ratings yet
- Eaton's MTL product range and the ATEX directive explainedDocument1 pageEaton's MTL product range and the ATEX directive explainedscribdkhatnNo ratings yet
- Interfax Equipos Deiff y GobernadoresDocument40 pagesInterfax Equipos Deiff y Gobernadoreshumcata100% (2)
- Diesel ECU and Fuel Injector DriversDocument32 pagesDiesel ECU and Fuel Injector DriversscribdkhatnNo ratings yet
- 2078 V1.0 ESD 5100 - Series PTI1000XC Datasheet 08 09 23 MH enDocument4 pages2078 V1.0 ESD 5100 - Series PTI1000XC Datasheet 08 09 23 MH ennhocti007No ratings yet
- Extinguishing Control Unit A6V10061857 HQ enDocument38 pagesExtinguishing Control Unit A6V10061857 HQ enscribdkhatn0% (1)
- Boiler Controls and Systems: An OverviewDocument8 pagesBoiler Controls and Systems: An OverviewscribdkhatnNo ratings yet
- REM610 Ref Manual IECDocument160 pagesREM610 Ref Manual IECfiatraj1No ratings yet
- Extinguishing Control Unit A6V10061857 HQ en PDFDocument4 pagesExtinguishing Control Unit A6V10061857 HQ en PDFscribdkhatnNo ratings yet
- Study of Selected Petroleum Refining Residuals Industry StudyDocument60 pagesStudy of Selected Petroleum Refining Residuals Industry StudyOsama AdilNo ratings yet
- flwch2pg PDFDocument2 pagesflwch2pg PDFscribdkhatnNo ratings yet
- Fan FactsDocument28 pagesFan FactsmadbakingNo ratings yet
- Study of Selected Petroleum Refining Residuals Industry StudyDocument60 pagesStudy of Selected Petroleum Refining Residuals Industry StudyOsama AdilNo ratings yet
- Overview of The Oil and Gas ExplorationDocument7 pagesOverview of The Oil and Gas ExplorationArcenio Jimenez MorganNo ratings yet
- Lal 125Document20 pagesLal 125Zvonko TrajkovNo ratings yet
- Gas Turbine ModellingDocument12 pagesGas Turbine ModellingscribdkhatnNo ratings yet
- Bently Nevada 22MDocument9 pagesBently Nevada 22MscribdkhatnNo ratings yet
- Steam Regenerators: Application Technical DataDocument1 pageSteam Regenerators: Application Technical DatascribdkhatnNo ratings yet
- ISO 18436 Category IV-4page-V04Document4 pagesISO 18436 Category IV-4page-V04scribdkhatnNo ratings yet
- Steam Regenerators: Application Technical DataDocument1 pageSteam Regenerators: Application Technical DatascribdkhatnNo ratings yet
- 2012 Training MaterialsDocument32 pages2012 Training MaterialsRad Briones Libranda100% (1)
- Hatlapa W SeriesDocument123 pagesHatlapa W Seriessridharsharma80% (5)
- Scheda Gas Turbine Ae94 2Document4 pagesScheda Gas Turbine Ae94 2Josemar LopesNo ratings yet
- Professional Vacuum Evaporation MachineDocument7 pagesProfessional Vacuum Evaporation MachineMario QuiroaNo ratings yet
- Unit 3 Natural Gas Liquids (NGL) Recovery UnitDocument22 pagesUnit 3 Natural Gas Liquids (NGL) Recovery Unitkhalimn100% (4)
- LNG Terminal FacilitiesDocument25 pagesLNG Terminal Facilitieselfantasma100% (6)
- SP12 0002y3 PC RM 993Document37 pagesSP12 0002y3 PC RM 993Alex Ciupitu100% (1)
- MD10 1 FLENDER Standard Couplings en 2011Document280 pagesMD10 1 FLENDER Standard Couplings en 2011hasanalmazbasanalir100% (1)
- What Is A Compressor?Document17 pagesWhat Is A Compressor?virgolost100% (2)
- Códigos de Erores Aires SamsungDocument39 pagesCódigos de Erores Aires SamsungANDRES MALDONADONo ratings yet
- Steam TurbineDocument7 pagesSteam TurbineakmalNo ratings yet
- Arrow Product OverviewDocument13 pagesArrow Product OverviewRafael Zurita100% (1)
- Replacement For DWM Compressors PDFDocument13 pagesReplacement For DWM Compressors PDFssgrunfNo ratings yet
- KaiserDocument7 pagesKaiserMarcus JoelNo ratings yet
- 02 KksDocument8 pages02 KksManuel Jesus Perez MelgarNo ratings yet
- DGS - 2. JCDocument15 pagesDGS - 2. JCfjafarvand100% (1)
- AC ManualDocument24 pagesAC ManualSathiaselan PasskerenNo ratings yet
- 92 8Document10 pages92 8Александр Коптяев100% (2)
- Designing of Offshore DNV ContainerDocument3 pagesDesigning of Offshore DNV ContainerIDESNo ratings yet
- AnnuallyDocument70 pagesAnnuallyFloreidNo ratings yet
- Piston Grasso 6 Installation and Maintenance Manual PDFDocument86 pagesPiston Grasso 6 Installation and Maintenance Manual PDFWilson Rodriguez BustamanteNo ratings yet
- Hoi Xe MyDocument81 pagesHoi Xe MyĐứcNhậtNo ratings yet
- Neepco AvikDocument18 pagesNeepco Avikavik0381No ratings yet
- EGR 360 DesignDocument18 pagesEGR 360 DesignHarris ChackoNo ratings yet
- McQuay Eurovent Certified Water Cooled Screw Chillers Operation ManualDocument30 pagesMcQuay Eurovent Certified Water Cooled Screw Chillers Operation Manualevrimk75% (4)
- Reciprocating CompressorsDocument105 pagesReciprocating CompressorsMettu Shiva PrakashNo ratings yet
- Eric Ed259126Document167 pagesEric Ed259126NguyenDinhLyNo ratings yet
- Axial Compressor StallDocument13 pagesAxial Compressor StallParmeshwar Nath TripathiNo ratings yet
- BME Notes (Module 3 & 4)Document6 pagesBME Notes (Module 3 & 4)Kailas Sree Chandran100% (1)
- EDSG281001 (1) - Sky Air R410A PDFDocument7 pagesEDSG281001 (1) - Sky Air R410A PDFPH LimNo ratings yet